
Abstract
Manufacturing industry has paid more attention to the carbon footprint in the manufacturing process with an increasing focus on ecological environment. Also, optimum machining parameters are usually considered as an efficient solution for minimizing carbon footprint and processing time owing to their great role in process control. To make a better process parameter set, a novel multi-objective parameter decision approach called multi-objective grey wolf optimizer (MOGWO) is adopted to realize the decision process in gear hobbing. First, the problem of gear production is elaborated in detail and the characteristics of carbon footprint in light of hobbing process are synthetically analyzed; the carbon footprint model and processing time model are established subsequently. Second, a parameter decision approach for multi-objectives is presented followed by thorough optimization approach. Finally, a case study is put into practice for verifying the presented parameter decision-making scheme. The results demonstrate good hobbing process parameter solutions under the proposed decision approach, and it reveals a certain functional relationship between carbon footprint and processing time in view of the graphic display.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With an increasing concern about energy saving and emission reduction in machinery industry, a sustainable manufacturing mode called low-carbon manufacturing arises at the historic moment by its distinct advantage in emphasizing carbon footprint and resource consumption in production process [1]. The various CNC machines have been widely applicant into industrial sectors which have considerable potential in attaining sustainable manufacturing while the consumed energy accounts for nearly 60% of total resource consumption in machine tool industry [2]. Particularly, the gear hobbing acts as the core of gear production while hobbing machines almost occupy 50% of the total gear machines [3]. It is clear that activities involved in gear hobbing would inevitably cause carbon footprint which inspires researchers to seek effective solutions and strategies for the continuous development of hobbing.
Recently, process parameter decision and optimization has been considered as an effective scheme in process control, and technologists tend to maximize profits in multi-objective optimization with parametric variation [4]. It has been transformed into parameter decision-making process for reducing carbon emissions which involves accurate calculation of carbon footprint since a good many of process parameters play a part [5]. Thus, carbon footprint has attracted extensive attention and is often regarded as one of the optimization objectives of parametric optimization, and a great deal of parameter optimization mechanisms in manufacturing have been developed in depth. Lin et al. [6] applied carbon consumption characteristics and regression analysis to establish a carbon consumption quantitative calculation model, and utilized teaching and learning algorithm to solve turning parameters, for instance, rotation speed, the rate of feed, and cutting depth. In addition, a subsequent optimization study [7] on high efficiency and low carbon emission in multi-pass turning was also developed. Yi et al. [8] established a cutting parameter optimization model for the higher energy efficiency and lower carbon emissions in NC machining process, and the NSGA-II algorithm was used to handle the processing parameters in cylindrical turning. Wang et al. [9] also applied NSGA-II algorithm to solve multi-objective optimization problem, in which energy, cost, and quality are highlighted to obtain optimum machining parameters. Zhang et al. [10] carried out research on peck drilling process, the particle swarm optimization algorithm was adopted to obtain optimum parameter solution, and the energy-saving potential was proved by experiments. Kant and Sangwan [11] obtained the optimum machining parameters by the combined action among grey relational analysis, principal component analysis, and response surface methodology (RSM), with a pre-constructive multi-objective optimization model to decrease power consumption and surface roughness. Yan et al. [12] constructed a multi-target optimization methodology using grey relational analysis in cooperation with RSM and Taguchi method so as to reach a final trade-off among the energy consumption, production rate, and cutting quality, and the results showed a more energy-efficient process effect with low spindle speed. Alrashdan et al. [13] designed a multi-criteria optimization method for minimum cost in the end milling, which highly evaluated the surface roughness and the generated electricity energy consumption. Jagadish and Ray [14] spurred much attention into multi-response optimization in green EDM in which grey relational analysis as well as principal component analysis was used to optimize machining parameters; multiple regression analysis was then developed to evaluate final performance characteristics. Adalarasan and Sundaram [15] integrated the advantages of TOPSIS and grey relational analysis to design and analyze parameters in friction welding which shows good effectiveness of the methodology. Stated thus, multi-objective optimization strategies of process parameters have certain research value and abundant optimization models are constructed to realize machining optimization; especially, embracing carbon footprint is the current hot point of low carbon development.
Apart from the consideration of carbon footprint in multi-objective parameter optimization, the accurate quantitative calculation and analysis of carbon footprint in manufacturing industry is of great importance owning to its role in monitoring and controlling cutting process while it also serves as a technical difficulty for low carbon manufacturing. Correspondingly, Jeswiet et al. [16] pointed out that the carbon consumption participating in the manufacturing process was related to power consumption and presented a carbon emission method based on carbon emission index of power plants. Song et al. [17] designed a low-carbon product design system which incorporated embedded inventory of greenhouse gas emissions by integrating overall carbon emissions of the main components of products based on product BOM tables. Li et al. [18] studied the characteristics of material consumption, energy usage, and carbon consumption for mechanical manufacturing system, and defined its generalized boundary by proposing a quantitative analysis model for the CNC machine. Zhou et al. [19] proposed a quantifying method of carbon consumption in parts processing based on manufacturing characteristics which covered the analysis of carbon source in machining process. In the second dissertation [20], they mainly focused on the effect of tool wear as it worked greatly on minimizing carbon emission. Gui et al. [21] illustrated a low carbon–oriented design method which depended on parts activity in various stages of product lifecycle, and an improved GA equipping with a new selection mechanism was utilized to optimize parts in both carbon footprint and cost. Lu et al. [22] elaborated an embodied carbon-energy field (ECEF)–based selection method in the reference of carbon consumption characteristics for low-carbon design, directing the energy to indicate specific distribution of carbon consumption on product structures as well as guide product designers in making decisions. Zhou et al. [23] took the carbon emissions of process routes seriously and presented a multi-objective optimization method to obtain reasonable process routes of parts with low carbon, economy, and high efficiency. To sum up, quantitative and qualitative analysis of carbon footprint is an important support for process parameter decision-making, which provides reference value and theoretical basis for the establishment of parameter decision model.
Based on the above literature analysis and research findings, these general studies and discoveries have contributed to the process of manufacturing with respect to parameter optimization and carbon footprint calculation while there is still room for deeper development considering carbon footprint in gear hobbing. The existing studies mostly concentrate on the energy consumption and energy saving involving machining parameter optimization while lacking detailed discussion in carbon emission and carbon footprint of parameter decision model; particularly, the carbon footprint of hobbing process is rarely taken into account, which has a significant impact on the environment.
Inspired by the extensive research foundations, the present paper focuses on the current research gap and work on the following exploration. First, a holistic statement of parameter decision problem in correlation to gear hobbing is presented. Second, the characteristics and quantitative calculation model of carbon footprint in hobbing process is specifically modeled, as well as the model construction of processing time. On the basis of the construction structure above, a parameter decision-making approach called modified MOGWO model is proposed to realize the integrated optimization both on carbon footprint and processing time. Few works have studied the effect of carbon footprint in hobbing process while implementing the parameter decision-making. The consideration of this is closer to the current development demand in energy conservation and consumption reduction of manufacturing.
The rest of the details in the present paper is organized as the following description: Section 2 briefly demonstrates the problem of parameter decision in gear production. Section 3 addresses the details of characteristics and models in carbon footprint and processing time for hobbing process. Section 4 describes the optimization model followed by the integrated parameter decision-making approach. The case study is illustrated in Section 5, and conclusions and prospects are stated in Section 6.
Nomenclature | ||
|---|---|---|
Variable | Unit | Specification |
n | r/min | Spindle speed |
Fz | mm/min | Axial feed speed |
d0 | mm | Outside diameter of hob |
m | mm | Module of gear |
z1 | Number of gear teeth | |
β | rad | Helix angle of gear |
d1 | mm | Outside diameter of gear |
B | mm | Gear width |
z0 | Threads of hob | |
h | mm | Cutting depth |
CF | kgCO2 | Carbon footprint |
PT | s | Processing time |
CFelectricity | kgCO2 | Electricity carbon footprint |
CFmaterial | kgCO2 | Material carbon footprint |
CFwaste | kgCO2 | Waste carbon footprint |
CFEfactor | kgCO2/kWh | Electricity carbon footprint factor |
ECelectricity | kWh | Total electricity energy consumption |
ECcut | kWh | Electricity energy consumption in cutting time |
\( {\displaystyle \begin{array}{l}{C}_F,{X}_F,{Y}_F,\\ {}{Z}_F,{U}_F,{V}_F\end{array}} \) | Cutting force coefficients | |
fz | mm/r | Axial feed rate |
K1, K2, K3 | Coefficients of material, hardness, helix angle | |
v | m/s | Velocity of hob |
Tc | s | Cutting time |
Pi | W | Idle power consumption |
Pn | W | Non-loaded power consumption |
CFraw | kgCO2 | Carbon footprint of raw material |
CFMfactor | kgCO2/kg | Carbon consumption factor of material |
Mchip | kg | Mass of removal part |
Q | mm3/s | Material removal rate |
ρ | g/cm3 | Material density |
CFtool | kgCO2 | Carbon footprint of tool |
CFTfactor | kgCO2/kg | Carbon consumption factor of tool |
Td | s | Hob durability |
Rt | Regrinding times | |
CFcutting fluid | kgCO2 | Carbon footprint of fluids |
CFCfactor | kgCO2/L | Carbon consumption factor of fluids |
CL | L | Initial usage of fluids |
AL | L | Additional usage of fluids |
Tcircle−c | s | Life cycle of fluids |
f | Coefficient of cutting type | |
CFlubricant | kgCO2 | Carbon footprint of lubricant |
CFLfactor | kgCO2/L | Carbon consumption factor of lubricant |
VI | L | Usage of lubricating oil |
Tcircle−I | s | Lubricating oil life cycle |
CFwc | kgCO2 | Carbon footprint of waste chips |
CFCwc | kgCO2/kg | Carbon consumption factor of chips |
ECce | kg ce/kg | Standard coal consumption |
CEFce | kgCO2/kg ce | Carbon consumption factor of standard coal consumption |
CFwt | kgCO2 | Carbon footprint of waste cutting tools |
CFwf | kgCO2 | Carbon footprint of waste cutting fluids |
CFwl | kgCO2 | Carbon footprint of waste lubricants |
CFfwt | kgCO2/kg | Carbon consumption factor of waste tool |
CFfwf | kgCO2/L | Carbon consumption factor of waste fluids |
CFfwl | kgCO2/L | Carbon consumption factor of waste lubricant |
ℓ | Final cutting fluid concentration | |
CFwp | kgCO2 | Carbon footprint of waste gear parts |
Mparts | kg | Mass of waste parts |
Minput | kg | Mass of gear workpiece |
i | Number of hob passes | |
Ts | s | Average tool change time |
Tt | s | Clamping time |
Tu | s | Empty travel time |
Ta | s | Auxiliary time |
CT | mm | Approach stroke |
Ua | mm | Approach safety allowance |
Ue | mm | Exit safety allowance |
OT | mm | Over travel |
Tsc | s | Total tool change time |
T | s | Tool life |
cr, mt, nt, q | Tool life coefficients | |
Lab | mm | Distance length |
nmin | r/min | Minimum spindle speed |
nmax | r/min | Maximum spindle speed |
Fzmin | mm/min | Minimum axial feed speed |
Fzmax | mm/min | Maximum axial feed speed |
η | Power efficiency | |
Pe | W | Rated power of spindle motor |
Fc | N | Cutting force |
Fcmax | N | Maximum cutting force |
\( {T}_{hob}^{\mathrm{min}} \) | min | Minimum tool life |
Ra | μm | Surface roughness |
r | mm | Nose radius of hob |
2 Problem elaboration
Gear hobbing is a kind of production method with the principle of generating motion that uses a hob to process gear workpiece which is equivalent to the meshing of a helical cylindrical gear pair [24]. As is depicted in Fig. 1, it shows the schematic diagram of the axial movement of the gear workpiece cut by hob. In reality, gear hobbing is an intricate forming process which relates various process parameters and complicated calculation. The hobbing process parameters include the geometric parameters of gear workpiece, hob and machine tool, cutting parameters, and so on. Applying different process parameters has a distinct influence on gear production [25]. Therefore, the carbon footprint and processing time of the hobbing process will vary with the actual parameter schemes. The problem of parameter decision-making can be illustrated as follows.

The schematic diagram of the hobbing process
In the hobbing process, the similar processing sample size becomes larger when the processing sample accumulates to a certain extent in addition to the increase of available parameter set, experience, and knowledge, and the characteristics of parameter decision are as following three points: (1) for different gear parts, the processing parameters need to be adjusted in a frequent interval, so as to meet the machining requirements; (2) there exists a great many similar gears in actual processing, and the historical processing samples have certain reference significance; (3) in various production stages, different types of parts have different amounts of sample parameter sets, thus they occupy diverse processing parameter decision-making and optimization requirements.
For gear hobbing, process problem description property usually refers to the initial machining characteristic parameters of gear parts which guide the next process and require proper process parameters. As shown in Fig. 1, the hob rotates at a certain speed n and have a pending task to process the gear workpiece along the machining trajectory, and the optimum axial feed Fz is essential for the chip removal process and the diameter of hob d0 is considered as it highly affects the production efficiency. Thus, the process parameter solution property {n, Fz, d0} represents the suitable and technological process parameters for gear production, and these parameters need to be carefully determined for optimum machining effect. The present paper mainly concerns about the carbon footprint and processing time while meeting other machining requirements. The property description of parameters is explicated in Table 1.
Taking into account the environmental issues, the carbon footprint is an important supporting factor for evaluating the effect of hobbing. Simultaneously, manufacturers are more concerned about reducing processing time to improve processing efficiency and increase revenue, thus the processing time is taken as another machining effect value. That is, carbon footprint and processing time act as optimization objectives of hobbing in the present paper. The hobbing process is carried out under the description attribute values of process problem, and the decision objective is to find the optimum process parameter solution to conduct gear hobbing with the aim of minimizing carbon footprint and processing time.
3 Modeling of machining effect in hobbing process
The carbon footprint of hobbing is selected as one machining effect owing to its effective expression on environmental impact and the processing time is adopted due to the economic consideration. For better description, boundary and characteristics of carbon footprint are initially defined in Section 3.1 followed by a detailed establishment of carbon footprint model in Section 3.2. The model of processing time is then introduced in Section 3.3.
3.1 Boundary and characteristics definition of carbon footprint
When raw materials are processed into gear products by hobbing machine, processes will inevitably produce corresponding energy consumption and waste material, such as the carbon footprint from the electricity consumption, cutting fluid use, and lubricant cost. Waste products and tool wear in hobbing process normally produce carbon footprint in a direct or indirect way. Consequently, it is quite meaningful to consider carbon footprint in gear hobbing and the characteristics definition of carbon footprint is illustrated below.
Covering the hobbing process and research achievements on generalized boundary conditions and composition of carbon footprint in numerical control machine systems [18, 26], first, the primary carbon footprint in hobbing process starts with existing raw materials, judging and weighing the carbon footprint caused by electricity energy consumption in a whole process. Second, as carbon footprint of the manufacturing system is more complex and multi-source due to the carbon consumption of the waste and the post-treatment process involved in chemical refining, the gear hobbing process also contains material carbon footprint produced by tools, cutting fluids, lubricants, and other auxiliary materials. Third, the component to consider is waste carbon footprint which highlights the waste chips, waste cutting tools, waste cutting fluids, waste lubricants, and waste gear parts after processing. Herein, the characteristics flow of carbon footprint in hobbing process is graphically illustrated as shown in Fig. 2.

The characteristics flow of carbon footprint in hobbing process
3.2 The carbon footprint model
On account of characteristics of carbon footprint, its measurement is required. Many scholars have made many researches on the quantitative calculation of carbon footprint in manufacturing systems [16, 18, 19, 26] such as the case studies in turning, forging, milling, and so on. It usually takes into account the whole process of processing, including the calculation of processing parameters, numerical control programming, workpiece installation, tool installation, machine tool start-up, cutting, and tool disassembly. In addition, the reasonable judgment mechanism is essential for analyzing the carbon footprint involved in a specific process.
For gear hobbing, the carbon footprint CF is evaluated from three components: electricity carbon footprint (CFelectricity), material carbon footprint (CFmaterial), and waste carbon footprint (CFwaste), as shown in Eq. (1). The details of each part are as follows:
3.2.1 Electricity carbon footprint
Hobbing is widely considered as a common gear processing method, and the electricity energy required in the manufacturing process is indispensable which is complicated and varies in time lapse [27]. Electricity energy drives the hobbing process and it is the main source of hobbing carbon footprint. The calculation formula of CFelectricity can be expressed by the following formulas:
where CFEfactor represents the carbon footprint factor of electric energy in Chinese power grid which was formulated by the National Development and Reform Commission in China [28]. ECelectricity represents the total electricity energy consumption of hobbing.
where CF, XF, YF, ZF, UF, VF are the correlation coefficients of hobbing force. The cutting electricity energy consumption ECcut can be acquired based on hobbing force [29]. m denotes the normal module of hob, fz denotes the axial feed rate, and h denotes the depth the hob penetration. K1, K2, K3 are the material correction coefficient, hardness correction coefficient, and helix angle correction coefficient of gear workpiece, respectively [30]. v denotes linear velocity of hob and it has a calculation relationship with d0 and n. Tc denotes cutting time in hobbing process which is explicated in the processing time model.
In fact, during the tool change time and empty travel time, the electric energy to keep the hobbing machine on is relatively constant to ensure that the machine can run stably, thus the idle power consumption Pi remains constant and small fluctuations could be ignored. The same applies to the energy consumption of machine in clamping time and auxiliary time in which the non-loaded power Pn is a constant. Both Pi and Pn could be acquired by power analyzer in an identical machine environment. The time parameters Ts, Tt, Tu, Ta are introduced in the following parts. Hence, the ECelectricity is represented as Eq. (6):
The total electricity carbon footprint can be summarized as Eq. (7):
3.2.2 Material carbon footprint
To process gears, materials are an essential part which covers the raw material, tools, cutting fluid, and lubricant. As raw material is the first element entering the hobbing process, the present paper focuses on the carbon footprint of the removed portion, then the carbon footprint of raw material CFraw is described as Eqs. (8)–(10):
where CFMfactor denotes the carbon consumption factor for raw material preparation with corresponding quantitative values [26]. Mchip denotes the mass of removal part, and Q, ρ indicates material removal rate and material density, respectively [18].
Hobbing process is equivalent to tool usage; thus, the carbon footprint of tool CFtool can be expressed as Eq. (11) in which CFTfactor means carbon consumption factor for tool fabrication, CFTfactor denotes the hob weight, Td means hob durability, and Rt indicates hob regrinding times. Particularly, the tool life is numerically equal to hob durability multiplied by hob regrinding times for grindable tools while the tool life is equal to the hob durability for non-grindable tools.
For cutting fluid, it plays the role of cooling the gear workpiece and hob, and lubricating oil is responsible for reducing friction and wear between moving parts of the hobbing machine. The carbon footprint of CFcutting fluid can be summarized as Eq. (12):
where CFCfactor indicates carbon consumption factor for cutting fluid preparation, and CL, AL indicate the initial usage of cutting fluid and additional usage of cutting fluid, respectively. Tc represents the use time of cutting fluid (cutting time) and Tcircle − c represents cutting fluid life cycle. f denotes the coefficient of cutting type, f = 0 indicates dry hobbing while f = 1 indicates wet cutting of hobbing.
Similarly, the carbon footprint of CFlubricant can be summarized as Eq. (13):
where CFLfactor denotes carbon consumption factor for lubricating oil preparation, Vl means usage of lubricating oil, and Tcircle − l denotes lubricating oil life cycle.
Summing up the above formulas, the material carbon footprint CFmaterial can be expressed in Eq. (14):
3.2.3 Waste carbon footprint
Hobbing process is accompanied by waste production which conceals a certain waste carbon footprint. The waste carbon footprint mainly consists of waste chips, waste cutting tools, waste cutting fluids, waste lubricants, and waste gear parts. First, the waste chips need to be returned to the furnace after collection, and the carbon footprint of waste chips CFwc can be expressed as Eq. (15):
where CFCwc represents carbon consumption factor of chip treatment, and ECce and CEFce represent standard coal consumption for unit quality waste disposal and carbon consumption factor of standard coal consumption, respectively [1].
As for the carbon footprint of waste cutting tools CFwt, waste cutting fluids CFwf, and waste lubricants CFwl, the computing descriptions are as Eqs. (16)–(18):
where CFfwt, CFfwf, CFfwl, and ℓ are carbon consumption factor of waste tool treatment, disposal of waste cutting fluids, disposal of waste lubricating oil, and final cutting fluid concentration, respectively. The other relevant values can be inferred by analogy with corresponding sources in material carbon footprint.
If the final gear product is not qualified, there is actually an additional carbon footprint of waste gear parts CFwp, and it is denoted as Eq. (19).
The mass of the initial gear workpiece Minput can be easily measured and Mparts is then obtained by Eq. (20).
Assuming that the qualified gear product is obtained, then the above formula analysis comes down that CFwaste in gear hobbing is expressed as Eq. (21):
In conclusion, the model of total carbon footprint in hobbing process can be subsequently obtained by the overall calculation of CFelectricity, CFmaterial, and CFwaste. So CF can be described as Eq. (22):
3.3 The processing time model
To improve production efficiency and increase revenue, it is quite necessary to reduce processing time. The processing time (PT) of finishing a hobbing process mainly includes cutting time (Tc), average tool change time of each process (Ts), gear workpiece clamping time (Tt), empty travel time (Tu), and auxiliary time (Ta). Generally, Tt is involved in technical experience and proficiency of technicians and Ta is mainly related to the automatic machine tool; they can be used as fixed values on the basis of actual production process and machining requirements. Hence, PT can be described as Eq. (23):
3.3.1 Cutting time of gear hobbing
As shown in Fig. 1, the cutting travel LZ of hob can be described as Eq. (24):
where CT represents the approach stroke of axial machining, and Ua and Ue represent the approach safety allowance and exit safety allowance of the hob, generally Ue = Ua = 2 mm. OT denotes the over travel of the hob. B means the width of gear workpiece. Thus, Tc can be described as Eq. (25). Fz denotes axial feed in Z direction and i denotes the number of hob passes.
3.3.2 Average tool change time of each process
The average time of each tool change is expressed as Eqs. (26) and (27):
where Tsc means total tool change time and T denotes tool life time. cr, mt, nt, q are the corresponding tool life coefficients.
3.3.3 Empty travel time
For gear hobbing, the empty travel distance is the moving distance of hob from initial position to the cutting position, as Lab, the distance length from position a to position b in Fig. 1. In particular, the tool withdrawal time after cutting is so short that it can be ignored. The Tu is expressed as Eq. (28) and Fx denotes the radial feed speed.
Hence, the model of processing time PT can be expressed as Eq. (29):
4 Multi-objective parameter decision-making approach
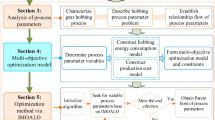
For a simultaneous optimization of carbon footprint and processing time in gear hobbing, the present paper devotes to the optimal identification of process parameter solutions and proposes a modified decision-making model for developing a multi-objective parameter decision-making approach. The decision variables of process parameter solution are determined in Section 4.1, and decision objectives and constraints are subsequently given in Section 4.2. Also, the multi-objective parameter decision model is elaborated in Section 4.3.
4.1 The variables of process parameter solution
The decision variables considered for the integrated problem of optimizing carbon footprint and processing time should be connected to the characteristic of hobbing process, which is mainly dependent on the spindle speed of hob n and axial feed Fz. The diameter of hob d0 is taken into account as it greatly affects the carbon footprint and processing time. It should be indicated that the cutting depth has little effect on hobbing compared with n and Fz; it is usually set to a fixed value by technicians in the description of process problem property. In the present paper, it is assumed that the number of hob passes i = 1, and the thickness of cutting is equal to tooth height. Hence, the variables of process parameter solution (i.e., n, Fz, d0) are taken as decision variables.
4.2 The decision objectives and constraints
To decrease the environmental impact and improve production efficiency in hobbing process, the decision objectives in the present paper are carbon footprint CF and processing time PT which have been introduced in detail in Section 3. Based on the above analysis, a multi-objective decision model is then constructed in Eq. (30):
Subjected to
In a hobbing process, the selection of process parameters needs to meet the demand of hobbing machine condition and machining requirements. Constraint (31) and constraint (32) restrict the rational parameter ranges of machine ability in which nmin/nmax, Fzmin/Fzmax are the minimum/maximum spindle speed of hob and the minimum/maximum axial feed. The cutting force is not allowed to exceed the maximum cutting force provided by the hobbing machine as expressed in constraint (33). The power required for the cutting process of hobbing should be controlled in a fair range and constraint (34) expresses the specific cutting power Fcv limit, η denotes the power efficiency coefficient, and Pe denotes the rated power of spindle motor. To ensure stable hobbing process, the life of selected hob \( {T}_{hob}^i \) should be greater than the minimum tool life \( {T}_{hob}^{\mathrm{min}} \) in constraint (35). Also, constraint (36) defines the requirement of surface roughness in light of machine quality and r denotes the nose radius of hob.
4.3 Multi-objective decision approach
4.3.1 Framework of decision model
In order to settle the above multi-objective decision problem, this section adapts MOGWO to realize the parameter decision-making process. The detailed processing procedure cycle covering MOGWO approach is illustrated in Fig. 3.

The framework of parameter decision-making approach
From Fig. 3, the whole process parameter decision-making includes five steps: (1) start initial hobbing parameter setting; (2) conduct the hobbing process; (3) decompose process parameter problem attribute; (4) launch adaptive updating of hobbing process parameters; (5) circle iterative updating of processing parameter group. Combining the aforementioned, the present paper proposes a modified MOGWO decision-making approach in achieving the parameter optimization. The reliability of modified MOGWO decision-making approach is verified in two aspects: (1) the robustness of MOGWO algorithm in solving multi-objective problems; (2) MOGWO has a superiority in searching for global solutions.
4.3.2 Establishment of parameter decision-making
After the set of process parameters and identification of process parameter problem attribute, the pending parameter set enters into the optimization module to start parameter decision-making. Grey wolf optimizer acts as renovating the processing parameters which is an optimization algorithm in swarm intelligence and is inspired by grey wolves’ prey hunting activities [31]. It has strong convergence performance, fewer parameters, and is easy to implement [32].
Grey wolves are divided into four grades according to the social hierarchy and each level has its own function, as shown in Fig. 4. In reality, grey wolves have four hunting behaviors such as search for prey, encircle prey, chase prey, and attack prey. The specific mathematical models are constructed as follows.

Social hierarchy and functional division in grey wolf population
-
Step 1:
hunt for prey
Grey wolves hunt for prey in accordance with the position of the leadership. They disperse and then gather together to attack the target prey. Mathematically, in order to simulate decentralization, random |A| > 1 is used to force the wolf to disperse as far as possible and achieve global optimization, and |A| < 1 is used to facilitate the wolf to concentrate on hunting in a particular area. \( \overrightarrow{C} \) is a random number between 0 and 2 set for prey, which strengthens and weakens the influence of prey in the distance equation.
-
Step 2:
encircle prey
The mathematical expression for this behavior is described as
$$ \overrightarrow{D}=\left|\overrightarrow{C}\overrightarrow{X_p(t)}-\overrightarrow{X(t)}\right| $$(37)$$ \overrightarrow{X\left(t+1\right)}=\overrightarrow{X_p(t)}-\overrightarrow{A}\overrightarrow{D} $$(38)in which t is the current iteration number, \( \overrightarrow{X_p}(t) \) is the prey position, \( \overrightarrow{X(t)} \) is the grey wolf position, and \( \overrightarrow{A},\overrightarrow{C} \) are corresponding coefficient vectors.
$$ \overrightarrow{A}=2\overrightarrow{a}\overrightarrow{r_1}-\overrightarrow{a} $$(39)$$ \overrightarrow{C}=2\overrightarrow{r_2} $$(40)where a gradually reduces in linear step between 0 and 2, and \( \overrightarrow{r}1,\overrightarrow{r}2 \) are random variables between 0 and 1.
-
Step 3:
catch prey
As shown in Fig. 4, catching prey is guided by wolf α, β, and δ that occasionally participate in the hunt. To imitate the search behaviors of grey wolf (candidate solution), the best three grey wolves in the current population (α, β, δ) are retained during each iteration and the locations of other search agents (including ω) are updated according to the specific location information. The illustration and mathematical expressions are as shown in Fig. 5.

The searching process and mathematical expressions
In Fig. 5, \( \overrightarrow{X\alpha} \),\( \overrightarrow{X\beta} \),\( \overrightarrow{X\delta} \) are position vectors of α, β, δ in the current population, respectively. \( \overrightarrow{X} \) indicates position vector of the grey wolf. \( \overrightarrow{D\alpha} \), \( \overrightarrow{D\beta} \), and \( \overrightarrow{D\delta} \) represent the distance between the current candidate grey wolf and the best three wolves, respectively. The position of the candidate solution finally falls into the random circle position defined by α, β, and δ, that it to say, the candidate wolf randomly updates their location near the prey under the guidance of the current optimal three wolves.
-
Step 4:
attack prey
While the target prey stops moving, wolves have a tendency to attack the target prey. When |A| < 1, the next position of the wolf can be the present location or the location of the prey. Continuously, the whole multi-objective optimization process keeps a continuous iterative updating to obtain the optimal solution.
More concretely, the sorted are transformed into the first generation of grey wolf population and the optimal solutions was chosen successively as the initial α, β, and δ wolf. The decision process is elaborated in the above-detailed specific mathematical model and Fig. 6 spreads the decision flow chart.

The flow chart of parameter set decision process
5 Case study
This section investigates the presented approach for obtaining optimal process parameters to reduce the carbon footprint and processing time. The basic elements of case study are introduced in Section 5.1, and the simulation and validation are discussed in Section 5.2.
5.1 Case preparation
The case is to validate the availability of presented parameter decision approach called modified MOGWO decision-making approach in terms of hobbing process parameters so as to obtain a better understanding of carbon footprint and processing time. The process samples in this case are generated from a gear manufacturing enterprise in Chongqing, China. The relevant parameter acquisition process is depicted in Fig. 7 which shows the specific machine and numerical control system. The main performance parameters of hobbing machine and hob used to conduct the gear production are shown in Tables 2 and 3, respectively. It should be noted that the used machine belongs to CNC high-speed and high-efficiency hobbing machine series. In addition, the factors required in calculation of carbon footprint model are shown in Table 4 which greatly considers the application scenario studied in the present paper [18]. Table 5 represents the coefficients involving to hobbing process such as hob coefficients, cutting force coefficients, and other essential machining coefficients [33].

The parameter acquisition process in hobbing machine
In this case, the material of gear workpiece to be processed is 45# steel which belongs to the type of small modulus involute cylindrical gears and the machining grade needs to reach 7 grade (ISO 1328-1:2013) in relation to process requirements. According to the on-site situation of gear processing workshop and related technical support, a series of process parameter sets have been collected and adjusted to put into practice of current case preparation [34]. The essential process problem parameters are structured and the parametric details are given in Table 6. It can be drawn that each parameter set is multidimensional, that is, a parameter set sample is characterized by multiple features that comprise two main parts: the process parameter problem attribute and the solution parameters. The present paper devotes to search for an optimal combination of solution parameters in achieving a balance between carbon footprint and processing time.
5.2 Simulation and validation
Considering the hobbing process and pre-established decision model, the parameter samples are identified and guide the gear hobbing. To get optimum objectives, the parameter optimization process using MOGWO is programmed in Matlab and runs on a PC with a 3-GB RAM. The solution parameters are updated continuously to achieve the best process parameter Pareto solution, in which the minimum carbon footprint and processing time can be acquired in the finest. The basic parameter setting of MOGWO algorithm is shown in Table 7. The other parameters used are set to common values according to algorithm experience.
In light of decision objectives and decision model, it is known as an effective method to analyze and compare the optimization results between single objective optimization and multi-objective optimization. Therefore, the simulation has been run covering the following three objective levels.
-
1.
Minimum CF oriented parameter decision.
-
2.
Minimum PT oriented parameter decision.
-
3.
Minimum CF and minimum PT oriented parameter decision.
To better show the results of parameter decision, we have been sure of the basic algorithm parameters consistent in every simulation and carried out graphical processing of the data with the respective iteration process in single objective levels as the optimized parameter sets listed in Table 8.
It is indicated from Table 8 that solution process parameters {767.59, 70.58, 84} is the optimal selection for minimum processing time when solution process parameters {571.16, 70.24, 70.31} drives a minimum carbon footprint in gear hobbing. With single objective optimization results, larger n and d0 have a supporting role in reducing processing time while a lower carbon footprint can be obtained by decreasing the values. In addition, the parameter decision of multi-objective optimization is simulated in keeping consistent with the flowchart of Fig. 6, and Fig. 8 reveals the evolutionary process of searching for Pareto solutions. Table 9 shows the optimum process parameters of archive Ar.

The evolutionary process of simulation results
It is obvious that there is a clear interrelationship between carbon footprint and processing time in Fig. 8 and the non-dominated solutions unfold an inverse proportional function relation of two objectives; a less processing time leads to a higher carbon footprint that a certain mutual restraint pertains. The optimal goal is {464.2021, 0.3334} with the corresponding process parameter solution {595.56, 72.13, 77.13}. Besides, the Ar presented in Table 9 gives feasible process parameter solutions to simultaneously minimize processing time and carbon footprint. It can be seen that the value of Fz is always 72.13 mm/min after the application of the proposed optimization method. This is because in each optimization process, the proposed method mainly focuses on the variation of the spindle speed and hob diameter. There is no notable change in Fz; thus, it has a relatively small impact on the carbon footprint and processing time. Actually, the change range of Fz is too small to emerge distinctively which makes it always a constant.
Comparing with single objective optimization, the larger n decreases processing time while it takes less effect in carbon footprint. Fz directly affects the cutting time in hobbing which has an impact on cutting process that generates carbon footprint. The consideration of d0 similarly reduces the processing time but it also increases the tool carbon footprint. In fact, it is weak to make the two objectives reach the best at the same time but it provides more choice space, and technicians can select corresponding parameter solutions adapted to the actual process parameter problem attribute and the parameter solutions obtained above need to be modified to match the actual hobbing process conditions.
Consequently, for the process parameter decision-making in gear hobbing, if manufacturing enterprises pay more attention to processing time, larger n and d0 in process parameter solutions are excellent choices; if manufacturing enterprises care more about carbon footprint while processing time is controlled, smaller values can show a good impression of objectives.
6 Conclusions and prospects
In the present paper, we have extended a novel parameter decision-making approach in gear hobbing using modified MOGWO model elaborated comprehensively. Taking account of carbon footprint, a series of carbon footprint analysis calculations have been carried out which has a positive effect on the later process parameter optimization. Using the modified MOGWO decision-making model, the results reveal that MOGWO can generate a set of parameter repositories, indicated by the results, and the acquired parameter set provides a parameter selection space freely chosen by technologists. What is more, the proposed model offers a new direction for process parameter decision-making and it can be transformed skillfully to other engineering manufacturing.
In future researches, we will continue to make a profound study in the following aspects: (1) The parameter samples used in the present paper are from the practical gear production while the sample size is finite, so a larger range and scale of processing parameter samples need to be collected to support parameter decision-making. (2) A functional dependence between the carbon footprint and processing time as well as mapping relation between parameters can be further developed. (3) It is worth exploring the close connection between maximal productivity and process parameters in hobbing process. (4) The tool parameters greatly affect the gear hobbing, thus more consideration should be given to other tool parameters such as hob length, hob threads, and hob slot numbers.
References
Zhou G, Lu Q, Xiao Z, Zhou C, Tian C (2019) Cutting parameter optimization for machining operations considering carbon emissions. J Clean Prod 208:937–950
Hu L, Liu Y, Chen P, Tang W, Tang R, Tiwari A (2018) Minimising the energy consumption of tool change and tool path of machining by sequencing the features. Energy 147:390–402
Gupta K, Jain NK (2014) Comparative study of wire-EDM and hobbing for manufacturing high-quality miniature gears. Mater Manuf Process 29:1470–1476
Xiao Q, Li C, Tang Y, Li L, Li L (2019) A knowledge-driven method of adaptively optimizing process parameters for energy efficient turning. Energy 166:142–156
Miranda J, Camposeco-Negrete C, Calderón J (2016) Optimization of cutting parameters to minimize energy consumption during turning of AISI1018 steel at constant material removal rate using robust design. Int J Adv Manuf Technol 83:1341–1347
Lin W, Yu DY, Zhang C, Liu X, Zhang S, Tian Y, Liu S, Xie Z (2015) A multi-objective teaching−learning-based optimization algorithm to scheduling in turning processes for minimizing makespan and carbon footprint. J Clean Prod 101:337–347
Lin W, Yu DY, Wang S, Zhang C, Zhang S, Tian H, Luo M, Liu S (2015) Multi-objective teaching–learning-based optimization algorithm for reducing carbon emissions and operation time in turning operations. Eng Optim 47:994–1007
Yi Q, Li C, Tang Y, Chen X (2015) Multi-objective parameter optimization of CNC machining for low carbon manufacturing. J Clean Prod 95:256–264
Wang QL, Liu F, Wang XL (2014) Multi-objective optimization of machining parameters considering energy consumption. Int J Adv Manuf Technol 71(5-8):1133–1142
Zhang Z, Wu L, Jia S, Peng T (2020) Multi-objective parameter optimization to support energy-efficient peck deep-hole drilling processes with twist drills. Int J Adv Manuf Technol (9-12)
Kant G, Sangwan K (2014) Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. J Clean Prod 83:151–164
Yan J, Li L (2013) Multi-objective optimization of milling parameters – the trade-offs between energy, production rate and cutting quality. J Clean Prod 52:462–471
Alrashdan A, Bataineh O, Shbool M (2014) Multi-criteria end milling parameters optimization of AISI D2 steel using genetic algorithm. Int J Adv Manuf Technol 73(5-8):1201–1212
Jagadish RA (2016) Optimization of process parameters of green electrical discharge machining using principal component analysis (PCA). Int J Adv Manuf Technol 87:1299–1311
Adalarasan R, Sundaram AS (2015) Parameter design and analysis in continuous drive friction welding of Al6061/SiCp composites. J Mech Sci Technol 29(2):769–776
Jeswiet J, Kara S (2008) Carbon emissions and CES™ in manufacturing. CIRP Ann-Manuf Technol 57:17–20
Song JS, Lee KM (2010) Development of a low-carbon product design system based on embedded GHG emissions. Resour Conserv Recycl 54:547–556
Li C, Tang Y, Cui L, Li P (2015) A quantitative approach to analyze carbon emissions of CNC-based machining systems. J Intell Manuf 26:911–922
Zhou GH, Zhou C, Lu Q, Tian C, Xiao Z (2018) Feature-based carbon emission quantitation strategy for the part machining process. Int J Comput Integr Manuf 31(4-5):406–425
Zhou G, Yuan S, Lu Q, Xiao X (2018) A carbon emission quantitation model and experimental evaluation for machining process considering tool wear condition. Int J Adv Manuf Technol 98:565–577
Gui F, Ren S, Zhao Y, Zhou J, Xie Z, Xu C, Zhu F (2019) Activity-based allocation and optimization for carbon footprint and cost in product lifecycle. J Clean Prod 36:117627
Lu Q, Zhou GH, Xiao ZD, Chang FT, Tian CL (2018) A selection methodology of key parts based on the characteristic of carbon emissions for low-carbon design. Int J Adv Manuf Technol 94:3359–3373
Zhou G, Tian C, Zhang J, Chang F, Lu Q (2018) Multi-objective process route optimization considering carbon emissions. Int J Adv Manuf Technol 96:1195–1213
Xiao Q, Li C, Tang Y, Pan J, Yu J, Chen X (2019) Multi-component energy modeling and optimization for sustainable dry gear hobbing. Energy 187:115911
Zhang Y, Cao HJ, Chen P, Zhu LB, Yang X (2017) An adaptive parameter optimization model and system for sustainable gear dry hobbing in batch production. J Mech Sci Technol 31:2951–2960
He B, Huang S, Wang J (2015) Product low-carbon design using dynamic programming algorithm. Int J Pr Eng Man-GT 2:37–42
Cai W, Liu F, Hu S (2018) An analytical investigation on energy efficiency of high-speed dry-cutting CNC hobbing machines. Int J Sustain Eng 11:412–419
Cao WD, Yan CP, Wu DJ, Tuo JB (2017) A novel multi-objective optimization approach of machining parameters with small sample problem in gear hobbing. Int J Adv Manuf Technol 93:1–12
Sabkhi N, Moufki A, Nouari M, Pelaingre C, Barlier C (2016) Prediction of the hobbing cutting forces from a thermomechanical modeling of orthogonal cutting operation. J Manuf Process 23:1–12
Wang SL, Yang Y, Zhou J, Li Q, Yang S, Kang L (2011) Effect of machining precision caused by NC gear hobbing deformation. Appl Mech Mater 86:692–695
Mirjalili S, Mirjalili SM, Lewis A (2014) Grey wolf optimizer. Adv Eng Softw 69:46–61
Mirjalili S, Saremi S, Mirjalili SM, Coelho LS (2015) Multi-objective grey wolf optimizer: a novel algorithm for multi-criterion optimization. Expert Syst Appl 47:106–119
Ai X, Xiao S (1994) Brief manual of cutting parameters. China Machine Press, Beijng (in Chinese)
Chen X, Li C, Tang Y, Xiao Q (2018) An Internet of Things based energy efficiency monitoring and management system for machining workshop. J Clean Prod 199:957–968
Acknowledgments
This work was supported by the Key Projects of Strategic Scientific and Technological Innovation Cooperation of National Key R&D Program of China (No. 2020YFE0201000).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ni, H., Yan, C., Cao, W. et al. A novel parameter decision approach in hobbing process for minimizing carbon footprint and processing time. Int J Adv Manuf Technol 111, 3405–3419 (2020). https://doi.org/10.1007/s00170-020-06103-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06103-1