
Abstract
Optimum process parameters play an important role in improving manufacturing process which have a vital influence on the energy consumption and production cost. Considering the fact that hobbing process is sensitive to process parameters, an integrated multi-objective process parameters optimization method for gear hobbing is proposed to reduce energy consumption and production cost. Thus, this paper firstly analyzes the hobbing process parameters and establishes a description of hobbing process parameters problem. Then a multi-objective optimization model of hobbing process parameters is introduced, with energy consumption and production cost to be optimized. An improved multi-objective ant lion optimizer (IMOALO) is designed to solve multi-objective optimization problem. Finally, a case study is presented in detail to verify the optimization model. The results show that energy consumption and production cost can be optimized simultaneously by determining appropriate process parameters based on proposed method. It has potential in providing favorable support and assistance for technical operators in the practical parametric decision.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, manufacturing industry pays more attention to energy consumption reduction and energy efficiency promotion due to the increasingly prominent environmental problems. Enterprises attach importance to the negative impact of machining process on the environment and take actions towards it. The machine tools are the most widely used in manufacturing industry, which has become the major energy consumers while lower energy efficiency can be achieved [1, 2]. Actually, with a rapid development in machine tools and manufacturing technologies, the computer numeric control machines play a dominant role in manufacturing sector which takes charge of a vital portion of energy consumption. As reported in Hu et al. [3], about 60% of total energy was consumed by computer numerical control (CNC) machine tools in machinery tool sectors. Here the total energy includes the energy consumption for CNC machine tools and energy consumption for non CNC machine tools. While among CNC machine tools, hobbing machine tools serve as main gear production machines [4]. The complex hobbing process involves the simultaneous cooperation of multiple parts brings about more energy consumption which demands an urgent effective strategy in improving energy efficiency. And relative policy has been reported for optimizing energy in machine tools [5], which undoubtedly place enterprises under pressure. While for enterprises, reducing production cost and pursuing high profit are the most concerned goals. It is a critical challenge for manufacturers to achieve low energy consumption without occupying high production cost.
For one thing, it is worth noting that energy consumption can be decreased by determining optimum cutting parameters, such as a maximum energy consumption reduction of 40% could be acquired by optimizing cutting parameters at higher loads [6]. For another, production cost covers diverse cost items such as energy consumption cost, cutting tools cost, machine tools cost, and other cost elements, which are closely related to the process parameters. Among them, especially the cost of hob is quite high; the appropriate parameter selection is positively conducive to prolong the life of hob. Therefore, the energy consumption optimization is oriented to environment-friendly processing when cost optimization is for the high profit of enterprises; both are beneficial to the long-term development of enterprises. Concurrently, optimizing energy consumption and production cost by making a decision on process parameters is a good idea to assist practical gear hobbing and enriches process knowledge.
To that end, this paper proposes an integrated optimization of cutting parameters and hob parameters for multi-objective hobbing process, aiming at reducing energy consumption and production cost. First, the process parameters analysis and problem description are discussed. Then, a multi-objective optimization model including energy consumption model and production cost model is developed. The steps of IMOALO for parameter optimization are introduced in detail, which serve the multi-objective optimization problem. Finally, case study is performed to validate the presented optimization model and optimization method.
With above inspirations, the remaining part of this paper is structured as follows. The state of the art is elaborated in Section 2. The detailed analysis of process parameters and hobbing process parameters problem description are given in Section 3. The comprehensive construction of multi-objective optimization model covering hobbing energy consumption model and production cost model is introduced in Section 4. A novel optimization strategy via IMOALO is presented in Section 5. The case study and results analysis are discussed in Section 6; conclusions and prospects are given in Section 7. The research overview of integrated multi-objective process parameter optimization method is summarized as shown in Fig. 1.

The research overview of integrated multi-objective process parameter optimization method
2 State of the art
In this section, a range of studies on the energy efficiency optimization and optimization strategies are summed up, which provide motivation for the integration optimization of cutting parameters and hob parameters in this paper.
Referring to the previous work by Nguyen [7], low SEC, smooth surface, and higher MRR could be obtained in SKD61 milling, which was solved by the integration of Kriging model and AMGA. The optimal machining factors were determined, in which cutting depth was the most significant factor on cutting energy. Similarly, in milling process, Li et al. [8] investigated the tool path optimization, and an adaptive dynamic GA was utilized to maximize machining efficiency and minimize energy consumption and carbon emission. Wang et al. [9] devoted to the optimization of energy-aware milling process, and presented an improved ABC algorithm for minimum energy consumption and processing time. The optimization results showed good performance comparing to the results of NSGA-II. And in turning process, Zhang and Ge [10] concentrated on machining features of the process planning, and a machine tool-oriented energy assessment approach is developed to excavate more manufacturing information. The best process scheme with lowest energy consumption was acquired via gear workpiece experiment. To map the relationship between cutting parameters and consumed energy, Camposeco-Negrete et al. [11] designed cutting operation experiments. Adding robust design made it convenient and noticeable to find that feed rate with 0.2 mm/rev, cutting depth with 1.14 mm, and cutting velocity with 350 m/min play a part in minimizing energy consumption and machining vibration. Hu et al. [12] discussed the non-cutting energy consumption and spindle rotation change energy consumption comprehensively, based on which SA algorithm is adopted to find optimal cutting parameters for decreasing energy consumption. The verification results obtained a 19.28% energy consumption reduction of machining. In multi-machining scenes, Rao et al. [13] proposed a novel optimization method named NSTLBO; process optimization problems in five scenarios have been discussed, and optimal Pareto solutions have been obtained. Mellal & Williams [14] applied COA and HH for seeking suitable machining control parameters; the simulation covered two conventional and four advanced machining processes, and optimal parameters had been acquired. To summarize, the optimization of energy consumption as well as energy efficiency is based on energy efficiency modeling and case verification which indicate that relevant parameters setting affects the machining process. For hobbing process, it is affected by a variety of process parameters, while the traditional optimization only focuses on cutting parameters. In fact, hob parameters also affect the energy consumption and production cost, such that Cao et al. [15] took tip diameter and threads of hob as input attributes to be decided. Besides, in our previous research [16], the hob parameters covering hob diameter and threads of hob have also been included for correlating with energy consumption to acquire carbon footprint. And machining parameters and hob parameters have been linked to machining time, production cost, and tool life in tri-objective optimization problems [17]. It is vital to analyze the energy consumption as well as production cost in hobbing process and establish the relevance with process parameters. Hence, a good process optimization method is requisite for improving the energy efficiency and decreasing production cost.
Obviously, process parameter decision has been treated as a fundamental support in machining which contributes to process control. Scholars have carried out a lot of researches on parameter optimization. A great deal of work focused on the conventional machining conditions, such as milling process [18], turning process [19], grinding process [20], and drilling process [21]. While in gear hobbing, most scholars concentrate on technical improvement of process and optimum design of hob. Yang et al. [22] established a dry hobbing optimization model of thermal energy balance, devoting to the minimum average temperature in the cutting space, which was verified by particle swarm optimization algorithm. Also aiming at controlling the thermal energy balance, Li et al. [23] developed an analysis model and conducted the experiment on the spindle system of high-speed dry hobbing machine for optimizing the thermal energy accumulation by parameter optimization. For hob optimization, Claudin et al. [24] innovatively proposed a rapid detection method called “hobbing method” under the dry hobbing process; the influence of cutting edge treatment on the wear resistance of hob is well optimized and relevant parameters were studied. Sari et al. [25] attached importance to hob wear analysis and constructed a tool life equation for practical application, which provides a new direction for the selection of hob and corresponding process parameters. While in machining accuracy, Klocke et al. [26] investigated two kinds of cutting processes, rough machining and finish machining in gear hobbing, based on which different process designs can achieve the same hobbing accuracy. Despite the above hobbing optimizations, few literatures focus on simultaneously optimizing hobbing energy consumption and production cost as to select optimum cutting parameters and hob parameters. Minimum energy consumption and minimum production cost-oriented multi-objective process parameter optimization are conducive to improve hobbing process.
As for optimization problems, traditional solutions such as experimental design and heuristic optimization algorithms have been given a wide attention. In the current state, the meta-heuristics algorithms outperform with its powerful optimization ability and iterative speed. When it comes to parameter optimization, an optimization model needs to be initially established with corresponding constraints, then the results can be obtained by enough iterations of meta-heuristic algorithms. Ant lion optimizer (ALO) is a new heuristic optimization algorithm stemmed from the predation process between ant lions and ants [27]. ALO is superior to other popular algorithms in convergence speed and optimization results, which offers a strong support for the multi-objective parameters optimization of hobbing process.
Enlightened by a series of relative remarks, this paper devotes to the research gap and draws the following contributions:
(i) Rare gear hobbing process optimization with energy consumption and production cost are explored, we tend to establish a connection between the process parameters (i.e., cutting parameters and hob parameters) and energy consumption as well as production cost.
(ii) Since the process parameters include both continuous variables and discrete variables, the multi-objective hobbing process optimization is a complex non-linear problem, thus an improved multi-objective ant lion optimizer (IMOALO) is designed for striking a balance between multiple objectives when obtaining optimum parameters.
(iii) An interrelationship between hobbing energy consumption and production cost with regard to different process parameters are investigated, which provides a process parameter knowledge for gear enterprises and technologists.
3 Analysis of process parameters
Process parameter set is one of essential components in the mechanical production. Generally, the process parameters comprise machine parameters, cutter parameters, workpiece parameters, and cutting parameters while operation parameters and time parameters are included in practical processes. According to previous studies, the effect of process parameters on machining accuracy, energy consumption, processing time, production coat, and so on is intricate. The effect may lie in several key cutting parameters such as the cutting speed, feed rate, and cutting depth. And the effect on energy efficiency and machining time can be linear or non-linear for the various uncertainty conditions and unexpected situations in the actual machining environment. Changes in parameters have a tendency to positively affect the final products or in opposite directions, and the impact tends to be variable in pace with time lapse.
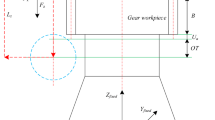
For gear hobbing, it is the most commonly used method of gear production with complex gear meshing motion between hob and gear workpiece as displayed in Fig. 2. The mathematical models that relates to Fig. 2 have been presented in the following section. The gear workpiece parameters, hob parameters, and cutting parameters collectively determine the hobbing process, and there is also some interdependence among these three kinds of parameters. The selection of reasonable parameters is quite essential hobbing process, which relates to the consumed energy, cost, and quality. According to the actual hobbing process, the process parameters can be described as X = {X1, X2, …, Xi, …}, Xi is the ith parameter set in hobbing process, Xi = {wpi, hpi, cpi} comprises gear workpiece parameters wp, hob parameters hp, and cutting parameters cp. Each parameter category contains more than one process parameter attribute. The composition of Xi parameters is usually selected according to processing tasks and processing conditions and wp is usually pre-defined. The selection of cp and hp is worth considering carefully for the final hobbing energy consumption and production cost.

A sketch outline of gear hobbing process
Currently, traditional economic indicators such as machining quality, production cost, machining time, tool wear, and benefit are widely concerned and regarded as processing objectives. With the increasingly serious problems of environment and energy, considerable attention has been paid to environmental indicators such as energy consumption and carbon emission; enterprises have also formulated important measures for energy conservation and emission reduction. Appropriate process parameter decision can well balance the environmental and economic impact of hobbing process. Considering all economic and environmental indicators will not only affect the actual gear processing operation, but also bring unnecessary target accounting and resource waste, gear manufacturers mainly focus on several key influence indicators in practical application. And this paper selects hobbing energy consumption Etotal and production cost Ctotal as optimization objectives, dedicated to find a trade-off between the two with reasonable process parameter configuration. Hence, the aim of the study is right to select optimum process parameters for obtaining the minimum hobbing energy consumption and production cost. Figure 3 illustrates the relationship flow between process parameters and hobbing performance. Therefore, the description of hobbing process parameter problem can be expressed as Fig. 4. And the next section develops a comprehensive multi-objective optimization model for process parameter problem.

Relationship flow between process parameters and hobbing performance

Description of hobbing process parameter problem
4 Multi-objective optimization model
In order to realize energy saving and cost reduction, the determination of optimization variables is first given in Sub-section 4.1. The objective model consists of Etotal and Ctotal is then in detailed introduction in Sub-section 4.2; the optimization model and constraints are elaborated in Sub-section 4.3.
4.1 Determination of optimization variables
The optimization problem in this paper is to select optimum process parameters of hobbing process so as to reduce environmental impact and cost. Three main kinds of process parameters involved in hobbing process are shown in Fig. 3. The selected process parameter variables are emphatically considered to establish a connection between process parameter variables and objectives.
On the one hand, compared with the cutting parameters Fa and n0, the cutting depth ap has a relatively little impact on cutting force Fc, machine tool deformation, and spindle speed [28]; thus, ap is usually set as a maximum cutting depth for higher production efficiency. On the other hand, the hob diameter d0 and hob head number z0 are selected for their obvious effect on gear hobbing, for example, larger hob diameter can improve the processing efficiency and reduce the production cost. The hob with multiple heads can shorten the cutting time, but it will reduce the surface quality of gear. The proper selection of hob diameter and hob head number is relatively more crucial to the cutting process comparing to other hob parameters. Base on the above analysis, the cutting parameters Fa, n0, and hob parameters d0, z0 are considered by integration as optimization variables, that is, {Fa, n0, d0, z0} are taken as controllable decision parameters.
4.2 Optimization objectives model
Taking into account both environmental and economic factors, this study devotes to searching for appropriate process parameters which could reduce the hobbing energy consumption and production cost simultaneously. The two optimization objectives are modeled in the following part: energy consumption model is introduced in Sub-section 4.2.1, and production cost model is established in Sub-section 4.2.2.
4.2.1 Hobbing energy consumption model
In fact, the various machine tools have complex motor driving systems, mechanical transmission systems, and other auxiliary systems. Each part relates to different influencing factors so that the energy consumption differentiates in many aspects. The two common ways to express the energy consumption of mechanical system is power consumption and specific energy consumption [29, 30], which was expanded from thermal dynamics. Some scholars have carried out researches on energy efficiency and energy consumption [31,32,33].
For gear hobbing machines, the calculation of energy consumption can be converted into the utilization of main power consumption and time consumption of different manufacturing stages [34]. More concretely, the standby state, the air-cutting state, and cutting state of hobbing machines are extremely considered for the total energy consumption Etotal. The calculation of energy consumption is formulated as follows.
The hobbing energy consumption in standby state E s
Since the starting process of gear hobbing machine is a relatively rapid process, the energy consumption at this time is usually negligible. The standby state is the time when basic parts of the hobbing machine are in normal operation, and the power consumption at this time is basically a constant value. It can be easily obtained from smart meters. Equation (1) shows the expression of energy consumption.
where i denotes the ith gear workpiece to be processed; Es and Ps denote energy consumption and power consumption in the standby state of hobbing machine, respectively; ts denotes the time consumption in standby state.
The hobbing energy consumption in air-cutting state E a
Then the main working parts such as the tool spindle starts to run. But at this time, no cutting force is applied to the gear workpiece so the machine is actually in an air-cutting state. Equations (2)~(4) give the acquisition method of energy consumption at this state.
where Ea, Pa, and ta denote the energy consumption, power consumption, and time consumption in air-cutting stage, respectively. In this state, the transmission parts and relevant accessories of the hobbing machine start to work, but operations on gear workpiece have not been carried out yet. Psc denotes the power consumption of the activated auxiliary systems such as cooling lubrication system and fan system. Pn denotes the power consumption under non-loaded machine running, and it has a great relationship with n0 according to the previous research [35]. κi is the power coefficient related to n0.
The air-cutting time ta can be acquired by Eq. (5). The j denotes times of hob cutting; the total air-cutting time is the sum of the accumulated time of axial air-cutting and radial air-cutting. As is depicted in Fig. 2, La and Lr denote the axial and radial air-cutting stroke, respectively. The empty cutting stroke can be easily expressed. Fr defies radial feed speed which is usually a fixed value.
The hobbing energy consumption in cutting state E c
During this state, the gear workpiece is cut and surplus materials are removed. In addition, there is actually additional power loss caused by machining. The calculation details are as follows.
where Ec, Pc, and tc denote the energy consumption, power consumption, and time consumption in the cutting stage; the calculations are shown in Eqs. (6) and (7).
where Pr denotes its power consumption in removing process, and it can be obtained by hobbing force Fc and cutting velocity v; the specific expression is shown in Eq. (8) [36]. v can be obtained by Eq. (9); it relates the spindle speed n0 and hob diameter d0 at the same time as shown in Fig. 2.
Cf, K1, K2, K3, xf, yf, zf, uf, vf are correlation coefficients of cutting force; specifically, Cf, xf, yf, zf, uf, and vf denote hobbing force coefficients, K1 denotes correction factor of workpiece material, K2 denotes correction factor of workpiece hardness, and K3 denotes correction factor of gear helix angle. mn denotes gear module, fa denotes axial feed, and z2 denotes number of gear teeth.
Pap denotes the additional power consumption which is closely related to the power consumption generated by material removal state; Equation (10) gives the correlation formula between the two [37]. εi represents additional power coefficient.
As for tc, it can be acquired by Eqs. (11) and (12). As shown in the cutting route in Fig. 2, the whole cutting stroke can be expressed by Eq. (11). In total, Eqs. (5), (9), (11), and (12) together describe the cutting process shown in Fig. 2.
where B indicates tooth width. E denotes the hob approach stroke and A denotes hob surpass stroke; both are to ensure the safe distance of processing. The additional U represents the safety allowance which is usually set according to the operating experience of skilled workers.
The fa could be gained by Eq. (12).
To sum up, the total energy consumption Etotal of the ith gear workpiece is expressed in Eq. (13).
4.2.2 Production cost model
Modern manufacturing enterprises are mainly driven by the minimum cost of production so as to improve economic benefit. Hence, the production cost is considered here from the perspective of parameters optimization. Generally speaking, the total production cost Ctotal in gear hobbing consists of gear blank cost Cgear, tool cost Ctool, labor cost Clabor, machine tool wear cost Cmachine, and energy consumption cost Cenergy. Therefore, the Ctotal can be represented as Eq. (14).
Gear blank cost C gear
The cost of gear blank Cgear can be easily obtained from the purchase list.
Tool cost C tool
The tool cost is modeled as Eq. (15), which involves with the actual cutting time tc and the minimum tool life \( {T}_{\mathrm{hob}}^{\mathrm{min}} \). Particularly, tool life here is defined as the total processing time of each grinding of hob provided by tool manufacturer, and the wearing capacity of hob has been considered. st indicates the unit cost of tool.
Labor cost C labor
Labor cost refers to the cost of management and manipulation in production per unit time; it is related to the unit cost sl and the total processing time ttotal, as shown in Eq. (16).
Machine tool wear cost C machine
It has an association with processing time ttotal and the maximum service life of machine tool Tm; sm is the unit cost of machine wear. The formula is expressed as Eq. (17).
Energy consumption cost C energy
The Cenergy is generated from the total hobbing energy consumption Etotal; se denotes the unit cost of electricity energy. Its calculation is shown in Eq. (18).
Stated thus, the production cost Ctotal can be expressed as follows.
4.3 Optimization model and constraints
Covering the above analysis, an optimization model of multiple objectives devoting to minimize hobbing energy consumption and production cost is then established as shown in Eq. (20).
As is expressed by constraints in Eqs. (21)–(28), it is quite clear that hobbing energy consumption and production cost are dependent on the different values of process parameters while process parameters are highly restricted by tool manufacturers, machining requirements, and valid range of parameters. The constraints are presented as follows:
Equations (21) and (22) denote the upper and lower limits of n0 and Fa, respectively. nmin(nmax) represents the minimum (maximum) value of spindle speed, Famin(Famax) represents the minimum (maximum) value of axial feed speed. Equation (23) means that Fc should not be greater than the maximum cutting force Fcmax. And Eq. (24) gives the power limit requirements where η denotes motor power factor and Pe denotes rated motor power. To ensure the machining quality [38], Eq. (25) indicates tooth curve error requirement and Eq. (26) indicates tooth profile error requirement; both tooth curve error fcx and tooth profile error fcy are related to the process parameters. β0 denotes helix angle, αn denotes profile angle, and s denotes the number of slots. The requirement for surface roughness is shown in Eq. (27) in which [Ra] denotes finished surface roughness and r means radius of hob tip. Equation (28) indicates that the service life of the hob should be above the minimum tool life \( {T}_{\mathrm{hob}}^{\mathrm{min}} \), where CT and ω are tool life coefficients. The above constraints ensure that the next parameter optimization process can consider the actual processing conditions to obtain reasonable process parameters.
5 Optimization strategy via IMOALO
With the rapid development of artificial intelligence technology, many algorithms have been applied to design and engineering optimization field, such as MOPSO [39], NSGA-II [40], and MOSA [41]. The meta-heuristic intelligent algorithm has significant advantages in the high-dimensional problems and multi-objective decision-making problems. The MOALO shows great superiority with its excellent algorithm convergence speed and global search ability; thus, this paper adopts an improved MOALO (IMOALO) to achieve the multi-objective optimization decision.
As exhibited in above optimization models, the optimization process is to search for appropriate cutting parameters cp and hob parameters hp so that Etotal and Ctotal can reach the best state. To elaborate the optimization process, an overall architecture of IMOALO optimization strategy is given in Fig. 5, with details of algorithm initialization in Sub-section 5.1, followed by mathematical model establishment in Sub-section 5.2.

The research methodology of IMOALO optimization strategy
5.1 Algorithm initialization
The ALO is a nature-inspired optimization algorithm proposed by Mirjalili which can excellently solve the multi-objective problem by simulating the predatory behavior of antlions [42, 43]. It draws on the experience of evasion and predatory action between ants and antlions, in which the antlion hunts the prey according to the ant’s position. Repeating the above action until the optimal solution achieved in the search area. The process parameters to be optimized is structured as {Fa, n0, d0, z0}. To simulate the behaviors of ants and antlions, the matrix Pa is established by Eq. (29).
where Pija denotes the jth process parameter of ith ant(antlion). d means the number of process parameter variables and m represents the number of process parameter sets.
where Oa represents the objective value, f[] denotes the multi-objective optimization functions as shown in Eq. (30).
5.2 Mathematical model establishment
To better elaborate hunting process of antlions and convert it to global optimization process, some theoretical key points and mathematical formulas are described as follows.
Step 1: Random walks of ants
In the nature, ants play a role as main search agents in ALO. They move around the antlions with random path to update position. The movement behavior can be expressed as Eq. (31).
where cumsum means the value of cumulative sum, t indicates the iteration times, and s denotes the random walk step. r(st) is a stochastic function as shown in Eq. (32).
where α represents a random number generated by uniform distribution function.
The movement of ants are limited to the inside of search interval. Thus, the max-min normalization is requisite to characterize the position of ants which can be expressed in Eq. (33).
in which \( {X}_k^t \) signifies the kth ant in tth iteration, the skmax(skmin) denotes maximum(minimum) random movement of kth process parameter variable, respectively. \( {m}_k^t \)(\( {n}_k^t \)) indicates maximum(minimum) value of kth process parameter variable in tth iteration.
Step 2: Trapping pits of antlions
The antlions lure ants by setting up a trap pit. Each ant is assigned one antlion, and antlion relocates new position with respect to more suitable ant. Equations (34) and (35) closely describes the mathematic model of antlions, which are highly involved to antlions’ traps.
where mt(nt) indicates the maximum (minimum) value of all variables in tth iteration, \( {m}_k^t \)(\( {n}_k^t \)) expresses the maximum (minimum) value of all variables for kth ant. \( {\mathrm{antlion}}_l^t \) denotes the selected position of lth antlion in tth iteration.
Step 3: Establishment of traps
As is illustrated above, multi-objective optimization problem is solved with a high diversity; thus, a proper selection mechanism is necessary for choosing process parameter sets. The leader selection assists in determining appropriate parameter solutions, and archive Arch helps store process parameter solution sets. The roulette wheel is adopted for selecting fittest antlion while establishing a trap.
To generalize the distribution region of optimization sets in the Arch, the selection probability Pi of antlion is expressed in Eq. (36).
where c is a constant, Ni denotes the total process parameter sets in ith solution. In addition, the poor optimization sets and surplus optimization sets will be eliminated when the Arch is full. The Arch needs to update itself to ensure the superiority of solution sets that \( \raisebox{1ex}{$1$}\!\left/ \!\raisebox{-1ex}{${P}_i$}\right. \) represents the elimination probability.
Step 4: Sliding process of ants
While ants slide towards antlions, the range of random movements will be shrinked adaptively. Equations (37) and (38) give the details.
where \( I={10}^w\frac{t}{T} \), the t means the current iteration, and T denotes the total iteration times. w indicates a predefined constant; Eq. (39) gives specific parameter setting.
Step 5: Predatory process and reconstruction trap
Once an ant falls into the pit, the antlion carries out predatory action immediately and replaces the position of ant eaten. Equation (40) presents the update situation.
After that, antlion reestablishes the trap pit for next hunt. The antlion continuously keeps the best position in the optimization area to guide the ant to update its position. Figure 6 describes the trapping process.

The trapping process
Step 6: Elite mechanism
Since there are always conflicts between multiple objectives, the final optimization results actually are Pareto optimal process parameter sets. In the IMOALO strategy, the optimum antlion gained is taken as an elite antlion, and it affects all ants in the optimization process. Any antlion can be the optimum elite when it outperforms the elite. Subjected to the roulette wheel selection and elite mechanism, each ant moves stochastically towards a chosen antlion which is shown in Eq. (41).
where Rrw and Rem denote random movement determined by roulette wheel and the elite, respectively. The optimal position of elite antlion is returned as optimum process parameter solution set, and its fitness becomes the optimum objective value of global optimization.
6 Case study
This section mainly expands discussions on proposed method for solving hobbing process parameter optimization so as to decrease energy consumption and production cost. The basic elements of case study are given in Sub-section 6.1. The optimization results are stated clearly in Sub-section 6.2. To prove the superiority of proposed method, a comparative verification is elaborated in Sub-section 6.3.
6.1 Case preparation
The gear hobbing is conducted on YDZ3126CNC high-speed dry hobbing machine for small module gears. The specific hobbing machine performance parameters, hobbing force coefficients [36], and production cost coefficients are illustrated in Table 1. For hobbing machine, its performance parameters are set by machine tool manufacturer at the time of delivery which represents the manufacturing capability of machine tool. While for coefficients of hobbing force, they are determined by the experiments which were discussed in the previous research [36], and the coefficients in previous experiments can be directly taken due to similar machining scene with this study. And the same for the determination of tool life coefficients. The cost coefficients are defined with regard to the actual situation.
In addition, the parameters of gear workpiece and hob used in this study are listed in Table 2. The common materials of hob and gear workpiece have been selected for ensuring the universality of results due to the complexity of influence mechanism of materials on parameters, and this study mainly concentrates on optimizing process parameters. By analyzing the NC programs of hobbing process, the axial length of air-cutting is 21.168 mm; the radial length of air-cutting is 104.5 mm. The total cutting length is 52.168 mm while additional set safe distance is 17.168 mm. To obtain the pertinent power information and other parameters, the data acquisition process based on CNC system is depicted in Fig. 7.

The data acquisition process
The initialization of adaptive IMOALO parameters is set as below: the number of ant population NumAnt=100, the maximum iterations max_iter=500, the maximal storage quantity of repository archive NumAr=100, the data dimension dim=4, and the number of objectives obj_no=2. The rest of the algorithm is coded according to the built models. Then the simulation process for modeling and optimization are implemented on matlab R2020a in a personal computer which is configured with Inter(R) Core(TM) i5-8265U CPU and 8 GB of RAM.
6.2 Results and discussion
On the basis of above preparation, the energy consumption model and production cost model are well established by coding. After enough iterations of algorithm, the final optimization result chart is shown in Fig. 8. Intuitively, it can be seen that the larger the production cost, the smaller the hobbing energy consumption, which reveals that an approximate inverse proportion constraint may reside in hobbing energy consumption and production cost. Although it is difficult to minimize both objectives at the same time, the proposed IMOALO still achieves a balance between the two. The green dot represents the obtained elite (Etotal = 306,039.64 J, Ctotal = 53.86 yuan) which achieves the best process parameters solution. This indicates that a proper balance between the energy consumption and production cost can be reached by decisions on appropriate parameters. To reveal the function relation between Etotal and Ctotal, a smoothing spline-based fitting curve is shown in Fig. 9, which directly shows the interdependence between the two objectives. Minimizing one objective means that the other is bound to become larger, hence selecting reasonable parameters set is quite requisite. The corresponding process parameters solution is given in Table 3.

The evolution results of Pareto optimal set

Fitting curve
The obtained optimization results of specific process parameters are organized in Table 3. The IMOALO generates 8 sets of process parameter scheme in which P8 = {72.12, 839.92, 85, 3} makes gear hobbing reach the elite machining state. The results analysis is as follows:
(1) It can be seen that the final two objective values in P8 are not the smallest of all, but the comprehensive effect is the best. The values of P8 can make hobbing energy consumption and production cost simultaneously reach the optimal values and the corresponding process parameters also becomes the optimal solution set;
(2) The Fa and n0 tends to vary in their respective ranges; it can be seen that when these two cutting parameters are in a middle level that simultaneous minimum of Etotal and Ctotal can be guaranteed. And the elite parameters solution P8 supports that as well.
(3) Refer to Table 3, the more solutions of process parameters are given with z0=3 which is consistent with the number of hob heads selected in actual machining. In fact, he hob with small threads such as z0=2 generally takes more time to machine gears and more energy consumption will be generated. Considering both energy consumption and production cost, z0=3 has wider applicability;
(4) For d0, it usually takes the standard specification values of 70 mm, 80 mm, 85 mm, 90 mm, 95 mm, 100 mm, etc. The values of d0 reveal that larger d0 is conducive to less energy consumption. This can be explained that the hob with larger diameter can shorten the time of gear processing, which follows the practical gear production. However, the hob with large diameter in tool production cost and tool consumption cost accounts for a larger proportion, and this directly leads to the increase of production cost. As shown in Table 3, the corresponding energy consumption of P1, P2, and P3 is relatively small than other parameters set, which their production cost are relatively high. It shows that d0=85 mm has a better effect on balancing both hobbing energy consumption and production cost.
(5) The difference between values is also attributed to the fact that the use of hob is submitted to specific specification values d0 and z0 are all integers, while many non-integer continuous variable values are found in the simulation process, such as values in P18 and P19. To be practical and reliable, these parameters are rounded in the program.
(6) The proposed method provided a repository with 20 process parameter sets, which can provide more parameter schemes for technical workers and expand hobbing process knowledge for practical manufacturing.
6.3 Comparative verification
To better present the excellence of proposed multi-objective optimization strategy, some comparative works are resumed as follows. Except for the multi-objective optimization of IMOALO conducted above, the comparison with single objective optimization, comparison with common algorithm, i.e., NSGA-II, and comparison with experimental results have been discussed.
6.3.1 Comparison with single objective optimization
In order to maintain the coherence with the proposed method, the single objective optimization has been run by ALO for comparison. The basic algorithm parameters are consistent with the case above; matlab is utilized to code for simulation. The acquired iterative curves of Etotal and Ctotal are shown in Fig. 10, and the process parameter solutions of different options are given in Table 4.

Iterative curves of Etotal and Ctotal. a Iterative curve of Etotal. b Iterative curve of Ctotal
First, it reveals that individually optimizing Etotal in option 1 makes the energy consumption decrease about 8.71% comparing to option 3, but this leads to the expense of a larger production cost with a 24.45% increase. Here it gives a relatively large Fa with 81.87 mm/min which contributes shorter processing time and less energy consumption. Second, when individually optimizing Ctotal in option 2, the consumed energy is quite large with 426,126.94 J, which is 39.24% greater than the energy consumption and 15% less production cost in option 3. And corresponding process parameters in option 2 are smaller than that in option 3 which indicates that optimizing energy consumption is more sensitive to the change of parameters than optimizing production cost. Third, although the single objective optimization achieves good results in one objective, but it will make the other objective worse. The multi-objective collaborative optimization can solve this problem, so that the two objectives can reach an optimal balance. Last but not least, the single optimization not only provides a choice for those who tend to achieve single objective optimization but also enriches the parameter schemes for gear hobbing.
Therefore, concurrently optimize Etotal and Ctotal by IMOALO method offers a balance with lower energy consumption and lower production cost. In practical production, optimizing two objectives concurrently is quite difficult to accomplish based on historical processing experience and accumulated knowledge. Developing effective multi-objective optimization strategy is quite important to assist technologists in selecting appropriate parameters. The proposed IMOALO provides a new solution.
6.3.2 Comparison with common algorithm: NSGA-II
Generally, the well-known optimization algorithm such as NSGA-II has been widely used in different fields as stated before. For verifying the proposed optimization method, the traditional NSGA-II is utilized to compare the performance with proposed method. The population size and iterations are the same as the settings in IMOALO; the rest of the algorithm parameters are referenced to the previous work [43], and the multi-objective function model is coded as elaborated in Section 4. The final results are shown in Table 5.
As listed in Table 5, whether it is energy consumption or production cost, the results obtained by NSGA-II are larger than those obtained by the proposed method. In particular, the results of NSGA-II show that the energy consumption increases by 3.24% and production cost increases by 5.37% compared with that of proposed method. Both methods tend to choose the hob with d0 = 85 diameter and z0 = 3, and the main change is in the selection of axial feed speed Fa and spindle speed n0. The values show that larger values of Fa and n0 are more conducive to lower energy consumption and production cost. Thus, it can be concluded that the values of Etotal and Ctotal of proposed method show better results. And the reference value of cutting parameters and hob parameters are somewhat different that leads to different objectives.
To summarize, the optimization results in this study show the effectiveness and feasibility of proposed IMOALO optimization method. It indicates that the proposed method has good optimization ability and convergence speed. Moreover, it generates a process parameters knowledge for industrial production, which provides a suitable parameters solution scheme for the improvement of hobbing process.
6.3.3 Comparison with experimental results
The gear hobbing experiment has been conducted to compare with the proposed multi-objective model and optimization method. Due to the limitation of experimental conditions, the experimental scene and wiring diagram are shown in Fig. 11. The left side of Fig. 11 is the machining area of the machine tool, and the right side is on the back of the machine tool, that is, the electrical wiring has been arranged at the side of the electrical cabinet. With the help of skilled workers, we use process parameters provided by parameter library to machine the gear blank, and measure the corresponding time parameters and power parameters.

Experimental scene and wiring diagram
When hobbing a gear blank, the corresponding time parameters are acquired from CNC system panel, and power parameters are obtained by power analyzer. After getting the processed gear, the surface quality of the gear is measured based on 3906 CNC gear measuring center. The specific measurement process is shown in Fig. 12. The energy consumption is essentially the integral of power over a period of time. Considering that power such as Pn, Pr is not easy to measure in practice, the main powers covering standby power, cutting power, and air-cutting power are monitored. The energy consumption profile during a complete machining process is illustrated in Fig. 13, in which the area between the curve and the abscissa represents the energy consumption of the corresponding state. And the used process parameters and obtained results are organized in Table 6.

Measurement process

Energy consumption profile of gear hobbing
In order to compare as much as possible from the perspective of actual processing, the process parameters are determined as provided by a machine tool group and the hob supplied with d0 = 70 mm and z0 = 3. And Fa and n0 are set by actual machining case and the above simulation results. Since the cutting power changes greatly, the average power of the whole cutting period is displayed, while the power of the corresponding standby period and the air-cutting period is relatively gentle. And we calculate the final hobbing energy consumption and production cost according to the machining conditions and technologists. And the surface quality of gears is measured as tooth curve error fcx = 9.2 μm which is lower than the reference value 15 μm and tooth profile error fcy = 5.92 μm that is less than the reference value 12.0 μm. Thus surface quality of the machined gear obviously meets the benchmark standard.
The objective values of energy consumption and production cost are 314,802 J and 55 yuan, respectively. This obviously indicates that the experimental results are inferior to the results of proposed method comparing to Table 5, which also implies that energy consumption and production cost of actual processing are affected by more external conditions such as improper operation of workers and machine failure. But this comparison also proves the superiority of the proposed method in terms of the balance between energy consumption and production cost with optimizing process parameters.
7 Conclusions and prospects
Based on improved multi-objective ant lion optimizer (IMOALO), an integrated parameter optimization method is proposed for optimizing cutting parameters and hob parameters, which aims at reducing energy consumption and production cost in hobbing process. Comparing to the previous work, the proposed method is stronger in the following aspects:
(1) The mapping relations between energy consumption, production cost, and process parameters are investigated. A multi-objective optimization model devoting to realize parametric optimization for an optimal balance between energy consumption Etotal and production cost Ctotal is established. The hobbing energy consumption model and production cost model are structured in detail. The optimization model is solved by the proposed IMOALO, which illustrates competitive parameters solution set comparing to generic single optimization, other traditional optimization methods, and experimental results.
(2) This paper simultaneously integrates the cutting parameters (Fa, n0) and hob parameters (d0, z0); the four are taken as controllable decision variables for optimizing Etotal and Ctotal. The proposed optimization method gives the process parameter solution with {Fa=72.12 mm/min, n0=839.92 r/min, d0=85 mm, z0=3} that can reach the elite objectives with (Etotal =306,039.64J, Ctotal =53.86yuan), which shows that IMOALO has a distinctive advantage in concurrently minimizing energy consumption and production cost. Results prove the validity and feasibility of the proposed method.
(3) An integrated multi-objective optimization strategy based on IMOALO is developed for process parameters optimization and decision-making. Differing to common parametric optimization, this study generates a range of Pareto optimal sets and corresponding process parameters for industrial production. It not only provides a process parameters knowledge for enterprises but can assist technologists in making a decision in parameter selection. Moreover, the method can also be applied to other machining scenarios.
To apply the proposed method, a process intelligent evolution system is developing at present, which integrates the proposed method into a function module of the process intelligent evolution system and provides a machine tool enterprise with production decision support. It devotes to transmitting the optimal process parameters obtained by the proposed method to the CNC system through external algorithm programming and CNC programming, so as to realize the cooperation between the proposed method and the CNC system of machine tool. Thus, the next gear hobbing can be carried out under the obtained process parameters.
In addition, the work lays a foundation for the research of multi-objective process parameter optimization technology. For future work, the following three parts can be further studied. First, differing from the parameter analysis in this paper, there is a complex dependency between specific process parameters and the influence mechanism of diverse materials of tools and workpieces on process parameters should be investigated. Second, the impact of process parameters on tool life and tool wear deserves more consideration, and the other hob parameters such as groove number and top circle diameter could also be investigated in the multi-objective optimization. Third, with the development of artificial intelligence technology, adjusting and controlling process parameters adaptively to communicate with CNC system are worthy of profound study.
Data availability
The datasets used or analyzed during the current study are available from the corresponding author on reasonable request.
Code availability
The code for current study is available from the corresponding author on reasonable request.
Abbreviations
- a p :
-
Cutting depth (mm)
- A :
-
Surpass stroke of hob (mm)
- B :
-
Gear width (mm)
- cpi :
-
Cutting parameters
- C f, K 1, K 2, K 3, x f, y f, z f, u f, v f :
-
Hobbing force coefficients
- C energy :
-
Energy consumption cost (yuan)
- C gear :
-
Gear blank cost (yuan)
- C labor :
-
Labor cost (yuan)
- C machine :
-
Machine tool wear cost (yuan)
- C tool :
-
Tool cost (yuan)
- C total :
-
Production cost (yuan)
- C T, ω :
-
Tool life coefficients
- d a0 :
-
Diameter of hob tip (mm)
- d 0 :
-
Diameter of hob (mm)
- E :
-
Approach stroke of hob (mm)
- E a :
-
Energy consumption in air-cutting state (J)
- E c :
-
Energy consumption of cutting state (J)
- E s :
-
Energy consumption in standby state (J)
- E total :
-
Hobbing energy consumption (J)
- f a :
-
Axial feed (mm/r)
- F a :
-
Axial feed speed (mm/min)
- F amax :
-
Maximum axial feed speed (mm/min)
- F amin :
-
Minimum axial feed speed (mm/min)
- F c :
-
Hobbing force (N)
- F cmax :
-
Maximum hobbing force (N)
- F r :
-
Radial feed speed (mm/min)
- hpi :
-
Hob parameters
- j :
-
Total passes of hob
- L a :
-
Axial air-cutting length (mm)
- L r :
-
Radial air-cutting length (mm)
- m n :
-
Normal module of gear (mm)
- n 0 :
-
Spindle speed (r/min)
- n max :
-
Maximum spindle speed (r/min)
- n min :
-
Minimum spindle speed (r/min)
- P a :
-
Power consumption in air-cutting state (W)
- P ap :
-
Additional power consumption (W)
- P c :
-
Power consumption of cutting state (W)
- P e :
-
Rated motor power (W)
- P n :
-
Power consumption under non-loaded machine running (W)
- P r :
-
Power consumption in removing process (W)
- P s :
-
Power consumption in standby state (W)
- P sc :
-
Power consumption of the activated auxiliary systems (W)
- r :
-
Radius of hob tip (mm)
- R a :
-
Finished surface roughness (μm)
- s :
-
Number of slots
- s e :
-
Unit cost of electricity energy (yuan/kWh)
- s l :
-
Unit cost of labor (yuan/min)
- s m :
-
Unit cost of machine wear (yuan/min)
- s t :
-
Unit cost of tool (yuan/min)
- t a :
-
Air-cutting time (s)
- t c :
-
Cutting time (s)
- t s :
-
Standby time (s)
- t total :
-
Total processing time (s)
- \( {T}_{\mathrm{hob}}^i \) :
-
Service life of tool (min)
- \( {T}_{\mathrm{hob}}^{\mathrm{min}} \) :
-
Minimum tool life (min)
- T m :
-
Service life of machine tool (year)
- U :
-
Safety allowance (mm)
- v :
-
Cutting velocity (m/min)
- wpi :
-
Gear workpiece parameters
- X i :
-
Parameters set
- z 0 :
-
Number of hob heads
- z 2 :
-
Number of gear teeth
- α n :
-
Profile angle (°)
- β 0 :
-
Helix angle (°)
- ε i :
-
Additional power coefficients
- κ i :
-
Non-loaded machining power coefficients
- η :
-
Motor power factor
- ABC:
-
Artificial bee colony
- AMGA:
-
Archive-based micro-genetic algorithm
- COA:
-
Cuckoo optimization algorithm
- GA:
-
Genetic algorithm
- HH:
-
Hoopoe heuristic
- IMOALO:
-
Improved multi-objective ant lion optimizer
- MOGWO:
-
Multi-objective grey wolf optimizer
- MOPSO:
-
Multi-objective particle swarm optimization
- MOSA:
-
Multi-objective simulated annealing
- MRR:
-
Material remove rate
- NSGA-II:
-
Non-dominated sorting genetic algorithm-II
- NSTLBO:
-
Non-dominated sorting teaching-learning-based optimization
- SEC:
-
Specific energy consumption
References
Tuo J, Liu F, Liu P, Zhang H, Cai W (2018) Energy efficiency evaluation for machining systems through virtual part. Energy 159:172–183
Cai W, Liu C, Lai K, Li L, Cunha J, Hu L (2019) Energy performance certification in mechanical manufacturing industry: a review and analysis. Energ Convers Manage 186:415–432
Hu L, Liu Y, Chen P, Tang W, Tang R, Tiwari A (2018) Minimising the energy consumption of tool change and tool path of machining by sequencing the features. Energy 147:390–402
Xiao Q, Li C, Tang Y, Pan J, Yu J, Chen X (2019) Multi-component energy modeling and optimization for sustainable dry gear hobbing. Energy 187:115911
ISO 14955-1: 2017(E), 2017, Machine Tools E Environmental evaluation of machine tools -Part 1: design methodology for energy-efficient machine tools. Geneva: International Organization for Standardization (ISO)
Newman ST, Nassehi A, Imani-Asrai R, Dhokia V (2012) Energy efficient process planning for CNC machining. CIRP J Manuf Sci Tec 5(2):127–136
Nguyen T (2019) Prediction and optimization of machining energy, surface roughness, and production rate in SKD61 milling. Measurement 136:525–544
Li L, Deng X, Zhao J, Zhao F, Sutherland JW (2018) Multi-objective optimization of tool path considering efficiency energy-saving and carbon-emission for free-form surface milling. J Clean Prod 172:3311–3322
Wang W, Tian G, Chen M, Tao F, Zhang C, AI Ahmari A, Li Z, Jiang Z (2020) Dual-objective program and improved artificial bee colony for the optimization of energy-conscious milling parameters subject to multiple constraints. J Clean Prod 245:118714
Zhang Y, Ge L (2015) Method for process planning optimization with energy efficiency consideration. Int J Adv Manuf Technol 77(9-12):2197–2207
Miranda JC, Camposeco Negrete C, Calderón Najera J d D (2016) Optimization of cutting parameters to minimize energy consumption during turning of AISI 1018 steel at constant material removal rate using robust design. Int J Adv Manuf Technol 83:1341–1347
Hu L, Tang R, Cai W, Feng Y, Ma X (2019) Optimisation of cutting parameters for improving energy efficiency in machining process. Robot Cim-Int Manuf 59:406–416
Rao RV, Rai DP, Balic J (2018) Multi-objective optimization of machining and micro-machining processes using non-dominated sorting teaching–learning-based optimization algorithm. J Intell Manuf 29:1715–1737
Mellal MA, Williams EJ (2016) Parameter optimization of advanced machining processes using cuckoo optimization algorithm and hoopoe heuristic. J Intell Manuf 27:927–942
Cao WD, Yan CP, Wu DJ, Tuo JB (2017) A novel multi-objective optimization approach of machining parameters with small sample problem in gear hobbing. Int J Adv Manuf Technol 93:1–12
Ni H, Yan C, Cao W, Liu Y (2020) A novel parameter decision approach in hobbing process for minimizing carbon footprint and processing time. Int J Adv Manuf Technol 111:3405–3419
Ni HX, Yan CP, Ni SF, Shu H, Zhang Y (2021) Multi-verse optimizer based parameters decision with considering tool life in dry hobbing process. Adv Manuf 9:216–234
Zhang H, Deng Z, Fu Y, Lv L, Yan C (2017) A process parameters optimization method of multi-pass dry milling for high efficiency, low energy and low carbon emissions. J Clean Prod 148:174–184
Zhou G, Lu Q, Xiao Z, Zhou C, Tian C (2019) Cutting parameter optimization for machining operations considering carbon emissions. J Clean Prod 208:937–950
Öztürk S, Kahraman MF (2019) Modeling and optimization of machining parameters during grinding of flat glass using response surface methodology and probabilistic uncertainty analysis based on Monte Carlo simulation. Measurement 145:274–291
Priyadarshini M, Tripathy PP, Mishra D, Panda S (2017) Multi characteristics optimization of laser drilling process parameter using Fuzzy-TOPSIS method. Mater Today: Proc 4:8538–8547
Yang X, Cao H, Li B, Jafar S, Zhu L (2018) A thermal energy balance optimization model of cutting space enabling environmentally benign dry hobbing. J Clean Prod 172:2323–2335
Li B, Cao H, Yang X, Jafar S, Zeng D (2018) Thermal energy balance control model of motorized spindle system enabling high-speed dry hobbing process. J Manuf Process 35(OCT.):29–39
Claudin C, Rech J (2009) Development of a new rapid characterization method of hob’s wear resistance in gear manufacturing—application to the evaluation of various cutting edge preparations in high speed dry gear hobbing. J Mater Process Technol 209(11):5152–5160
Sari D, Troß N, Löpenhaus C, Bergs T (2019) Development of an application-oriented tool life equation for dry gear finish hobbing. Wear 426-427(Part B):1563–1572
Klocke F, Löpenhaus C, Sari D (2016) Process concepts for gear finish hobbing. Procedia CIRP 41:875–880
Wang J, Du P, Lu H, Yang W, Niu T (2018) An improved grey model optimized by multi-objective ant lion optimization algorithm for annual electricity consumption forecasting. Appl Soft Comput 72:321–337
Zhang Y, Cao HJ, Chen P, Zhu LB, Yang X (2017) An adaptive parameter optimization model and system for sustainable gear dry hobbing in batch production. J Mech Sci Technol 31:2951–2960
Cai W, Liu F, Zhou X, Xie J (2016) Fine energy consumption allowance of workpieces in the mechanical manufacturing industry. Energy 114:623–633
Velchev S, Kolev I, Ivanov K, Gechevski S (2014) Empirical models for specific energy consumption and optimization of cutting parameters for minimizing energy consumption during turning. J Clean Prod 80:139–149
Diaz CJL, Ocampo-Martinez C (2019) Energy efficiency in discrete-manufacturing systems: insights, trends, and control strategies. J Manuf Syst 52(Part A):131–145
Trianni A, Cagno E, Farné S (2016) Barriers, drivers and decision-making process for industrial energy efficiency: a broad study among manufacturing small and medium-sized enterprises. Appl Energy 162:1537–1551
May G, Stahl B, Taisch M, Kiritsis D (2017) Energy management in manufacturing: from literature review to a conceptual framework. J Clean Prod 167:1464–1489
Chen X, Li C, Tang Y, Li L, Xiao Q (2018) A framework for energy monitoring of machining workshops based on IoT. Procedia CIRP 72:1386–1391
Li C, Li L, Tang Y, Zhu Y, Li L (2019) A comprehensive approach to parameters optimization of energy-aware CNC milling. J Intell Manuf 30(1):123–138
Sabkhi N, Moufki A, Nouari M, Pelaingre C, Barlier C (2016) Prediction of the hobbing cutting forces from a thermomechanical modeling of orthogonal cutting operation. J Manuf Process 23:1–12
Hu SH, Liu F, He Y et al (2010) Characteristics of additional load losses of spindle system of machine tools. J Adv Mech Des, Syst Manuf 4(7):1221–1233
Tang J, Wei J, Shi Z (2019) An evaluation method of gear profile deviations based on the consideration of installation errors. Measurement 146:806–814
Li C, Xiao Q, Tang Y, Li L (2016) A method integrating Taguchi, RSM and MOPSO to CNC machining parameters optimization for energy saving. J Clean Prod 135:263275
Yang Y, Cao L, Wang C, Zhou Q, Jiang P (2018) Multi-objective process parameters optimization of hot-wire laser welding using ensemble of metamodels and NSGA-II. Robot Cim-Int Manuf 53:141–152
Hernán Chávez-García, Krystel K Castillo-Villar (2018) Simulation-based model for the optimization of machining parameters in a metal-cutting operation. Simul Model Pract Th 84:204-221
Mirjalili S (2015) The ant lion optimizer. Adv Eng Softw 83:80–98
Mirjalili S, Jangir P, Saremi S (2017) Multi-objective ant lion optimizer: a multi-objective optimization algorithm for solving engineering problems. Appl Intell 46:79–95
Funding
This work was supported by the Key Projects of Strategic Scientific and Technological Innovation Cooperation of National Key R&D Program of China (No. 2020YFE0201000).
Author information
Authors and Affiliations
Contributions
Hengxin Ni: Conceptualization, Methodology, Data curation, Writing—original draft, Investigation, Writing - review and editing, Software, Visualization. Chunping Yan: Conceptualization, Writing—review and editing, Investigation, Supervision, Project administration. Weiwei Ge: Writing—review and editing, Data curation, Visualization. Shenfu Ni: Writing—review and editing, Methodology, Formal analysis. Han Sun: Writing—review and editing, Validation, Formal analysis. Teng Xu: Writing—review and editing, Validation, Formal analysis
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ni, H., Yan, C., Ge, W. et al. Integrated optimization of cutting parameters and hob parameters for energy-conscious gear hobbing. Int J Adv Manuf Technol 118, 1609–1626 (2022). https://doi.org/10.1007/s00170-021-07804-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07804-x