
Abstract
In this work, the performance of the CBN tool has been studied during hard turning of AISI 4340 steel in dry environment. The machining parameters that vary during the turning process are cutting speed, feed rate, and depth of cut. The experiments are performed according to Taguchi’s L9 orthogonal array, and ANOVA is used to analyze the influence of machining parameters on output responses, viz. machining forces and surface characteristics of the machined surface. Finally, multi-objective optimization technique like VIKOR method is used to get optimal machining parameters for better performance. Feed rate is found to be the most influential parameter on the output performances followed by depth of cut and cutting speed. Further, regression analysis is used to correlate the experimental data with predicted data.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
1 Introduction
In industries, the main target is to manufacture with low cost and high accuracy with less machining time. Turning is one of the commonly used machining processes for the cutting operation and specially for the finishing of components. In this process, the essential task is the selection of cutting parameters to accomplish high cutting performance. The selection of cutting parameters reflects the surface quality and dimensional accurateness of the machined components, which evaluate the quality of the product. Surface quality of finished product in turning is one of the major quality characteristics. Surface qualities of product quantify the technical quality of product as well as influence the cost of the product. The selection of the process parameters also affect the cutting force applied on the material surface during machining. The application cutting force on the work piece material while machining also influences the surface quality of the product [1, 2]. Recently, hard turning process is gaining popularity in manufacturing industries over the slow and cost-intensive grinding process due to less consumption of time, cost, and energy. Hard turning is extensively used in finishing operation and machining of work piece material having hardness greater than 45 HRC is called as hard turning. After the commercialization of cubic boron nitride (CBN) tools, hard turning extended more attention for the machining hard materials in comparison with traditional grinding [3]. During finish hard turning operation, complex and mutual interactions are produced between tool and work piece at the contact surfaces. Subsequently, significant cutting forces and extreme tribological conditions developed a dry severe cutting edge, which causes plastic deformation of the cutting edge. Another important characteristic of the machined surface is their roughness and its indexes. The roughness has more significance during the utilization of final product. The researchers have emphasized for a long time to predict these surface roughness indexes for a given process under the specific cutting environments. The use of cutting fluid during machining process creates more occupational risks. So, it is suggested to study machinability in dry conditions. It is suggested to machine hard materials in dry environment to perform at greater cutting speed which effects higher tool tip temperature and softens the work piece material. The advantages of hard machining are decease in machining cost, time saving, improve surface quality, and elimination of deformities due to temperature. The application of hard machining can be improved by the utilization of optimization techniques that helps the manufactures for taking decision in multi-objective quality characteristics for better machining [4, 5].
Many literatures in machining operation have suggested the effect of different tool materials and cutting parameters on tool life and machined surface characteristics during machining by taking different work piece material. Stakhniv and Devin have studied the influence wear of CBN-based composite tool insert during finish turning of hardened steel on tool vibration. Here, they have used CBN/Si3N4 insert during turning process and studied the effect of tool vibration on surface roughness. They found that the rise of tool wear up to its critical value has no substantial effect on the tool vibration, while above critical value of tool wear, there occurs a significant increment in tool vibration with increase in machined surface roughness [6]. Gangopadhyay et al. have analyzed the effect of cutting speed cutting tool surface properties on the formation of build-up-edge (BUE) during dry turning of aluminum alloy by using different cutting tools like uncoated K10, PVD TiN-coated K10, CVD diamond-coated K10, and polycrystalline diamond (PCD). Uncoated K10 and PVD TiN-coated tools are unsuccessful in preventing of BUE. While, CVD diamond-coated and PCD tools have brought down the BUE significantly at machining with lower value of cutting speed [7]. Bhusan et al. have performed the machining of 7075 aluminum alloy-SiC metal matrix composite by taking tungsten carbide and polycrystalline diamond (PCD) tool inserts. The surface roughness of the machined surface by carbide tool is found to be lower as compared to PCD at same parametric conditions. But, flank wear of the tungsten carbide tool is found to be more as compared to PCD at same parametric conditions [8]. Che-Haron has performed the dry machining of Ti-6Al-2Sn-4Zr-6Mo alloy by using uncoated cemented carbide tools. The tool inserts having finer grain size have shown longer tool life. The tool wear occurred because of flank face wear and extreme chipping action on the flank edge. With increase in cutting time, average flank wear increases. And by increase in feed rate and cutting speed, tool life decreases. The microstructure of the machined surface changes by increase of micro-hardness of the top white layer [9].
Nordgren et al. have analyzed the plastic deformation of cemented carbide tools by finite element model (FEM) during turning of quenched and tempered AISI 4340 steel and compared it with the actual experimental result of plastic deformation [10]. Ramesh et al. have studied the influence of process parameters on the surface roughness of machined part during turning of titanium alloy by using CVD-TiN-TiCN-Al2O3-TiN-coated carbide. They have found that feed has highest effect towards the surface roughness [11]. Jagadish and Samual have investigated the micro turning process of titanium alloy by using TiN/AlTiN-coated carbide tool. They have studied the effect of feed, speed, and depth of cut on cutting force and surface roughness [12]. Upadhyay et al. have analyzed the influence cutting parameters and amplitude of vibration on surface roughness during turning of Ti-6Al-4V alloy [13]. Similarly, Khan and Maity have performed the turning of titanium (grade 2) by taking cryogenically treated inserts and study the effect speed, feed rate, and depth of cut on cutting force, surface roughness, machining temperature, and material removal rate. Cutting force, machining temperature, and surface roughness are found to be less during machining by cryogenically treated tool [14]. Again, Khan and Maity have studied the effect of cutting speed and cooling method like dry cutting, flood cooling and minimum quantity lubrication using carbide inserts during turning of titanium (grade 2). They have found that the use of minimum quantity lubrication has given superior machining performances [15]. Parida and Maity have compared the machinability of Inconel 718, Inconel 625 and Monel 400 at room and hot temperature of 300 °C and 600 °C during turning operation. They have found that there is substantial decrease of cutting force, tool wear, chatter formation, and surface roughness with rise in tool life and chip tool contact length during hot machining for all the three work pieces [16]. Pattnaik et al. have studied the performance of different tool inserts like WC, WC + TiN, WC + Ti (C, N) + Al2O3, polycrystalline diamond (PCD), and cemented carbide (K-10) insert during dry machining of aluminum. They have found that PCD tool exhibits superior results with respect to roughness, tool wear, and smoother chip under face [17]. Kumar et al. studied the performance of the TiN coating of the CBN tools during machining of the AISI4340 steel. It was observed that optimum machining performance was achieved at cutting speed of 150 m/min, feed at 0.1 mm/rev, with 40 HRC of hardness, and 1.2 mm of nose radius. The cutting force reduces due to the low frictional heat generated at the tool–chip interface. The lower cutting force and cutting zone temperature reduce at lower nose radius since the area of contact resembles the amount of cutting force and tool wear formed at the tool–chip interface [18]. Mane et al. founded that cutting force and cutting temperature of AISI 4340 steel reduce by using multi-layered coated carbide cutting tool. The feed is the most influencing cutting parameter followed by depth of cut and cutting speed with a contribution percentage of 58.03%, 26.64%, and 14.01% respectively [19]. Tiwari et al. had used cermet coating insert for turning of the AISI4340 steel. The study had been focused on the chip reduction rate, surface roughness, and material removal rate. A good quality of surface finish is achieved which lies within a range of 0.212–1.452 μm. Depth of cut is the most influential cutting parameter that affects the material removal rate and chip reduction coefficient with a percentage contribution of 90.53% and 83.14%. Surface roughness is mostly affected by the feed and depth of cut with a percentage contribution of 55.03% and 44.09%, respectively [20].
2 Methodology
2.1 Taguchi’s L9 Orthogonal Array
Optimization plays a vital role for better product quality with desirable rate of production in a reasonable cost that improves the production processes for selection of appropriate machining parameters. Optimization is the process of minimizing undesired output and maximizing desired output for sustainable machining performance. While, conventional layout of cutting parameters is difficult to implement when the number of cutting variables are more. To overcome with this problem, the Taguchi method suggests a robust design layout which covers the whole parametric combination within a less number of trials. Taguchi’s L9 orthogonal array is used to conduct the experiment to reduce both time and cost of experiment.
2.2 Optimization of Turning Process by VIKOR Method
The Vlse Kriterijumska Optimizacoja I Komopromisno Resenje (VIKOR) method is a multi-criteria decision-making (MCDM) process to choose the best optimal parameters for better machining performance. By using VIKOR method, all responses are converted into a single response called VIKOR index, and optimal parametric setting is found out corresponding to lower value of VIKOR index. The procedure of VIKOR method is explained as follows [21,22,23]:
-
1.
Normalize the output responses.
\( {y}_j^{\mathrm{min}} \)and \( {y}_j^{\mathrm{max}} \) are the minimum and maximum value of output responses, respectively. Yij= normalized value.
-
2.
Calculate the ideal (A*) and negative ideal (A−) solution.
-
3.
Calculate the utility (Si) and regret (Ri) measures for each experimental trials.
wj = weightage such that ∑wj = 1
-
4.
Calculate the VIKOR index of the ith experimental trial.
i = 1, 2, 3…n,
ν = weight of the maximum group utility, which is usually taken as 0.5.
3 Experimental Details
AISI 4340 hardened steel of cylindrical rod with 40 mm diameter and 250 mm long is used as work piece material for this experiment (as shown in Fig. 1). The hardness of AISI 4340 hardened steel is 52 HRC. AISI 4340 steel is difficult to machine due to excessive hardness, low specific heat, and high strain rate. Due to heat treatment, the material hardness increases. Therefore, turning of this material is called as hard turning. This steel is widely used in industries for making components like axles, gears, shafts, bearings, structures, and automobile parts. The chemical composition of the workpiece is shown in Table 1. In the present study, cubic boron nitride (CBN ) cutting insert is used having specification CNMX 120408EN TA201 in dry environment. The tool insert and designated tool holder (PSLNR2525M12) are shown in Figs. 2 and 3, respectively.

Work piece

CBN insert

Tool holder
Three cutting parameters taken during hard machining are cutting speed, feed rate, and depth of cut with three levels and their influence on output responses like machining forces (axial, radial, and tangential force) and surface characteristics (average surface roughness, height of the profile, average height of the profile) of the machined surface are analyzed. Taguchi’s L9 orthogonal array is used to conduct the experiment to reduce both time and cost of experiment. All the cutting forces are measured by a three component force dynamometer provided on the turret disk of the high-speed precision lathe through a custom designed turret adapter for tool holder generating sufficient rigid tooling fixture. The forces acting towards the tool are essential part of machining to analyze the machinability conditions. The surface roughness parameters of the machined surface are measured by surface roughness profile-meter (Taylor Hobson Surtronic 128). The different levels of turning parameters are given in Table 2.
The values of each parameter during all the nine experiments are also shown in Table 3. The experiment of turning operation is performed in AISI 4340 steel by using CBN tool insert and corresponding responses like machining forces Fx, Fy, and Fz and surface roughness parameters Ra, Rt, and Rz are measured and presented in Table 3.
4 Results and Discussion
4.1 Optimization of Turning Process by VIKOR Method
Optimization is the process of minimizing undesired output and maximizing desired output for sustainable machining performance. In this turning operation, all the output parameters like Fx, Fy, Fz, Ra, Rt, and Rz are minimized.
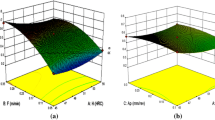
By following the procedure of VIKOR method as described in Eqs. (1)–(6), the normalized responses, utility (Si) measures, regret (Ri) measures, and VIKOR index (Qi) are calculated and presented in Table 4. The results are analyzed by analysis of variance (ANOVA) and main effect plot generated by using MINITAB-17 software. The ANOVA of Qi is given in Table 5 with R2 = 94.5%. The significance of machining parameters on the responses is determined by ANOVA. It is observed that all the three parameters are insignificant. All the three parameters p-values are more than 0.05 with 95% confidence level. The feed rate, depth of cut, and cutting speed are contributing about 57.56%, 32.28%, and 4.64%, respectively. R2 = 94.5% shows that the model predicts the response with high accuracy. From Fig. 4, it is observed that Qi increases with increase in feed rate and depth of cut, whereas it decreases with increase in cutting speed. From Table 6 and Fig. 4, it is found that the optimum levels for lower values of machining forces and surface roughness parameters are level 3 (202 m/min) for speed, level 1 (0.08 mm/rev) for feed, and level 1 (0.2 mm) for DOC, respectively.

Main effect plot for Qi
4.2 Tool Wear
In this research, the cutting tool was made with cubic boron nitride (CBN ). This tool has properties like low frictional coefficient and anti-adhering. The adhesion of steel on the cutting edge is reduced by decreasing cutting resistance which reduced formation of built-up edge. As a result, it led to maintain the sharpness of the edge with superior machining quality of the work materials. The major wear forms on the tools are the combination of flank wear and rounding of the nose. During early machining period, the flank wear was seen at the cutting edge and the outer layer of coating material was rubbed away due to abrasion between the insert and the work piece. During machining, the wear increased and material was removed from the cutting edge and then the flank wear was also increased quickly till the cutting tool had to be discarded. This is called one type of wear which is chip out wear. Figures 5 and 6 show the SEM image of tool insert before and after machining. During turning the cutting zone temperature increases, this softens and decreases the strength of the BUE. Mainly the tool flank wear was strongly affected by the interactions between the cutting tool and work piece in the form of contact stress and cutting temperature during operation. Due to increase in cutting speed and feed rate, the rubbing action becomes faster and more heat is produced although the contact time reduces, which generates heat at flank side and softens the edge and increases the wear on the tool surface. It is also one type of tool wear which is also known as chip out from the surface of the cutting tool. Sometimes white layers were observed with hardness more than that of the bulk material which is showing in Fig. 7 (optical images of tool insert after machining). There was a reduction of iron and chromium, whereas increase in carbon and oxygen content on the white layer. The tool wear rate is increased with increase in cutting speed and the depth of white layer and hardness is reduced. This is due to increase in speed. The temperature of work piece material is reduced with increase in temperature of chip. This reduce in temperature of machined surface is due to faster rate of chip removal and deficient contact time. Therefore, less heat is conducted into work piece, whereas more heat is carried out by the chip. This study was observed during the hard turning of AISI 4340 steel with CBN insert.

SEM images showing the CBN tool before machining

SEM images showing the wear of CBN tools after machining

Optical images of tool insert after machining at (a) Speed = 106 mm/min, Feed = 0.16 mm/rev, Doc = 0.6 mm and (b) Speed = 138 mm/min, Feed = 0.0.08 mm/rev, Doc = 0.4 mm
5 Conclusion
The current study analyzed the influence of cutting speed, feed rate, and depth of cut on the performance of cubic boron nitride (CBN ) tools in terms of cutting forces, surface roughness parameter while turning AISI 4340 steel. The MCDM approach like VIKOR method is used for the multi-response optimization of turning operation. The analysis of variance (ANOVA) result of VOKOR index shows that the optimal combination of low feed rate and low depth of cut with high cutting speed is advantageous for reducing machining forces and surface roughness parameters collectively. The feed rate, depth of cut, and cutting speed contribute about 57.56%, 32.28%, and 4.64%, respectively. The study concludes that hard turning variables (cutting forces, surface roughness parameters) are essential for the optimization of cutting tool design and cutting conditions (cutting speed, feed rate, depth of cut) such that product quality, productivity, and tool life are maximized. The hard turning process is being used gradually in industry to replace the costly and slow grinding process in finishing mechanical components.
References
Yang, W. H., & Tarng, Y. S. (1998). Design optimization of cutting parameters for turning operations based on the Taguchi method. Journal of Materials Processing Technology, 84, 122–129.
Nalbant, M., Gokkaya, H., & Sur, G. (2007). Application of Taguchi method in the optimization of cutting parameters for surface roughness in turning. Materials and Design, 28, 1379–1385.
Rathod, K. B., & Lalwani, D. I. (2017). Experimental investigation of flank wear and surface roughness during hard turning of AISI H11 steel with CBN tools. Indian Journal of Engineering & Materials Sciences, 24, 171–181.
Das, A., Mukhopadhyay, A., Patel, S. K., & Biswal, B. B. (2016). Comparative assessment on machinability aspects of AISI 4340 alloy steel using uncoated carbide and coated cermet inserts during hard turning. Arabian Journal for Science and Engineering, 41, 4531–4552.
Asilturk, I., & Akkus, H. (2011). Determining the effect of cutting parameters on surface roughness in hard turning using the Taguchi method. Measurement, 44, 1697–1704.
Stakhniv, N. E., & Devin, L. N. (2012). The study of the influence of wear of the cutting tool with an insert of cBN-based composite material on the tool vibrations in finish turning of hardened steels. Journal of Superhard Materials, 34(3), 193–199.
Gangopadhyay, S., Acharya, R., Chattopadhyay, A. K., & Sargade, V. G. (2010). Effect of cutting speed and surface chemistry of cutting tools on the formation of BUL or BUE and surface quality of the generated surface in dry turning of AA6005 aluminium alloy. Machining Science and Technology, 14, 208–223.
Bhushan, R. K., Kumar, S., & Das, S. (2010). Effect of machining parameters on surface roughness and tool wear for 7075 Al alloy SiC composite. International Journal of Advanced Manufacturing Technology, 50, 459–469.
Che-Haron, C. H. (2001). Tool life and surface integrity in turning titanium alloy. Journal of Materials Processing Technology, 118, 231–237.
Nordgren, A., Samani, B. Z., & Saoubi, R. (2014). Experimental study and modelling of plastic deformation of cemented carbide tools in turning. Procedia CIRP, 14, 599–604.
Ramesh, S., Karunamoorthy, L., & Palanikumar, K. (2012). Measurement and analysis of surface roughness in turning of aerospace titanium alloy (gr5). Measurement, 45, 1266–1276.
Jagadesh, T., & Samuel, G. L. (2014). Investigations into cutting forces and surface roughness in micro turning of titanium alloy using coated carbide tool. Procedia Materials Science, 5, 2450–2457.
Upadhyay, V., Jain, P. K., & Mehta, N. K. (2013). In-process prediction of surface roughness in turning of Ti–6Al–4V alloy using cutting parameters and vibration signals. Measurement, 46, 154–160.
Khan, A., & Maity, K. (2017). Parametric modelling of multiple quality characteristics in turning of CP titanium grade-2 with cryo-treated inserts. International Journal of Materials and Product Technology, 54(4), 306–331.
Khan, A., & Maity, K. (2018). Influence of cutting speed and cooling method on the machinability of commercially pure titanium (CP-Ti) grade II. Journal of Manufacturing Processes, 31, 650–661.
Parida, A. K., & Maity, K. (2018). Comparison the machinability of Inconel 718, Inconel 625 and Monel 400 in hot turning operation. Engineering Science and Technology: An International Journal, 21, 364–370.
Pattnaik, S. K., Bhoi, N. K., Padhi, S., & Sarangi, S. K. (2018). Dry machining of aluminum for proper selection of cutting tool: Tool performance and tool wear. International Journal of Advanced Manufacturing Technology, 98, 55–65.
Kumar, S., Singh, D., & Kalsi, N. S. (2020). Performance evaluation of TiN-coated CBN tools during turning of variable hardened AISI 4340 steel. In Advanced engineering optimization through intelligent techniques (pp. 847–857). Springer.
Mane, S., Mishra, A., & Kannawar, V. (2020). Optimization of cutting parameters in dry turning of AISI 4340 hardened alloy steel with multilayered coated carbide tool. In Proceedings of international conference on intelligent manufacturing and automation (pp. 99–105). Springer.
Tiwari, P. K., Kumar, R., Sahoo, A. K., Panda, A., Das, D., & Roy, S. (2020). Performance evaluation of coated cermet insert in hard turning. Materials Today: Proceedings, 26, 1941–1947.
Sahu, A. K., Mahapatra, S. S., & Chatterjee, S. (2018). Optimization of electro-discharge coating process using harmony search. Materials Today: Proceedings, 5, 12673–12680.
Sahu, A. K., & Mahapatra, S. S. (2019). Optimization of surface roughness parameters by different multi-response optimization techniques during electro-discharge machining of titanium alloy. In K. Kumar, N. Kumari, & J. P. Davim (Eds.), Non-conventional machining in modern manufacturing systems (pp. 82–108). Springer.
Khan, A., & Maity, K. A. (2016). Novel MCDM approach for simultaneous optimization of some correlated machining parameters in turning of CP-titanium grade 2. International Journal of Engineering Research in Africa, 22, 94–111.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Tarai, J.K., Sahu, S., Pradhan, S., Prakash, C., Sahu, A.K., Mahapatra, S.S. (2022). Experimental Study on Machinability of AISI 4340 Steel During Hard Turning by CBN Tool. In: Prakash, C., Singh, S., Ramakrishna, S. (eds) Additive, Subtractive, and Hybrid Technologies. Mechanical Engineering Series. Springer, Cham. https://doi.org/10.1007/978-3-030-99569-0_1
Download citation
DOI: https://doi.org/10.1007/978-3-030-99569-0_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-99568-3
Online ISBN: 978-3-030-99569-0
eBook Packages: EngineeringEngineering (R0)