
Abstract
AISI 4340 has been widely used in automobile and aerospace industries due to their adequate mechanical and chemical properties. This paper investigated the effect of cutting parameters such as cutting speed, feed and depth of cut on cutting force and cutting temperature in dry turning of AISI 4340 hardened alloy steel with a multilayer coated carbide tool. The optimization of cutting conditions is highly important that helps the manufacturing technocrats in process planning as the economy of machining operation defines the competitive advantage. The study investigated the optimum cutting parameters that could produce a significant reduction in cutting temperature and cutting forces leading to improve tool life as well as the surface finish of the machined surface in hard turning. Taguchi’s L9 orthogonal array was used to design the experiment and analysis of variance (ANOVA) was performed to identify the significant factors affecting the cutting forces and cutting temperatures. The experimental results showed that the feed is the most influencing factor on cutting force and cutting temperature followed by the depth of cut and cutting speed.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The machining is a major and critical sector of the manufacturing process, which has major influences on the final product quality. The heat generation due to plastic deformation, friction between tool-chip interface and tool-workpiece interface affects the tool life, tool wear and surface integrity of the machined surface. Cutting force and cutting temperature are the performance indicator in the machining process. The proper selection of cutting conditions could reduce the cutting temperature and cutting force significantly, and in turn, it would improve the tool life and the surface quality of the machined component. Suresh et al. [1] analyzed the influence of cutting parameters on resultant cutting force in turning of hardened alloy steel AISI 4340 of 48 HRC using full factorial design. The results revealed that the combination of low feed rate, low depth of cut, and high cutting speed is beneficial for minimizing the machining force. Das et al. [2] studied the effect of cutting parameters during dry turning of hardened AISI 4340 steel (47 HRC) and showed that the feed is a prime factor, cutting speed second prime and depth of cut having no significance on surface roughness and cutting force. Aouici et al. [3] investigated the effect of cutting parameters and workpiece hardness on surface roughness and cutting force components in hard turning of AISI H11 steel by using cubic boron nitride insert. The results showed that the cutting force is most influenced by the depth of cut and surface roughness by feed rate. Qasima et al. [4] described the numerical method of optimization of machining parameters with multiple cutting tools. It showed that the optimization helps to reduce the cutting forces and cutting temperature while machining AISI 1045 steel. It was inferred that the feed rate and depth of cut have the most dominant effect on cutting force and the cutting temperature is highly influenced by cutting speed and rake angle in hard turning process. Gupta et al. [5] showed that the cutting condition such as cutting speed and feed rate have a remarkable effect on the tool wear, surface roughness, and cutting force in dry turning of AISI 4340. Das et al. [6] studied the effect of cutting speed, feed rate, and nose radius on cutting force in dry turning of AISI 4340 alloy steel with coated carbide tool and optimized the parameters to get the best response. In a similar class of materials, Singh et al. [7] performed the cutting operation on D2 steel and found that the optimum condition of cutting parameters such as feed rate and depth of cut, which influences the cutting forces and surface roughness significantly. Motorcu et al. [8] investigated the effect of cutting conditions on AISI 4140 on tool–chip interface temperature, tool temperature, and surface roughness using Taguchi analysis. Aslan et al. [9] reported that the cutting speed, depth of cut, and feed rate have a considerable effect on cutting force, tool life, and surface roughness in turning of AISI 4140 alloy steel. Bouacha et al. [10] investigated the effects of cutting parameters on cutting forces during machining of bearing steel with CBN tool and found that the cutting force is greatly influenced by the depth of cut, whereas the feed rate and cutting speed have a less significant effect on cutting force.
1.1 Taguchi Approach
The word “optimization” in the Taguchi method implies determining the best level of control factors, which maximize the signal-to-noise ratio. The desired output properties are achieved by calculating the log function of the signal-to-noise ratio. The determination of these levels is conducted by experiments based on “Orthogonal Arrays,” which are less in number still have a balance for all control factors. This, in turn, means that the material and time required for the experiments also become lesser. Taguchi approach uses the signal-to-noise ratio to measure the response variation with respect to target value under different noise conditions. Depending upon the aim of the experimentation, one can select the signal-to-noise ratio as “smaller-to-better,” “larger-to-better,” and “nominal-to-best.” The percentage contribution of each response parameter is calculated using variance analysis (ANOVA). According to experimental data, the highest value of the signal-to-noise ratio is the optimal level for process parameters. The objective of this study was to investigate the influence of the cutting speed, feed, and depth of cut on cutting temperature and cutting force in dry turning of AISI 4140 hardened alloy steel by applying Taguchi’s technique and analysis of variance (ANOVA).
2 Experimental Procedure
2.1 Equipment and Material
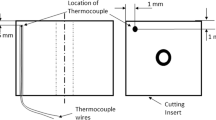
The cutting parameters such as cutting speed, feed, and depth of cut were selected as process parameters, and AISI 4340 hardened alloy steel of 55 HRC was selected as a workpiece material for this study. AISI 4340 alloy steel is widely used in the automotive and aircraft industries. The typical applications include components such as connecting rods, collets, conveyor pins, gears, stem assemblies, pump shafts, and tool holders. The chemical configuration of AISI 4340 is listed in Table 1. NH-18 lathe machine (HMT Make) was used for turning experiments; it has a maximum spindle speed of 1800 rpm and a maximum power of 7.5 kW. Multilayer-coated (TiN/TiCN/Al2O3) carbide tool insert with −6° rake angle, 6° clearance angle, and 0.08 mm nose radius was used for cutting operation. IEICOS lathe tool dynamometer (model 652) with digital multicomponent force indicator with three independent digital panel meters were used to measure XYZ force. Also, IEICOS handheld digital infrared thermometer (Range: 50–1850 °C) and K-type embedded thermocouple were used for temperature measurement.
2.2 Design of Experiments
Taguchi’s optimization technique was used in deriving an orthogonal array to examine the quality aspect through minimum practicable trials. The results obtained through experimentation based on the orthogonal array (OA) were transformed in the form of signal-to-noise ratios to analyze the effects of cutting speed, depth of cut, and feed on the responses. An orthogonal array for three parameters and for each parameter three different levels were planned according to the design of experiments method. The cutting parameters were selected based on the literature review and tool manufacturer’s recommendation. Table 2 shows the cutting parameters and their levels.
To perform the parametric optimization, there has to be a minimum number of experiments to be carried out which is determined as:
L9 orthogonal array (OA) was a sufficient array to optimize the cutting parameters, on the basis of which experiments were performed and output parameters were determined, i.e., cutting force and cutting temperature. The signal-to-noise ratio is used to investigate the influence of turning parameters on the response parameters. For examination, the following quality characteristics were selected, “smaller-the-better”, “larger-the-better”, and “nominal-the-better” (Tables 3 and 4).
-
“Smaller-the-better (minimize): signal-to-noise = −10 * log(Σ(Y2)/N)”
-
“Larger-the-better (maximize): signal-to-noise = −10 * log(Σ(1/Y^2)/n)”
-
“Nominal-the-best: signal-to-noise = −10 * log(S2)”.
3 Results and Discussion
For statistical analysis, Minitab 17 software was employed. The smaller-the-better technique of signal-to-noise ratio was used. The table of response for cutting speed, feed rate, and depth of cut is expressed based on the determined combined signal-to-noise ratio by averaging this ratio for each level of input parameters as presented in Table 5. From the response table, the main effects plot of S/N ratio is plotted for cutting speed, feed rate, and depth of cut as shown in Fig. 1.

Main effect plot of signal-to-noise ratio is shown on three different levels of cutting speed, depth of cut, and feed
On basis of response table and main effects plot of the combined signal-to-noise ratio, the level of optimum parameters was identified as 110 m/min cutting speed, 0.08 mm/rev feed rate, and 0.1 mm depth of cut (A2B1C1). Table 6 shows optimal cutting conditions. To analyze the impact on categorical factors on responses, the analysis of variance was used and it proved to be an effective method. Factors having the highest contribution to the quality characteristics are deduced through analysis of variance. Table 7 shows the analysis of variance for combined responses. It was observed that the feed rate has a significant effect on responses followed by cutting speed and depth of cut (Table 6).
From the ANOVA table, it is observed that the feed rate is the most significant factor contributing by 58.30%, followed by the depth of cut by 26.64% and cutting speed by 14.01% (Tables 8 shows the model summary and Table 9 shows the cutting force and cutting temperatures at optimal conditions).
4 Conclusion
This paper evaluated the merits of the Taguchi method, as it aids in making decision for selecting the most optimal parameters to minimize the cutting force and cutting temperature in turning AISI 4340 hardened alloy steel. It is also evident that proper selection of process parameters appraises the quality attributes in turning of hard-to-cut material. The optimal cutting conditions were as cutting speed 110 m/min, feed rate 0.8 mm/rev, and depth of cut 0.10 mm. From the ANOVA table, it has been observed that the feed is the most significant factor contributing 58.03%, followed by the depth of cut 26.64% and cutting speed by 14.01%. It was observed that the hard turning at optimum cutting parameters decreases the cutting force and cutting temperature significantly, which improves the tool life and surface finish thereby reducing machining cost and increasing the economy of the operation.
References
Suresh R, Basavarajappa S, Gaitonde VN, Samuel GL (2012) Machinability investigations on hardened AISI 4340 steel using coated carbide insert. Int J Refract Metals Hard Mater 75–86
Das SR, Kumar A, Dhupal D, Mohapatra SK (2013) Optimization of surface roughness in hard turning of AISI 4340 steel using coated carbide inserts. Int J Inf Comput Technol 871–880
Aouici H, Yallese MA, Chaoui K (2012) Analysis of surface roughness and cutting force components in hard turning with CBN tool: prediction model and cutting conditions optimization. Measurement 344–353
Qasima A, Nisara S, Shaha A, Mohammed MSK, Sheikhb A (2015) Optimization of process parameters for machining of AISI-1045 steel using Taguchi design and ANOVA. Simul Model Pract Theory 36–51
Gupta MK, Sood PK (2015) Optimization of machining parameters for turning AISI 4340 steel using Taguchi based grey relational analysis. Indian J Eng Mater Sci 679–685
Das S, Mandal B (2016) Exploring machinability of AISI 4340 steel with coated carbide inserts. Adv Intell Syst Res 137:165–170
Singh P, Singh R (2014) Optimization of machining characteristics of D2 steel under different in turning conditions. Int J Innov Sci Eng Technol 219–223
Motorcu AR, Isik Y, Kus A, Cakir MC (2015) Analysis of the cutting temperature and surface roughness during the orthogonal machining of AISI 4140 Alloy Steel via the Taguchi method. Izvirni znanstveni lane 343–351
Aslan E, Camuşcu N, Birgören B (2007) Design optimization of cutting parameters when turning hardened AISI 4140 steel (63 HRC) with Aluminum oxide + TiCN mixed ceramic tool. Mater Des 1618–1622
Bouacha K, Yallese MA, Mabrouki T, Rigal JF (2010) Statistical analysis of surface roughness and cutting forces using response surface methodology in hard turning of AISI 52100 bearing steel with CBN tool. Int J Refract Metals Hard Mater 349–361
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Mane, S., Mishra, A., Kannawar, V. (2020). Optimization of Cutting Parameters in Dry Turning of AISI 4340 Hardened Alloy Steel with Multilayered Coated Carbide Tool. In: Vasudevan, H., Kottur, V., Raina, A. (eds) Proceedings of International Conference on Intelligent Manufacturing and Automation. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4485-9_11
Download citation
DOI: https://doi.org/10.1007/978-981-15-4485-9_11
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4484-2
Online ISBN: 978-981-15-4485-9
eBook Packages: EngineeringEngineering (R0)