
Abstract
This article focuses on optimization of cutting parameters during the turning of hardened AISI 4140 alloy steel using with TiAlN–TiN, PVD-coated, tungsten carbide insert. The Analysis of Variance and Taguchi’s technique are used for analysis. The three levels of feed, speed, and depth of cut are selected. A L9 orthogonal array is selected based on Taguchi’s design of experiments (DoE), and the experimental investigation is carried out. The performance measures, cutting forces, and tool-chip interface temperature are analyzed by signal-to-noise (S/N) ratio. Analysis of variance is used to determine the most contributing factor, which shows that cutting speed is the most prominent parameter contributing by 62.71%, cutting speed by 7.04%, and depth of cut by 19.78%.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Metal machining is a coupled thermo-mechanical process. The heat generation occurs as a result of plastic deformation and friction along the tool-chip and tool-workpiece interface, which in turn raises the temperature in the cutting zone. This factor is of a major importance to the performance of the cutting tool and quality of the workpiece. The heat generation and temperature at the cutting zone due to the friction at tool-chip interface and tool-workpiece interface are significant parameters which influence chip formation mechanism, tool wear, tool life, surface integrity, and hence machining quality. The investigation of the temperature at the cutting region is imperative because of its impact on machining responses. It has been shown that lessening the temperature at the critical area during the machining process enhances the tool life and surface integrity of the workpiece.
Mohammad et al. [1] have performed numerical simulations to investigate the effects of cutting parameters on cutting force in turning of hardened alloy steel AISI 52100, 4340, and D2. The results revealed that turning AISI 52100 has the maximal feed force, turning AISI 4340 attains the maximal cutting force, and turning AISI D2 has the least cutting and feed force. The cutting force turns out to be a smaller force component and feed force as a major force component in turning hardened alloy steel. Cutting force components raises with increasing feed, negative rake angle, and nose radius. Ozel et al. [2] investigated the effect of cutting speed, feed cutting edge geometry, and workpiece hardness on cutting force in the hard turning of AISI H13 steel. In this research, it has been observed that the cutting tool geometry, cutting speed, and hardness of workpiece are found to be influencing force components. Aspinwall et al. [3] have explored the effects of cutting speed and workpiece hardness on cutting forces. Aouici et al. [4] have studied the effects of cutting speed, feed, depth of cut, and workpiece hardness on the cutting force in turning AISI H11 hardened steel. Fnides et al. [5] interpreted the effects of the cutting parameters on cutting force components in hard turning of AISI H11 tool steel. More et al. [6] have used ANOVA technique and interpreted the effect of cutting speed and feed on forces. Umbrello and Jawahir [7] have developed a finite element model which was applied to envisage the white layer formation during turning of AISI 52100 hardened steel. Chu and Wallbank [8] in 1998 stated a relationship between the cutting parameters and cutting temperature for specific range of cutting speed and feed rate. Abdil and Yashya [8] has concluded that during turning of hardened steel, the cutting speed is observed as the most influencing parameter on the tool-chip interface temperature whereas feed rate is less significant. A FEM-experimental methods for obtaining the cutting tool’s temperature fields developed and compared with physical conditions [9]. Shihab [10] presented the RSM model-based study using ANOVA for turning of AISI hard alloy steel.
Thus, there is a need for a process optimization to determine optimal values of cutting parameters, such as cutting speed, feed rate, and depth of cut to fully explore the performance turning of hardened alloy steel. The present paper aims to examine the role of cutting parameters in turning hardened AISI 4140 steel (55 HRC).
1.1 Taguchi Techniques
Taguchi design is powerful tool and efficient method for designing processes that operate persistently and optimally over a variety of conditions. To determine, the finest design needs the use of a strategically designed experiment which reveals the process to discrete levels of design parameters. Taguchi’s approach to design of experiments is easy to use and implement, and therefore it has attained immense acceptance in the field of Science and Technology [11]. There has been a great deal of ongoing applications of Taguchi method for process optimization [12]. Taguchi design is suggested for analyzing machining process problems for finding the optimum parameters.
The objective of this study is to investigate the influence of the cutting speed, feed, and depth of cut on tool-chip interface temperature and cutting force in dry turning of AISI 4140 hardened alloy steel by applying Taguchi’s technique and analysis of variance (ANOVA).
2 Experimental Procedure
2.1 Equipment and Materials
The main objective of this work was to investigate the response of cutting parameters on tool-chip interface temperature and cutting force. The cutting parameters were selected as process parameters, and AISI 4140 hardened alloy steel (55 HRC) having 50 mm dia. and 300 mm length was selected as a workpiece material for this study. The chemical configuration of the AISI 4140 hardened alloy steel is listed in Table 1. AISI 4140 is commonly used for a variety of applications in the oil and gas sector. The typical applications include components such as connection rods, collets, conveyor pins, gears, stem assemblies, pump shafts, and tool holders, etc. The turning tests were conducted in dry conditions on NH-18 lathe (HMT Make) having a maximum spindle speed of 1800 rpm and a maximum power of 7.5 kW. The cutting tool used was coated carbide cutting tool insert with 6° rake angle, 6° clearance angle, and 0.02 mm nose radius. The Al2O3 and TiC were the two-tool coating material having thickness of 5 micron and 3 microns, respectively. IEICOS lathe tool dynamometer (model 652) with digital multicomponent force indicator with 3 independent digital panel meter is used to measure XYZ force. Also, IEICOS handheld digital infrared thermometer (Range: 50–1850 °C) and K-type thermocouple are used for temperature measurement.
2.2 Design of Experiments
The Taguchi method is an effective technique of optimization and employs the distinctive design of orthogonal array (OA) to investigate the quality aspect through a least possible number of experiments. Based on the orthogonal array, the results obtained are then transformed into S/N ratio to appraise the performance. Design of experiments method is applied to plan the orthogonal array for 3 parameters such as cutting speed, feed, depth of cut, and for each parameter, 3 different values are selected within the intervals recommended by the cutting tool manufacturer (Table 2).
The least number of experiments that need to be performed for the parametric optimization is determined as,
Based on the designed L9 orthogonal array, experiments are carried out and the response parameters such as resultant cutting force and tool-chip interface temperature are determined. The numerical measure of performance characteristic like signal-to-noise ratio is used to analyze the effect of process parameters on the output parameters. For investigation, there are three types of quality characteristics, (i.e.) smaller-the-better, larger-the-better, and nominal-the-better (Tables 3, 4 and 5).
3 Results and Discussion
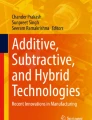
The analysis is carried out using Minitab-17 statistical software. By employing the smaller-the-better technique of signal-to-noise ratio, the combined S/N ratio is computed, which is shown in Table 6. Based on the determined combined S/N ratio, the response table for cutting speed, feed rate, and depth of cut are determined by averaging the combined S/N ratio for each level of input parameters, as shown in Table 7. From the response table, the main effects plot of S/N ratio is plotted for cutting speed, feed rate, and depth of cut which are shown in Fig. 1. From the response table and main effects plot of combined S/N ratio, the finest level of parameters are identified as cutting speed of 86.39 m/min, feed rate of 0.10 mm/rev, and depth of cut of 0.1 mm, (A1B2C2). Analysis of variance (ANOVA) is a valuable method for analyzing the effect of categorical factors on a response. It is performed to determine the factors that contribute to the quality characteristics. Minitab-17 statistical software is used to perform the analysis. Table 9 shows the ANOVA table for the combined S/N ratio. From the ANOVA table, it is observed that the cutting speed is the most significant factor contributing by 62.71%, followed by cutting speed by 7.04%, depth of cut by 19.78% (Tables 8, 9, 10 and 11).

Mean effects plot for SN ratios
4 Conclusion
The results showed that the Taguchi technique is an impressive method of deciding the optimal cutting parameters for attaining the minimal value of cutting temperature and cutting force. Also, it has been proved that the appropriate selection of process parameters and their levels enhances the quality characteristics in turning of hard to cut material.
References
Mohammad R H (2007) Effect on cutting force in turning hardened tool steels with cubic boron nitride international. J Mater Process Technol 191(1/3):274–278.
Ozel T, Hsu T K, Zeren E (2005) Effects of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel. Int J Adv Manuf Technol 25(3/4):262–926.
Aspinwall DK (2002) The effect of workpiece hardness and cutting speed on the machinability of AISI H13 Hot work die steel when using PCBN tooling. ASME JManuf Sci Engg 124(3):588–594.
Aouici H, Yallese MA, Chaoui K, Mabrouki T, Rigal JF (2002) Analysis of surface roughness and cutting force components in hard turning with CBN tool: prediction model and cutting conditions optimization. Measurement 45(3):344–353.
Fnides B, Yallese MA, Mabrouki T, Figal J (2011) Application of response surface methodology for determining cutting force model in turning hardened AISI H11 hot work tool steel. Sadhana 36(1):109–123.
More A S, Jiang W, Brown W D, Malshe AP (2006) Tool wear and machining performance of CBN-TiN coated carbide inserts and PCBN compact inserts in turning AISI4340 hardened steel. J Mater Process Tech 180(1–3):253–262.
Umbrello D, Jawahir I (2009) Numerical modeling of the influence of process parameters and work-piece hardness on white layer formation in AISI 52100 steel. Int J Adv Manuf Technol 44(9/10): 955–968.
Kus A, Isik Y, Cakir C, Coskun S, Ozdemir K. Thermocouple and Infrared Sensor-Based Measurement of Temperature Distribution inMetal Cutting. Sensors 2015:15:1274–1291.
Kryzhanivskyy V, Bushlya V, Gutnichenko O, Petrusha IA, Stahl JE. Modelling and Experimental Investigation of Cutting Temperature when Rough Turning Hardened Tool Steel with PCBN Tools. Procedia CIRP 2015:31:489–495.
Suha, Zahid, Aas, Arshad. RSM based study of cutting temperature during Hard turning with Multilayer Coated Carbide insert. Procedia Materials Science 2014:6:1233–1242.
Yang WH, Tarng YS. Design optimization of cutting parameters for turning operations based on the Taguchi method. J Mater Process Technol 1998; 84:122–9.
Ghani JA, Choudhury IA, Hassan HH. Application of Taguchi method in the optimization of end milling operations. J Mater Process Technol 2004; 145:84–92.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Mane, S., Kumar, S. (2019). Optimization of Cutting Parameters in Dry Turning of AISI 4140 Hardened Alloy Steel with Coated Carbide Tool. In: Vasudevan, H., Kottur, V., Raina, A. (eds) Proceedings of International Conference on Intelligent Manufacturing and Automation. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-2490-1_41
Download citation
DOI: https://doi.org/10.1007/978-981-13-2490-1_41
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-2489-5
Online ISBN: 978-981-13-2490-1
eBook Packages: EngineeringEngineering (R0)