
Abstract
This paper discusses thickness swell and irreversible thickness swell properties after immersion in water for 24, 48, 96 and 168 h, changes in equilibrium moisture content (EMC) and determination of dimensional changes associated with changes in relative humidity of laboratory-made methylene diphenyl diisocyanate (MDI)-bonded oriented strandboards (OSB). It was observed that thermal post-treatment of said OSB had a positive effect on the above mentioned properties. As far as thickness swell and irreversible thickness swell are concerned, it could be shown that the thermally modified variants generally performed better, i.e. lower values than the respective untreated ones for all four immersion periods and MDI dosages of 3.0, 4.0 und 5.0 %. It was furthermore noticeable that the swelling potential was not exhausted after immersion for 24 h and a prolonged immersion period led to significant increases in respective thickness swelling values. The EMC was decreased and the determination of dimensional changes associated with changes in relative humidity showed that thermally post-treated OSB displayed lower thickness changes when “drying“(from 65 to 30 % relative humidity; RH) as well as when “moistening“(from 65 to 85 % RH) than the untreated controls. For all of the above mentioned properties it can be concluded that the influence of the post-treatment temperature proved to be greater than the reduction of the hydrophobing agent from 1.0 to 0 %.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
1.1 Initial situation
Being a hygroscopic material, solid wood undergoes dimensional changes with changes in ambient humidity, which limits the application areas of wood. This hygroscopicity applies to all wood products, like e.g. panel-shaped wood-based materials, and therefore significantly influences the dimensional stability of building components and thus their applicability to areas of high humidity or frequent changes in humidity, such as e.g. outdoor areas.
Additionally, when hot-pressing particles to wood-based materials, like particleboard or oriented strandboard (OSB), densification stresses due to plastic deformation are built up in the material while being compacted during the pressing process. When hot-pressed material swells due to contact with water or high humidity, this change in dimension is, opposed to thickness swelling in solid wood, however, only partially reversible.
Thermal modification is one way to reduce the swelling and shrinking behaviour of solid wood due to a lower moisture absorption capacity and, furthermore, to increase the dimensional stability (Bonigut and Krug 2011).
Thermal modification changes the chemical composition of the wood cell wall constituents: the degradation of hemicelluloses starts at treatment temperatures of 140–150 °C, i.e. depolymerisation down as far as monosaccharides takes place. Moreover, lignin is partially disintegrated, restructured and condensed, resulting in a relative increase of lignin in the wood mass. Volatile constituents are calcinated (Stamm 1956; Sandermann and Augustin 1963; Fengel 1966; Fengel and Przyklenk 1970).
However, the most significant effect of thermal treatment is the reduction of hydroxyl groups (OH groups) and subsequent forming of hydrophobic condensation products. As a result, both the hygroscopicity of the modified wood and its moisture absorption capacity are reduced. The degree of thermal modification depends on the treatment parameters, temperature, pressure and treatment duration as well as on the modification process (modification medium, oxygen content, etc.).
As far as application areas of thermally treated OSB are concerned, they include, amongst others, formwork panels and panels used in areas of high or frequently changing humidity levels for the construction sector, i.e. pre-fabricated houses, due to their reduced hygroscopicity and moisture absorption capacity and their decreased swelling behaviour.
1.2 Research goals
Since it has already been demonstrated for thermally treated solid wood that the hygroscopic properties thickness swelling, water absorption and equilibrium moisture content (EMC) are lowered (e.g. Bächle and Niemz 2007a, b), the goal was to investigate whether this also holds true for thermally treated methylene diphenyl diisocyanate (MDI)-bonded OSB.
The aim of this study was therefore to thermally post-treat MDI-bonded OSB in order to obtain a wood-based material with improved dimensional stability, lowered EMC and reduced (irreversible) thickness swell. After thermal treatments at various maximum treatment temperatures, the modified OSB and an untreated variant were tested with respect to dimensional stability and thickness swelling.
2 Materials and methods
2.1 Materials
First, OSB strands were made of pine roundwood (Pinus sylvestris, strand length 80 mm) in the laboratory of the IHD, followed by the production of OSB. In contrast to industrially made three layered OSB, the OSB made in the IHD lab were manually formed in one layer. Thus, strictly spoken, no orientation took place.
An industry standard MDI at dosage rates of 3.0, 4.0 and 5.0 % (with reference to oven-dry strands) was used as adhesive. Per MDI dosage an industry standard paraffin-based water repellent with a dosage rate of 1.0 % (solids with reference to oven-dry strands) was used. The fourth variant, with a MDI dosage of 4.0 %, contained no hydrophobing agent. The target bulk density was 620– 630 kg m−3, the panel thickness 15 mm and the heating plate temperature during pressing 190 °C with a press time factor of 15 s mm−1.
2.2 Methods
2.2.1 Thermal post-treatment
The thermal treatment of the laboratory OSB took place discontinuously in IHD’s thermal treatment chamber in accordance with the Mühlböck process (Mühlböck and Fillafer 2001) using “mild” settings with two maximum temperature levels in order to affect the mechanical properties as little as possible. The settings for the thermal treatment were chosen on the basis of existing experience (Bonigut et al. 2010a, b; see Table 1). Thermal modification took place under conditions comparable to industrial thermal treatment processes.
A special feature of the modification method was the realisation of the thermal treatment with the so-called “sandwich stacking” method (Scheiding et al. 2012). Using spacers, the material to be modified (in this case: OSB) is placed between two stainless metal plates (here: aluminium) with excellent heat conductivity.
The advantages of “sandwich stacking” are as follows (see Scheiding 2011):
-
The heat transfer to wood via metal is faster than via air.
-
The metal plates provide a certain degree of shielding from oxygen to the wood, i.e. a reduction of oxidation and pyrolysis reactions ensues.
-
The modification material is protected against staining by e.g. water (steam).
2.2.2 Testing of the short-term properties
To evaluate the property changes of the thermally treated OSB, below tests were carried out:
-
Determination of dimensional changes associated with changes in relative humidity (EN 318),
-
Determination of thickness swelling after immersion in water (EN 317) with immersion periods of 24, 48, 96 and 168 h,
-
Determination of EMC (EN 322).
Irreversible thickness swelling was determined in the following manner: after the respective immersion period, the specimens were initially placed in a drying oven for 24 h at 70 °C to ensure gentle drying and afterwards dried to constant mass in a climate chamber with 20 °C/65 % relative humidity (RH). Subsequently, the irreversible, i.e. the remaining, thickness swelling was determined.
3 Presentation and discussion of selected property tests
3.1 Thickness swell
When examining the thickness swell according to EN 317, the influence of the thermal treatment was particularly evident. Viewed over all four water storage durations (24, 48, 96, 168 h) and all adhesive dosage rates (3.0, 4.0, 5.0 %, each with 1.0 % hydrophobic agent added), the modified variants showed generally significantly lower values than the respective untreated controls (see Fig. 1).

Thickness swell after immersion in water for 24, 48, 96 and 168 h of laboratory OSB versus dosage of adhesive and thermal modification temperature
It is furthermore evident that the swelling potential after 24 h water storage is not exhausted and the longer immersions of 48, 96 and 168 h lead to significant increases in the swelling values for all variants.
Del Menezzi and Tomaselli (2009) also noted a reduction in thickness swelling of thermally modified OSB and explained that the penetrating water may not contribute to swelling of the wood mass, but that it is stored as free water in the accessible cavities of the OSB due to the reduction of free hydroxyl groups as contact points for water molecules on the one hand and the increase of hydrophobic substances through thermal treatment on the other hand.
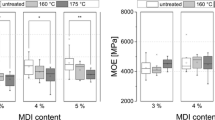
Prior to the present studies, it was assumed by the authors that the effect of thermal modification may allow for a reduction in hydrophobic agent dosage. It becomes clear from Fig. 2 that this is not the case. When comparing thermally post-treated laboratory OSB with and without hydrophobic agent it seems clear that the addition of a hydrophobic substance has a much greater impact on the degree of thickness swelling than the treatment temperature. Therefore, it is suggested to carry on using hydrophobing agents for the production of wood-based materials which are to be thermally treated (see Fig. 2).

Thickness swell and irreversible thickness swell after immersion in water for 24, 48, 96 and 168 h of laboratory OSB versus dosage of hydrophobing agent and thermal modification temperature
3.2 Irreversible thickness swell
As stated above, the irreversible thickness swelling describes the difference between the thickness swelling of the test specimens in a soaked, water-saturated state immediately after immersion in water after a given period and the remaining thickness after the specimens were conditioned back to a certain equilibrium moisture content. This difference is the result of the so-called springback or compression set-recovery, which takes place when pressed wood particles (Ernst 1967) or thermo-hygro-mechanically (THM)-densified solid wood (Navi and Girardet 2000; Skyba 2008; Poppescu et al. 2014) come in contact with high moisture or water. Skyba (2008) noted that fixation of the compressed (solid) wood structure and hence, the decrease of springback is presumably a result of thermal modification of the hygroscopic components in the cell wall (hemicelluloses and lignin-hemicelluloses matrix, in which the crystalline cellulose microfibrils are embedded).
In addition to the thermal modification of the above mentioned hygroscopic components in the cell wall, the compression of wood particles during hot pressing leads to tensions within and between the particles. During humidification caused by immersion in water or high humidity, the strand material starts to swell. In addition to the swelling of the material, the thickness increase also results from the release of tensions inside the pressed panel. The irreversible swelling may be connected to mechanical failure of the adhesive bonds between the individual particles, when the swelling stresses exceed the strengths of the formed adhesive bridges (Ohlmeyer and Paul 2010).
Among other things, partial decomposition of thermally unstable hemicelluloses takes place due to the thermal treatment. Since hemicelluloses significantly influence the sorption properties and flexibility of wood, both the reversible and irreversible component of thickness swelling are affected (Ohlmeyer and Paul 2010).
Figure 3 shows how the irreversible thickness swelling decreases both with increasing treatment temperature and increasing adhesive content (except for the treatment at 160 °C with a dosage of 5.0 % MDI). The latter seems logical as a higher binder content also causes an increase in the number of adhesive bonds, of which only a certain number is destroyed by the above mentioned swelling stresses, while the rest remains intact and may contribute to the (inner) strength of the material. The higher the adhesive dosage, the larger the “rest” of not destroyed adhesive bridges and the greater the potential for resistance against irreversible swelling.

Irreversible thickness swell after immersion in water for 24, 48, 96 and 168 h of laboratory OSB versus dosage of adhesive and thermal modification temperature
Going back to Fig. 2 it can be seen that the addition of a hydrophobic agent has a greater impact on the irreversible thickness swelling than the maximum treatment temperature.
3.3 Dimensional stability
When testing dimensional changes in conjunction with changes in relative humidity according to EN 318 negative values were generally obtained for the change in thickness after conditioning from 65 to 30 % RH (“drying”) due to shrinkage movements of the samples (see Fig. 4). For each treatment variant an influence of the amount of the MDI dosage was observed. Furthermore, the influence of the treatment temperature was apparent. With increasing maximum temperatures, the thickness change decreased during “drying”.

Thickness change associated with changes in relative humidity of laboratory OSB versus dosage of adhesive and thermal modification temperature
For the “moistening” from 65 to 85 % RH the same trend was noticeable. However, the effect of the MDI dosage was slightly stronger and the influence of the modification temperature slightly less noticeable.
These effects may be explained by the previous statements concerning the reduction of the swelling behavior of laboratory-OSB and the resulting low lateral pressure and internal bond strains on the adhesive bridges, which stress the inner composite material (strand-to-strand bridges) less (Krug 2010).
When comparing laboratory OSB with a MDI dosage of 4 %, with and without the addition of a hydrophobing agent, it was found that for each treatment temperature, an influence of the hydrophobing agent is evident (see Fig. 5). It can be seen at each temperature level that for both “drying” (65 to 30 % RH) as well as “moistening” (65 to 85 % RH), the change in thickness of the test specimens was greater when no hydrophobing agent had been added.

Thickness change associated with changes in relative humidity of laboratory OSB versus dosage of hydrophobing agent and thermal modification temperature at a MDI dosage rate of 4.0 %
Burmester (1975) and Bekhta and Niemz (2003) both explain the improved dimensional stability of heat-treated wood by chemical changes due to the reduction of the very hygroscopic hemicelluloses portions. Next to the degradation of wood polymers, Del Menezzi et al. (2009) name the reduction of internal stresses induced by hot pressing during heat treatment an additional factor for improvements in the dimensional stability.
Moreover, by carrying out DSC analyses of six variants (liquid, untreated and thermally treated at 160, 170, 180 and 190 °C, respectively), Stuckenberg (2013) found in preliminary studies that further cross-linking reactions of MDI take place with increasing treatment temperatures, thus strengthening the bond between wood and adhesive.
3.4 Equilibrium moisture content
The moisture content of wood-based materials was determined according to EN 322 (1993). The equilibrium moisture content (EMC) is the moisture content which a hygroscopic material reaches when it is exposed to a defined constant climate until stabilisation of mass (Chaouch et al. 2013). In this case it was determined by climatising the test specimens to constant mass in a standard climate of 20 °C and 65 % RH.
It was shown, that—irrespective of the MDI or hydrophobing agent dosage—the EMC of thermally post-treated OSB decreased from the untreated variant to the one treated at 160 °C, to the one treated at 175 °C in all cases, i.e. combinations. However, neither the amount of MDI nor the addition of hydrophobing agent appears to have an influence on the extent of the EMC. The values are almost equal for all combinations at the respective maximum treatment temperatures. It might seem a little surprising that at a MDI dosage of 4 %, there is hardly any difference in EMC between OSB with 1.0 % and no hydrophobing agent, but Heebink (1967) has already noted that although a hydrophobing agent imparts water repellency to particleboards, its addition shows practically no effect when exposed to equilibrium conditions. Maloney (1993) also found that the water repellency of a hydrophobing agent has practically no effect upon the water absorption of boards exposed to equilibrium conditions (Fig. 6).

EMC of laboratory OSB versus dosage of hydrophobing agent and thermal modification temperature
As already explained for thickness swell, del Menezzi and Tomaselli (2006) noted that penetrating water (vapour) may not be taken up by the wood mass due to the reduction of free hydroxyl groups as contact points for water molecules, and that furthermore the increase of hydrophobic substances due to the thermal treatment results in a decreased EMC.
4 Conclusion
Thermal treatment of MDI-bonded OSB leads to a reduction in both thickness swelling and irreversible thickness swelling. For four different durations of immersion in water as well as for different MDI dosages, modified OSB show better values than untreated OSB. The swelling potential of all variants was not fully exhausted after immersion in water for 24 h. Furthermore, reduced dimensional changes in connection with changes in relative humidity were attributable to the thermal modification. The changes in thickness of the thermally modified OSB in conjunction with changes in relative humidity were smaller than those of the corresponding untreated variants, for both “drying” (65 to 30 % RH) and “moistening” (65 to 85 % RH). For all tested properties, the effects caused by the maximum treatment temperatures were greater than the ones caused by reducing the hydrophobing agent dosage rate.
References
Bächle F, Niemz P (2007a) Deutlich geringere Quellwerte bei Thermoholz. Untersuchungen zu ausgewählten Eigenschaften von im Autoklav industriell thermisch vergütetem Laubholz—part 1. Holz-Zentralblatt 133:622–623
Bächle F, Niemz P (2007b) Deutlich geringere Quellwerte bei Thermoholz. Untersuchungen zu ausgewählten Eigenschaften von im Autoklav industriell thermisch vergütetem Nadelholz—part 2. Holz-Zentralblatt 133:759–760
Bekhta P, Niemz P (2003) Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood. Holzforschung 57:539–546
Bonigut J, Krug D (2011) Properties of thermally modified oriented strandboards (OSB). In: Proceedings forest products society 65th international convention, Portland, 19–21 June 2011
Bonigut J, Stephani S, Dube H (2010a) Eigenschaften thermisch vergüteter Massivholzplatten und OSB—part 1: Kurzzeiteigenschaften. Holztechnologie 51(4):14–18
Bonigut J, Stephani S, Dube H (2010b) Eigenschaften thermisch vergüteter Massivholzplatten und OSB—part 2: Langzeiteigenschaften. Holztechnologie 51(5):16–20
Burmester A (1975) Zur Dimensionsstabilisierung von Holz. Holz Roh-Werkst 33:333–335
Chaouch M, Dumarcay S, Petrissans A, Petrissans M, Gerardin P (2013) Effect of heat treatment intensity on some conferred properties of different European softwood and hardwood species. Wood Sci Technol 47:663–673
Del Menezzi CHS, Tomaselli I (2006) Contact thermal post-treatment of oriented strandboard to improve dimensional stability: a preliminary study. Holz Roh-Werkst 64:212–217
Del Menezzi CHS, Tomaselli I, Okino EYA, Teixeira DE, Santana MAE (2009) Thermal modification of consolidated oriented strandboards: effects on dimensional stability, mechanical properties, chemical composition and surface color. Holz Roh- Werkst 67:383–396
EN 322 (1993) Wood-based panels—determination of moisture content
Ernst K (1967) Möglichkeiten zur Verminderung der Quellung bei Spanplatten. Holztechnologie 8:41–47
Fengel D (1966) Über die Veränderungen des Holzes und seiner Komponenten im Temperaturbereich bis 200 °C—Erste Mitteilung: heiß- und Kaltwasserextrakte von thermisch behandeltem Fichtenholz. Holz Roh-Werkst 24:9–14
Fengel D, Przyklenk M (1970) Über die Veränderung des Holzes und seiner Komponenten im Temperaturbereich bis 200 °C—Fünfte Mitteilung: einfluß einer Wärmebehandlung auf das Lignin in Fichtenholz. Holz Roh-Werkst 28:254–263
Heebink BG (1967) Wax in particleboards. In: Proceedings first Washington state university international symposium on particleboard, 1–3 March 1967, Pullman, USA
Krug D (2010) Influence of defibration conditions and resin on the properties of medium density fibreboards (MDF) for use in humid and exterior conditions. PhD thesis, University of Hamburg, Germany
Maloney TM (1993) Modern particleboard & dry-process fiberboard manufacturing. Updated edition, San Francisco, USA, pp 389–405
Mühlböck K, Fillafer F (2001) Verfahren und Vorrichtung zur thermischen Behandlung von Holz. Patent application EP 1 118 828 (A1)
Navi P, Girardet F (2000) Effects of thermo-hydro-mechanical treatment on the structure and properties of wood. Holzforschung 54:287–293
Ohlmeyer M, Paul W (2010) Optimierung der Eigenschaften von Holzwerkstoffen mit Hilfe von thermischen Modifizierungsmethoden. Work report from the Institute of wood technology and wood biology, University of Hamburg, Germany, no 2010/2
Popescu M-C, Lisa G, Froideveaux J, Navi P, Popescu C-M (2014) Evaluation of the thermal stability and set recovery of thermo-hydro-mechanically treated lime (Tilia cordata) wood. Wood Sci Technol 48:85–97
Sandermann W, Augustin H (1963) Chemische Unterschungen über die thermische Zersetzung von Holz: erste Mitteilung: Stand der Forschung. Holz Roh-Werkst 21:256–265
Scheiding W (2011) Verfahren zur thermischen Modifizierung oder Vergütung von Holz und Holzprodukten. Patent application DE102009047137 (A1)
Scheiding W, Flade P, Plaschkies K (2012) Sandwich stacking—a smart innovation for thermal modification in open kilns. In: Proceedings sixth european conference on wood modification, Ljubljana, Slovenia, 16–18 September 2012
Skyba O (2008) Durability and physical properties of thermo-hygro-mechanically (THM)-densified wood. Dissertation thesis, ETH Zurich
Stamm AJ (1956) Thermal degradation of wood and cellulose. Ind Eng Chem 48(3):413–417
Stuckenberg P (2013) Untersuchungen zum Verhalten eines pMDI-Klebstoffes unter Temperatureinwirkung. Term paper, 4th semester, Berufsakademie Dresden
Acknowledgments
The underlying investigations of this article were part of a R&D project funded by the German Federal Ministry of Economics and Technology at the decision of the German Bundestag (MF090091).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bonigut, J., Krug, D. & Stuckenberg, P. Dimensional stability and irreversible thickness swell of thermally treated oriented strandboards (OSB). Eur. J. Wood Prod. 72, 593–599 (2014). https://doi.org/10.1007/s00107-014-0820-x
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-014-0820-x