
Abstract
The current paper emphasized on preparation methodology of aqueous Al2O3-water and TiO2-water nanofluids and its application as the coolant in hard turning operations. The nanofluids are prepared through the two-step process, dispersing nanoparticles of Al2O3 (average diameter 44 nm) and TiO2 (average diameter 27 nm) in deionized water at three different % weight concentrations (0.005, 0.01, and 0.05). Air-assisted nanofluid is impinged through spray impingement setup in hard turning of AISI D2 steel (55 HRC) using multilayer (TiN/TiCN/Al2O3)-coated carbide tool. Application of nanofluid through spray impingement technique in hard turning is a novel work which is rarely found in the literature. Also, there is no literature available which presented the comparative hard turning performance under lower weight % concentration of Al2O3 and TiO2 nanofluid although the cost of the nanoparticle is high. Further, flank wear (VBc), cutting temperature (T), average surface roughness (Ra), and chip morphology have been investigated as the cutting responses. Abrasion is the dominant wear mechanism identified for both types of nano cutting fluids. TiO2-water nanofluid attributes enhanced machinability compared with that of Al2O3-water nanofluid due to higher lubricious characteristics of TiO2 which significantly reduces the chip-tool friction thus reduces the cutting heat. The most favorable results are noticed at 0.01% weight concentration of TiO2 and at this condition, compared with the same concentration of Al2O3 nanofluid, 29% reduction in tool-flank wear, 9.7% drop in cutting temperature, and 14.3% reduction in surface roughness are found. Tool life at 0.01 wt% concentrations of TiO2 nanofluids is found to be 154 min taking flank wear criteria of 0.3 mm, which is 2.52 times more than the tool life obtained under dry cutting and 1.47 times higher than the tool life obtained under air-water spray impingement due to excellent wettability, lubrication, and heat dissipation capability of TiO2 nanofluid. However, the employment of deionized water-based TiO2 nanofluid in spray impingement cooling hard machining can be very promising for a practical manufacturing concern.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
A challenge in high-speed machining is the elevation of cutting temperature that leads to the reduction in tool life and surface deformities of a machined work specimen. Thus, the application of cutting fluid has come into existence to reduce the cutting temperature, chip-tool friction, and flushing out the chips from cutting zone during a machining operation. Apart from this, the function of the cutting fluid during hard machining is to promote economic feasibility of insert; retain tight tolerances, reduction of thermal deformities of work-specimen, and retain the native properties of the machined surface [1]. Traditional cutting fluids (straight cut oil, soluble oil, semi-synthetic, and synthetic fluids) have outstanding lubricious characteristics but underprivileged thermal characteristics that confine the productivity of any machining process in the metal cutting industry. In the current scenario, a wide range of approaches is existing to improve the heat dissipating rate of coolant in machining. One such proven approach possibly may be the inclusion of miniature size (mm and μm) of the solid particle in the conventional cutting fluid which can improve its thermal characteristics. Utilization of these cutting fluids may reveal crucial issues like blockage/clogging, pressure fall in supply pipelines, high erosion, and underprivileged stability of the suspension. However, since recent decades, nano-sized particles substituted these milli/micro-sized particles in the fluid suspension and promoting the advancement of a novel category of lubricant/fluid known as “nanofluids” or “nanolubricants.” These nanofluids have various favorable characteristics over conventional cutting fluids such as superior thermal conductivity, improved stability, minimal coagulation, and minor pressure drop in the supply system. The application of nanofluids has noticed a significant enhancement in the performance of input process parameters during various machining operation of hard to cut metals and their alloys [2]. In addition to thermal conductivity, the frictional force between tool work may be a significant factor regarding temperature elevation at the cutting zone, which also attributes to the dimensional deviation, poor finished surface quality, and reduced tool life. So, an addition of some self-lubricating nanoparticle (low frictional behavior) into the base fluid will increase the lubricious characteristics of regular coolants owing to the decline of the coefficient of frictions. Thus, these nanolubricants may help in the reduction of cutting temperature, tool wear, cutting force, and surface roughness during hard machining [3].
In recent years, lots of research articles illustrated the benefits of the application of different kinds of nanofluids in hard turning. Sidik et al. [4] reported the effective reduction in friction coefficients as well as in wear results; however, efficiency, as well as reliability of machining process and machining tools, was improved under nanofluid coolant relative to other coolants. Rapeti et al. [5] stated that the type of base liquid was the most vibrant input term which attributed the highest impact on cutting performances succeeded by nanoparticle concentration, cutting speed, and cutting feed. Singh et al. [6] proposed that the diameter of nanoparticle significantly affects the machining responses as leading the particle size reduced the force and surface roughness. Sharma et al. [7] found an effective enhancement in viscosity, density, and thermal conductivity of nano cutting fluid concerning the rise in the concentration of nanoparticles while specific heat was reduced. This facilitated the remarkable decline in wear, cutting force, and roughness of the machined surface in comparison with dry and mist machining. Hegab et al. [8] stated that the inclusion of nano powder into the base fluid successfully enhanced the enactment of MQL.
Some popularly used nanofluids are based on graphene, alumina (Al2O3), silicon dioxide (SiO2), multi-walled carbon nanotubes (MWCNTs), molybdenum disulfide (MoS2), graphite, etc. All these nanofluids were mostly used in machining through minimum quantity lubrication (MQL) technique. Hybrid nanofluid (alumina/graphene) was used by Sharma et al. [9] and noticed the reduction in interface temperature and wear at the flank face by 5.79% and 12.29% respectively compared with alumina-enriched nanofluid. Also, the thermal coefficient and lubricating capabilities of nanofluid were increased with an increase in nanoparticle concentration in the base-machining fluid. Chetan et al. [10] reported the lower magnitudes of nose wear and flank wear in machining with Al2O3 nanofluid due to the formation of tribo layer compared with silver nanofluid and sunflower oil–mixed water cutting fluid. Khandekar et al. [11] noticed that with addition by volume of 0.01 concentration of Al2O3 nanoparticles to the regular coolant, its wettability property was highly improved compared with regular fluid and natural water. Also, the enormous decrement in gradual wears (flank and crater wear) was identified due to favorable thermal properties, enhanced wettability, and the lubricating capability of the nanofluid. Minh et al. [12] concluded that the implementation of 0.5% volume concentration of Al2O3 nanofluid through MQL may economical and advantageous for the milling process. The obtained surface integrity was enhanced and equivalent to grinding results. Sayuti et al. [13] utilized mineral oil–based silicon dioxide (5–10 nm size) nanofluid through MQL in hard turning of AISI 4140 steel and found preeminent flank wear and surface roughness at 0.5% weight concentration of nanofluid. Garcia et al. [14] stated that the concentration of nanoparticles (≤ 0.1% in weight) attributed the significant change in the machining performance. At 0.055% weight concentration, surface quality enhanced by 69% compared with without added-cutting fluid. Kadirgama et al. [15] found the higher thermal conductivity of ethylene-glycol/nano-cellulose-based nanofluid when the volume concentration of nano-inclusion is 0.5%. Nanofluid with higher thermal conductivity worked as a heat transporter by carrying the majority of generated heat, thus delayed the tool wear and attributed the fine finish surface. Najiha et al. [16] observed micro-attrition, micro-abrasion, and adhesion types of wear mechanism during machining of aluminum alloy under MQL-assisted water-based TiO2 nanofluid. Water-based nanofluid is more favorable for edge integrity as chipping and fracture are dominant in the higher depth of cut conditions. 2.5% of the volume fraction of TiO2 nanofluid is highly feasible towards tool damage. Rahman et al. [17] prepared vegetable oil–based nanofluids by the inclusion of three different nanoparticles (Al2O3/ MoS2/rutile-TiO2) and carried an experimental investigation in turning of titanium alloy. Lowest concentration (0.5%) of Al2O3-canola nanofluid attributed the lowest surface roughness (0.248 μm) while at the same concentration, MoS2-canola nanofluid attributed the lowest cutting temperature (875 °C).
According to Sahu et al. [18], carbon nanotube–dispersed cutting fluid application enables a noteworthy amount of reduction in wear at the flank surface, cutting force, and roughness of the turned surface in comparison with dry as well conventional fluid application in Ti-6Al-4V machining. Raju et al. [19] utilized nano size carbon tube–mixed cutting fluid in hard turning of EN31 grade steel and got enhanced results of forces and work surface finish relative to conventional coolants. Padmini et al. [20] found that the tool-tip wear, average roughness of the machined surface, cutting forces, and cutting temperature were diminished by 44%, 39%, 37%, and 21% respectively using coconut-mixed nano molybdenum disulfide with 0.005 concentrated cutting fluid in correlation to machining under dry condition. Musavi et al. [21] compared the surface quality of superalloy under different cooling environment. MQL exhibits better results relative to flood cooling. Due to the spherical outline of CuO nanoparticle, CuO-based nanofluid attributes better lubrication capability relative to SiO2. Nanofluid with surfactant exhibits 14% less surface roughness relative to conventional fluid while un-added surfactant nanofluid exhibits 4% less surface roughness relative to the conventional fluid. Amrita et al. [22,23,24] emphasized on the comparative assessment of machining responses in turning operation of AISI 1040 grade steel under four different cooling surroundings like nano graphite soluble oil, soluble oil, flood lubrication, and dry. The enhanced performances were reported with the application of nano graphite-enriched soluble oil. In another work, nano molybdenum disulfide fluid provided improved wear properties and quality of finish, and reduced cutting forces compared with wet, dry, and functionalized nano graphite conditions. Surface quality got enhance with rising concentration of nano graphite in cutting fluid for both MQL processes. Su et al. [25] implemented two steps method to prepare graphite-dispersed nano cutting fluids. The properties, namely surface tension, viscosity, thermal conductivity, and wettability of nanofluids, have been calculated. Graphite-oil mixed nanofluid through MQL attributed the significant reduction in temperature as well as in cutting force relative to dry and regular MQL. Duc et al. [26] stated that the type of nanoparticle followed by base fluid was the most influencing agent to influence the surface roughness in MQL machining. Compared with MoS2 nanofluid, Al2O3 nanofluid attributed the better surface finish. Hegab and Kishawy [27] found better surface quality and power consumption in turning of Inconel 718 alloy under MWCNTs nanofluid compared with Al2O3 nanofluid. Dong et al. [28] utilized three different weight % concentrations 0.2, 0.5, and 0.8 of MoS2 through MQCL (minimum quantity cooling lubrication) technique in hard milling of tool steel and found better surface finish at 0.5 wt% concentration compared with dry, MQL, and pure fluid–assisted MQCL.
Based on theliterature study, the application of nano Al2O3 and nano TiO2 suspension cutting fluid in hard turning application is inadequate and has not been studied so far under the spray impingement technique. However, this novelty of work definitely helps the researchers to carry further research using different base fluids in hard turning. The objective of the present study is as follows:
To synthesize the Al2O3 and TiO2 nanoparticles using high-speed ball mill and prepared the deionized water-based Al2O3 and TiO2 nanofluid.
Comparative analysis of machining performance under Al2O3-water- and TiO2-water-based nanofluid using spray impingement technique during turning of heat-treated AISI D2 steel.
Tool life evaluation under best nanofluid concentration.
2 Materials and methods
Commercially available Al2O3 and TiO2 micro-sized powders (99.8% purity with an approximate size of 45 μm) are collected and processed through a high-energy ball mill to prepare the nanoparticles. The milling operation is performed for a period of 10 h with a milling speed of 300 rpm. For every 1 h, the ball mill has been kept in off mode for 30 min to cool down the machine. The following steps have been used for the preparation of nanoparticles [29]:
- Step 1:
Placement of ball and powder inside the hardened steel jar with 10:1 hardened steel ball to powder ratio (360 g weight of balls and 36 g weight of powder in a jar).
- Step 2:
Addition of toluene in ball-powder-filled jar to make its paste for proper mixing.
- Step 3:
Placement of jar into the ball mill and start milling with a speed of 300 rpm.
- Step 4:
After completion of 10 h, the ball from the jar has been removed and put the paste material into a pan and left it till dry.
- Step 5:
Last step involved to break it into fine sizes.
Further characterization of nanoparticles and preparations of nanofluids using two-step concepts (Fig. 1) are discussed as follows:

Preparation of deionized water-based Al2O3 and TiO2 nanofluids
The elemental composition of nanoparticle has been verified using EDS (energy dispersive spectroscopy) analysis in Fig. 2 a and b and it confirms the presence of associated elements in Al2O3 and in TiO2 nanopowders. Particle size measurement has been carried by field emission scanning electron microscopy (FESEM) image as displayed in Fig. 2 c and d. The particle size distribution for both particles is displayed in Fig. 2 e and f and the size for Al2O3 powder and TiO2 powder are found to be in a range of 30–60 nm (average size 44 nm) and 15–35 nm (average size 27 nm), respectively. Clustering of the nano Al2O3 particles is clearly visible in Fig. 2c. However, the size of the nano Al2O3 particle is relatively more to nano TiO2 particle. In the available literatures, the size of nanoparticles mostly found to be less than 100 nm [1, 6, 21]. The particle size distribution of nanofluids was estimated by DLS (dynamic light scattering) method with Zetasizer instrument (Malvern make) which works on the tyndall scattering of nanoparticles in base fluids. Average particle distribution (hydrodynamic diameter) for Al2O3 particle is found to be about 1538 nm, Fig. 2g, and similarly for TiO2, it is noticed to be about 417.8 nm, Fig. 2h. Karimzadehkhouei et al. [30] also carried the DLS analysis of TiO2 particle and found the hydro-dynamic diameter in between 300 to 380 nm. At room temperature (25 °C), the thermal conductivity of Al2O3 and TiO2 nanopowders are calculated as 34 Wm−1 K−1 and 11.7 Wm−1 K−1, respectively [29]. The thermal conductivity and viscosity of the base fluid (deionized water) at room temperature (25 °C) is found as 0.607 Wm−1 K−1 and 0.89 mPa.s [31]. The density of Al2O3, TiO2, and deionized water are found as 3970 Kg/m3, 4230 Kg/m3, and 997 Kg/m3, respectively [29].

a, b EDS view for nanopowders. c, d FESEM micrographs of nano particles. e, f Particle size distribution of nanopowders. g, h DLS for distribution of nanoparticles in base fluid
Nanofluids are prepared using a two-step methodology [25, 29], dispersing nano Al2O3 and nano TiO2 particles into the base liquid (deionized water) with a steady magnetic stirring speed of 1000 rpm for the duration of 24 h. Three distinct weight concentrations (0.005%, 0.01%, and 0.05%) of nanofluid are prepared. Use of surfactant was completely prohibited during the preparation of nanofluids, since adding of any surfactant will lead to alteration to the property of nanofluid and corrosive to the cutting surface. However, after a 24-h mixing period, nanofluid is kept in a bottle to check its stability. For highest weight concentration (0.05%), the stability of both fluids is noticed to be about 5 days and beyond this, the phenomenon of clustering of nanoparticles started which leads to sedimentation in the base fluid. To maintain the stability or to break down the particle cluster, again magnetic stirring is applied for 4–5 h. Likewise, for both types of nanofluids, the stability of 0.01% and 0.005% weight concentration nanofluids are noticed as 9 and 13 days respectively and after this, stirring is applied for 4–5 h to get the stable solution [29]. Also, to verify the stability, UV-Vis Spectrophotometer (Orion Aqua Mate 8000 UV-Vis) is utilized to study the stability of each category of nanofluid. UV spectrophotometer test is a popular method to estimate the nanoparticle dispersion in terms of colloidal stability [32–33]. UV absorbance result of deionized water-based Al2O3 and TiO2 nanofluid of different concentrations (0.005, 0.01, and 0.05 wt%) is displayed in Fig. 3 a and b, respectively. The absorbance of nanofluid lies in between 200 and 900 nm wavelengths. From Fig. 3, the absorbance of Al2O3 is higher than TiO2, i.e., more agglomerated nanoparticles are present in Al2O3 nanofluid compared with TiO2 nanofluid and it is also confirmed through FESEM image of both nanopowders (Fig. 2c, d). Due to this agglomeration of nanoparticles, tribological performance of Al2O3 nanofluid will be less compared with TiO2 nanofluid. This graphical view (Fig. 3) reflects the characteristics of suspended nanoparticles and that increases with increasing weight % concentration of nanofluids. Hence, the stability of nanoparticle is decreasing with % weight concentration. Also, from this analysis, it can be said that the stability of nanofluid colloidal is maintained at each % weight concentration of both nanofluids.

UV spectrophotometer absorbance result for water-based a Al2O3 nanofluid and b TiO2 nanofluid
Further, the thermal conductivity of nanofluids is measured at room temperature (25 °C) using thermal conductivity interferometer apparatus (Mittal Enterprise, Delhi, India). The thermal conductivity results are reported in Table 1. From Table 1, thermal conductivity for both nanofluids is increasing with weight % concentration of nano particles. For each concentration, Al2O3 nanofluid has higher thermal conductivity compared with TiO2 nanofluid due to the higher thermal conductivity of Al2O3 powder compared with TiO2 powder. The thermal conductivity of Al2O3 nanofluid at weight % concentrations 0.005, 0.01, and 0.05 is improved by 0.065%, 0.131%, and 0.692% respectively from base fluid. Similarly, for TiO2 nanofluid at weight % concentrations 0.005, 0.01, and 0.05, the thermal conductivity is improved by 0.016%, 0.049%, and 0.21% respectively from the base fluid. Overall, for both fluids, the improvement in thermal conductivity is very less (< 1%). The viscosity of nanofluid is calculated using Eq. 1 [34], where μnf denotes the viscosity of nanofluid, μbf represents viscosity of the base fluid, and ϕ is volume fraction. According to Einstein, Eq. 1 is valid for viscous fluid having very low volume fraction ( ϕ less than 0.02) of spherical shaped particles [34]. The similar equivalent volume fraction is used in the current work; therefore, this relation is used to estimate the viscosity of nanofluid. For both nanofluids, viscosity is increasing with the particle concentration but improvement in viscosity is very less. Compared with base fluid, the maximum increment in viscosity of Al2O3 nanofluid is 0.031% at the highest concentration (0.05% wt) while for TiO2 nanofluid, the maximum improvement in viscosity is 0.029% at higher concentration, i.e., very less improvement in viscosity has been observed with addition of nanoparticles in the deionized water. Density for each nanofluid is measured and reported in Table 1. From density results, nanofluid density increases with the concentration of nanoparticle in the base fluid. Density is also very less altered with addition of the low amount of nano particles, as maximum improvement in density for Al2O3 and TiO2 nanofluid is noticed as 0.037% and 0.038% at the highest concentration (0.05% weight), respectively.
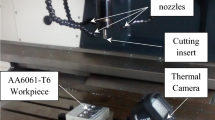
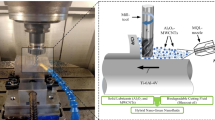
HMT lathe has been utilized for turning experiments for hardened AISI D2 steel (55 ± 1) HRC specimen of diameter 48 mm and cutting length 200 mm at fixed cutting condition (cutting speed (v) = 108 m/min, feed (f) = 0.04 mm/revolution, depth of cut (d) = 0.1 mm) [35–36] with multi-layered (TiN/TiAlN/Al2O3)-coated carbide insert (TN5120) of rhombus shape with ISO code CNMG 120408-22. The geometry associated with cutting insert is as follows: included angle 80°, approach angle 95°, rake angle − 6°, clearance angle 5°, nose radius 0.8 mm, and inbuilt chip breaker. The experimentations have been accomplished under the spray impingement nanofluid cooling (SIC) scenario with air pressure (Ap) 1.5 bar and nanofluid pressure (Np) 1 bar [36,37,38]. SIC setup has two inlets; the first inlet is air compressor and other inlet is the nanofluid tank. The nanofluid tank is attached with stirring motor (Fig. 4), which is rotated at 1000 rpm during experimentation. The nanofluid tank is placed on 15 m height from the base and allows the nanofluid into SIC setup due to gravity. The pressure of air and nanofluid is controlled by the pressure regulator knob. The nozzle has two inlet valves which are connected through air and nanofluid tube separately as shown in Fig. 4. The detail specification of spray impingement cooling (SIC) system and nozzle are given in Table 2. The flow rate of the spray cooling system depends on air and fluid pressure. The flow rate capacity of SIC system varies from 40 to 300 l per hour. In the present work, the flow rate of nanofluid at 1.5 bar air pressure and 1 bar nanofluid pressure is 60 l per hour. The straight ¼ J pressure sprays internal mix nozzle is utilized for spraying the coolant. The shape of the spray is full cone round shape with cone angle varies from 19° to 22° and the current experimentation spray cone angle is measured as 20°. The distance between nozzle output and the cutting zone (tool-workpiece interface) is kept fixed at 17 ± 1 cm. During spraying, full face of the tool-rake surface is covered which helps to discharge the chips from tool-rake face easily. Two different categories of nanofluids (Al2O3 and TiO2) with three concentrations (0.005%, 0.01%, and 0.05% by weight) have been implemented as a coolant to study flank wear at nose corner called nose wear (VBc), surface roughness (Ra), cutting temperature (T), and chip morphology. Each experiment has been repeated three times and the mean value of each response has been noted down. The failure criteria for VBc = 0.3 mm and Ra = 1.6 μm have been selected [35–36, 38, 39]. The width of flank wear at tool nose has been measured using Olympus made STM 6 optical microscope with stream basic software at × 50 magnification. Ra has been measured using Taylor Hobson precision surface finish tester where stylus evaluation length is 4 mm and Gauss length is 0.8 mm. T (cutting temperature) is measured with FLUKE made Ti32 infrared thermal camera with 0.81 emissivity [40]. Chip morphology has been discussed on the basis of chip image captured by an optical microscope with × 30 magnification. The pictorial display of experimental details has been shown in Fig. 4.

Pictorial details of hard turning experiment
3 Results and discussion
The experimental results data of flank wear are reported in Figs. 5a and 6. Among all tests, nano TiO2 cutting fluid (0.01% weight concentration) exhibits the lowest flank wear of 0.039 mm. At the same cutting parameters, flank wear was found to be 0.055 mm under dry condition [35] and 0.054 mm under air-water mist spray impingement cooling [36]. This yields about 29% less tool wear using nano TiO2 fluid (0.01% weight) compared with dry cutting. Similarly, 27.7% less tool wear is noticed in nano TiO2 fluid (0.01% weight) compared with air-water-based spray impingement cooling. It may happen due to better wettability characteristics of nano TiO2 fluid which enhances the lubricating and heat removal properties during machining. Also, in nano fluid spray cooling, the nanoparticles are separated by the higher velocity air and revolve between tool-workpiece interfaces and create a favorable rolling effect. Due to this rolling effect, the contact area between chip and tool reduces thus lower heat generated and delayed the wear rate [21, 41]. From the wear results of both nanofluids (Fig. 6), at the lowest concentration (0.005 wt%), the tool-wear is higher compared with 0.01 wt% concentration due to less number of nanoparticles present in water which retard the capability of nanofluid to reduce the friction coefficient [42]. Further on the highest concentration (0.05%), tool wear is highest for both nanofluids. Higher nanoparticle concentration leads to nano-additives wear which undesirably affects the tool wear; thus, in the current work, tool wear is highest at the highest nanofluid concentration of each nanofluid [26, 43]. In every set of concentrations, nano TiO2 coolant performs superior to nano Al2O3 coolant even if thermal conductivity Al2O3-based coolants have little more thermal conductivity. Therefore, wear results show that the self-lubricating phenomena of TiO2 are more dominant over thermal conductivity which leads to lessening in tool-flank wear growth under TiO2 coolant compared with Al2O3 coolant. In the spraying process, nanofluid gets atomized to very fine droplets which strike on work as well as tool surface. As a result, tribological properties significantly improved which reduces the friction at cutting zone and lowers the tool wear [44]. From the FESEM image, Fig. 2c, it can be easily identified that the clustering phenomena are more dominant in nano Al2O3 particles relative to nano TiO2. However, TiO2 exhibits more lubricious effects and reduces the chip-tool friction more significantly by retaining tool hardness and stability for a longer duration for reduction of wear compared with nano Al2O3 cutting fluid. Additionally, according to Khajehzadeh et al. [45], flank wear width was improving with increasing the size of nanoparticle. In the current work, the average particle size of Al2O3 nano powder is 63% higher than the TiO2 nanopowder; therefore, the flank wear growth under TiO2 nanofluid is less compared with Al2O3 nanofluid. Further, from UV-Vsi Spectrophotometer results (Fig. 3a, b), TiO2 nanofluid is more stable than Al2O3 nanofluid; thus, more wear is noticed under Al2O3-based coolant. From wear micrographs (Fig. 6), abrasion is most dominant in each run and micro-grooves are also identified in machining under lower concentrations of nanofluid [46]. Abrasion phenomena during cutting occur due to hard element like chromium is present on the underside of the chip, which passes over the tool face continuously and removes the tool coating material by mechanical action [47]. Micro-grooves are developed due to hard particle chromium comes in contact with relatively softer material of tool [48]. Adhesion is not identified in any runs because of nano cutting coolant has better lubrication and wettability characteristics [44, 49].

Experimental results of a VBc, b T, and c Ra

Experimental results of nose flank wear
From Fig. 7, the cutting temperature of the cutting zone first decreased and then increased with increasing nanofluid concentration. Lower concentration nanofluid (0.005 wt%) has less thermal conductivity as a result heat transfer rate is lower compared with other higher concentration nano fluid as a result cutting temperature is higher in low concentration nanofluid. Further, at the medium concentration (0.01 wt%), thermal conductivity improved that is why heat transfer rate increases thus cutting temperature reduces. But at highest concentration (0.05 wt%), although the thermal conductivity of nanofluid increases, heat transfer rate increases but due to higher number of nanoparticles present in the fluid, the friction or shearing or collision phenomena in between nanoparticles is dominant and produces additional heat; as a result, cutting temperature at highest concentration is highest among all concentration nanofluid. According to Xuan and Li [50], the improvement in thermal conductivity is also depending on the interaction and collision among nanoparticles in the base fluid. Fathima and Mujeeb [51] stated that the thermal transportation of nanofluid can be attributed through collision among nanoparticles in the base fluid, the collision between the nanoparticle and base fluid and nano-convection phenomena in nanofluids. They stated that with increasing concentration up to a particular level, the base liquid layer (around the nanoparticle) effectively diffuse heat as the contact surface area increases. Hegab et al. [43] stated that the higher concentration leads to nano additive wear which enhances the tool wear; thus, higher temperature is found at a higher concentration of nanofluid. Also, during machining, a layer of nanoparticle is formed on to the tool tip and its thickness increases with nanoparticle concentration, as sedimentation of nanoparticle on tool tip increase with the number of nanoparticle present in a nanofluid. Therefore, at a low level of concentration, sedimentation phenomena are less; however, layer thickness is less; thus, heat transfer as a result higher cutting temperature is found. Similarly, at the medium level, the thickness of formed layer is improved; as a result, the cutting temperature is reduced. But at the higher level, the layer thickness is more which creates a negative effect as it works as thermal resistance; thus, the cutting temperature is highest at tool tip. Higher layer thickness restricts the heat to dissipate; thus, this layer works as a thermal resistance layer which attributed the higher cutting temperature. Also, according to Das et al. [52], heat transfer of fluid is directly influenced by the viscosity of a fluid. Lager viscous fluid attributed the higher boundary thickness which reduces the convective heat transfer capability of fluid. In the current work, the viscosity of nanofluid at higher concentration is more; thus, boundary layer thickness is higher; as a result, heat dissipation phenomena retard and it is confirmed through the cutting temperature results as the temperature is larger at higher concentrations. Further, cutting temperature (T) as revealed in Figs. 5b and 7 is found to be very low as compared with the temperature obtained by Kumar et al. [35] under dry cutting. Maximum average temperature (51 °C) obtained at the highest concentration (0.05%) of nano Al2O3 cutting fluid is about 70% lower than the temperature obtained under the dry condition at same cutting and tooling conditions [35]. It may be due to improved tribological attributes, i.e., greater thermal conductivity as well as higher heat transfer characteristics of nanofluids [11, 53–54]. Further, it can be said that under spray impingement cooling, the movement of nanofluid particles are slower because of the resistance offered by air molecules; however, it separated the nanofluid into tiny ones thus easily penetrating around the cutting zone and dissipated the cutting zone heat easily; thus, the cutting temperature has been lowered [41]. In every concentration, temperature obtained with nano TiO2 cutting fluid is lower than that of temperature obtained under nano Al2O3 cutting fluid due to self-lubrication properties and higher stability of TiO2 nanofluid which dominated the favorable effect of higher thermal conductivity of Al2O3 nanofluid. FESEM image, Fig. 2 c and d, also confirms the higher agglomeration of nano Al2O3 particles relative to TiO2 particles which reduces the favorable thermal behavior of Al2O3 cutting fluid. As a result, a heat dissipation phenomenon reduces and attributes relatively higher cutting temperature. Among all set of experiments, lowest temperature obtained under nano TiO2 cutting fluid (0.01% weight concentration) is with the average value of 39.0 °C which is 77.2% lower than the temperature (171 °C) obtained in dry condition with same turning conditions [35]. Compared with air-water mist spray cooling [36], TiO2 nanofluid produced 68.5% lower temperature due to the favorable rolling effect of nanofluid during cutting. Also at 0.01% weight concentration, TiO2 nanofluid exhibits 9.72% lower magnitude of temperature compared with Al2O3 due to higher wettability, greater lubricious, and higher stability of TiO2 dispersed nanofluid found from UV-Vsi Spectrophotometer test results (Fig. 3a, b).

Experimental results of cutting temperature
From the results, Fig. 5c, TiO2 nanofluid provides lower surface roughness relative to Al2O3 nanofluid. From the entire test results, nano TiO2 cutting fluid (0.01% weight concentration) exhibits lowest surface roughness and provides about 14.3% lower roughness compared with nano Al2O3 cutting fluid at the same concentration and about 11.5% lower surface roughness compared with dry condition at same cutting parameters [35]. From the FESEM image of both nano particles, Fig. 2c and d, the shape of particle is spherical but the shape and size of TiO2 nanoparticle is more symmetric or more spherical compared with Al2O3 nanoparticles; thus rolling effect is more dominating under TiO2 nanofluid which led to enhanced lubrication effects compared with Al2O3 nanofluid even if thermal conductivity of Al2O3 nano fluid is minutely higher than TiO2 nanofluid. Due to this, surface roughness is lower with TiO2 nanofluid compared with Al2O3 nanofluid. Additionally, finer size of TiO2 nanoparticles easily penetrated into the tiny holes or scratches available on to the workpiece and tool (due to manufacturing defects) and therefore provided a uniformly flat surface that minimizes the friction and cutting temperature and produces the better surface finish. This effect is called a mending effect [21]. Also, nanoparticles have a great ability to penetrate into the contact surfaces easily and exhibited significant elastohydrodynamic lubrication performance [55]. According to Sahu et al. [38] machining with spray impingement cooling introduced an improved result because in spray cooling, cutting fluid was supplied at high pressure and high velocity, which penetrates through capillary action into the chip-tool interface that causes the reduction of friction as a result cutting temperature reduces and surface quality improved compared with dry condition. Nanofluid has greater wetting as well as lubricating characteristics of the tool tip and as a result, heat dissipation phenomena from cutting zone arer improved and favor smoother machining with good quality of surface finish compared with dry [44]. The influence of nanofluid concentration on surface roughness is clearly found in the analysis. For both nanofluids, surface roughness reduces when concentration increases from 0.005 to 0.01% weight % while in a further increase in concentration (0.05 wt%) surface roughness significantly improved. Similar observations were reported by Rahmati et al. [55]. Under nanofluid machining, protective thin films containing billions of nanoparticles were formed on to the finished work surface and enabled much lower friction as well as thermal deformation compared with the un-machined work surface. This protective film amplified when concentration increases up to a certain limit and beyond it, less protective film produced thus surface quality improved up to a certain limit of concentration and beyond it, the surface quality diminishes. Also, nanoparticles at higher concentrations forcibly impinged by compressed air into pores of the surface. Further, these nanoparticles were sheared off by other incoming nanoparticles and more plowed off particles are remained on to the thin protective film as a result, rougher surface is produced at 0.05 wt% of nanofluid compared with 0.01 and 0.005 wt% [55–56].
In every test run, the shape of the chip is found to be helical in nature. In the current work, as hardness of D2 steel is 55 ± 1 HRC, i.e., it is semi brittle in nature; therefore, helical chips of small segments are produced due to brittle fracture of workpiece during machining. Das et al. also found helical chips at a cutting speed of 100 m/min with feed rate 0.05 mm/rev in hard turning of AISI 4340 steel under dry condition [57]. Also, according to Chandra et al. [58], helical chips produced under non-orthogonal turning which satisfied the current turning condition. Chip helix angle (λ) is the angle between the chip curl axis and the tangent of the chip curl surface as shown in Fig. 8 [59]. The higher chip helix angle is noticed with nano Al2O3 cutting fluid compared with nano TiO2 cutting fluid due to the formation of a thicker hydro-dynamic layer between chip and tool [44]. Also, helix angle of chip depends on thermal conductivity of nanofluid; therefore, as thermal conductivity of Al2O3 nanofluid is more than TiO2 nanofluid, hence, λ is higher for Al2O3 nanofluid. During cutting action, the bottom portion of chips which are in contact with tool-rake surface get expanded due to higher cutting temperature but at the same time, the top portion of chips is adhered with nanofluid; thus, due effective cooling takes place and chips experienced contraction as latent heat of chip is absorbed by nanofluid droplets by evaporative cooling. Therefore, due to this expansion and contraction, chip curling produced [60]. Also, chip curl radius increases with the concentration of nanoparticles in the cutting fluid. It may be due to the higher amount of nanoparticles strike on to the tool rake which accelerates the curliness of chip [44, 58]. Metallic color chips confirm the generation of lower chip-tool interface temperature (Figs. 7 and 8). In every test run, saw-tooth shape has been noticed due to periodically fracture of work material by occurring very high intensity of shear bands during machining [37]. From Fig. 8a–f, it can be stated that the chip segmentation under different nanofluid concentrations is different. In general, segmental chips are produced during machining of hardened steel and this occurrence is directly linked to cutting force fluctuations and stress distribution in the work area and also affects the temperature distribution, and thus the results of the process [61]. Under nanofluid machining, due to increasing concentration of nanofluid, the chip segmental length decreases due to occurrence of more intensity of load on to the formed chip because of the large number of nanoparticle present in the higher concentration of nanofluid. Also, from the thermal conductivity results (Table 1), the thermal conductivity increases with the leading concentration of nanoparticle in the base fluid, which increases the heat transfer rate; thus, rapid quenching of chips takes place. Due to this rapid quenching and continuous impingement of nanofluid, the chip gets segmented in small continuous length chips.

Chip micrographs. a, b 0.005% weight concentrations. c, d 0.01% weight concentration. e, f 0.05% weight concentration
For tool life assessment, nano TiO2 cutting fluid with weight concentration of 0.01% has been taken as it provides the best result among all tests considering flank wear criterion of VBc = 0.3 mm [35–36, 62,63,64]. The cutting and spraying nanofluid parameters are as follows: v = 108 m/min; f = 0.04 mm/rev; d = 0.1 mm, Ap = 1.5 bar; and Np = 1 bar [36]. Flank wear has been assessed with machining time and tool life is noted to be 154 min, Fig. 9a. On similar cutting variables, Kumar et al. found the tool life of 61 min under dry cutting [35] and 105 min under air-water mist spray cooling environment [36], i.e., with nano TiO2 cutting fluid, 2.52 times more tool life is obtained compared with dry cutting and 1.47 times higher tool life obtained compared with air-water mist spray cooling environment due to excellent wettability, lubrication, and heat dissipation capability of nano TiO2 cutting fluid during turning.

Evaluation of a tool life, b cutting temperature, and c surface roughness under 0.01% weight concentration of nano TiO2 cutting fluid
During tool life evaluation, tool-tip wear gradually improves with the progress of machining time as shown in Fig. 9a. The mechanisms like abrasion, notching, chipping, and catastrophic failure of the tool are major phenomena identified during tool life evaluation [36, 65]. Till 35 min of machining, only the abrasion dominates and is responsible for wear growth as shown in Fig. 9a. Groove wear is noticed after 49 min and continued to 77 min. Chipping phenomena started at 77 min and it continued till 119 min of machining. Further, the chipping phenomena are converted into catastrophic failure of tool tip due to high stress and high temperature as shown in Fig. 9a. Further, tool wear width reached to its limit of 0.3 mm at 154 min of machining.
Also higher heat dissipation quality of TiO2 fluid exhibits a significant reduction in cutting temperature as shown in Fig. 9b. Due to this reduction in cutting temperature, the tool wear growth is also reduced which is confirmed through the tool life result (Fig. 9a). Formation of a hydrodynamic layer on to the tool tip also restricts the heat inside the tool tip thus lowers temperature generation in machining which is confirmed by IR thermal imager where maximum temperature obtained at the end of tool life is 69.5 °C. On same cutting conditions, Kumar et al. [35] found the chip-tool interface temperature at end of tool life under the dry condition of 442.3 °C which is about 6.36 times higher than the temperature obtained under nano-TiO2 cutting fluid condition. Similarly in another work by Kumar et al. [36], at same cutting condition under air-water mist spray cooling, the cutting temperature at the end of tool life is 160.6 °C, i.e., compared with nano TiO2 cutting fluid, about 2.31 times more temperature is generated under air-water mist spray cooling. From Fig. 9b, it is clearly noticed that the growth in temperature is almost steady initially (up to 63 min) and then increasing at the end of tool life.
Surface roughness also improves steadily with the progress of machining time as shown in Fig. 9c due to lower wear rate under nanofluid spray cooling. At surface roughness criteria of 1.6 μm, the tool life was found as about 110 min which is good enough for hard turning concern. At the end of tool life, surface roughness is noticed to be 2.146 μm due to chipping action which results in non-uniform contact between work and tool during cutting.
4 Conclusions
Based on the performance of water-based nano-Al2O3 and nano-TiO2 cutting fluid using spray impingement technique in hard machining, the following conclusions are made:
High-energy ball mill is utilized to convert micro-sized raw powder of Al2O3 and TiO2 into nano-sized powder and an average diameter of Al2O3 and TiO2 are 44 nm and 27 nm, respectively.
In each % weight of concentration (0.005, 0.01, and 0.05), nano TiO2 cutting fluid exhibits better results on machinability over nano Al2O3 cutting fluid due to the higher lubricious and wettability characteristics. Also, it may be due to the higher particle size of Al2O3 compared with TiO2.
Most favorable result among all machinability experiments is found at 0.01 wt% concentrations of TiO2 fluid. At this condition, compared with nano Al2O3 cutting fluid, nano TiO2 cutting fluid attributed a significant reduction in tool wear (29%), in cutting temperature (9.7%) and in surface roughness (14.3%).
29% and 27.7% less tool wear was noticed under nano TiO2 fluid (0.01% weight) machining compared with dry cutting and air-water-based spray impingement cooling, respectively.
Abrasion and micro-grooves are identified as the major form of tool wear for both cutting fluids. Higher helix angle and higher curl radius of the chip are noticed under Al2O3 cutting fluid and these parameters are increasing with % weight concentration of both nanofluids. Increasing helix angle may happen due to the formation of a thicker hydro-dynamic layer between chip and tool. Helical and metallic chips are identified in every run with saw-tooth profile due to periodic fracture of work material. Among all set of experiments, lowest cutting temperature obtained under nano TiO2 cutting fluid (0.01% weight concentration) is with an average value of 39.0 °C which is 77.2%, 68.5%, 9.72% lower than the temperature obtained under dry, air-water mist spray cooling, and Al2O3 nanofluid (0.01% weight concentration), respectively.
Tool life at 0.01 wt% concentrations of nanoTiO2 cutting fluids found to be 154 min taking flank wear criteria of 0.3 mm, which is 2.52 times more than the tool life obtained under dry cutting due to excellent wettability, lubrication, and heat dissipation capability. Abrasion, groove wear, and chipping are noticed during tool life assessment. Also, higher heat dissipation quality of TiO2 fluid lowers the chip-tool interface temperatures which retard the growth of wear and improves surface quality.
In this work, the nozzle position is kept perpendicular to the rake surface. So variations in the nozzle position may influence the machining performance so it may be considered in future work. In mostly published work, only the MQL technique was used for nanofluid cooling, so there is a scope to use spray impingement cooling technique and compared its result with MQL. In the current work, the spray impingement cooling technique with TiO2 nanofluids (0.01 wt%) outperformed and may be applied in the future for other metal machining processes. Besides, the nanofluid can be prepared using hybrid nanoparticles and may be investigated in applications like machining, heat exchangers, and lubricants under high-pressure circumstances.
References
Sharma AK, Tiwari AK, Dixit AR (2015) Progress of nanofluid application in machining: a review. Mater Manuf Process 30(7):813–828
Sharma AK, Tiwari AK, Dixit AR (2015) Improved machining performance with nanoparticle enriched cutting fluids under minimum quantity lubrication (MQL) technique: a review. Mater Today Proc 2:3545–3551
Lee CG, Hwang YJ, Choi YM, Lee JK, Choi COJMA (2009) Study on the tribological characteristics of graphite nano lubricants. Int J Precis Eng Manuf 10(1):85–90
Sidik NAC, Samion S, Ghaderian J, Yazid MNAWM (2017) Recent progress on the application of nanofluids in minimum quantity lubrication machining: a review. Int J Heat Mass Transf 108:79–89
Rapeti P, Pasam VK, Gurram KMR, Revuru RS (2018) Performance evaluation of vegetable oil based nano cutting fluids in machining using grey relational analysis-a step towards sustainable manufacturing. J Clean Prod 172:2862–2875
Singh RK, Dixit AR, Mandal A, Sharma AK (2017) Emerging application of nanoparticle-enriched cutting fluid in metal removal processes: a review. J Brazil Soci Mech Sci Eng 39(11):4677–4717
Sharma AK, Tiwari AK, Singh RK, Dixita AR (2016) Tribological investigation of TiO2 nanoparticle based cutting fluid in machining under minimum quantity lubrication (MQL). Mater Today Proc 3:2155–2162
Hegab H, Kishawy HA, Umer U, Mohany A (2019) A model for machining with nano-additives based minimum quantity lubrication. Int J Adv Manuf Technol. 102:2013–2028. https://doi.org/10.1007/s00170-019-03294-0
Sharma AK, Tiwari AK, Dixit AR, Singh RK, Singh M (2018) Novel uses of alumina/graphene hybrid nanoparticle additives for improved tribological properties of lubricant in turning operation. Tribo Int 119:99–111
Chetan BBC, Ghosh S, Rao PV (2016) Application of nanofluids during minimum quantity lubrication: a case study in turning process. Tribo Int 101:234–246
Khandekar S, Sankar MR, Agnihotri V, Ramkumar J (2012) Nano-cutting fluid for enhancement of metal cutting performance. Mater Manuf Process 27(1–5):963–967
Duc TM, Long TT, Ngoc TB (2017) Performance of Al2O3 nanofluids in minimum quantity lubrication in hard milling of 60Si2Mn steel using cemented carbide tools. Adv Mech Eng 9(7):1–9
Sayuti M, Sarhan AAD, Salem F (2014) Novel uses of SiO2 nano-lubrication system in hard turning process of hardened steel AISI4140 for less tool wear, surface roughness and oil consumption. J Clean Prod 67:265–276
Garcia GE, Trigos F, Cortes DM, Paras LP (2018) Optimization of surface roughness on slitting knives by titanium dioxide nano particles as an additive in grinding lubricant. Int J Adv Manuf Technol. 96:4111–4121
Kadirgama K, Anamalai K, Ramachandran K, Ramasamy D, Samykano M, Kottasamy A, Lingenthiran, Rahman MM (2018) Thermal analysis of SUS 304 stainless steel using ethylene glycol/nanocellulose-based nanofluid coolant. Int J Adv Manuf Technol 97:2061–2076
Najiha MS, Rahman MM, Kadirgama K (2016) Performance of water-based TiO2 nanofluid during the minimum quantity lubrication machining of aluminium alloy AA6061-T6. J Clean Prod 135(1):1623–1636
Rahman SS, Ashraf MZI, Amin AKMN, Bashar MS, Ashik MFK, Kamruzzaman M (2019) Tuning nanofluids for improved lubrication performance in turning biomedical grade titanium alloy. J Clean Prod 206:180–196
Sahu NK, Andhare AB, Raju RA (2018) Evaluation of performance of nanofluid using multiwalled carbon nanotubes for machining of Ti–6AL–4V. Mach Sci Technol 22(3):476–492
Raju RK, Andhare A, Sahu NK (2017) Performance of multi-walled carbon nanotube-based nanofluid in turning operation. Mater Manuf Process 32(13):1490–1496
Padmini R, Krishna PV, Rao GKM (2016) Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribo Int 94:490–501
Musavi SH, Davoodi B, Niknam SA (2019) Effects of reinforced nanoparticles with surfactant on surface quality and chip formation morphology in MQL-turning of superalloys. J Manuf Process 40:128–139
Amrita M, Srikant RR, Sitaramaraju AV, Prasad MMS, Krishna PV (2013) Experimental investigations on influence of mist cooling using nanofluids on machining parameters in turning AISI 1040 steel. Proc Inst Mech Eng J 227:1334–1346
Amrita M, Shariq SA (2014) Experimental investigation on application of emulsifier oil based nano cutting fluids in metal cutting process. Procedia Eng 97:115–124
Amrita M, Srikant RR, Raju AVSR (2015) Performance evaluation and economic analysis of minimum quantity lubrication with pressurized/non-pressurized air and nanofluid mixture. Int J Aero Mech Eng 9(6):1012–1017
Su Y, Gong L, Li B, Liu Z, Chen D (2016) Performance evaluation of nanofluid MQL with vegetable-based oil and ester oil as base fluids in turning. Int J Adv Manuf Technol 83:2083–2089
Duc TM, Long TT, Chien TQ (2019) Performance evaluation of MQL parameters using Al2O3 and MoS2 nanofluids in hard turning 90CrSi steel. Lubricants 7:40
Hegab H, Kishawy HA (2018) Towards sustainable machining of Inconel 718 using nano-fluid minimum quantity lubrication. J Manuf Mater Process 2:50
Dong PQ, Duc TM, Long TT (2019) Performance evaluation of MQCL hard milling of SKD 11 tool steel using MoS2 nanofluid. Metals 9:658
Nayak SK, Mishra PC, Parashar SKS (2016) Enhancement of heat transfer by water-Al2O3and water-TiO2 nanofluids jet impingement in cooling hot steel surface. J Exp Nanosci 11(16):1253–1273
Karimzadehkhouei M, Shojaeian M, Sendur K, Mengüc MP, Kosar A (2017) The effect of nanoparticle type and nanoparticle mass fraction on heat transfer enhancement in pool boiling. Int J Heat Mass Transf 109:157–166
Murshed SMS, Leong KC, Yang C (2008) Investigations of thermal conductivity and viscosity of nanofluids. Int J Therm Sci 47:560–568
Chiam HW, Azmi WH, Usri NA, Mamat R, Adam NM (2017) Thermal conductivity and viscosity of Al2O3 nanofluids for different based ratio of water and ethylene glycol mixture. Exp Thermal Fluid Sci 81:420–429
Yu W, Xie H (2012) A review on nanofluids: preparation, stability mechanisms, and applications. J Nanomater 2012:1–17
Mishra PC, Mukherjee S, Nayak SK, Panda A (2014) A brief review on viscosity of nanofluids. Int Nano Lett 4:109–120
Kumar R, Sahoo AK, Mishra PC, Das RK (2018) Comparative study on machinability improvement in hard turning using coated and uncoated carbide inserts: part II modeling, multi-response optimization, tool life, and economic aspects. Adv Manuf 6(2):155–175
Kumar R, Sahoo AK, Mishra PC, Das RK (2019) Measurement and machinability study under environmentally conscious spray impingement cooling assisted machining. Measurement 135:913–927
Kumar R, Sahoo AK, Mishra PC, Das RK, Ukamanal M (2018) Experimental investigation on hard turning using mixed ceramic insert under accelerated cooling environment. Int J Ind Eng Comput 9(4):509–522
Sahu SK, Mishra PC, Orra K, Sahoo AK (2015) Performance assessment in hard turning of AISI 1015 steel under spray impingement cooling and dry environment. Proc Inst Mech Eng J 229(2):251–265
Kumar R, Sahoo AK, Mishra PC, Das RK (2018) An investigation to study the wear characteristics and comparative performance of cutting inserts during hard turning. Int J Mach Mach Mater 20(4):320–344
Saedon JB (2011) Micromilling of hardened (62 HRC) AISI D2 cold work tool steel, Doctor of philosophy thesis. The University of Birmingham UK
Babu MN, Anandan V, Muthukrishnan N, Gajendiran M (2018) Experimental process to evaluate the minimum quantity lubrication technique using copper nanofluids in turning process. Int J Mach Mach Mater 20(6):497–512
Duc TM, Long TT, Dong PQ (2019) Effect of the alumina nanofluid concentration on minimum quantity lubrication hard machining for sustainable production. Proc Inst Mech Eng C J Mech Eng Sci 233(17):5977–5988
Hegab H, Darrars B, Kishawy HA (2018) Sustainability assessment of machining with nano-cutting fluids. Proced Manuf 26:245–254
Hegab H, Umer U, Soliman M, Kishawy HA (2018) Effects of nano-cutting fluids on tool performance and chip morphology during machining Inconel 718. Int J Adv Manufact Technol 96(9–12):3449–3458
Khajehzadeh M, Moradpour J, Razfar MR (2019) Influence of nanolubricant particles’ size on flank wear in hard turning. Mater Manuf Process 34(5):494–501
Chinchanikar S, Choudhury SK (2015) Predictive modeling for flank wear progression of coated carbide tool in turning hardened steel under practical machining conditions. Int J Adv Manuf Technol 76:1185–1201
Boothyroyd G, Knight WA (2006) Fundamentals of machining and machine tools, third edn. CRC Press, Taylor & Francis
Zong WJ, Sun T, Li D, Cheng K, Liang YC (2008) XPS analysis of the groove wearing marks on flank face of diamond tool in nanometric cutting of silicon wafer. Int J Mach Tools Manuf 48(15):1678–1687
Sharma AK, Singh RK, Dixit AR, Tiwari AK, Singh M (2019) An investigation on tool flank wear using alumina/MoS2 hybrid nanofluid in turning operation. Adv Manuf Eng Mater:213–219
Xuan Y, Li Q (2000) Heat transfer enhancement of nanofluids. Int J Heat fluid Transf 21:58–64
Fathima R, Mujeeb A (2018) Laser induced synthesis and concentration dependent thermo-optical properties of silver-gold alloy nanoparticles. Mater Res Express (in press). https://doi.org/10.1088/2053-1591/aae19c
Das A, Pradhan O, Patel SK, Das SR, Biswal BB (2019) Performance appraisal of various nanofluids during hard machining of AISI 4340 steel. J Manuf Proc 46:248–270
Patole PB, Kulkarni VV (2017) Experimental investigation and optimization of cutting parameters with multi response characteristics in MQL turning of AISI 4340 using nano fluid. Cogent Eng 4:1303956
Liew PJ, Shaaroni A, Sidik NAC, Yan J (2017) An overview of current status of cutting fluids and cooling techniques of turning hard steel. Int J Heat Mass Transf 114:380–394
Rahmati B, Sarhan AAD, Sayuti M (2014) Morphology of surface generated by end milling AL6061-T6 using molybdenum disulfide (MoS2) nanolubrication in end milling machining. J Clean Prod 66(1):685–691
Rapoport L, Nepomnyashchy O, Lapsker I, Verdyan A, Moshkovich A, Feldman Y, Tenne R (2005) Behavior of fullerene-like WS2 nanoparticles under severe contact conditions. Wear 259:703–707
Das SR, Panda A, Dhupal D (2017) Experimental investigation of surface roughness, flank wear, chip morphology and cost estimation during machining of hardened AISI 4340 steel with coated carbide insert. Mech Adv Mater Mod Proc 3:9
Chandra A, Pavan K, Adam B, Jie W, Gap-Yong K (2013) Chip segmentation in machining: a study of deformation localization characteristics in Ti6Al4V. Mechanical Engineering Conference Presentations, Papers, and Proceedings 89 https://lib.dr.iastate.edu/me_conf/89
Rakesh M, Datta S (2019) Effects of cutting speed on Chip characteristics and tool Wear mechanisms during dry machining of Inconel 718 using uncoated WC tool. Arab J Sci Eng:1–18
Das A, Patel SK, Das SR (2019) Performance comparison of vegetable oil based nanofluids towards machinability improvement in hard turning of HSLA steel using minimum quantity lubrication. Mech Ind 20:506
Neslusan M, Sípek M, Mrazik J (2012) Analysis of chip formation during hard turning through acoustic emission. Mater Eng 19:1–11
Nune MMR, Chaganti PK (2019) Development, characterization, and evaluation of novel eco-friendly metal working fluid. Measurement 137:401–416
Negrete CC, Najera DC (2019) Sustainable machining as a mean of reducing the environmental impacts related to the energy consumption of the machine tool: a case study of AISI 1045 steel machining. Int J Adv Manuf Technol 102(1–4):27–41
Kumar R, Sahoo AK, Mishra PC, Das RK (2018) Comparative investigation towards machinability improvement in hard turning using coated and uncoated carbide inserts: part I experimental investigation. Adv Manuf 6(1):52–70
Zheng G, Xu R, Cheng X, Zhao G, Li L, Zhao J (2018) Effect of cutting parameters on wear behavior of coated tool and surface roughness in high-speed turning of 300M. Measurement 125:99–108
Acknowledgments
The authors are thankful to the Kalinga Institute of Industrial Technology (KIIT), Bhubaneswar, India, for providing the facilities to accomplish the current work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kumar, R., Sahoo, A.K., Mishra, P.C. et al. Influence of Al2O3 and TiO2 nanofluid on hard turning performance. Int J Adv Manuf Technol 106, 2265–2280 (2020). https://doi.org/10.1007/s00170-019-04754-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04754-3