
Abstract
Nanofluid Spray Impingement Cooling (NSIC) has a huge potential of being used as lubricant and coolant in machining processes due to its excellent lubricating properties and high heat removal capacity. The current study was carried out to improve the machining performance along with heat transfer rate during turning of AISI 316 SS using uncoated carbide inserts under bio-oil based NSIC environment. Different volume concentrations of Karanja oil- based TiO2 nanofluid were applied during turning operation using the spray setup. Tool and chip temperatures, surface finish, and tool flank wear were measured and analyzed. The heat transfer coefficient of the bio-oil was also determined. Linear regression models were developed to predict the machining responses, i.e., tool temperature, chip temperature, average surface roughness, and tool flank wear. Taguchi based gray relational analysis was used for optimization of the machining process parameters to obtain multiple performance quality characteristics of the AISI 316 steel during turning in the SIC environment. Results indicate that the application of bio-oil based TiO2 NSIC during turning decreased the peak tool temperatures by 52% as compared to dry turning environment, i.e., 220–105 °C. There was a noticeable increase in surface finish quality by examination of the average roughness by of about 50.7%.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Present-day standards have led the manufacturing industries to meet high precision and accurate alignment demands, which have made it completely necessary to use lubricants and coolants during the machining operation. Heat generated in the cutting zone due to shear stress, is a function of the cutting parameters such as depth of cut, feed rate, and cutting speed [1,2,3,4,5,6]. Abhang et al. [7] reported that heat is generated from the energy required to generate chips during cutting metals and alloys. This heat affects the tool life, surface roughness, cutting forces, dimensional accuracy, and other performance characteristics [1, 4,5,6]. Measurement of the cutting temperature is extremely difficult as the cutting zone involves complex events. Coolants are an essential part of a machining process which carried away the heat generated in the cutting zone. Conventionally mineral oils are used as coolants which are environmentally hazardous and as a replacement natural ester oils are being used due to their high cooling performance, biodegradability, better oxidation stability [8]. Limited data is available on the performance of nanoparticles added as an additive in a vegetable oil being used as a coolant/cutting fluid while machining. Padmini et al. [2] conducted an experimental investigation to determine the performance of vegetable oil based nMoS2 (nano molybdenum disulfide) nanofluids while turning AISI 1040 steel in order to find its potential as cutting fluid/coolant during machining. They performed a comparison study of vegetable oil based nMoS2 with dry machining and machining with pure oil and reported that vegetable oil based nMoS2 provided much better performance. It was observed from the results that a reduction in cutting forces by 37%, reduction in cutting temperature by 21 and 44% reduction in tool wear was obtained compared to dry machining. Kus et al. [1] and Padmini et al. [2], used a thermocouple embedding technique to measure the temperature at the cutting zone. Khandekar et al. [3] observed that by using conventional cutting fluid based Al2O3 nanofluid, a reduction of 50% in cutting forces and 54.5% reduction in surface roughness when compared with dry machining of AISI 4340 using uncoated carbide inserts. Sharma et al. [9] obtained an increase of 8.5% thermal conductivity of vegetable oil–water emulsion based TiO2 compared to the base fluid at 3% concentration by volume, 58% reduction in tool wear and 63% reduction in cutting force was observed during turning AISI 1040 steel using MQL technique. The aim of this study is to investigate the effects of Karanja oil based TiO2 nanofluid on machining performance.
2 Experimental Design and Selection of Parameters
Cutting speed (N), depth of cut (t), feed rate (s), and air pressure (Pa) were the parameters selected as input cutting parameters. In the current study, Taguchi-based L16 design of experiments was used for optimizing the cutting parameters. Orthogonal array obtained from MINITAB software for spray experimentation is given in Table 1. Here A, B, C, and D are the depth of cut, feed rate cutting speed, and air pressure, respectively. Karanja oil based TiO2 nanofluid pressure is set at 1 bar. Cutting temperature (Tt), surface roughness (Ra), and tool wear (VBc) are the responses measured to obtain the machining performance.
3 Experimental Setup
All the turning experiments were performed on HMT NH-22 high-speed lathe. The nanofluid spray was generated using an internally mixing 1/8 J type nozzle. Figure 1 shows the experimental setup used for turning. Tungsten carbide (uncoated), SNMG-120408, TTS-grade cutting inserts were used for turning AISI 316. A k-type thermocouple was embedded in the cutting tool 1 mm behind and 0.5 mm below the cutting tip as shown in Fig. 2. Thermocouple reading was measured and recorded at an interval of 0.1 s and redundant entries are eliminated using CHINO data acquisition system.

Spray impingement cooling of AISI 316 SS

Schematic diagram of thermocouple embedding in cutting insert
3.1 Nanofluid Preparation
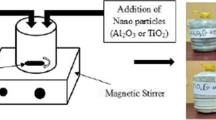
Pure Karanja oil is a thick yellow-orange to brown oil is extracted from seed and the scientific name is Millettia Pinnata having a boiling point of 316 °C, density is 924 kg/m3 at 15 °C and a viscosity of 4.77 mm2/s at 40 °C. Karanja oil based TiO2 nanofluid was prepared using the two-step method as shown in Fig. 3. TiO2 nanoparticles are first produced by high energy ball milling machine and then 0.03% by weight of TiO2 powders were manually dispersed into the base oil of 100 ml. The mixture was then stirred using a mechanical stirrer for 8 h. The stirred mixture was then subjected to sonication for 4 h. using ultra-sonication technique and then the mixture was stirred with the remaining oil to feed in the spraying system.

Two-step method for nanofluid preparation
3.2 Material
Due to high nickel and chromium content, stainless steel having high machinability characteristics and it generate high temperature and we apply more force to machining. Chemical composition, mechanical and physical properties of AISI 316 as shown in Table 2. Figure 4 shows the workpiece prepared.

Workpiece material—AISI 316 SS
4 Results and Discussion
Results reveal that the tool temperature was sufficiently lower than those in dry machining condition. It may be due to evaporative heat transfer to the mist formed by the compressed air–Karanja oil based TiO2 nanofluid spray in the spray cooled environment. The temperatures increased with the increase in spindle speed, feed, or depth of cut as more heat is generated in the machining zone at higher levels of machining parameters. Main effects plots (Fig. 7) for the means of Tt in spray cooled environment reveal that the mean tool temperature increased with the increase of either depth of cut, feed and spindle speed. However, the tool temperature reduced on increasing air pressure. Feed had the highest contribution to the tool temperature. Main effects plot (Fig. 6) for the means of Ra reveal that the surface roughness reduced on increasing N, Pw, or Pa, but it increased on increasing either feed or depth of cut. The tool flank wear increased with the increase of either of the machining process parameters (t, s, or N). It may be due to the more heat generation at the machining zone that accelerated the tool wear. However, on increasing air pressure the tool temperature reduced and hence less tool wear was observed.
4.1 Multiple Response Optimization of Machining Process Parameters
Taguchi-based grey relational analysis was used to optimize the machining process parameters (N, s, t, and Pa) for the multiple performance quality characteristics (i.e., Tt, Ra, and VBc) of the AISI 316 steel during turning in the spray cooled environment. The grey relational coefficients (with ζ = 0.5) and the grey relational grades of the responses were calculated and are presented in Table 3. Strongest relational degree between ideal sequence and compatibility sequence was achieved for run no. 5, as it generated the highest value of grey relational grade, i.e., 1. But for run no. 7, the grey relational grade was 16, which imply the weakest relational degree between ideal and compatibility sequences for this experimental run (Figs. 5, 6 and 7).

Main effects plot for the means of grey relational grade

Main effects plot for mean of Ra with t, s, N, Pa

Main effects plot for mean of tool temperature with the depth of cut, feed, cutting speed and air pressure
The combination of N2-s2-t2-Pa2 provided maximum grey relational grade value of 0.894. This combination of parametric levels, i.e., 715 rpm of spindle speed, 0.04 mm/rev of feed, 0.4 mm of the depth of cut, 1 bar of oil pressure and 2 bar of air pressure is the optimal combination of process parameters for the multiple performance characteristics. The main effects plot for the means of the grey relational grade is shown in Fig. 5. The central horizontal line in this plot represents the total mean grey relational grade, i.e., 0.5689. Table 4 provides the response for the means. The predicted value of grey relational grade is exactly the same as its experimental value for the optimal process parameters. Grey relational grade for optimal process parameters was improved by 0.472, i.e., 74.52%.
5 Conclusion
-
1.
During AISI 316 SS turning with uncoated carbide inserts in dry machining condition, tool temperature increased with the increase of either t, s, and N with a maximum temperature of 220 °C. Spindle speed was the most contributing parameter for the temperatures. Average surface roughness increased with the increase of depth of cut or feed, but it reduced on increasing the spindle speed.
-
2.
In the spray environment, lower values of tool temperatures were observed as compared to those in a dry machining environment. The temperatures increased with the increase in the spindle speed, feed, or depth of cut. The average surface roughness reduced on increasing spindle speed, air pressure, but it increased on increasing either feed or depth of cut.
-
3.
Grey relational analysis for machining the steel in air–oil spray cutting environment revealed that 715 rpm of spindle speed, 0.04 mm/rev of feed, 0.4 mm of the depth of cut, and 2 bar of air pressure was the optimal combination of process parameters for the multiple performance characteristics under consideration.
-
4.
During spray cooled machining exhibit steep drop in tool temperatures compared to dry machining with the maximum temperature recorded at 105 °C.
-
5.
The heat transfer rate increased for spray impingement cooling with only water as a coolant as compared to dry whereas for bio-oil cooling environment it was obtained highest.
References
Kus A, Isik Y, Cemal Cakir M, Coşkun S, Özdemir K (2015) Thermocouple and infrared sensor-based measurement of temperature distribution in metal cutting. Sensors (Switzerland) 15:1274–1291
Padmini R, Vamsi Krishna P, Krishna Mohana Rao G (2016) Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribol Int 94:490–501
Khandekar S, Sankar MR, Agnihotri V, Ramkumar J (2012) Nano-cutting fluid for enhancement of metal cutting performance. Mater Manuf Processes 27:963–967
Sharma AK, Tiwari AK, Dixit AR (2016) Effects of Minimum Quantity Lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: a comprehensive review. J Clean Prod 127:1–18
Mishra PC, Das DK, Ukamanal M, Routara BC, Sahoo AK (2015) Multi-response optimization of process parameters using Taguchi method and grey relational analysis during turning AA 7075/SIC composite in dry and spray cooling environments. Int J Ind Eng Comput 6:445–456
Sahoo AK, Mishra PC (2014) A response surface methodology and desirability approach for predictive modeling and optimization of cutting temperature in machining hardened steel. Int J Ind Eng Comput 5:407–416
Abhang LB, Hameedullah M (2010) The measurement of chip-tool interface temperature in the turning of steel. Int J Comput Commun Inf Syst (IJCCIS) 2:1–5
Mohamad MS, Zainuddin H, Ghani SA, Chairul IS (2017) AC breakdown voltage and viscosity of palm fatty acid ester (PFAE) oil-based nanofluids. J Electr Eng Technol 12:2333–2341
Sharma AK, Tiwari AK, Singh RK, Dixit AR (2016) Tribological investigation of TiO2 nanoparticle based cutting fluid in machining under Minimum Quantity Lubrication (MQL). Mater Today: Proc 3:2155–2162
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Manoj, U., Mishra, P.C., Sahoo, A.K., Subhashree, P. (2019). Experimental Investigation of Bio-Oil Based Nanofluid Spray Cooling During AISI 316 SS Turning. In: Kumar, M., Pandey, R., Kumar, V. (eds) Advances in Interdisciplinary Engineering . Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-13-6577-5_27
Download citation
DOI: https://doi.org/10.1007/978-981-13-6577-5_27
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-13-6576-8
Online ISBN: 978-981-13-6577-5
eBook Packages: EngineeringEngineering (R0)