
Abstract
Plentiful supply of coolant might enhance the machining cost and also generates environmental hazard. As a result, substitute methods are required to eliminate the problems encountered during use of coolant. In this investigation, the impact of cutting speed, feed and lubrication conditions (dry: no lubrication, oil: machining is performed with groundnut oil and nano fluid: machining performed with copper nano fluid) on surface roughness, tool wear and chip morphology in turning of H 11 steel with minimum quantity lubrication (MQL) were examined. Experiments were conducted using L18 orthogonal array. The results reveal that copper nanofluids with MQL provide a substitute for dry and oil machining. Response surface methodology has been used to derive optimal values and mathematical models. Tool wear was reduced by 66% and surface roughness by 40% while machining with copper nano fluids. The surface roughness and tool wear were decreased under optimal machining conditions. Generation of large notched tooth in chips has been minimised with copper nano fluids. Furthermore, the morphology of the chips were analysed for dry, oil and nano fluid under scanning electron microscope to observe the texture created.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In paper [1], researchers observed heat generated on the surfaces machined is eliminated by the use of cutting fluid. Second, surplus utilisation of cutting fluid has been identified as contamination to the environment. MQL is a technique that allows effective lubrication between the contacted elements in the cutting zone. Investigation of nanosolid as lubricant is presented in paper [2]. It was observed that nanosolid lubricant reduces the roughness, cutting temperatures and tool flank wear in turning on AISI 1040 steel. In paper [3], it was observed that addition of CaF2 solid lubricant acts as self-lubrication film and paved a way for reducing the friction coefficient at the tool chip interface in dry cutting. In paper [4], the effect of surface roughness in hard turning on bearing steel was executed. They found surface roughness decreases with use of solid lubricants. Examinations of MQL under turning were presented in paper [5]. The authors reported varying the feed rate and cutting length minimised the wear on the tool. Further, they also observed excess tool wear at the rake face is attained through MQL. A research on paper [6] revealed diamond nano fluid increases the lubrication and guides a way in reducing the cutting force. Also, ball bearing effect of bigger size nano particles minimises the surface roughness in micro grinding SK-41C tool steel. Assessment with the use of MQL is presented in paper [7]. It was found that cutting temperature, chip reduction coefficient, tool wear, surface finish and dimensional deviation were minimised on AISI 1040 steel. They also observed that cutting force was reduced by 5–15% due to preservation of cutting edges during machining. It was found in paper [8] that MQL with vegetable oil minimises the cutting temperature, sustains the edges of the tool and surface roughness in turning AISI 1060 steel. A research executed in turning AISI 316 was presented in paper [9]. It was noticed that MQL plays a vital role in obtaining low tool wear. Further, they suggested that surface roughness can be reduced as a result of excellent lubrication at the tool-workpiece zone. A study on use of Al2O3 nano particles and vegetable oil under MQL in turning inconel alloys was performed in paper [10]. It was observed that nano particles have greater influence in reducing the temperature, surface roughness, cutting forces and wear on the tool. Experimental work with MQL in turning on inconel 718 is presented in paper [11]. They noticed that surface roughness, cutting forces were reduced and tool life has been increased with molybdenum disulphide as lubricant. Investigation of MQL is presented in paper [12]. Researchers identified cutting force and surface roughness were minimised and improved tool life was detected with castor oil in turning hardened steel. In paper [13], researchers observed cutting forces, temperature, tool wear and surface roughness of machined surface were minimised with application of graphite nano fluid as coolant in turning AISI 1040 steel. Examination on effect of various nanofluids like ZrO2, CNTs, ND, MoS2, SiO2, Al2O3 is presented in paper [14]. They established Al2O3 reduced the surface roughness and specific grinding energy in grinding on nickel alloys. Experimental results in turning AISI 1040 steel with Al2O3 nanofluids were represented in paper [15]. They found a reduction in surface roughness tool wear and cutting force. Assessment on carbon nano tubes as nano lubricant with MQL is presented in paper [16]. They observed cutting temperature and tool wear were reduced by varying the concentration of nanotubes in turning AISI 1040 steel. In paper [17], researchers noticed high thermal conductivity of MWCNT as nanolubricant eliminated the heat generated; hence surface roughness, tool wear and cutting temperature were reduced in turning AISI D2 steel. Machining with MQL under MWCNT is presented in paper [18]. They noticed surface roughness and tool wear were reduced in high-speed milling of AISI 1050 and AISI P21 because of high thermal conductivity of MWCNT as nano fluid. A study of use of MoS2 nanofluids is presented in paper [19]. They exposed cutting force, cutting temperature and surface roughness lowered in turning AISI 1040 steel. Assessment of Al2O3 nanofluids with MQL is presented in paper [20]. They observed Al2O3 nano fluid reduces the grinding force, grinding temperature and surface roughness in grinding AISI 52100. In paper [21], authors confirmed nanographite fluids through MQL minimised surface roughness, tool wear, cutting temperature and cutting force in turning AISI 1040 steel. Examination in turning on C45E steel under MQL and high-pressure jet assisted machining is presented in paper [22]. It was noticed that surface roughness, tool wear and cutting force were minimised with high-pressure jet assisted machining. In paper [23], authors investigated by suspending Al2O3, SiO2 and TiO2 with vegetable oil and water as emulsion. They noticed thermal conductivity of nano fluid increases with increase in concentration of nano particles. Further, SiO2 nano particles disclose maximum specific heat when compared with Al2O3 and TiO2. A study in paper [24] on the rheological behaviour of nano fluids showed nano particles with spherical shape show newtonian behaviour and nano tubes exhibit non-newtonian flow performance. In paper [25], experiments were executed with hybrid nano fluid of alumina-graphene nanoplatelets under minimum quantity lubrication (MQL) in turning AISI 304. It was observed that surface roughness, cutting force, thrust force and feed force were considerably reduced. It was observed in paper [26] that inclusion of copper oxide in water during turning process reduces temperature and improves the life of the tool. In paper [27], the impact of alumina-graphene as hybrid nano fluid reduced flank wear and temperature in turning AISI 304. It was reported in paper [28] that a considerable reduction in surface roughness, cutting force, feed force and thrust force was obtained in turning AISI 304 with alumina–molybdenum disulphide as hybrid nanofluids. It was concluded in paper [29] that use of SiO2 nano fluids with MQL has minimised surface roughness, tool wear and cutting force in turning AISI 1040 steel. Investigation of MQL is presented in paper [30]. The authors noticed TiO2 nano particles minimised surface roughness, tool wear and cutting fluid in turning AISI 1040 steel.
Earlier analysis manifest that bunch of experimental work were performed with nanofluids under MQL. Generally the research was focussed on identifying the thermal conductivity performance of nanofluids on various environmental situations and the experiments were authorised by performing turning experiments. In turning, tool wear, surface roughness and chip formation are essential parameters to be considered. The use of copper nano fluids in turning on H 11 steel has not been dealt in detail by the previous researchers. Hence, a requirement to examine these features for extensively used H 11 steel. Therefore, the purpose of this manuscript was to explore the optimal machining condition in turning of H 11 steel with copper nanofluids under MQL using response surface method.
2 Experimental setup
2.1 Nanofluids
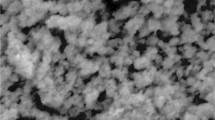
The current research has been executed using copper nano fluids with ethylene glycol as the base fluid. The composition includes 38.7% carbon, 9.7% hydrogen and 51.6% oxygen. The average size of the copper nano particles used was 50 nm (Fig. 1). The nano fluid is prepared by adding 500 ml of ethylene glycol with 1 g of copper nano particles. The sodium dodecylbenzene sulfonate (SDBS) with 1/10 weight of the nano particles was added as surfactant to enhance the steadiness of the fluid. The constancy of the mixture was achieved by ultrasonication (Fig. 2) for 1 h. Further, a magnetic stirring is performed for 30 min. The nanofluid prepared was uniformly mixed with no settlement of nano particles at the bottom of the tank. The thermal conductivity of the nanofluids was measured by hot wire method at temperature at 21 °C was found to be 0.62 W/mK.

SEM image of nanoparticles

Sonicator setup
2.2 Design of experiments
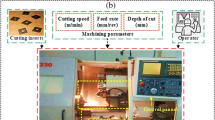
The governing process parameters selected for experimental work consist of cutting speed, feed and depth of cut. Initial machining test are performed to minimise the tolerable range of process parameters. The two process parameters are varied at three levels, one parameter varied at two levels. Hence, an L18 orthogonal array (OA) was selected. Two trials were recorded for the responses during machining. The experimental trials were performed haphazardly to minimise the methodical fault. The process parameters with their levels are listed in Table 1. The measured responses are listed in Table 2.
2.3 Experimentation
Experiments were performed to examine the performance of dry, nano fluids and oil in turning process. The experiments were carried out twice and the averages of the values are considered as responses. The experiments are conducted on a computer numerical control (CNC) turning centre, of make super jobber with swing over the bed of 500 mm with depth of cut 1 mm as shown in Fig. 3a and enlarged view of the machining area is enclosed in Fig. 3b. The details on the experimental work are enclosed under Table 3.

a CNC machining centre. b Enlarged view of machining area
2.4 Work material
The work material used is H 11 steel with Diameter 20 mm and Length 100 mm. The chemical composition includes C = 0.38%, Si = 1%, Mn = 0.4%, P = 0.02% and S = 0.02%, Cr = 5.1%, Mo = 1.12% and V = 0.4%. It has an excellent toughness and widely preferred in ejector pins, tool holders, hot punches, forging dies, hot work punches, hot shear blades and extrusion tools.
2.5 Instruments used for responses
The surface roughness of the machined surface was measured using a contact type Taylor Hobson tester of make ‘surtronic S-128’ with cut off length 0.8 mm and traverse length 4 mm. The average roughness (Ra) is selected as it is the most preferred roughness. The responses are measured twice and the averages of the values are considered for the study. The wear at the flank of the tool insert was analysed under a Video measuring system (VMS-2010F). It has integrated exceptional resolution CCD camera, DC 3000 data processor and maximum enlargement ability of 190x. The average flank wear land width (VB = 0.25 mm) was taken as the tool wear criteria. Further, scanning electron microscope (SEM) of make HITACHI S-3400N was used to examine the morphology of the chips generated under dry, oil and nanofluid environments.
2.6 Minimum quantity lubrication arrangement
MQL comprises a tank, pump, compressor, control valves, gauges to control pressure, mixing chamber and nozzle (Fig. 4). The amount of nano fluid is managed by the control valve throughout the machining. Air from compressor was mixed with the nano fluids in the mixing compartment. Therefore, combinations of compressed air with nano fluids were focussed between tool and work piece during machining process.

Minimum quantity lubrication method
3 Model and analysing method
Response surface methodology (RSM) is a collection of mathematical and statistical method, which is used for modelling and investigation of problems where a response of interest is disposed by numerous factors and the intention is to optimise the output considered. RSM is used to minimise or maximise the quality features and afford a link involving the process parameters and the output variables measured [31]. The initial move is RSM to find out an appropriate estimation for the proper functional link connecting response of interest(y) and set of autonomous variables (X1, X2,… X n ). A polynomial second-order equation for finding the values of the regression models through Design Expert 7.0 is [32, 33]
where y is the corresponding response, x i indicates values of the ith machining parameter, β denotes regression coefficients and ε is the error obtained during machining. The procedure involved in RSM is shown below.
-
1.
Generate a quadratic model for the responses measured to identify the performance in system domain.
-
2.
Analysis of variance (ANOVA) is performed to determine the most dominating parameters.
-
3.
Create 3-dimensional response graphs to identify the impact of different process parameters on the responses.
-
4.
Desirability analysis is performed to reveal the optimal situations.
-
5.
Finally, confirmation test is carried out to validate the results obtained.
4 Results and discussions
4.1 ANOVA for tool wear
An optimal design technique used to interpret results upon statistical process is RSM. The backward elimination technique was adopted to eradicate the control parameters not significant. ANOVA (Table 4) shows the affect of control parameters on the responses. From Table 4, the model 0.0001 < 0.05 implies the model generated had gained control on the responses. Likewise, control parameters such as environment which has an F value of 135.31 choose the responses. The other parameters like cutting speed and feed are least significant. The capability of the model was analysed with the nearness of the R2 value. From Table 5, the R2 = 0.98 close to 1 which is required [34] and adjusted R2 = 0.95 was attained. Adequate precision used to calculate the signal-to-noise ratio. Normally, value > 4 recommends sufficient signals [32, 35]. The value achieved was 20.89. The linear model formed in terms of actual factors for various environments of dry, oil and nanofluids describing the tool wear is as follows:
The normal plot of residuals on the tool wear is covered in Fig. 5. In general, the points that lie or are close to straight line indicate the residuals show signs of a normal distribution. Figure 5 shows that the residuals that fall on a straight line indicate errors are scattered evenly. Thus the linear model created is originated is good [36]. A graph of actual Vs predicted value (Fig. 6) is used to locate a value or set of values that cannot be recognised by the model which indicates each value is separated consistently by a line inclined at 45° [34].

Normal probability plot of residuals for tool wear

Plot of predicted vs actual value for tool wear
4.2 Effect of process parameters on tool wear
The consequences of the process parameters such as cutting speed, feed and environment (dry, oil and nano fluid) on tool wear, plot consisting of process parameters and tool wear connecting quadratic model Vs predicted values has been constructed. The result of environment and feed on tool wear with constant depth of cut 1 mm is enclosed in Fig. 7. It is observed that altering in environmental conditions with nano fluid decreases the tool wear.

Effect of environment and feed on wear
The 3-dimensional response surface graph achieved for tool wear on cutting speed and feed (Fig. 8) reveals tool wear is low for cutting speed 209 m/min with feed 0.1 mm/rev. The 3-D plot (Fig. 8) shows that increase in feed rate increases the tool wear. This occur as high feed paves a way to increase the cutting temperature which causes a partial machining of the work material resulting in increase of surface roughness [37]. This rough surface creates an increase in wear on the insert [38].

3D response surface plot for wear
4.3 Desirability analysis for tool wear
The desirability analysis shifts the response values in the series connecting 0 and 1. The intention of the analysis to decrease the tool wear, therefore, ‘lower-the-better’ is chosen. In desirability approach, “0” signifies response is poor and “1” suggests response is good [31]. The optimal machining values were attained for turning process with maximum value of desirability index. The ramp graph (Fig. 9) with desirability value ≤ 1 is selected. The selected levels of optimal turning process were Feed = 0.1 mm/rev, Environment = 3 (nano fluids) and cutting speed = 209 m/min. The requisite height for each turning parameters was designated by a point (Fig. 9) on each ramp and its elevation emphasises the significance of desirability. The values positioned at an utmost height on the plot signify an exceptional desirability value attained. The bar graph (Fig. 10) expresses a desirability value of 0.96 close to 1.

Ramp plot for optimised trial

Bar graph for optimized trial
4.4 Effects of environments on tool wear
Tool wear results in failure in the unique structure of the tool which results in poor finish or breakage of the tip of the tool. The most important wear which determines the life of the cutting tool is the flank wear, as it plays an essential position on cost incurred due to machining and quality of the component [39]. Further, it increases the surface roughness, cutting forces and other problems [40]. The tool wear considered in the current research is flank wear. The temperature formed in the primary zone and secondary zone produces wear and breakage in the cutting tool. In dry conditions, machining is performed for optimal conditions Feed = 0.1 mm/rev, cutting speed = 209 m/min; due to non-availability of the cutting fluid, constant abrasion of the work material on the cutting tool favours formation of flank wear (Fig. 11a) [41]. The major constituent of vegetable oil is triglyceride that has monomolecular glycerol and three molecular fatty acids. The fatty acids are of two types: one is saturated and other one in unsaturated fatty acid. Generally, vegetable oil has excess amount of unsaturated bond which reduces the temperature. In oil conditions, machining is performed for optimal conditions feed = 0.1 mm/rev, cutting speed = 209 m/min. During machining, the presence of unsaturated bond minimises the temperature at the flank face. This paves a way in minimising the wear by abrasion, thereby preserving the rigidity of the tool. This tends to lessen the development of flank wear [42] under MQL as shown in Fig. 11b.

Tool wear
Under nanofluid conditions, machining is performed for optimal conditions Feed = 0.1 mm/rev, cutting speed = 209 m/min. It is observed that machining with nano fluid under MQL shows that it has heat diffusion movement with the base fluids. This movement improves the heat transfer ability during machining [42]. Additionally, copper has better thermal conductivity and improved heat transfer coefficient [43]. Further, it has excellent conduction and convection properties compared to oils. Thus it provides a good lubrication to the cutting tool and reduces the flank wear [41] as shown in Fig. 11c.
4.5 ANOVA for surface roughness
RSM utilises a statistical technique to connect the turning parameters with the responses and form second-order polynomial equations [44]. ANOVA (Table 6) was calculated using backward elimination method to eliminate the process parameters that are not important connecting the turning process with the responses. The value of P > F (Table 6) for model is 0.0001 < 0.05 suggests the developed model contains significant impact on surface roughness. Similarly, P > F for parameters like environment and cutting speed are significant. But, value of P > F for feed attained > 0.05 suggests that it is the least dominating parameter on reducing the surface roughness. ANOVA (Table 6) discloses that environment is the most important parameter on reducing the surface roughness and cutting speed offers minimal involvement on reducing the surface roughness. The F value of the model obtained for surface roughness is 19.83 (Table 6). This result illustrates the significance of process parameters on the quality characteristics in turning process. The ability of the model was scrutinised with the closeness of the R2 value. From Table 7, the R2 = 0.95 close to 1 which is enviable [34] and adjusted R2 = 0.90 was obtained. Adequate precision used to evaluate the signal-to-noise ratio and the value achieved was 12.33. Generally, value > 4 suggests enough signals [32, 35]. The linear model created in terms of actual factors for different environment of dry, oil and nanofluids describing the surface roughness is as follows:
The normal plot of residuals on the surface roughness is enclosed in Fig. 12. Generally, if the points fall on a straight line, it suggests that residuals exhibit a normal distribution. Figure 12 shows that the residuals fall on a straight line means that the errors are circulated normally. This implies linear model generated is found to be agreeable [36]. A plot of actual Vs predicted values are given in Fig. 13. This assists to find a value or set of values that cannot be identified by the model. From Fig. 13 it is noticed that all the values divided uniformly by inclined line at 45° [34].

Normal probability plot of residuals for Ra value

Plot of predicted vs actual response for Ra value
4.6 Effect of process parameters on Surface roughness
To examine the impact of the process parameters such as cutting speed, feed and environment (dry, oil and nano fluid) on surface roughness, graph involving process parameters and surface roughness linking quadratic model predicted values has been created. The effect of environment and cutting speed on surface roughness (Ra) are enclosed in Fig. 14. It reveals that change in environmental conditions mainly with nano fluid decreases the surface roughness. Further, increase in cutting speed (level 3) also favours reduction in surface roughness. The surface roughness value is minimised at cutting speed of 209 m/min and environment (nano fluid). Figure 15 shows the interaction of environment and feed on surface roughness. The surface roughness increases with increase in feed because high feed enhances the chatter. This paves a way to increase in roughness values on the machined part. The surface roughness value is minimised at feed of 0.1 mm/rev and environment (nanofluid). Hence from the plot (Figs. 14, 15) it was noticed that surface roughness values are reduced at cutting speed of 209 m/min, feed 0.1 mm/rev and environment (nano fluid).

Effect of environment and cutting speed on Ra

Effect of environment and feed on Ra
The 3-dimensional response surface plot obtained for surface roughness on cutting speed and feed (Fig. 16) shows that surface roughness is low for cutting speed 209 m/min with feed 0.1 mm/rev. ANOVA suggests cutting speed are secondary dominating variables on reducing the surface roughness. The 3-D plot shows that increase in cutting speed paves a way in reducing the surface roughness [38, 45]. The formation of built-up-edges (BUE) plays a vital role in minimising the surface roughness. During machining, chip generated from the work material stuck to the face of the tool and becomes rigid resulting in BUE. Increase in cutting speed generates high temperature together with stress developed eliminate the BUE. This results in minimising the surface roughness value [38, 45].

3D response surface plot for surface roughness
4.7 Desirability analysis for surface roughness
The desirability analysis transfers the response values in the range connecting 0 and 1. The objective of the analysis was to reduce the surface roughness; hence ‘lower-the-better’ is preferred. In desirability approach, “0” indicates response is poor and “1” suggests response is good [31]. The optimal machining values were obtained for turning process with high value of desirability index. The ramp graph (Fig. 9) with desirability value ≤ 1 is selected. The selected levels of optimal turning process were Feed = 0.1 mm/rev, Environment = 3(nano fluids) and cutting speed = 209 m/min. The required level for each turning parameters was designated by a point (Fig. 9) on each ramp and its tallness implies the importance of desirability. The values located at a maximum height on the plot imply an excellent desirability value attained. The bar graph (Fig. 10) directs to a desirability value of 0.96 close to 1 is attained.
4.8 Effect of environments on surface roughness
From the response surface method the optimal machining conditions (Fig. 9) obtained were Feed = 0.1 mm/rev, Environment = 3(nano fluids) and cutting speed = 209 m/min. ANOVA (Table 6) shows that environment is the most dominating factor among the parameters considered. For the study dry, oil and nano fluids are measured. The machining is performed for optimal conditions Feed = 0.1 mm/rev, cutting speed = 209 m/min and environment (dry) condition. Due to absence of coolant, high abrasion and excessive stress are generated between tool and the work material [46]. Further, the tool loses its sharpness rapidly due to absence of coolant [41]. These factors tend to increase the surface roughness on the machined part. The roughness profile obtained for dry conditions which has a roughness value of 3.71 µm (Table 2) is shown in Fig. 17. The roughness value is increased by 56% compared to oil and 75% compared to nanofluids.

Surface roughness profile for dry machining
Machining is executed with oil under MQL found that surface roughness is reduced compared to dry conditions. In MQL, the oil has the ability to penetrate deeper at the tool-chip interface and thus reduces the temperature. Additionally, low tool-chip contact duration makes MQL in front of tool-chip contact area and provides effective lubrication [47]. The roughness profile obtained for oil conditions which has a roughness value of 1.62 µm (Table 2) is shown in Fig. 18. The roughness value is decreased by 56% compared to dry machining.

Surface roughness profile for oil machining
Nanoparticles have properties like tiny size and more surface power. Nanoparticles once mixed with base fluids form a thin liquid film with numerous atoms [48]. The thermal conductivity of this liquid film is stronger than of base fluid used. This paves way in increasing the thermal conductivity and removes the heat generated on the machining zone [42]. Additionally, copper nanoparticles exhibit high thermal conductivity and good heat transfer coefficient [46]. This provides a way in creating an even contour achieved (Fig. 19) during machining process and has a roughness value = 0.96 μm. The surface roughness has been decreased by 74 and 56% compared to dry and oil conditions.

Surface roughness profile for nano fluid machining
4.9 Effects of environments on chip morphology
The photographs of the chips taken under scanning electron microscope (SEM) for optimal settings under dry machining for Feed = 0.1 mm/rev, cutting speed = 209 m/min as shown in Fig. 20a. The chip attained is twisted with blue in colour due to increase in temperature. This result in wear of the inserts and creating a flank wear [47]. Further, bulky ragged teeth (Fig. 20a) attained revealing a huge cutting process at the machining areas [49] which favours for increase in surface roughness value. Machining with optimal settings for Feed = 0.1 mm/rev, cutting speed = 209 m/min under oil lubrication with MQL shows that oil has the ability to form a slim boundary [50] on the tool-work zone, resulting in minimising the temperature at the cutting zone. Thus, a notched tooth smaller (Fig. 20b) compared to dry machining is generated. The existence of MQL under nanofluids with optimal settings (Feed = 0.1 mm/rev, cutting speed = 209 m/min) shows that chips were white in colour showing good cooling and effective lubrication [47] of the nanofluids. Further, nanoparticles improve the chilling action and have good wettability [51]. These factors reduce the temperature and produce a smaller notched tooth (Fig. 20c) compared to dry and oil machining.

Chip Morphology
4.10 Effect of on process parameters on the responses
The flank wear increase with increase in feed rate (Fig. 21a). It was believed that high feed rate results in built up edges (BUE) developed at the flank face, hence the tool not capable to execute effective machining and thus increasing the width of flank. Similarly, it was observed that increase in feed rate increases the roughness value (Fig. 21a). This is due to more friction, maximum contact area and large amount of normal forces acting on the work–tool interface. These factors make the chip adhere to the face of the tool and thereby decreasing the material removal action, hence increasing the surface roughness on the machined part.

Effect of process parameters on responses
Increase in cutting speed increases the flank wear (Fig. 21b). Initially, during machining the chip from the work material grab on the rake surface of the tool and in due course gets toughened. Finally, BUE is produced [52]. These BUE protects the tool to some extent. On the other hand, increase in cutting speed creates high temperature and stress, thus eliminates the BUE developed. Therefore, an increase in wear at the flank at the tool in noticed [53]. The surface roughness decreases with increase in cutting speed [54] as shown in Fig. 21b. When cutting speed increases, the unsteady BUE are eradicated and simultaneously chip fracture are minimised [52]. Thus, an efficient material removal mechanism is obtained which pave a way in reducing the roughness value. Generally it is noticed that BUE has the control on surface finish and wear on the tool [55].
Figure 21c shows the effect of environment such as dry, oil and nano fluids on the responses. Under dry condition, due to absence of lubrication, high friction and stress are induced. These lead to increase in roughness value of 5.4 µm (Fig. 21c). With oil lubrication, the fatty acids in oil form a thin film at the tool–work interface [48] and these protect the edges of the wear to some extent and reduces the surface roughness to 2.5 µm (Fig. 21c). With nano fluids, it was believed that copper nano fluids roll between the tool and the work material. This rolling action provides a way in decrease of friction in the machining area, thereby reducing the roughness value to 0.96 µm.
5 Validation test
The validation test was conducted to approve the technique of RSM. The group of machining parameters related to setting f2B2VC2 was selected as the initial machining situation. The responses (surface roughness and tool wear) attained with initial parameter condition were evaluated against with optimal parameter settings determined by RSM (Table 8). The initial parameter setting (f2B2VC2) has roughness value of 1.62 µm which favours in increasing the roughness value. The surface roughness value attained with optimal trial (f1B3VC3) is 0.96 µm which favour in reducing the roughness value. A reduction in surface roughness of 40% noticed with optimal settings. The tool wear (Flank) attained with initial settings are 0.089 mm. In addition, the flank wear observed with optimal conditions is 0.03 mm. A reduction of 66% on tool wear was achieved with optimal settings. Hence, a considerable reduction in surface roughness and tool wear under optimal conditions were noticed.
6 Conclusions
In this research, numerical and experimental findings have been performed in turning on H 11 steel. RSM was disclosed to calculate the optimal machining parameters. Based on the results obtained, the main conclusions were drawn:
-
1.
ANOVA disclose that environment is the significant factor which influences the responses. While, cutting speed and feed is not found significant.
-
2.
The mathematical models which can assess the surface roughness and tool wear for dry, oil and nanofluids were recommended with RSM. Further, relationship linking the predicted and measured values was closely attained.
-
3.
The surface roughness is decreased by 40% while machining with copper nano fluids with optimal settings of feed = 0.1 mm/rev and cutting speed = 209 m/min. The penetrating ability of nano fluids in the machining zone direct to good cooling and efficient lubrication causing a reduction in surface roughness.
-
4.
The tool wear were minimised by 66% due to copper nano fluids. The excellent conduction and convection properties of copper nano fluids provide a good lubrication to the cutting tool and reduce the flank wear.
-
5.
Copper nano fluids under MQL enhance cooling and providing efficient lubrication paves a way in reduction of machining temperature which results in small amount of notched tooth generated.
Thus, the application of MQL with copper nanofluids in turning of H 11 steel considerably reduces the surface roughness, tool wear and reducing the large teeth formed, which is essential in manufacturing sectors to minimise the production cost. Further, the research findings also provide an alternate source of coolant in turning process.
References
Sharma AK, Tiwari AK, Dixit AR (2016) Effects of minimum quantity lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: a comprehensive review. J Clean Product 127:1–18
VamsiKrishna P, Srikant RR, NageswaraRao D (2010) Experimental investigation on the performance of nanoboricacid suspensions in SAE-40 and coconut oil during turning of AISI1040 steel. Int J Mach Tool Manu 50:911–916
Jianhua D, Tongkun C, Xuefeng Y, Jianhua L (2006) Self-lubrication of sintered ceramic tools with CaF2 additions in dry cutting. Int J Mach Tool Manuf 46:957–963
Dilbag S, Rao PV (2008) Performance improvement of hard turning with solid lubricants. Int J Adv Manuf Technol 38:529–535
Attanasio A, Gelfi M, Giardini C, Remino C (2006) Minimal quantity lubrication in turning: effect on tool wear. Wear 260:333–338
Lee PH, Nam JS, Lee SW (2012) An experimental study on micro-grinding process with nanofluid minimum quantity lubrication (MQL). Int J Precis Eng Man 13:331–338
Dhar NR, Ahmed MT, Islam S (2007) An experimental investigation on effect of minimum quantity lubrication in machining AISI 1040 steel. Int J Mach Tool Manuf 47:748–753
Khan MMA, Dhar NR (2006) Performance evaluation of minimum quantity lubrication by vegetable oil in terms of cutting force, cutting zone temperature, tool wear, job dimension and surface finish in turning AISI-1060 steel. J Zhejiang Univ Sci A 7:1790–1799
Leppert T (2012) Surface layer properties of AISI 316L steel when turning under dry and with minimum quantity lubrication conditions. Proc IMech E Part B J Eng Manuf 226:617–631
Vasu V, Pradeep Kumar Reddy G (2011) Effect of minimum quantity lubrication with Al2O3 nanoparticles on surface roughness, tool wear and temperature dissipation in machining Inconel 600 alloy. Proc IMech E Part N J Nano Eng Nanosyst 225:3–16
Marques A, Narala SKR, Machado AR, Gunda RK, Josyula SK, Da Silva RB, Da Silva MB (2015) Performance assessment of MSQL: minimum quantity solid lubricant during turning of Inconel 718. Proc IMech E Part B J Eng Manuf 231:1144–1159
Elmunafi MHS, Yusof NM, Kurniawan D (2015) Effect of cutting speed and feed in turning hardened stainless steel using coated carbide cutting tool under minimum quantity lubrication using castor oil. Adv Mech Eng 7:1–7
Amrita M, Srikant RR, Sitaramaraju AV (2014) Performance evaluation of nanographite-based cutting fluid in machining process. Mater Manuf Process 29:600–605
Wang Y, Li C, Zhang Y, Li B, Yang M, Zhang X, Guo S, Liu G (2016) Experimental evaluation of the lubrication properties of the wheel/workpiece interface in MQL grinding with different nanofluids. Trib Int 99:198–210
Sharma AK, Singh RK, Dixit AR, Tiwari AK (2016) Characterization and experimental investigation of Al2O3 nanoparticle based cutting fluid in turning of AISI 1040 steel under minimum quantity lubrication (MQL). Mater Today Proc 3:1899–1906
NarayanaRao S, Satyanarayana B, Venkatasubbaiah K (2011) Experimental estimation of tool wear and cutting temperatures in MQL using cutting fluids with CNT inclusion. Int J Eng Sci Technol 3:2928–2931
Sharma P, Sidhu BS, Sharma J (2015) Investigation of effects of nanofluids on turning of AISI D2 steel using minimum quantity lubrication. J Clean Prod 108:72–79
Huang WT, Wu DH, Lin SP, Chen JT (2014) Robust design of using MWCNTs in minimum quantity lubrication. Appl Mech Mater 670–671:11–21
Padmini R, Vamsi Krishna P, Krishna Mohana Rao G (2014) Performance assessment of micro and nano solid lubricant suspensions in vegetable oils during machining. Proc IMech E Part B J Eng Manuf 229:2196–2204
Mao C, Zhang J, Huang Y, Zou H, Huang X, Zhou Z (2013) Investigation on the effect of nanofluid parameters on MQL grinding. Mat Manuf Process 28:436–442
Prasad M, Srikant R (2013) Performance evaluation of nano graphite inclusions in cutting fluids with MQL technique in turning of AISI 1040 Steel. Int J Res Eng Tech 2:381–393
Sredanovic B, Lakic GG, Cica D, Kramar D (2013) Influence of different cooling and lubrication techniques on material machinability in machining. Strojniski vestnik J Mech Eng 59(12):748–754
Singh RK, Sharma AK, Dixit AR, Mandal A, Tiwari AK (2017) Experimental investigation of thermal conductivity and specific heat of nanoparticles mixed cutting fluids. Mater Today Proc 4:8587–8596
Sharma AK, Tiwari AK, Dixit AR (2016) Rheological behaviour of nanofluids: a review. Renew Sustain Rev 53:779–791
Singh RK, Sharma AK, Dixit AR, Tiwari AK, Pramanik A, Mandal A (2017) Performance evaluation of alumina-graphene hybrid nano-cutting fluid in hard turning. J Clean Product. https://doi.org/10.1016/j.jclepro.2017.06.104
Singh RK, Dixit AR, Mandal A, Sharma AK (2017) Emerging application of nano particle-enriched cutting fluid in metal removal processes: a review. Soc Mech Sci Eng, J Braz. https://doi.org/10.1007/s40430-017-0839-0
Sharma AK, Tiwari AK, Dixit AR, Singh RK, Singh M (2018) Novel uses of alumina/graphene hybrid nanoparticle additives for improved tribological properties of lubricant in turning operation. Tribol Int 119:99–111
Sharma AK, Singh RK, Dixit AR, Tiwari AK (2017) Novel uses of alumina-MoS2 hybrid nanoparticle enriched cutting fluid in hard turning of AISI 304 steel. J Manuf Process 30:467–482
Sharma AK, Tiwari AK, Dixit AR, Singh RK (2017) Investigation into performance of SiO2 nanoparticle based cutting fluid in machining process. Mater Today Proc 4:133–141
Sharma AK, Tiwari AK, Dixit AR, Singh RK, Dixit AR (2016) Tribological investigation of TiO2 nanoparticle based cutting fluid in machining under minimum quantity lubrication (MQL). Mater Today Proc 3:2155–2162
Derringer G, Suich R (1980) Simultaneous optimization of several response variables. J Q Technol 12:214–219
Gopalakannan S, Senthilvelan T (2013) Application of response surface method on machining of Al–SiC nano-composites. Measurement 46:2705–2715
Naresh Babu M, Muthukrishnan N (2017) Exploration on Kerf-angle and surface roughness in abrasive waterjet machining using response surface method. C, J Inst Eng India Ser. https://doi.org/10.1007/s40032-017-0366-x
Bhardwaj B, Kumar R, Singh PK (2013) Prediction of surface roughness in turning of EN 353 using response surface methodology. Trans Indian Inst Met 67:305–313
Priyadarshi D, Sharma RK (2016) Effect of type and percentage of reinforcement for optimization of the cutting force in turning of Aluminium matrix nanocomposites using response surface methodologies. J Mech Sci Technol 30:1095–1101
Lin YC, Tsao CC, Hsu CY, Hung SK, Wen DC (2012) Evaluation of the characteristics of the microelectrical discharge machining process using response surface methodology based on the central composite design. Int J Adv Manuf Technol 62:1013–1023
Vasu V, Pradeep Kumar Reddy G (2011) Effect of minimum quantity lubrication with Al2O3 nanoparticles on surface roughness, tool wear and temperature dissipation in machining Inconel 600 alloy. Proc IMech E Part N J Nanoeng Nanosyst. https://doi.org/10.1177/1740349911427520
Santhanakumar M, Adalarasan R, Siddharth S, Velayudham A (2016) An investigation on surface finish and flank wear in hard machining of solution treated and aged 18% Ni maraging steel. Sci Eng, J Braz Soc Mech. https://doi.org/10.1007/s40430-016-0572-0
Manimaran R, Palaniradja K, Alagumurthi N, Sendhilnathan S, Hussain J (2014) Preparation and characterization of copper oxide nanofluid for heat transfer applications. Appl Nano Sci 4:163–167
Ravi S, Pradeep Kumar M (2011) Experimental investigations on cryogenic cooling by liquid nitrogen in the end milling of hardened steel. Cryogenics 51:509–515
Dhar NR, Islam MW, Islam S, Mithu MAH (2006) The influence of minimum quantity of lubrication (MQL) on cutting temperature, chip and dimensional accuracy in turning AISI-1040 steel. J Mat Pro Technol 171:93–99
Khana MMA, Mithua MAH, Dhar NR (2009) Effects of minimum quantity lubrication on turning AISI 9310 alloy steel using vegetable oil-based cutting fluid. J Mater Proc Techn 209:5573–5583
Padmini R, VamsiKrishna P, Krishna Mohana Rao G (2016) Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribol Int 94:490–501
Kalaimathi M, Venkatachalam G, Sivakumar M (2014) Experimental investigations on the electrochemical machining characteristics of monel 400 alloys and optimization of process parameters. Jordan J Mech Ind Eng 8:143–151
Gupta MK, Sood PK, Sharma VS (2016) Machining parameters optimization of titanium alloy using response surface methodology and particle swarm optimization under minimum quantity lubrication environment. Mater Manuf Process 31:1671–1682
Khandekar S, Ravi Sankar M, Agnihotri V, Ramkumar J (2012) Nano-cutting fluid for enhancement of metal cutting performance. Mater Manuf Process 27:963–967
Kakac S, Pramuanjaroenkij A (2016) Single-phase and two-phase treatments of convective heat transfer enhancement with nanofluids—a state-of-the-art review. Int J Therm Sci 100:75–97
Jia D, Li C, Zhang Y, Yang M, Wang Y, Guo S, Cao H (2017) Specific energy and surface roughness of minimum quantity lubrication grinding Ni-based alloy with mixed vegetable oil-based nanofluids. Precis Eng 50:248–262
Raju RA, Andhare A, Sahu NK (2017) Performance of multi walled carbon nano tube based nanofluid in turning operation. Mat Manuf Process 32:1490–1496
Mahboob Ali MA, Azmi AI, Mohd Khalil AN, Leong KW (2017) Experimental study on minimal nanolubrication with surfactant in the turning of titanium alloys. Int J Adv Manuf Technol 92:117–127
Priyadarshi D, Sharma RK (2015) Optimization for turning of Al-6061-SiCGr hybrid nanocomposites using response surface methodologies. Mat Manuf Process 31:1342–1350
Muthukrishnan N, Murugan M, Prahlada Rao K (2008) Machinability issues in turning of Al-SiC (10p) metal matrix composites. Int J Adv Manuf Technol 39(3):211–218
Ciftci I, Turker M, Seker U (2004) CBN cutting tool wear during machining of particulate reinforced MMCs. Wear 257(9–10):1041–1046
Khettabi R, Nouioua M, Djebara A, Songmene V (2017) Effect of MQL and dry processes on the particle emission and part quality during milling of aluminum alloys. Int J Adv Manuf Technol 92(5–8):2593–2598
Zulay C, Yidney P, Patricia ME (2004) Built-up edge effect on tool wear when turning steels at low cutting speed. J Mater Eng Perform 13(5):542–547
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Ganesan, K., Naresh Babu, M., Santhanakumar, M. et al. Experimental investigation of copper nanofluid based minimum quantity lubrication in turning of H 11 steel. J Braz. Soc. Mech. Sci. Eng. 40, 160 (2018). https://doi.org/10.1007/s40430-018-1093-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-018-1093-9