
Abstract
The automobile industry works as a pillar in the manufacturing sector in a developing country like India. Due to a huge number of vehicles on the verge of the end-of-life, guidelines for the management of it came in existence with a law, AIS132, a couple of years back. This research has focused on environment-friendly methods for tyre recycling in the automobile industry. In pyrolysis process, the tyre is heated to 500–600 °C in the absence of oxygen, which leads to thermal cracking of waste tyres, and the output of this process was oil after condensing of the evolved gases. The properties which were considered to compare with diesel properties were cetane number, flashpoint, pour point, viscosity at 40 °C, calorific value, carbon content, sulphur content and density. Results of the study show that tyre pyrolysis liquid generated during the process has the properties like that of diesel. Hence, the generated liquid can be blended with diesel and this increases the commercial value of waste tyres and further helps in alleviating the ELV problem.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
1.1 Overview of Automobile Sector
The automobile industry is considered as the backbone of the Indian manufacturing sector. In the year 2010, the numbers of vehicles were around 11 crores, which included commercial vehicles, passenger vehicles, two wheelers (2 W) and three wheelers (3 W).
It is observed that vehicle ownership increased drastically in India. In the year 2014–2015, 23,366,246 vehicles were produced. According to statistics out of total vehicles produced in this year, two wheelers have the highest percentage of 80% according to number, but due to smaller size, it is lower in weight percentage which is around 40% [1].
1.2 Defining End-of-Life Vehicle (ELVs)
An end-of-life “ELV” is defined as a vehicle which will not serve its purpose fully after multiple repairs and servicing of various parts, which leads to the scrapping of such vehicle due to its deteriorated condition.
The definition provided by European Union Directive, 2000 “end-of-life” means a vehicle which is a waste. Based on the unsafe driving condition and higher emission than designated emission standards, an owner of vehicle will term a vehicle as ELV. A vehicle can be termed as ELV based on various other parameters like vehicle age, less comfort in driving, accidental damage, non-repairable parts and request of owner [2].
Due to increase in spending power of population, there is an increase in no. of vehicles; it was then expected that around 90 lakh vehicles will be termed as ELV in the year 2015, out of which more than 80% will be two-wheeler vehicles. By 2025 this number is expected to grow up to 3 times, i.e. more than 2 crores and again two wheelers will be a major part of it [3].
1.3 Challenge in Recycling ELVs
There are several challenges to be dealt regarding increasing the effectiveness and self-sustainability of ELV recycling in India as some of the wastes are economically valuable materials. This matter is of larger concerns due to:
-
1.
Growing demand for vehicles
-
2.
Anticipated huge growth of ELVs.
2 Existing ELVs
Overview: In India, till 2015, it was an informal sector which was handling ELVs; in 2015, Indian government introduced a new law for handling of ELVs, and in 2016, CPCB issued guidelines for ELVS handling [4].
Opportunities and Strengths in ELV’s Recycling
-
(I)
Creation of employment
In a developing country like India, unemployment is a big challenge before government; ELVs recycling will create huge employment due to its huge volume. So, conversion of the semiformal sector of recycling to the formal sector will generate employment as it is sustainable business due to its profit percentage. Also, due to huge emission from the old vehicle, its need of time to have stringent rules regarding the use of old vehicles leads to more generation of ELVs.
-
(II)
Material available at low cost
-
End product of recycling gives a new source of material for manufacturing industry. So, efficient way of recycling will give way to a source of material at low cost [5].
-
Most parts of ELVs are in a usable condition so it can be used again instead of new spare part in vehicle repair, such parts will affect the performance of vehicles which leads to environmental damage [6] Formal sector of recycling will eliminate this problem,
-
Safety of human life involved in the non-formal sector is less; formal recycling will increase the safety of them and will eliminate exploitation of labours involved in non-formal sector recycling process [7].
-
Automotive Industry Standards (AIS 129) for ELVs
AIS 129 help in converting non-formal sector of recycling to the formal sector, and these laws discuss the guidelines for ELVs recycling [3].
-
Primarily, it discusses responsibilities of last owner, definition related to ELVs, authorised centre for recycling, certification involved in this process, technical requirements of collection and dismantling centres.
-
This standard also sets guidelines for manufacture, extended responsibility concept comes in the picture and this guideline specifically mentions material which should not be used in the vehicle which makes recycling difficult.
-
These standards will be a guideline for effective recycling of ELVs; this norm also restricts non-formal sector functioning of recycling.
3 Generation of Tyre Pyrolysis of Tyre Pyrolysis Oil
3.1 Collection of Waste Tyre
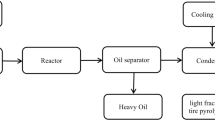
As shown in Fig. 1, this phase is comparatively easy as waste tyre is easily available at garages and service centre where replacement of old tyre takes place. For mass collection, cost of the waste tyre will be very less as it does not have functional quality. After collecting waste tyre, segregation according to its size is followed; the content of tyre vary according to its type and manufacturer; for experimental purpose, sample tyres were collected from a local garage.

Methodology followed during generation of oil from waste tyre
3.2 Cutting and Cleaning of Waste Tyre
The used tyre normally contains elastomer, carbon black, steel, zinc oxide and sulphur. Waste tyre collected may contain dust particle and oil traces which may affect heat transfer rate during pyrolysis process so cleaning of this tyre is required, and it was done with the help of water followed by high-pressure compressed air. Then, these tyres were cut into small pieces to accommodate more quantity inside the reactor; this will also improve heat transfer rate during pyrolysis process, and small particle will lead to high heat transfer rate to reduce pyrolysis time but at the same time, endothermic reaction will increase due to small particle size which increases energy consumption.
3.3 Tyre Pyrolysis Plant
Test set-up consists of structure, reactor, gas burner, stirrer and condenser. Figure 2 shows CAD model of pyrolysis plant and actual test set-up.

CAD model of tyre pyrolysis plant and test rig for pyrolysis of waste tyre
-
Structure
Prepared from angles and the frame is sturdy enough to hold the reactor and condenser on it. The size of the frame is 630 mm × 320 mm × 180 mm and is made up of angles made from MS. The frame is fully bolted to easy assembly and modifications. The mounting for the burner and reactor is a separate assembly which is bolted to the frame.
-
Reactor
It is a large vessel-like structure which is used for holding the shredded tyre pieces into it. Reactor for this project has a capacity of 10 litres and is made up of stainless steel.
The dimensions of reactor are as follows:
Reactor/pressure vessel has three outlets on the top. The central outlet contains stirrer, out of the remaining outlet one is used for collecting the gases produced from the pyrolysis process, and the other outlet is used to mount a temperature gauge which was used for monitoring the temperature in the reactor.
-
Gas Burner and LPG
For this process of producing tyre pyrolysis oil, heat is very important; so for heating the reactor, we have used standard LPG gas. The gas burner will supply the required quantity of gas and the burning will take place; the burner is made of cast iron.
-
Stirrer
Once the heating is started as soon as the temperature rises to a point where the gas production starts, the tyre present in the pressure vessel starts to settle at the bottom of the reactor. Continuous stirring ensures that the base of the pressure vessel is not covered completely because if the entire base is covered then the efficiency of heating will reduce. Stirrer ensures an overall constant rate of heating. Apart from this, because of continuous stirring, it is possible to obtain gas at a constant pace which ensures that the process is continuous.
-
Condenser
Once the gases start generating due to thermal decomposition of tyres, to condense this condenser is used. Condenser made up of copper tube which has a size of 3/8″ The tube is a soft copper tube which is coiled in a rectangular shape. This is normal steel box structures; an outlet is provided at the bottom. Water having a low temperature enters from the top and leaves through a drain valve provided at the bottom of the condenser. The gases which entered the condenser form the reactor will get condensed in the form of liquid, and non-condensable gases were taken out with a pipe and burned in a free area.
-
Temperature and Pressure Sensor
A K-type temperature is used for measuring the internal temperature of the reactor. The range of temperature sensor is from −50 to −1250 °C. The pressure sensor is Bourdon tube pressure gauge which measures pressure up to 7 Bar. These sensors are needed to monitor reactor temperature and pressure for the safety of the reactor.
3.4 Working of Pyrolysis Plant
It is the process in which shredded tyres are heated up to 500 °C in reactor in the absence or limited presence of oxygen, which led to thermal decomposition of the tyre to give various gaseous, liquid and solid outputs. The whole set-up was assembled. The leak test was done by converting water into steam and condensing it back to the liquid state. After a successful leak test, the actual experiment was conducted.
We started with 1 kg of shredded tyres. The tyre started melting around after 1.5 h of heating and fully melted around 4 h. The vapour generation of tyre also started after that and we got TPO after 6 h of heating.
4 Performance Testing on Kirloskar Diesel Engine (Model TV1)
Oil generated from waste tyre blended with diesel as it has fuel properties similar to diesel, and this blend is tested on the diesel engine to analyse performance characteristics. Tyre pyrolysis oil blended in proportion as 25:75 with diesel by volume. Major parts of the set-up are single-cylinder four-stroke engine, and dynamometer used is eddy current type.
Sensors were used for measurements of combustion pressure and crank angle. For water flow measurement, rotameter was used. With the help of this set-up, various engine performance parameters can be analysed which are brake power, indicated power, frictional power, brake mean effective pressure, indicated mean effective pressure, brake thermal efficiency, mechanical efficiency, volumetric efficiency, specific fuel consumption, A/F ratio and heat balance (Table 1).
5 Results and Discussion
Tyre pyrolysis oil generated during the experiment was tested for its various fuel properties [8]; calorific value of this oil is seen near to the calorific value of diesel. Below table shows various properties of generated tyre pyrolysis oil (Tables 2 and 3).
Two test fuels have been taken for the performance test, which are 100% diesel fuel and 75% diesel with 25% tyre pyrolysis oil (TPO 25). Below table shows the performance results for blended fuel.
At 0.45 kW, the BSFC is 0.86 for diesel, whereas for blending of 25% TPO with diesel, it is 0.88. At 0.55 kW, the BSFC is 0.81 for diesel, and for blend of 25% TPO with diesel, it is 0.85. At 0.65 kW, the BSFC is 0.80 for diesel, for blends of 25% TPO with diesel, it is 0.84. The BSFC of TPO-diesel blends is higher compared to diesel fuel. Increase in BSFC occurred due to low calorific value of TPO. This behaviour was because the engine consumes more fuel with TPO-diesel fuel blends than diesel Fuel, to get the same output as of diesel fuel.
6 Conclusion
Pyrolysis process was carried out in temperature range 500–600 °C. Gases evolved in this process were condensed to get oil, which has properties similar to that of diesel. Properties considered were cetane number, flash point, fire point, pour point, viscosity at 40 °C, calorific value, carbon content, sulphur content and density. Results of the study show that tyre pyrolysis liquid generated during the process have the properties like that of diesel. These properties could be improved by various chemical processes. Odour of this oil is very bad and hence chemical treatment is required to reduce its odour.
This TPO can be blended with diesel to run on diesel engine without any design change, but efficiency is comparatively low and high emission limits its direct use. It could be used after improving its fuel properties by using processes like distillation.
References
Khodier A, Williams K, Dallison N (2017) Challenges around automotive shredder residue production and disposal. Waste Manag 73:566–573
Directive 2000/53/EC of the European Parliament and of the Council on end-of life vehicles, 18 September 2000
Automotive Industry Standard AIS 129 on End-of-Life Vehicles by Ministry of Road Transport and Highways, Government of India (2015)
Guidelines for Environmentally sound management of end of life vehicles (ELVs) By Ministry of Environment Forests and Climate Change Central Pollution Control Board Government of India, New Delhi (2015 August)
Chen K-c, Huang S-h, Lian I-w (2010) The development and prospects of the end-of-life vehicle recycling system in Taiwan. Waste Manag 30:1661–1669
Sakai S-i et al (2013) An international comparative study of end-of-life vehicle (ELV) recycling systems. J Mater Cycles Waste Manag 16:1–20. Springerlink.com https://doi.org/10.1007/s10163-013-0173-2 16 Aug 2013
Nayak KR, Auti S (2019) Reviewing the problem of ELVs in India and checking possibilities of pyrolysis as a solution. In: Vasudevan H, Kottur V, Raina A (eds) Proceedings of international conference on intelligent manufacturing and automation. Lecture notes in mechanical engineering. Springer, Singapore
Rushdi AI, BaZeyad AY, Al-Awadi AS, Al-Mutlaq KF (2013) Chemical characteristics of oil-like products from hydrous pyrolysis of scrap tires at temperatures 150–400. Fuel 578–584
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Auti, S.M., Rathod, W.S. (2020). Design and Manufacturing of Test Rig for Pyrolysis of Waste Tyres of Two-Wheeler Vehicles (ELVs). In: Vasudevan, H., Kottur, V., Raina, A. (eds) Proceedings of International Conference on Intelligent Manufacturing and Automation. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-15-4485-9_52
Download citation
DOI: https://doi.org/10.1007/978-981-15-4485-9_52
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-15-4484-2
Online ISBN: 978-981-15-4485-9
eBook Packages: EngineeringEngineering (R0)