
Abstract
Injection moulding is a manufacturing process to create plastic parts and it consists of four major processes injection, packing, cooling and ejection. Cooling process takes almost half of the whole cycle time in injection moulding. Injection moulds were cooled by creating straight drilled channel in mould but that channel does not provide uniform and efficient cooling since it does not conform to the shape of the mould. Conformal cooling channel takes the exact shape of the mould cavity, and therefore it provides efficient cooling. Circular, profiled circular and trapezoidal profile cooling channels have been designed for injection mould. To optimize the effectiveness of the cooling, channels with constant heat transfer between mould and cooling channels, constant perimeter and different convective heat transfer coefficient have been taken. Thermal analysis has performed on Ansys 14.5 and Taguchi method has used to optimize the best cooling channel.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In injection moulding, plastic parts are produced by injection of melted plastic granules into mould, which has two halves one is moveable and another is fixed one. Injection moulding process is capable of producing any intricate and complex design part with ease and precision [1]. Despite the various advantages and applications of injection moulding, there are various other factors like cooling channel design for mould, melt temperature, injection pressure, mould temperature and coolant temperature should be considered so that quality of the product can be improved [2]. Practically it has found that; out of total cycle time of injection moulding processes, cooling process alone takes on an average 65–75% of cycle time. For complex shape which consists of curve surfaces, straight drilled channels do not provide uniform cooling [3]. So for uniform temperature distribution in mould, conformal cooling channels have been designed. Conformal cooling channels conform to the shape of the mould cavity [4]. It cools the mould uniformly and reduces warpage, shrinkage and sink marks [5, 6]. A plastic bucket part has been taken from Myco mould industry having thickness of 1.5 mm. The main objective of this research is to reduce cooling time by designing a mould with different cooling channel profiles. Thermal transient analysis and Taguchi method have been used to optimize the best cooling channel for efficient cooling of mould.
2 Methodology
Acrylonitrile butadiene styrene (ABS) plastic and structural steel materials have been used for plastic bucket and mould, respectively. Materials properties are shown in Table 1.
2.1 Moulds Design with Conformal Cooling Channels
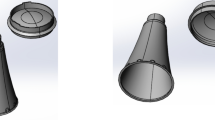
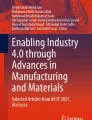
SolidWorks 17 has been used for mould design with conformal channels. Mould cavity has been used for this research since mould core also gives almost the same result as cavity. Figure 1 shows the mould with different cooling channel profiles. To design cooling channel, the rule of thumb has been utilized [7]. Table 2 shows the parameters and its level for conformal cooling channel design.

Mould cavity with profiled circular, trapezoidal and circular cooling channels profile
The diameter of circular cooling channel has been taken as 7 mm and its perimeter has calculated. All cooling channels have been designed with constant perimeter having helical and spiral path for bucket vertical face and base of the bucket, respectively.
2.2 Governing Equations of Injection Mould
In injection mould, there are four possible ways of heat transfer conduction, forced convection, free convection and radiation. Hydraulic diameters need to be found for profiled circular and trapezoidal channels. Convective heat transfer coefficient (h) for channels has been calculated using Dittus–Boetler equation [8] given by
where K is thermal conductivity of coolant, D diameter of cooling channels, \( {\text{Re}} \) is Reynold’s number and \( { \Pr } \) is Prandtl number. Heat flux (q) at the interface of the melt and mould has calculated using an analytical formula [9, 10]
where \( \rho \), c and k denote density, specific heat and thermal conductivity. Subscripts p and m are used for polymer and mould material. Plastic melt temperature and mould temperature are denoted by \( T_{\text{melt}} \) and \( T_{\text{mould}} \), respectively. Melt meets the mould surface after the time period (t).
2.3 Thermal Transient Analysis of Injection Mould
Mesh for mould cavities have been generated with medium smoothing, fast transition, minimum edge length 0.07 mm, transition ratio 0.272, maximum layer 5 and growth rate of 1.2. Ansys workbench has been used for meshing and is shown in Fig. 2. Tetrahedrons mesh with sizing 3 mm and 6 mm have been taken for sprue bush as well as cooling channel surface and mould cavity, respectively. Mesh generator generated mesh having 258,574 nodes and 168,911 elements.

Meshed mould cavity
-
A.
Boundary Conditions and Analysis Setting
Thermal transient analysis has been performed since temperature of the mould is varying with time. Cooling water, plastic melt and mould temperatures are 25 °C, 230 °C and 50 °C, respectively. Input parameters are heat flux and convective heat transfer coefficient. Heat flux at the interface of the cavity and melt has been found using Eq. (2). Convective heat transfer for each channel has been found separately using Eq. (1). Heat flux calculated was 60,369 W/m2 and convective heat transfer coefficients were 3168.79 W/m2 °C, 4153.85 W/m2 °C and 4241.22 W/m2 °C for circular, trapezoidal and profiled circular cooling channels, respectively.
De-moulding temperature has been set to 55 °C and analysis has been run for 200 s to check the output parameters. The analysis time has been set for 200 s for all moulds since some moulds take 200 s to reach de-moulding temperature. The expected results for this analysis are minimum cooling time, minimum mould surface temperature and low von Mises stress. Von Mises stress should be as low as possible to avoid failure of the mould. The output parameters of interest are presented in Table 3. Von Mises stress is denoted by “\( \sigma_{\text{Von-mises}} \)”.
3 Taguchi Analysis
An L27 array has been used since there are three factors and three levels as mentioned in Table 2. Figure 3 shows the main effects plot for signal to noise ratio. Smaller the better signal to noise (S/N) ratio has been employed since objective is to minimize the cooling time, mould surface temperature and von Mises stress. Taguchi analysis shows that among all cooling channels, mould with profiled circular channel takes minimum time to reach de-moulding temperature.

Main effects plot for signal to noise ratio
Response Table 4 shows variation in outputs with pitch, centre-line distance (L) and profile. This analysis shows that centre-line distance is the most important factor for cooling of the mould. As centre-line distance increases, cooling time of the mould gets affected drastically. Channel profile affects the cooling time of mould the least.
4 Results and Discussion
Thermal transient analyses of 27 models with circular, profiled circular and trapezoidal cooling channels have been performed on Ansys Workbench and subsequently Taguchi analysis has been performed with smaller the better S/N ratio.
Figure 4 shows the temperature and stress variation in mould with circular channel having centre-line distance 9 mm and pitch of 12 mm. The maximum temperature and stress after 200 s are 48.74 °C and 59.53 Mpa, respectively. Cooling time for all the moulds has been calculated by interpolation. Figure 5 shows temperature and stress variation of mould with trapezoidal cooling channel mould. Cooling times of the mould with circular and trapezoidal channels have been obtained as 15.39 s and 13.103 s, respectively. Lower the pitch of the cooling channel, faster will be the cooling of the mould.

Mould temperature (left) and stress variation (right) for circular cooling channel

Mould temperature (left) and stress variation (right) for trapezoidal cooling channel
The results show that the mould with profiled circular cooling channel takes minimum time to cool the mould and also it helps in minimizing the overall von Mises stress and maximum temperature on mould surface.
The cooling time of the mould is most affected by centre-line distance and less affected by the channel profile. Results show that as centre-line distance with pitch of the channel increases, cooling time also increases. Figure 6 shows that for centre-line distance 9 and 12 mm pitch with profiled circular profile, the maximum temperature and von Mises stress after 200 s is 47.854 °C and 65.651 MPa, respectively. So, decrease the cooling time of the mould centre-line distance should be kept small. Cooling channel profiles can give effective cooling if designed with appropriate pitch and centre-line distance.

Mould temperature (left) and stress variation (right) for Profiled circular cooling channel
5 Conclusion
In this research, conformal cooling channels with circular, profiled circular and trapezoidal cooling channels having equal perimeter with distinct convective heat transfer coefficient have been taken for thermal transient analysis. Analysis shows that with profiled circular cooling channel, cooling time of the mould can be reduced to some extent and it aids in increasing productivity. For constant perimeter channel, profiled circular channel takes 4.63 s less time than circular channel and 2.34 s less time than trapezoidal cooling channel. So to reduce cooling time of an injection mould and its associated defects, profiled circular and trapezoidal cooling channels can be preferred over circular cooling channel. Taguchi analysis shows that centre-line distance should be small for efficient cooling. It also shows that 12 mm pitch with 9 mm centre-line distance gives efficient cooling.
References
Tang SH et al (2006) Design and thermal analysis of plastic injection mould. J Mater Process Technol 171(2):259–267
Dang X-P, Park H-S (2011) Design of U-shape milled groove conformal cooling channels for plastic injection mold. Int J Precision Eng Manuf 12(1):73–84
Venkatesh G, Ravi Kumar Y (2017) Thermal analysis for conformal cooling channel. Mater Today 4(2):2592–2598
Singraur DS, Patil B (2016) Review on performance enhancement of plastic injection molding using conformal cooling channels. Int J Eng Res General Sci 4(4)
Vojnová E (2016) The benefits of a conforming cooling systems the molds in injection moulding process. Procedia Eng 149:535–543
Park H-S, Han Pham N (2009) Design of conformal cooling channels for an automotive part. Int J Autom Technol 10(1):87–93
Jahan SA et al (2017) Thermo-mechanical design optimization of conformal cooling channels using design of experiments approach. Procedia Manuf 10:898–911
Saifullah ABM, Masood SH, Sbarski I (2012) Thermal–structural analysis of bi-metallic conformal cooling for injection moulds. Int J Adv Manuf Technol 62(1–4):123–133
Carslaw HS, Jaeger JC (1959) Conduction of heat in solids, 2nd edn. Clarendon Press, Oxford, p 88
Kurosaki Y, Satoh I, Saito T (1996) Trans JSME 62–599C: 2864–2871
Acknowledgements
I would like to express my special thanks to M. V. Rao sir and Santosh sir for their support and guidance throughout this research.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Sharma, S.G., Singraur, D.S., Sudhakar, D.S.S. (2020). Transient Analysis of an Injection Mould with Conformal Cooling Channels. In: Parwani, A., Ramkumar, P. (eds) Recent Advances in Mechanical Infrastructure. Lecture Notes in Intelligent Transportation and Infrastructure. Springer, Singapore. https://doi.org/10.1007/978-981-32-9971-9_24
Download citation
DOI: https://doi.org/10.1007/978-981-32-9971-9_24
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-32-9970-2
Online ISBN: 978-981-32-9971-9
eBook Packages: EngineeringEngineering (R0)