
Abstract
Dry hobbing has received extensive attention for its environmentally friendly processing pattern. Due to the absence of lubricants, hobbing process is highly dependent on process parameters combination since using unreasonable parameters tends to affect the machining performance. Besides, the consideration of tool life is frequently ignored in gear hobbing. Thus, to settle the above issues, a multi-objective parameters decision approach considering tool life is developed. Firstly, detailed quantitative analysis between process parameters and hobbing performance, i.e., machining time, production cost and tool life is introduced. Secondly, a multi-objective parameters decision-making model is constructed in search for optimum cutting parameters (cutting velocity v, axial feed rate \(f_{{\text{a}}}\)) and hob parameters (hob diameter d0, threads z0). Thirdly, a novel algorithm named multi-objective multi-verse optimizer (MOMVO) is utilized to solve the presented model. A case study is exhibited to show the feasibility and reliability of the proposed approach. The results reveal that (i) a balance can be achieved among machining time, production cost and tool life via appropriate process parameters determination; (ii) optimizing cutting parameters and hob parameters simultaneously contributes to optimal objectives; (iii) considering tool life provides usage precautions support and process parameters guidance for practical machining.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
With the development of manufacturing facilities and process technologies, dry gear hobbing offers tremendous economic and ecological potential owing to its contribution on high productivity and benign machining condition without cutting fluid [1]. A critical step for dry gear hobbing is to make decisions on process parameters as the hobbing performance relies heavily on the parameters configuration. Generally, the energy consumption [2], carbon emission [3], machining time [4], production cost [5], tool life [6] and other indexes are sensitive to the selection of cutting parameters and tool parameters. In fact, optimization of hobbing process parameters can not only improve the machining efficiency and reduce the production cost, but also prolong the tool life. Thus, in order to maximize the machining performance of hobbing process, parameter decision is the key point. In the actual production process, the most concerned issues of enterprises are efficiency and cost. It is necessary to investigate the relations of process parameters and machining time, production cost, tool life in dry hobbing process, and process parameters optimization is one of hot issues that need to be solved in the extensive application of hobbing technology. A reasonable process parameters decision approach is requisite for hobbing process, particularly, the cutting parameters and hob parameters need to be considered simultaneously for the reason that the two jointly assist in decreasing machining time, production cost and prolonging tool life.
For gear hobbing, firstly, less machining time is the best option due to the absence of cutting fluid. Continuous processing inevitably leads to excessive tool wear and friction if machining time has not been controlled. In addition, less machining time means higher production efficiency which is expected by enterprises. Secondly, cost expenditure cannot be ignored in the manufacturing process. Reducing production cost as much as possible contributes to the sustainable development of manufacturing. Thirdly, noting that hobs are always involved in the machining process, this study takes hob parameters and tool life into account to excavate the relations between process parameters and tool life. Extending the service life of hob from the perspective of parameters decision-making can not only avoid costly tool coating and tool structure redesign, but also help enterprises take effective measures to maximize the use of hob. A few papers have concentrated on process parameter decision related to tool life in gear hobbing. Some findings based on empirical models and finite element (FE) simulation [7] provided ideas for parameters decision-making on tool life. On balance, striking a medium among machining time, production cost and tool life resorting to process parameters decision-making is quite effective to improve hobbing performance.
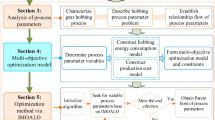
To settle the above-mentioned problem, this paper devotes to proposing a multi-objective hobbing process parameters decision approach, where the machining time, production cost and tool life are considered as optimization objectives. Firstly, detailed quantitative analysis between process parameters and hobbing performance is introduced. Secondly, a multi-objective hobbing process parameters decision-making model is constructed in search for optimum cutting parameters and hob parameters. Thirdly, a novel algorithm named multi-objective multi-verse optimizer (MOMVO) is utilized to solve the presented model. To prove the superiority of the proposed approach, a case study is exhibited to show the feasibility and reliability. The overview of proposed approach is illustrated in Fig. 1.

Overview of developed approach
The remaining part of the paper is organized as follows. Relative literatures review is introduced in Sect. 2. The modelling process of multi-objectives covering machining time, production cost and tool life is presented in Sect. 3. The decision approach via modified MOMVO is clearly given in Sect. 4. The case study for verifying the performed approach is illustrated in Sect. 5, with comparison of same decision problem in MOPSO. Conclusions and perspective are summarized in Sect. 6.
2 Literature review
In this section, a detailed elaboration of the state-of-art process optimization is summarized to acquire an overall view of previous achievements. The former researches can be decomposed into the following two parts: the tool optimization models in Sect. 2.1 and process optimization strategies in Sect. 2.2.
2.1 Tool optimization models
Taking on the task of cutting raw materials in mechanical manufacturing, cutting tools occupy an important position in machining. Currently, with the improvement of tool material and tool manufacturing technology, more scholars focus on tool optimization and tool promotion. Tool wear, tool breakage and tool life have been widely concerned and researchers have conducted a series of related cutting experiments.
An investigation finding delivered by tool manufacturers presents that tools used with correct cutting velocity take up only 58% and only 38% of tools worked to the life limit [8], which directly indicates a huge improvement potential on tool wear and tool use. The researches on tool optimization for different machining conditions have achieved rapid increase in recent years. Ma et al. [9] designed an automatic optimization system based on virtual machining for end milling, in which optimal decision variables such as feed rate, cutting velocity, axial cutting depth and radial cutting depth were determined, with production time and tool wear minimized. Tian et al. [10] attached importance to tool wear conditions in cutting process and established a multi-objective optimization model committing to search for reasonable cutting parameters and tools. The minimum carbon emission, production cost and machining time were acquired by modified non-dominated sorting genetic algorithm (NSGA-II). Chen et al. [11] comprehensively considered the cutting tool and machining parameters in face milling, in which the energy footprint and production time were optimized using MOCSA, the results revealed an interaction effect between cutting tool and machining parameters. Kuntoğlu and Sağlam [12] investigated the influence of progressive tool wear and input parameters including cutting velocity, feed rate and tool tip on product quality during turning AISI 1050 material, utilizing Taguchi method and ANOVA. The optimal cutting parameters were determined as v = 135 m/min, f = 0.214 mm/r and tool type T = P25, which gained the minimum tool wear value. Mia et al. [13] conducted experiments in hard turning with minimum quantity of lubrication aiming at optimizing roughness parameters (\(R_{\text{a}} ,R_{\text{q}} ,R_{z}\)), tool wear parameters (\(V_{\text{B}}\), \(V_{\text{s}}\)) and material removal rate (MRR). The cutting velocity, feed rate and cutting depth were discussed by quantitative analysis that tool wear was mostly affected by cutting depth. Petrović et al. [14] designed flexible process plans for minimizing production time and production cost. The consideration on machine, tool, tool access direction, process and sequence were greatly weighed. The above researches mainly studied the effect of tool wear and tool use design on the process, based on which the corresponding strategies were put forward.
While in gear hobbing, the related papers about hob design and hob optimization are discussed as follows. Karpuschewski et al. [15] took carbide hob as research object. A dependency relationship of processing parameters on hob tool wear and tool life was observed through experimental processing. The maximum cutting speed with vc = 800 m/min and chip thicknesses up to hcu,max = 0.26 mm were obtained for reliable processing. Brecher et al. [16] maximized the utilization of empirical hobbing data for simulation process, the proper process parameters, tool parameters as well as axial movements were selected for productive gear hobbing. Klocke et al. [17] discussed a monitoring system based on blade in hobbing process and built a connection between tool wear and effective power. The changes of tool wear position deduced power variance were highly observed. Sari et al. [18] developed investigations on dry finish hobbing, with tool wear analyzed and tool life evaluation formula derived. The verification experiment concluded suitable material coefficients for corresponding substrates which served as a support for manufacturing engineers.
Actually, the cutting tools will unavoidably wear out in the machining process thus using tools properly is of vital importance. The reasonable parameters selection for tools is right an excellent choice without occupying expensive coating costs and manufacturing costs. It is requisite to make a correlation between process parameters and hob condition. Thus this paper takes the hob life as one considerable objective to determine the appropriate hobbing process parameters.
2.2 Process parameters optimization strategies
The process optimization strategies have been developed in an extensive expansion both in optimization field and optimization method. A large number of researches devoted to reducing environment impact and improving economic profits by various process optimization. Performance indexes such as energy consumption, machining time, production cost, product quality and tool wear are generally taken as optimization objectives. According to the actual processing requirements and processing conditions, scholars usually choose one or more suitable performance indicators as the optimization objectives, since considering all indicators is not practical and time-consuming. Quite a lot of references have been published for optimizing different machining process, such as turning process [19, 20], drilling process [21], milling process [9, 22], grinding process [23, 24], etc. In most of these papers, a multi-objective optimization model is first built based on machining scenes so as to reveal the relationship between variables to be optimized and objectives. A few papers build fitness objective function based on pre-built prediction models [25]. It seems that there is not much involved in choosing which process parameters and establishing rules between variables and responses. Generally, multiple optimization objectives usually have mutual constraints and restrictions, so an effective optimization strategy determines the best solutions of the multi-objective model.
For optimization strategies, common process optimization methods concentrate on intelligent algorithms for their powerful ability in searching optimum solutions while some experimental design methods are applied to assist decision process. Few process optimization focuses on one objective, while the most are based on multi-objective optimization at the moment. To strike a balance among multi-objectives, multi-objective simulated annealing (MOSA) [26], multi-objective genetic algorithm (MOGA) [27], multi-objective particle swarm optimization (MOPSO) [28], NSGA-II [29], back propagation neural network (BPNN) [30], multi-objective grey wolf optimizer (MOGWO) [31], multi-objective cuckoo search (MOCS) [11] and their combined versions have been exploited in various process optimization. Table 1 summarizes the related process optimization researches.
Covering above references, little attention has been paid to hob in hobbing process optimization. In fact, machining parameters not only affect the machining performance of gears, but also affect the use of hobs. The selection of hob parameters also affects the selection range of machining parameters, machining time and production cost. Considering hob wear and hob life can provide more design support for process parameter decision-making. For this aspect, this paper tends to fill this gap and proposes a modified process decision approach with consideration of tool life for benign dry hobbing process. Moreover, to track the optimal process decision scheme, a physical-based MOMVO is used to maximize the utilization as MOMVO has a superior search mechanism and convergence rate, which provides a strong support for multi-objective optimization.
3 Multi-objective hobbing process decision-making model
In order to optimize machining time, production cost and too life at the same time, it is essential to formulate a multi-objective hobbing process decision-making model. Hence, decision variables are initially defined in Sect. 3.1, followed by a detailed establishment of objective function models in Sect. 3.2. Then the constraint condition of models is introduced in Sect. 3.3.
3.1 Decision variables
Considering the fact that cutting velocity, axial feed rate, outside diameter of hob and number of hob heads collectively have an effect on gear hobbing, which determine the final machining time, production cost and tool life. Therefore, this paper regards the cutting velocity v, axial feed rate fa, outside diameter of hob d0 and number of hob heads z0 as controllable decision variables for improving hobbing performance. The aim of this paper is to find optimum {v, fa, d0, z0} so as to achieve fantastic objectives.
3.2 Objective function model
The objective model is to determine the best {v, fa, d0, z0} for minimum machining time TM, minimum production cost CP and maximum tool life LT. The following sections elaborate the models of three objectives in detail.
3.2.1 Machining time model
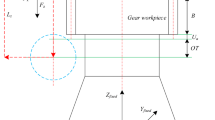
To clearly describe the machining time model of gear hobbing, a schematic view of hobbing process is illustrated in Fig. 2. It can be seen that the cutting path mainly comprises the remove process of surplus material and air-cutting process.

Schematic view of hobbing process
Generally speaking, the cutting operation starts from a short initiating stage in which the time consumed can be ignored, and stays in standby mode for a moment which consumes stand-by time \(t_{\text{s}}\), this time is mainly for guaranteeing the subsequent operation of dynamical system, hob spindle system and other auxiliary function devices. When everything has been prepared, the hob begins its generating motion with gear workpiece; the time consumed in air-cutting process can be taken as \(t_{\text{a}}\) and the cutting time is denoted as \(t_{\text{c}}\). Particularly, an additional tool change time \(t_{{\text{ct}}}\) is requisite for normal operation of hob. Auxiliary time \(t_{{\text{au}}}\) includes the simple debugging and manual operation, which is usually depended on the practical experience of machine operator.
Therefore, the total machining time of gear hobbing can be defined as
where \(t_{\text{s}}\) and \(t_{{\text{au}}}\) are normally considered as time constant corresponding to the level of machine tool and actual manufacturing requirements.
The cutting time \(t_{\text{c}}\) can be expressed as
For large modulus gear workpiece, single pass is usually undesirable and the hob needs to pass in multiple times for completing the cutting process. The s signifies the times of pass for processing the gear workpiece. The cutting time spent in a single running (\(t_{{\text{c,}}i}\)) is presented as
where z1 denotes the number of teeth with gear workpiece, and d0 represents outer diameter of hob. Lc defines the total length of single cutting and is shown as
Equation (4) describes the cutting stroke detail, where E and A indicate the pre-defined cut-in length and cut-out length, respectively. U is the safe allowance determined on technical manuals and experience of technologists.
For the air-cutting time \(t_{\text{a}}\), it can be obtained as
where \(L_{{\text{a-axial}}}\) and \(L_{{\text{a-radial}}}\) are the axial air-cutting length and radial axial air-cutting length, respectively. Fr is usually regarded as a constant speed as its less impact on cutting process. Fa can be represented as
Tool change process is to ensure the normal operation of gear cutting where \(t_{{\text{ct}}}\) can be calculated as
where \(t_{{\text{ap}}}\) denotes the apportionment of cutting time \(t_{\text{c}}\). \(t_{{\text{use}}}\) is the total use time of hob that can be calculated as
where \(m_{\text{n}}\) represents the normal module of the gear workpiece, and C, K, k1, k2, k3 coefficients are attached to the use time of hob.
Therefore, the model of machining time can be structured as
3.2.2 Production cost model
For modern manufacturers, the pursuit of minimum cost consumption is the thing they expect to see. In view of this, the production cost is taken into consideration in parameters optimization. During hobbing process, the production cost \(C_{\text{P}}\) is comprised of gear blank cost \(C_{{\text{gear}}}\), machine tool cost \(C_{{\text{machine}}}\), tool cost \(C_{{\text{tool}}}\), labor cost \(C_{{\text{labor}}}\), and electricity consumption cost \(C_{{\text{elec}}}\). Therefore, the \(C_{\text{P}}\) can be represented as
The cost of gear blank \(C_{{\text{gear}}}\) can be easily obtained from the purchase list.
The machine tool cost has an association with machining time and the maximum service life of machine tool \(T_{{\text{mac}}}\). \(s_{\text{m}}\) is the unit cost of using machine tool. The formula is expressed as
The tool cost is modeled as
where \(T_{{\text{hob}},\min }\) is the minimum tool life, and \(s_{\text{t}}\) indicates the unit cost of tool.
Human participation is necessary in the gear preproduction. The labor cost \(C_{{\text{labor}}}\) rightly refers to the cost of management and manipulation in production per unit time. It is related to the unit cost \(s_{\text{l}}\) and machining time \(T_{\text{M}}\).
The cost of electricity is part of the total cost. The electricity consumption cost \(C_{{\text{elec}}}\) is denoted as
where \(s_{\text{e}}\) is the unit cost of electricity energy, and \(P_{{\text{total}}}\) is the total power consumption which can be acquired by power analyzer.
The production cost \(C_{\text{P}}\) can be expressed as
3.2.3 Tool life model
The existing researches in correlation with hob life mainly focus on the wear mechanism of hob, the failure process of hob and the surface morphology characteristics during hob cutting. While defining the hob life, the four methods commonly provide different criterion: (i) the number of workpieces that can be processed in each grinding; (ii) the total processing time of each grinding of hob; (iii) the total number of workpieces that can be processed by the hob from the beginning of use to the time when the hob can no longer be reground or recoated; (iv) the hobbing length of single tooth of single grinding hob.
Each criterion evaluates the hob life by different measurement methods. In order to better measure the hob life and optimize its service life, the fourth calculation criterion that hobbing length of single tooth in single edge grinding hob is signified as hob life calculation, which effectively avoids the disturbance of hob length.
In the general cutting process, the Generalized Taylor life which was first designed in 1906 [32] is often used for formulation. Considering the fact that single feed mode in radial direction is adopted in high-speed dry hobbing process, the radial cutting depth is not taken as a variable, the cutting velocity v and axial feed rate fa are performed as decision variables. The empirical formula is established as
where \(\sigma ,\omega ,\varsigma\) indicate the corresponding life coefficients. The determination of life coefficients can be obtained by hob life experiments and multiple linear regressions. It can be observed that cutting parameters have an effect on life prediction to some extent. Reasonable choice of cutting parameters assists in extending tool life.
3.3 Multi-objective decision model and constraint condition
The multi-objective decision model is formulated as
where \(T_{\text{M}}\) and \(C_{\text{P}}\) are both seeking for minimum values while \(L_{\text{T}}\) is tending to the maximum value. In order to maintain the practicability of subsequent programming, the \(L_{\text{T}}\) is converted to a minimum value with negative sign. Hence the decision model is fitted as minimum optimization model. The \(T_{\text{M}}\) model, \(C_{\text{P}}\) model and \(L_{\text{T}}\) model are in detailed elaboration in Eqs. (11), (17) and (18), respectively, with correlations to related process parameters. To sum up, the multi-objective decision model of Eq. (19) devotes to finding optimal process parameters \(\left\{ {v,f_{\text{a}} ,d_{0} ,z_{0} } \right\}\) for minimizing \(T_{\text{M}}\), \(C_{\text{P}}\) and \(L_{\text{T}}\).
In a multi-objective decision-making model, it is usually restricted by various requirements of variables. As the main components relating to hobbing process decision-making model, the machine tool, hob and gear workpiece have their acceptable ranges for specific parameters. The following equations demonstrate the relative constraints.
Equations (20) and (21) denote the lower bound and upper bound of cutting parameters. Equations (22) and (23) indicate the range of hob parameters, particularly. z0 is an integer which describes the threads of hob. Equation (24) shows that hob should be used in the limit of minimum tool life \(T_{{\text{hob},\min }}\). Equations (25) and (26) represent the requirements of machine tool. The cutting power should be less than the rated power \(P_{\text{a}}\) of machine. \(\lambda\) is the efficiency and maximum cutting force \(F_{{\text{c,}\max }}\) and ensures the actual bearing pressure. To ensure the quality criterion of gear workpiece, the surface roughness should be limited below the required value \([R_{\text{a}}]\), as shown in Eq. (27). All above constraints guarantee the process of searching for optimal solution sets.
4 MOMVO-based parameters decision approach for parametric optimization
For a simultaneous optimization of machining time, production cost and tool life in gear hobbing, the theory inspiration of the algorithm is demonstrated in Sect. 4.1, the generation mechanism and mathematical models of MOMVO are discussed in Sect. 4.2. Figure 3 depicts the overall structure of the proposed approach and the details are as follows.

Overall structure of modified MOMVO
4.1 Inspiration
MVO is one of population-based algorithms inspired by multi-verse theory in physics, which is proposed by Mirjalili et al. [33]. In multi-verse theory [34], there exists more than one earth where we live in, the physicists hold on the idea that there is more than one big bang which generated the birth of universe. That is, multiple universes are parallel to each other. To build up the MVO, the black hole, white hole and wormhole are efficient components.
In addition to the universe we live in, the other universes also keep conformity with the multi-verse theory. And the contacts among universes are established by the different actions of black hole, white hole and wormhole. Each component owns its responsibility for evolution process. The white hole refers to the big bang which indicates a new birth of universe. Conversely, the black hole acts differently for its excellent ability to absorb everything around it even the light beams. While for wormhole, it plays a role of constantly expanding search area. The inflation rate is a significant index to evaluate the expansion of every universe.
In the optimization of process, the white hole and black hole are in charge of exploring search space and each universe represents a solution, each object corresponds to a series of decision parameters with its solution. The wormhole is devoted to exploiting search space for updating.
4.2 Mathematical models in MOMVO
As the main motivations of MVO, the black hole, the white hole and wormhole comprehensively ensure the optimization process. In the evolution progress of MVO, the black hole and the white hole absorb in exploiting more search space. As is the same as other evolutionary algorithms, an initial universe population is originated randomly and the population keeps updating in the defined iteration times. At each iteration, the population can be improved on the basis of following regulations on the existent universes. Each universe represents a required solution and each object of certain universe represents a decision variable to be optimized. For ensuring the feasibility of MVO, the regulations are defined as follows.
-
Regulation 1 A higher existence probability of white hole is corresponding to higher inflation rate.
-
Regulation 2 A lower existence probability of black hole is corresponding to higher inflation rate.
-
Regulation 3 The objects with higher inflation rate are transmitted to black hole from white hole among universes.
-
Regulation 4 The objects with lower inflation rate tend to accept other objects based on black hole among universes.
-
Regulation 5 All movements of objects among universes tend to the fittest universe.
The conceptual description of planetary transmission is depicted in Fig. 4. \(I\left( {U_{i} } \right)\) indicates the inflation rate of ith universe. It can be seen that the universe with high inflation rate always move to universe with low inflation rate, so as to keep all universes at a balanced level of inflation rate.

Conceptual description of planetary transmission
As mentioned above, the algorithm mainly relies on the transfer movement among universe, the universe with high inflation rate always tend to the universe with low inflation rate. Thus the objects are always transferred from white holes of universe to black holes of universe. This kind of gravity makes the object transfer. With the help of relevant cosmological rules, it ensures that the inflation rates of all universes are at a stable value and finds the optimal universe in the search space.
The traversal process is mainly divided into exploration and exploitation. Wormholes can be used as a medium to transfer objects, and the interaction between white holes and black holes can be used for space exploration.
The initialization of universe is described as
where U denotes the population solution containing n universes, d the decision variables in each universe, p the specific variable of each decision set.
Concretely, each variable j in decision set i is denoted as
where \(b_{{\text{u}},j}\) , \(b_{{\text{l}},j}\) represent the maximum and minimum value of the variable j, respectively, and \(\text{rand}\left( \cdot \right)\) means a function that provides a stochastic distribution number in the range of [0, 1]. Equation (29) ensures the reasonable range for every decision variable, which works in the following evolution process. In optimization process, \(p_{i,j}\) denotes the one decision variable to be determined, and Ui denotes a parameters decision set for multi-objective optimization problem.
During an iteration, each variable j in solution i is regenerated based on the two options. The one is that its value is determined in all generated solutions resorting to roulette wheel mechanism initially such as \(p_{i,j} \in (p_{1,j} ,p_{2,j} , \cdots ,p_{i,j} )\), and the other one is the intrinsic value without changing. The formulation is presented as
where \(p_{i,j}\) indicates the jth decision variable in the ith universe; and Ui represents the ith universe, that is, the ith decision set. \(\text{Norm}\left( {U_{i}} \right)\) normally means the normalized inflation rate of the ith universe, and \(\text{rand}\left( {\cdot} \right)\) generates a random variable from [0, 1]. \(p_{k,j}\) denotes the jth decision variable in the kth universe determined by roulette wheel.
As is shown in Eq. (30), the white hole will search in spiral form with reference to normalized inflation rate, and the objects with low inflation rate are easier to transport through the white hole or black hole. In the same case, the objects with higher inflation rate are more likely to have a white hole, and the objects with lower inflation rate are more likely to have a black hole.
To generalize the variations of each universe and increase the chances of inflation rate, the channels established by wormhole keep consistency in the universe. It is assumed that wormhole tunnels are always built between the universe and the optimal universe. The evolution mechanism is presented as
where \(p_{i,j}\) denotes the jth optimum decision parameter in the ith universe that is selected among all variables. The \(\text{rand}2, \, \text{rand}3, \, \text{rand}4\) define three stochastic numbers in [0, 1], respectively. \(r_{{\text{TDR}}}\) is the traveling distance rate of wormhole representing the distance that an object transforms through a wormhole near the optimal universe; \(p_{{\text{WEP}}}\) signifies the wormhole existence probability. Both \(r_{{\text{TDR}}}\) and \(p_{{\text{WEP}}}\) are the significant coefficients in searching for optimum solutions. Based on the Eq.(31), the better solution can be acquired by iterative generation. Equations (32) and (33) give the formulation of \(p_{{\text{WEP}}}\) and \(r_{{\text{TDR}}}\), respectively.
where \(p_{{\text{WEP,min}}}\) and \(p_{{\text{WEP,max}}}\) denote the previously determined minimum and maximum values of \(p_{{\text{WEP}}}\), respectively. Icu signifies the current iteration, and Imax defines the total iteration times. Obviously, the values of \(r_{{\text{TDR}}}\) and \(p_{{\text{WEP}}}\) change with iterations, and the dynamic value is beneficial to the evolutionary process of the algorithm. \(P_{\text{e}}\) is actually exploitation precision while the algorithm is running. The bigger \(P_{\text{e}}\), the faster exploitation and the more precise iteration.
To determine the final Pareto solutions, an archive Ar is introduced to select optimal one among all solutions. The roulette wheel is designed in the less populated regions of Ar for assuring the diversity of solutions, thus the coverage of solutions (Par) can be improved by
where h denotes a constant and it is greater than 1. Ni signifies the total solutions in the ith solution. This equation attracts the solutions and includes them to the less populated regions, which eventually promote the quality of Pareto font. When the Ar reaches saturation state, undesired solutions should be removed from it. P′ar is used to discard the unnecessary solutions.
For a specific optimization problem, an initial parameters decision set with corresponding objectives is generated in the first iteration, then the optimization process continues to relocate the positions of decision variables using Eq. (31), which enhances the exploration range of search area. The obtained Ar is repeatedly updated by Eqs. (34) and (35), and it improves the exploitation of optimal Pareto solutions. Ultimately, the optimum parameters decision set and its objectives can be obtained through above optimization process.
5 Case study
To verify the above models and proposed approach, this section demonstrates the basic elements preparation in Sect. 5.1, and the result discussion and comparative verification are given in Sect. 5.2.
5.1 Basic elements preparation
The case study is conducted for verifying the proposed optimization model and decision approach based on collected data from a gear manufacturing enterprise. The dry hobbing machine is adopted for environmental friendly machining. Essential elements covering the machine tool, hob and gear workpiece are gathered as to support the validation process. To better elaborate the decision-making process, the supported information is collected and provided. Figure 5 shows the procedures of data collection. Specifically, the details include the gear workpiece to be processed, the performance parameters of used machine tool and some geometric parameters of hob. Table 2 lists the requisite information of above-mentioned specifications. The involved available tool life measurement with experiment in Table 3 is referred to the previous study by Zhang et al. [35].

Procedures of data collection
As is revealed in Table 3, the cutting parameters v and \(f_{\text{a}}\) are defined before experiment. \(L_{\text{T}}\) varies under the different combination of v and \(f_{\text{a}}\). It indicates that the less feed rate, the longer hobbing length. When \(f_{\text{a}}\) = 1.4 mm/r, \(L_{\text{T}}\) increases with the descending v, and a reverse relationship pertains between v and \(L_{\text{T}}\). In this study, the pre-established Generalized Taylor life model is utilized to predict tool life with changeable v and \(f_{\text{a}}\), while the coefficients of tool life are determined. Based on the tool life measurement, the coefficients can be acquired by multi-regression analysis which is adjusted to the process condition, that is, \(\sigma = 13.298\), \(\omega = - 0.173\), \(\varsigma = - 0.738\).
Moreover, the parameters in correlation to algorithm also need to be determined. The input parameters of modified MOMVO are listed in Table 4, with high consideration of hobbing process.
5.2 Results discussion and comparative verification
Based on well-prepared information, the proposed approach is coded with constraints. Section 5.2.1 parades the obtained results and corresponding discussion, and Sect. 5.2.1 confirms the superiority of proposed method by comparative verification.
5.2.1 Results and discussion
With implementation process of proposed approach, the optimal machining time, production cost, tool life and corresponding decision variables can be acquired. Figure 6 depicts the obtained Pareto front via modified MOMVO. With 100-amount archive presented, each point signifies a {TM, CP, LT} objective. In Fig. 6a, it is the final Pareto front. In fact, it is hard to determine which dot represents the best objectives as no one dominates the other one in the Pareto sets. Every dot has its advantages in one objective that a selection mechanism needs to be proposed. By expanding the three-dimension view, the relation trends among machining time, production cost and tool life are shown in Figs. 6b–d. There exists a polynomial function relation between machining time and production cost in Fig. 6b. By fitting the curve, the linear model is expressed as

Obtained Pareto front via modified MOMVO
Figures 6c, d are similar in the relation trend indicating that \(T_{\text{M}}\)–\(L_{\text{T}}\) relation trend is consistent in \(C_{\text{P}}\)–\(L_{\text{T}}\) relation trend. The descending trend indicates that an inverse correlation may reside in machining time and tool life, and the longer machining time means the worse tool life. This also complies with the fact that the long-term usage of hob will make it wear out gradually. Besides, the worn hob will be replaced by a new one which costs a lot. Thus determining optimal process parameters not only help enterprises improve production efficiency but also assist in saving production cost. In addition to the Fig. 6, the acquired 100-amount archive is listed in Table 5 partially. The MOMVO generates quite a lot Pareto sets and this shows MOMVO has an advantage in generalizing more solution sets and offering promising Pareto front.
As the decision-making of three objectives is a multi-contradiction problem, it is not easy to determine the parameters by manual experience because any objective will be restricted by the other two. Hence, striking a balance among them by selecting appropriate process parameters is necessary. By applying the exploration and exploitation mechanism in MOMVO, the global optimum and corresponding process parameters are obtained, as is revealed in Table 6.
The historical process parameters provided by experienced experts are also utilized for the comparison with the proposed approach. By using MOMVO, the machining time decreased 4.43%; production cost reduced 7.24% and a 18.26% promotion in tool life can be achieved. The optimized solutions of v and \(f_{\text{a}}\) also comply to the experimental results in tool life measurement. The diameter of hob generated by proposed method is smaller than the actual choice while the diameter of hob in high speed dry cutting scene is usually smaller than that of general hob. To conclude, the proposed approach has the capability to simultaneously optimize optimum machining time, production cost and tool life under the rational choice of cutting parameters and hob parameters.
5.2.2 Comparative verification
In order to effectively demonstrate the superiority of developed approach, two points are discussed as supporting evidence.
(i) Necessity of considering tool life in multi-objective hobbing process
The long-term use of the hob will cause tool wear gradually, and in serious cases, the tool will be damaged. The tool life is highly dependent on the selection of parameters, which has been studied by Sari et al. [18]. Despite the fact that the improvement of tool materials and coating materials has enhanced the tool life, the expenditure for this is not a small expenditure for enterprises. Determining the use of parameters and maximizing the hobbing process is suitable for the sustainable development of enterprises from the perspective of process parameters optimization. The decision-making on appropriate process parameters is right a profit-maximized process strategy for industries to reduce research costs on tools.
According to the data in Table 3, the relationship trends between cutting parameters v, \(f_{\text{a}}\) and tool life \(L_{\text{T}}\) are depicted in Fig. 7. Obviously, an inverse relationship between \(L_{\text{T}}\) and \(f_{\text{a}}\) can be seen from Fig. 7a when v is fixed. Relatively small \(f_{\text{a}}\) contributes to longer tool life. When fixing \(f_{\text{a}}\) in Fig. 7b, the relationship between v and LT is not so prominent. In addition, the geometric parameters of hob itself will also affect tool wear and tool life. Thus, it is of great significance to consider the combined action of cutting parameters and hob parameters on tool life. And improving the performance of hob is also conducive to elevate work efficiency and processing quality. Considering the tool life as one of decision objectives and making decisions on process parameters are key components in hobbing process.

Relationship trend between cutting parameters and tool life a relationship trend fa–LT b relationship trend v–LT
(ii) Comparison with traditional optimization method
In addition to the implementation process in MOMVO, the established decision model was also executed in MOPSO method, which has been widely used in turning process, milling process and other engineering optimization problems. The requisite input parameters of MOPSO are set as: velocity inertia wmax = 0.8, wmin = 0.2, position weight c1 = 1, c2 = 1. Certainly, the dimension of variables, the number of objectives, population and iterations keep correspondence with values in Table 4. To make the MOPSO more suitable for the hobbing process problem, a dynamic update of w is adopted with changeable iterations. The formula is shown as
where Icu and Imax are denoted as current iteration and total iterations, respectively. Therefore, by running the program, the achieved results are displayed in Table 7.
It can be observed that \(T_{\text{M}}\), \(C_{\text{p}}\), \(L_{\text{T}}\) acquired by proposed approach is superior to the results in MOPSO by 18.24% in machining time, 6.78% in production cost and 35.55% in tool life. It is obvious that obtained results by proposed method are better than traditional MOPSO. The corresponding process parameters are also generated by separate runs. Both methods recommend hob parameters with d0 = 80 mm and z0 = 3, this is also in line with the chosen hob in actual production. The cutting parameters provided by MOPSO are relatively larger than those in MOMVO, but the obtained objectives are not so satisfactory.
To further evaluate the performance of two methods in hobbing parameters problem, a statistical test had been conducted which is statistically meaningful. The two algorithms are taken a 30-run program. The statistical test and statistical data are acquired by generating Pareto front. Table 8 shows the results of MOMVO and MOPSO, where the mean value, standard value for three objectives and p-value between two algorithms are reported.
As is indicated by above table, the standard deviation of MOMVO is much bigger than the value in MOPSO, which confirms that MOMVO has ability in generating the solution sets with obvious individual difference. This greatly assists in searching for hobbing process parameters and optimal objectives through a large jump value. The mean values of \(T_{\text{M}}\) and \(C_{\text{p}}\) in MOMVO are smaller and this satisfies the need that MOMVO can get the minimum machining time, minimum production cost and maximum tool life in the same situation. For p-value, it is a parameter that is used to determine the result of hypothesis test. The smaller the p-value is, the more significant the result is, which could be utilized to support performance superiority of algorithm. The Wilcoxon rank sum test is used to compare the two methods. Generally, the result is regarded as significant when \(p \le 5\%\). As can be seen from Table 8, the p-values of three objectives in two algorithms are all less than 5%, which presents that the result is remarkable.
Therefore, the arguments for applying MOMVO come to following three aspects.
-
(i)
The proposed MOMVO strike a best balance among machining time, production cost and tool life with optimal hobbing process parameters, by comparing with MOPSO in terms of final objectives and statistical values. It helps acquire better solutions.
-
(ii)
The MOMVO has the ability to generate a series of diverse process parameters thus it can enrich the knowledge of hobbing process and provide more parameter schemes for technologists in practical production.
-
(iii)
As a superior approach to multi-objective hobbing process optimization, the MOMVO can be also transferred as an optimal strategy for other engineering optimization problems which provides a novel idea in decision-making for enterprises.
With above-mentioned, it is reasonable to conclude that the proposed method performs better than MOPSO. From the different statistical criterion, the MOMVO is proved to be reliable and effective in dealing the hobbing process parameters decision-making problem. By utilizing MOMVO, the generation of Pareto solution sets and Pareto front are further improved with iterations.
6 Conclusions and prospective
This study investigated the dry hobbing process parameters problem and analyzed the importance and necessity of process parameters decision-making for improving machining performance. For the optimum machining effect, three objectives as machining time, production cost and tool life had been comprehensively considered. The quantitative relationship between process parameters and objectives were established, with specific presentation in the objective function models. On account of function models, a multi-objective hobbing process decision-making model was built. Then, a modified MOMVO-based decision approach was proposed, to optimize and determine the optimal process parameters for achieving the best machining effect. The verification results illustrated the efficiency and effectiveness of the proposed method. The major aim of using the proposed approach was to promote the capability of hobbing performance and develop process improvement techniques. And the obtained results showed that v = 175 m/min, \(f_{\text{a}}\) = 1.48 mm/r, d0 = 80 mm, z0 = 3 are the optimal solution set. It should be noted that multiple comparisons have proved the superiority of the proposed method, in particular, the conventional MOPSO has been utilized for comparison by statistical test. The comparison results revealed that the proposed method could achieve a better balance in machining time, production cost and tool life. It can be derived that the modified MOMVO has an excellent ability in process optimization for benign dry hobbing.
For deeper investigation, the following two aspects can be further considered. Firstly, except the optimization of hob from the perspective of process parameter decision, the improvement in shifting mode of hob can better improve the cutting performance. And in each cutting pass, considering the influence of hob wear and its corresponding cutting parameters on the service life deserves more attention. Secondly, the presented modified MOMVO performs well in established multi-objective process parameters decision-making model, in addition to intelligent algorithms, a more suitable agent for adaptive process optimization and decision making can be studied with increasing popularity in deep learning, reinforcement learning, etc. It is the focal point in the next research.
Abbreviations
- v (m/min):
-
Cutting velocity
- \(f_{{\text{a}}}\) (mm/r):
-
Axial feed rate
- d 0 (mm):
-
Hob diameter
- z 0 :
-
Threads
- \(T_{{\text{M }}}\) (s):
-
Machining time
- \(C_{{\text{P}}} { }\) (CNY):
-
Production cost
- \(L_{{\text{T }}}\) (m):
-
Tool life
- \(t_{{\text{s}}}\) (s):
-
Stand-by time
- \(t_{\text{a}}\) (s):
-
Air-cutting time
- \(t_{\text{c}}\) (s):
-
Cutting time
- \(t_{{\text{ct}}}\) (s):
-
Change tool time
- \(t_{{\text{au}}}\) (s):
-
Auxiliary time
- \(t_{{\text{ap}}}\) (s):
-
Apportionment of cutting time
- \(t_{{\text{use}}}\) (s):
-
Total use time of hob
- \(C,K,k_{1} ,k_{2} ,k_{3}\) :
-
Coefficients related to use time of hob
- \(L_{\text{c}}\) (mm):
-
Total length of single cut
- E (mm):
-
Cut-in length
- A (mm):
-
Cut-out length
- U (mm):
-
Safe allowance
- s :
-
Pass times
- \(L_{{\text{a-axial}}}\) (mm):
-
Axial air-cutting length
- \(L_{{\text{a-radial}}}\) (mm):
-
Radial axial air-cutting length
- \(F_{\text{a}}\) (mm/min):
-
Axial feed speed
- \(F_{\text{r}}\) (mm/min):
-
Radial feed speed
- \(C_{{\text{gear}}}\) (CNY):
-
Gear blank cost
- \(C_{{\text{machine}}}\) (CNY):
-
Machine tool cost
- \(C_{{\text{tool}}}\) (CNY):
-
Tool cost
- \(C_{{\text{labor}}}\) (CNY):
-
Labor cost
- \(C_{{\text{elec}}}\) (CNY):
-
Electricity consumption cost
- \(T_{{\text{mac}}}\) (year):
-
Service life of machine tool
- \(s_{\text{m}}\) (CNY/min):
-
Unit cost of machine tool
- \(s_{\text{t}}\) (CNY/min):
-
Unit cost of tool
- \(s_{\text{l}}\) (CNY/min):
-
Unit cost of labor
- \(P_{{\text{total }}}\) (W):
-
Power consumption
- \(s_{\text{e}}\) (CNY/J):
-
Unit cost of electricity
- \(\sigma ,\omega ,\varsigma\) :
-
Life coefficients
- \(v_{\max }\) (m/min):
-
Maximum cutting velocity
- \(v_{\min }\) (m/min):
-
Minimum cutting velocity
- \(f_{{\text{a,}\max }}\) (mm/r):
-
Maximum axial feed rate
- \(f_{{\text{a,}\min }}\) (mm/r):
-
Minimum axial feed rate
- \(d_{0\max }\) (mm):
-
Maximum hob diameter
- \(d_{0\min }\) (mm):
-
Minimum hob diameter
- \(T_{{\text{hob},\min }}\) (min):
-
Minimum tool life
- \(P_{\text{a}}\) (W):
-
Rated power
- \(P\) (W):
-
Cutting power
- \(\lambda\) :
-
Efficiency of motor
- \(F_{{\text{c,}\max }}\) (N):
-
Maximum cutting force
- \(F_{\text{c}}\) (N):
-
Cutting force
- \(r\) (mm):
-
Tip radius of hob
- \(R_{\text{a}}\) (mm):
-
Surface roughness
- \(D_{\max }\) (mm):
-
Maximum machining diameter
- \(M_{\max }\) (mm):
-
Maximum machining modulus
- \(F_{{\text{a,}\max }} - F_{{\text{a,}\min }}\) (mm/min):
-
Minimum-maximum axial feed speed of machine
- \(F_{{\text{r,}\max }} - F_{{\text{r,}\min }}\) (mm/min):
-
Minimum-maximum radial feed speed of machine
- \(L_{{\text{t},\max }}\) (mm):
-
Maximum tool length
- \(d_{{\text{t},\max }}\) (mm):
-
Maximum tool diameter
- \(P_{\text{s}}\) (W):
-
Spindle motor power
- \(m_{\text{n}}\) (mm):
-
Modulus
- z 1 :
-
Teeth of gear workpiece
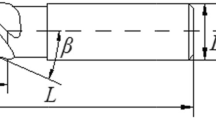
- \(\beta\) (°):
-
Helix angle
- B (mm):
-
Gear width
- h (mm):
-
Cutting depth
- \(\sigma_{\text{b}}\) (MPa):
-
Tensile strength
- \(\alpha_{\text{n}}\) (°):
-
Profile angle
- L 0 (mm):
-
Hob length
References
Tu G, Wu S, Liu J et al (2016) Cutting performance and wear mechanisms of Sialon ceramic cutting tools at high speed dry turning of gray cast iron. Int J Refract Met Hard Mater 54:330–334
Li L, Deng X, Zhao J et al (2018) Multi-objective optimization of tool path considering efficiency energy-saving and carbon-emission for free-form surface milling. J Clean Prod 172:3311–3322
Lin W, Yu DY, Wang S et al (2015) Multi-objective teaching-learning-based optimization algorithm for reducing carbon emissions and operation time in turning operations. Eng Optim 47:994–1007
Wang W, Tian G, Chen M et al (2020) Dual-objective program and improved artificial bee colony for the optimization of energy-conscious milling parameters subject to multiple constraints. J Clean Prod 245:118714. https://doi.org/10.1016/j.jclepro.2019.118714
Gui F, Ren S, Zhao Y et al (2019) Activity-based allocation and optimization for carbon footprint and cost in product lifecycle. J Clean Prod 36:117627. https://doi.org/10.1016/j.jclepro.2019.117627
Claudin C, Rech J (2009) Development of a new rapid characterization method of hob’s wear resistance in gear manufacturing: application to the evaluation of various cutting edge preparations in high speed dry gear hobbing. J Mater Process Technol 209(11):5152–5160
Karpuschewski B, Beutner M, Köchig M et al (2017) Cemented carbide tools in high speed gear hobbing applications. CIRP Ann 66:117–120
El-Mounayri H, Deng H (2010) A generic and innovative approach for integrated simulation and optimisation of end milling using solid modelling and neural network. Int J Comput Integr Manuf 23:40–60
Ma H, Liu W, Zhou X et al (2020) An effective and automatic approach for parameters optimization of complex end milling process based on virtual machining. J Intell Manuf 31:967–984
Tian C, Zhou G, Zhang J et al (2019) Optimization of cutting parameters considering tool wear conditions in low-carbon manufacturing environment. J Clean Prod 226:706–719
Chen X, Li C, Tang Y et al (2019) Integrated optimization of cutting tool and cutting parameters in face milling for minimizing energy footprint and production time. Energy 175:1021–1037
Kuntoğlu M, Sağlam H (2019) Investigation of progressive tool wear for determining of optimized machining parameters in turning. Measurement 140:427–436
Mia M, Dey PR, Hossain MS et al (2018) Taguchi based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Measurement 122:380–391
Petrović M, Mitić M, Vuković N et al (2016) Chaotic particle swarm optimization algorithm for flexible process planning. Int J Adv Manuf Technol 85:2535–2555
Karpuschewski B, Beutner M, Köchig M et al (2017) Influence of the tool profile on the wear behaviour in gear hobbing. CIRP J Manuf Sci Technol 18:128–134
Brecher C, Brumm M, Krömer M (2015) Design of gear hobbing processes using simulations and empirical data. Procedia CIRP 33:484–489
Klocke F, Döbbeler B, Goetz S et al (2016) Online tool wear measurement for hobbing of highly loaded gears in Geared Turbo Fans. Procedia Manuf 6:9–16
Sari D, Troß N, Löpenhaus C et al (2019) Development of an application-oriented tool life equation for dry gear finish hobbing. Wear 426–427(Part B):1563–1572
Zhou G, Lu Q, Xiao Z et al (2019) Cutting parameter optimization for machining operations considering carbon emissions. J Clean Prod 208:937–950
Mia M, Rifat A, Tanvir MF et al (2018) Multi-objective optimization of chip-tool interaction parameters using Grey-Taguchi method in MQL-assisted turning. Measurement 129:156–166
Kumar R, Hynes NRJ, Pruncu CI et al (2019) Multi-objective optimization of green technology thermal drilling process using grey-fuzzy logic method. J Clean Prod 236:117711. https://doi.org/10.1016/j.jclepro.2019.117711
Deng Z, Zhang H, Fu Y et al (2017) Optimization of process parameters for minimum energy consumption based on cutting specific energy consumption. J Clean Prod 166:1407–1414
Rana P, Lalwani DI (2017) Parameters optimization of surface grinding process using modified ε constrained differential evolution. Mater Today Proc 4(9):10104–10108
Deng Z, Lv L, Li S et al (2016) Study on the model of high efficiency and low carbon for grinding parameters optimization and its application. J Clean Prod 137:1672–1681
Zhang F, Zhou T (2019) Process parameter optimization for laser-magnetic welding based on a sample-sorted support vector regression. J Intell Manuf 30:2217–2230
Kitayama S, Yamazaki Y, Takano M et al (2018) Numerical and experimental investigation of process parameters optimization in plastic injection molding using multi-criteria decision making. Simul Model Pract Theory 85:95–105
Umer U, Mohammed MK, Al-Ahmari A (2017) Multi-response optimization of machining parameters in micro milling of alumina ceramics using Nd: YAG laser. Measurement 95:181–192
Li C, Xiao Q, Tang Y et al (2016) A method integrating Taguchi, RSM and MOPSO to CNC machining parameters optimization for energy saving. J Clean Prod 135:263–275
Yi Q, Li C, Tang Y et al (2015) Multi-objective parameter optimization of CNC machining for low carbon manufacturing. J Clean Prod 95:256–264
Cao WD, Yan CP, Ding L et al (2016) A continuous optimization decision making of process parameters in high-speed gear hobbing using IBPNN/DE algorithm. Int J Adv Manuf Technol 85:2657–2667
Ni H, Yan C, Cao W et al (2020) A novel parameter decision approach in hobbing process for minimizing carbon footprint and processing time. Int J Adv Manuf Technol 111:3405–3419
Taylor FW (1906) On the art of cutting metals. The American Society of Mechanical Engineers, New York
Mirjalili S, Jangir P, Mirjalili SZ et al (2017) Optimization of problems with multiple objectives using the multi-verse optimization algorithm. Knowl Based Syst 134:50–71
Mirjalili S, Mirjalili SM, Hatamlou A (2016) Multi-verse optimizer: a nature-inspired algorithm for global optimization. Neural Comput Appl 27(2):495–513
Zhang Y, Cao H, Zhu L et al (2017) High-speed dry gear hob life prediction model and optimization method. China Mech Eng 28(21):2614–2620
Acknowledgements
This work was supported by the Key Projects of Strategic Scientific and Technological Innovation Cooperation of National Key Research and Development Program of China (Grant No. 2020YFE0201000).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ni, HX., Yan, CP., Ni, SF. et al. Multi-verse optimizer based parameters decision with considering tool life in dry hobbing process. Adv. Manuf. 9, 216–234 (2021). https://doi.org/10.1007/s40436-021-00349-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40436-021-00349-y