
Abstract
It is a fact that, during the operation of engineered products, the materials of which these products are made of will degrade over time. As a result, engineers and scientists constantly develop new materials and/or techniques to repair and maintain these products to ultimately prolong their service life at minimum cost and with minimum environmental impact. This chapter introduces the reader to an overview of the cold spray technology, an enabler of a broad range of applications, many of which have never been previously possible or commercially practical. To achieve the chapter’s objectives, the beginnings of thermal spray and cold spray technologies are reviewed. Then, the advantages and limitations of cold spray are presented along with a number of applications and a general comparison against conventional thermal spray. Finally, a discussion on the complexity of surface engineering leads to view cold spray technology not in isolation but as a component of a broad range of surface engineering techniques available to solve engineering problems.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
1.1 Introduction
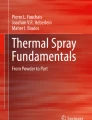
Cold spray is one of many names for describing a solid-state process that consolidates metals by exposing a substrate to a high-velocity jet (300–1200 m/s) of small particles (5–40 µm) accelerated by a supersonic gas jet (Papyrin et al. 2007). The powder particles intended to form the deposit are injected into the gas stream which accelerates such particles as it expands in the divergent section of a DeLaval nozzle. The temperature of the gas stream is always below the melting point of the feedstock material, and, as the gas expands to supersonic velocity, its pressure and temperature also decrease. After exiting the nozzle and upon impact with the substrate, the solid particles plastically deform and create a combination of metallurgical and mechanical bonding with the surrounding material. This results in the formation of a coating or freestanding shape in the solid state. However, material deposition only takes place if the impact velocity of the particles exceeds a defined material- and temperature-dependent threshold, namely critical velocity (Li et al. 2010). Figure 1.1 compares the coating thickness capabilities of the cold spray process to other surfacing technologies including surface conversion/modification and deposition methods. The cold spray process covers a vast range of possible coating thicknesses.

Cold spray in the surface engineering space. CS cold spray, PVD physical vapor deposition, CVD chemical vapor deposition
The details of the aspects highlighted above as well many more aspects related to the cold spray process will be presented in subsequent chapters of this book. In the following sections of this chapter, we review the beginnings of thermal and cold spray technologies, the advantages and limitations of cold spray, and a comparison with other coating processes. This is followed by a discussion on the need for a goal-orientated surface engineering approach as it pertains to cold spray technology.
1.2 Beginnings
The birth of new technologies is often associated with the result of rigorous methodical research and analysis; however, this is not always the case. Historically, chance discoveries led to new great ideas that eventually directed important further scientific investigations of the observed phenomena. In this respect, some examples include the discovery of penicillin by Alexander Fleming in 1928 while studying Staphylococcus (the bacteria that causes food poisoning), Teflon by Roy Plunkett in 1938 in an attempt to make a new refrigerant, the microwave effect by P. L. Spencer in 1945 while walking past a radar tube and noticing that the chocolate bar in his pocket melted, or cellophane by Jacques Brandenberger in 1908 while trying to apply a clear, protective film to a cloth making it waterproof.
Innovation can be the result of “a happy accident” sometimes referred to as “serendipity” (Walpole 1754). However, as Louis Pasteur (1854) pointed out, “where observation is concerned, luck favours only the prepared mind”(Dusek 2006, p. 35)) suggesting that “luck” was harnessed to some discoveries but it was actually because of the scientist who actively created the conditions for the discovery by planning and carefully controlling the conditions of a systematic experimental research. Moreover, it was the “prepared mind” that properly interpreted the importance of the unforeseen incident, employed creative analogies, and so used the incident constructively.
The discovery of the thermal spray and cold spray processes discussed in the following sections could be mentioned in the same context. Therefore, with the current demands on scientific research to solve critical problems, the unexpected chance events should not be discounted.
1.2.1 Thermal Spraying
Myth has it that Dr. Max Ulrick Schoop developed in the early 1900s in Zurich, Switzerland, the concept of thermal spraying when playing “soldiers” with his son and observing the deformation of lead pellets being fired from a toy cannon against a brick wall. As a good observer, Schoop recognized the potential of metallic splats and, in about 1912, he developed a simple device based on the principle that if a wire rod were fed into an intense, concentrated flame, it would melt and, with the flame surrounded by a stream of compressed gas, the molten metal would become atomized and readily propelled onto a surface to create a coating (Knight 2008). Schoop sold the rights of his process to Metallizator, a German company which, by the early 1920s, made the “metallizing” process available throughout Europe and the USA, and so promoted the spraying of railroads, navy ship tanks, coal barges, and even the Panama Canal’s emergency gates (Hermanek 2013).
Whatever the rationale, it can be stated that the pioneer work in the early 1900s of Schoop resulted in the discovery and development of metal spraying and subsequently the thermal spray technology represented by a group of coating processes in which finely divided metallic or nonmetallic materials are deposited in a molten or semi-molten condition to form a coating (Davis 2004).
During World War II, the thermal spray market exploded as war products were needed to last in battle and harsh conditions. In the 1960s, the detonation gun (D-gun) was developed, followed by induction plasma spray in 1965, vacuum plasma spray in 1973, and high-velocity oxy-fuel spray (HVOF) in the 1980s (Knight 2008). More recent new thermal spray developments include high-velocity air fuel (HVAF), low-velocity flame spray, and the suspension or solution precursor plasma spray (SPS or SPPS), a process which has been used to create thermal barrier coatings (TBCs) with novel low thermal conductivity columnar microstructures, and also an economical alternative to the electron beam physical vapor deposition (EB-PVD) process (Xie et al. 2006; Sampath et al. 2012).
1.2.2 Cold Spraying
According to NASA, when flying insects get in the way of an airplane’s wing during takeoff or landing, it is not just the bugs that suffer; those little blasts of bug guts disrupt the laminar flow of air over the airplane’s wings, creating more drag on the airplane and contributing to increased fuel consumption. That is why the “bug team” at NASA recently ran several flight tests of coatings that may one day reduce the amount of bug contamination on the wings of commercial aircraft (Atkinson 2013).
In this context, there is a large variety of two-phase flows, which, regarding the physical state, could be classified in gas–particle (solid or liquid), liquid–solid, and liquid–liquid mixtures. Out of these, the special case of gas–particle flows is of major importance in aerospace: (i) Flame ignition and stability in turbojet engines depend to a large extent on the dynamics and evaporation of the solid small droplets of kerosene spray injected in the combustion chamber (Murrone and Villedieu 2011); (ii) in solid propellant rockets, the addition of small (1–100 µm) solid aluminum particles increase the temperature of the burnt gases, suppress pressure oscillations in the combustion chamber, but when exhausted with the rest of the combustion products, may cause additional erosion in the rocket nozzle wall and increase heat transfer (Rudinger 1976); and (iii) the presence of super-cooled water droplets in the air lead to ice accretion which may deposit on aircraft surfaces, depending on their size and relative velocity (Murrone and Villedieu 2011).
Hence, due to the importance of two-phase flows in aerospace optimal design and safety operations, it was normal for the Russian scientists at the Institute of Theoretical and Applied Mechanics of the Siberian Branch of the Russian Academy of Science (ITAM SB RAS) in Novosibirsk to perform, in the mid-1980s, wind tunnel experiments and study the influence of particles on flow structure and their interaction with a body (Papyrin et al. 2007).
However, apart from other results, the original carefully planned and controlled conditions of wind tunnel experiments at ITAM SB RAS also led to the observation for the first time of deposition of aluminum on a body in a “cold” (280 K) supersonic two-phase flow with aluminum particle at a velocity of 400–450 m/s (Papyrin 2007).
This was the “happy accident” of observing a new phenomenon. However, it was the scientist who actively created the conditions for discovery and the “prepared minds” of scientists, such as Professor Papyrin and his colleagues, who properly identified and understood the importance of the unforeseen incident, used creative analogies, and, using the incident constructively, transformed it into what we call today the cold spray process.
The scientific and practical importance of the discovery of the cold spray process stimulated further experiments for a more detailed study of the observed phenomenon and the establishment of the basic physical principles of the process. The wide spectrum of research conducted include, in no particular order: experimental studies, modeling of the process, gas dynamics inside and outside the supersonic nozzle, optimization of the nozzle, the impact of a supersonic jet on a substrate, deformation of particles and bonding mechanisms, coating properties, and equipment and applications development (Papyrin et al. 2007).
All these studies led to a large number of initial patents in Russia; then, as the process became known and appreciated, new cold spray patents were filed in other countries around the world, as discussed in Chap. 12. Also, the cold spray process received important support by a number of consortiums formed, for example, in 1994–1995 between companies such as Ford Motor Company, General Motors, General Electric Aircraft Engines, and Pratt & Whitney Division of United Technologies and then, in 2000–2003, the Cooperative Research and Development Agreement (CRADA) consortium formed between companies such as Alcoa, ASB Industries, Sandia National Laboratories/DOE, Daimler Chrysler, Ford Motor Company, Jacobs Chuck Manufacturing Company, Ktech Corporation, Pratt & Whitney, Praxair, and Siemens-Westinghouse (Papyrin et al. 2007; Irissou et al. 2008).
Although the cold spray process, as we know it today, had been recognized for more than 20 years, its true commercial development only started in the early 2000s (Irissou et al. 2008). Since this time, the number of research publications on cold spraying has grown exponentially, a situation which also led to some sort of patent race in the field. In this respect, it is important to mention that way back in 1900, H. S. Thurston filed a patent for a method of applying metal particles upon a metal plate by a blast of pressurized gas; that in 1958, Rocheville filed a patent to protect a device that essentially used the method patented by Thurston but used a DeLaval-type nozzle to accelerate the gas and the fine powder particles; and, because sometimes the novelty of a patent application seems disputable, the decision in 2007 of the Supreme Court of the USA restrained to a greater degree the possibility of issuing patents that combine elements from different preexisting patents (Irissou et al. 2008). A comprehensive state of the art of the patenting of cold spray technology, at the time of the writing this book, is presented in Chap. 12.
1.3 Cold Spray: Advantages and Limitations
Like any other material consolidation techniques, the cold spray process has its own advantages and limitations. The main attribute of the cold spray process is the fact that it is a solid-state process, which results in many unique characteristics (Karthikeyan 2007). The most obvious limitation arises from the inherent plastic deformation of particles, which leads to loss of ductility at the expense of strength (Ogawa et al. 2008). The latter, however, may indeed be an advantage for certain applications. There are many ways in which advantages and limitations could be presented; this chapter divides these topics into three categories, namely:
-
1.
Deposited material property advantages
-
2.
Manufacturing advantages
-
3.
Process limitations
1.3.1 Deposited Material Property Advantages
Cold spray coating property advantages are summarized in Fig. 1.2. Chapter 4 “Coating Properties” explores in more detail all factors related to the properties of cold spray coatings. Many of these properties are interrelated; for example, cold-sprayed characteristics such as high density, low porosity, and no oxidation maximize both thermal and electrical conductivity, and, depending on the corrosion environment, may be conducive to improved corrosion resistance.

Cold spray coating property advantages
1.3.1.1 No Powder Melting
The key physical difference between cold spraying and more conventional thermal spraying methods is that, in cold spray, material consolidation occurs entirely in the solid state (Papyrin 2007) which requires enough impact energy (particle velocity) to stimulate bonding by rapid plastic deformation. Therefore, to achieve higher gas flow velocities in the DeLaval nozzle, the compressed carried gas is often preheated. However, while preheated temperatures as high as 1000 °C or more may be used, the fact that contact time of spray particles with the hot gas is quite short and that the gas rapidly cools as it expands in the diverging section of the nozzle, the temperature of the particles actually remains substantially below the initial gas preheat temperature, hence, below the melting temperature of the spray material (Grujicic et al. 2003).
1.3.1.2 No Grain Growth
During other material consolidation processes, such as powder metallurgy and conventional thermal spray processes, grain recrystallization and coarsening is a fact of life which is unacceptable in many instances (Kim et al. 2005). In contrast, during cold spraying, the net heat input into the material is low enough that extensive grain growth and recrystallization do not typically happen; this is largely beneficial as the consolidated material may be able to retain desirable mechanical and physical properties of the feedstock material (Al-Mangour et al. 2013), such as fatigue strength, which strongly depends on surface microstructure and grain size (Ghelichi et al. 2012). After cold spraying, the grain microstructure of the consolidated material remains largely equaxial contrary to the splat-like microstructure typical of conventional thermal spray (Luzin et al. 2011). Others have even reported fine grain microstructures with ultimate tensile strength and hardness always higher than the equivalent properties in equivalent wrought materials- attributed to the high degree of plastic deformation during cold spraying (Karthikeyan 2007; Phani et al. 2007; Koivuluoto et al. 2008; Al-Mangour et al. 2013). At a more microstructural level, rapid plastic deformation during cold spraying may also result in the formation of nano-sized grain zones at the interfacial regions between particles, which may have further implications on mechanical properties of cold spray deposits (Jahedi et al. 2013). In summary, the low-temperature solid-state condition of the cold spray technique makes this method attractive to process temperature-sensitive materials, such as nanostructured and amorphous materials (Kim et al. 2005; Karthikeyan 2007).
1.3.1.3 No Phase Changes
The properties of all materials are affected by the chemical, microstructural, and phase compositions of the processed material. In most cases, these properties have been engineered through material processing techniques that, at some point, involved high-temperature phase transformations (Melendez and McDonald 2013).
In high-temperature processes, such as plasma spraying, molten species (including ceramic species) can react during their very short fly from the spray gun to the substrate. For example, NiAl plasma-sprayed powder can show all possible phases in the deposit, including Ni, alpha-Ni, NiAl, Ni2Al3, NiAl3, and Al; AI2O3 and TiO2 plasma-sprayed powder blends can result in deposition of Al2O3 significantly enriched with TiO2 (Chraska et al. 1992). Even during lower-temperature spray processes, such HVOF, WC–Co powders tend to undergo detrimental decarburization, with by-products of reactions that are fundamentally undesirable, such as W2C, W, and WO3 (Kim et al. 2005; Melendez and McDonald 2013).
In the cold spray process, thermally induced phase transformations are avoided. Researchers have used cold spray to consolidate WC-based powders. Using X-ray diffraction (XRD), it has been confirmed that cold spray does not induce changes to the chemistry, phase composition, or grain structure (Kim et al. 2005; Smith 2007; Al-Mangour et al. 2013; Melendez and McDonald 2013). Yet, another classical example refers to the preservation of nanocrystalline microstructure, which yields exceptional mechanical properties (Smith 2007; Fig. 1.3). The cold spray process has been successfully used to consolidate nanostructured powder materials into useful forms without destroying their fine grain size (Karthikeyan 2007).

Cold spray nanostructured coating advantages
1.3.1.4 Minimum Thermal Input to the Substrate
Repairing damaged ion vapor deposition (IVD) aluminum coatings on high-strength steel substrates, such as 300M, 4340 or 4130, requires better than 99 wt.% aluminum coatings along with a coating process that does not raise the substrate temperature to more than 204 °C (per MIL-DTL-83488D). Because of its low-temperature deposition, cold spray has become the ideal process to repair damaged IVD aluminum on thin plates. Qualification tests have demonstrated that during the cold spray coating process, the temperature at the reverse side of steel sheets (as thin as 1 mm) did not reach more than 120 °C (Gaydos 2011). In addition to IVD, cold spray can also be used to repair damaged alumiplate, sputter aluminum, chemical vapor deposition (CVD) aluminum, and ionic liquid aluminum coatings (Gaydos 2011). Furthermore, cold spray could be used to spray any temperature-sensitive materials such as magnesium, nanostructured materials, amorphous materials, carbide composites, and many polymers. According to experts, cold spray technology could be used for almost 70 % of materials that could be spray coated but that are ruled out because of the high-process temperatures associated with traditional thermal spray processes (Kaye and Thyer 2006).
1.3.1.5 No Oxidation
In-process oxidation constitutes one of the main limitations of most traditional thermal spray processes. In-flight oxidation of particles results in internal oxide inclusions, while postimpact oxidation produces surface oxide layer between splat layers (Gan and Berndt 2013). Low-cost processes such as air plasma spray (APS) and wire arc spray produce coatings with the most oxidation and porosity compared to, for example, HVOF (Gan and Berndt 2013). Yet, the increased particle velocity in HVOF generally correlates well with improved splat deformation and less porosity but unfortunately has no effect on oxidation (Hanson and Settles 2003). Oxidation is particularly critical when spraying oxygen-sensitive materials such as aluminum, copper, magnesium, titanium, and others as small amounts of undesirable oxygen may degrade the physical properties of the deposits (Smith 2007). One example is alloy 600, a nickel-based alloy used in heat exchangers in the nuclear industry, which is prone to stress corrosion cracking (SCC), one of the most challenging modes of material failure. SCC failures have been directly associated with the presence of Fe- and Cr-rich oxide films along grain boundaries (Dugdale et al. 2013).
During particle impact in cold spraying, the brittle oxide skin that covers most metal surfaces shatters, making the oxide swept away by the high-velocity gas jet and readying the bare surface for a clean bond with particles coming behind; in practice, it has been demonstrated that cold spray deposits show same or lower oxygen content than the starting powder material (Karthikeyan 2007). Figure 1.4 illustrates porosity, oxygen content, and thermal properties of Cu, Sn, and Al when sprayed by conventional thermal spray versus cold spray.

Porosity, oxygen content, and thermal property comparison between thermal spray and cold spray. OFHC oxygen-free high conductivity
The ability of cold spray not to introduce but rather diminish oxide content in the deposit is very appealing for a number of exciting future applications. One example is the deposition of intermetallic compounds such as FeAl-based intermetallic alloys, which exhibit good mechanical properties and excellent corrosion resistance in oxidizing and sulfidizing atmospheres at elevated temperatures. These materials are lighter (5.56 g/cm3) than steels or Ni-based alloys, have a high melting point, high creep strength, excellent thermal conductivity, and are relatively inexpensive. Because of these attributes, they have been considered as a substitute for stainless steels or Ni-based superalloys for high-temperature service (Wang et al. 2008). Fe–Al intermetallics show limited ductility at low temperatures, and their mechanical strength degrades at temperatures higher than 600 °C. Thermal spray processes, such as plasma spray, HVOF, wire arc, or flame spray, have been used to spray with FeAl-based alloys for corrosion protection of carbon steels. However, such deposits end up with excessive oxide content which leads to poor corrosion performance and other problems, emphasized by the significant difference in melting points between Al and Fe as well as the exothermic nature of formation of iron aluminides (Lee et al. 2006; Wang et al. 2008, 2012). Cold spraying of Fe–Al-based materials can be achieved by utilizing powder blends, which then, with an appropriate annealing post-spray treatment (Lee et al. 2010), can induce the complete transformation of Fe(Al) solid solution into FeAl intermetallics (Wang et al. 2008). Other powder mixtures, such Al/Ni, Al/Ti, W/Cu, Zn/Al, Ti/Al, and Ni/Al can be cold sprayed and then annealed to form a dense well-dispersed distribution of their intermetallics (Wang et al. 2008; Lee et al. 2010).
1.3.1.6 High Density, Low Porosity
The outer zone of the typical lamellar structure of a thermal spray deposit shows splats that are not well bonded together and that, in their turn, lead to many micron-sized pores (Dong et al. 2013). A high level of porosity—such as 5–15 % for flame and arc spray and 3–8 % for plasma spray—may lead to corrosion (Maev and Leshchynsky 2008).
Cold spraying is a solid-state process with no splashing. When particles impact the substrate at speeds higher than the material’s critical velocity, they plastically deform at high strain rates and bonding occurs (as explained later in Chap. 2). High strain rate deformation produces additional thermal energy at interfaces, which may lead to the generation of interfacial metal vapor jet. This jet in effect produces “vapor deposition” of material at the inter-particulate interfaces which fills any pores and cracks that exist. In this respect, it has been suggested that cold spray can be viewed as a combination of a particulate and microscopic vapor deposition processes (Papyrin 2006). On top of that, every subsequent pass of the spray plum effectively “shot peens” the underlying layers, thus increasing their density. The combination of all these phenomena in cold spray produces near-theoretical density coatings (Papyrin 2006). Furthermore, when post-spray heat treatments (such as annealing) are applied, the deposits experience even further consolidation and densification approaching ideal levels due to closure of pores, inter-splat boundaries, and cracks (Chavan et al. 2013; Fig. 1.4).
1.3.1.7 High Thermal and Electrical Conductivity
Electrical conductivity is a good indicator of coating quality in terms of material density and presence of dispersed oxide phases (Koivuluoto et al. 2012). Because of its exceptional electrical and thermal conductivities combined with its commercial availability, copper represents a key material in today’s industrialized world (Phani et al. 2007). It has been demonstrated that the presence of oxide inclusions in plasma-sprayed copper coatings lowers the electrical conductivity of the deposits down to about 15 % of the conductivity of oxygen-free high-conductivity (OFHC) copper (Smith 2007). In contrast, dense cold-sprayed copper coatings may display conductivities better than 85 % OFHC copper (Smith 2007; Karthikeyan 2007); similar copper material would typically display conductivities of about 40–63 % OFHC copper when sprayed by conventional thermal spray processes. If the process can afford it, post-annealing after cold spraying will further increase the conductivity of the deposits by densification and recrystallization (Phani et al. 2007; Koivuluoto et al. 2012).
Figure 1.5 compares the “as-sprayed” electrical conductivity of copper coatings using upstream injection (high gas pressures, HP) and downstream injection (lower gas pressures, LP) cold spray systems. International Annealed Copper Standard (IACS) values were given as an average of values measured by using four-point measurements for the following sample conditions: (c1) on steel as-sprayed, (c2) on steel heat treated at 400 °C, (c3) on ceramic heat treated at 280 °C, and (c4) on ceramic heat treated at 280 °C. The subscript that follows the condition indicates the authors: (1) Koivuluoto et al. (2012) and (2) Donner et al. (2011).

Electrical conductivity for cold-sprayed copper coatings. IACS International Annealed Copper Standard, HP high gas pressure, LP low gas pressure
Upstream injection cold spray systems operating at HP would produce copper coatings with higher electrical conductivities than downstream injection systems operating at LP. However, when using downstream injection systems in combination with powder blends (such as Cu + Al2O3), the deposits can be sufficiently densified as to attain electrical conductivities that are acceptable for most electrical applications. The main function of Al2O3 particle additions, in this case, is to activate (cleaning/roughening) the underlying surfaces as well as hammer-deposited particles so that a high-density low-oxygen deposit is built up, become more receptive to adhesion, fresh impact of sprayed particles and better adhere to the surface.
1.3.1.8 Bond Strength
Both adhesive and cohesive strengths of a deposit are key to determine its usefulness within any particular application (Huang and Fukanuma 2012). The mechanical and other properties associated with cold spray deposits will be discussed in Chap. 4. In general, average adhesive/cohesive strengths are determined by spraying the top surface of a cylindrical tensile sample, then gluing the sprayed area to a respective counter-body of the same size, and finally pulling the assembly in tension to failure (ASTM C633). Using this method with certain materials combinations, it has been shown that deposits may fail cohesively (fracture inside the deposit; Koivuluoto et al. 2008) or adhesively (fracture at the deposit/substrate interface; Irissou et al. 2007). In other cases, the addition of ceramic particles, such as Al2O3, to pure aluminum can significantly increase adhesive/cohesive strength (Irissou et al. 2007; Lee et al. 2005). There are cases where the test results are limited by the strength of the glue itself. To overcome the latter, others (Huang and Fukanuma 2012) have attempted other testing techniques, which have indicated that cold-sprayed deposits can display high adhesive strengths (as high as 250 MPa for aluminum alloys, Karthikeyan 2007).
1.3.1.9 Compressive Residual Stresses
It is generally accepted that the presence of surface tensile stresses may contribute to the formation and propagation of micro-cracks, which may accelerate fatigue failure. Because of thermal expansion and contraction during melting and solidification, deposits made by thermal spray may develop surface residual tensile stresses (Maev and Leshchynsky 2008). A distinct feature of the cold spray process is the development of superficial compressive residual stresses instead (Spencer et al. 2012). Compressive stresses have the opposite effect on fatigue life. Because of the importance of this subject, Chap. 5 has been entirely dedicated to discuss the topic of the formation of residual stresses during cold spraying.
Through modeling and experimentation, it has been shown that the cold spray process can generate desirable surface compressive stresses which are responsible for improvements in fatigue life of certain materials. For example, cold-sprayed Al7075 over Al5052 substrates, using downstream injection system at low pressure, showed an improvement of close to 30 % in fatigue life (Ghelichi et al. 2012). Others have reported a fatigue life improvement of 10 % for cold-sprayed aluminum over AZ31B magnesium substrates (Shayegan et al. 2014). Compressive residual stresses generated during the cold spray process also contribute to the possibility of producing ultra-thick, well-bonded, and near-room-temperature coatings for near-net-shape manufacturing of components made of metallic, composite, and polymeric materials (Maev and Leshchynsky 2008).
1.3.1.10 Corrosion Resistant
Conventional thermal spray processes such as flame spray, twin-wire arc spray, and air plasma spraying (APS) represent some of the common methods to deposit aluminum over steel and other materials for corrosion protection. Although they are typically less expensive compared to cold spraying, the severe oxidation, phase transformations, and high porosity are conducive to relatively poor corrosion performance compared to fully dense materials (Dong et al. 2013; Chavan et al. 2013), not to mention some of the environmental challenges associated with the processes (Villafuerte and Zheng 2007).
The high density, phase purity, and homogeneous microstructure of cold-sprayed coatings are characteristics that yield exceptional corrosion resistance (Karthikeyan 2007). Consequently, cold spray is increasingly becoming a preferred method to provide localized corrosion repair and protection in a vast number of applications, many without other means available (Villafuerte and Zheng 2007). Some of these applications include aircraft as well as automotive magnesium castings (Villafuerte and Zheng 2011; Suo et al. 2012).
Others (Al-Mangour et al. 2013) have experimented mixing stainless steel 316L particles with particles made of Co–Cr alloy L605; the latter known to display superior corrosion resistance than 316L alone but difficult to manufacture. These studies suggested that cold spray may be used to consolidate these metals as a blend (67 % 316L—33 % L605), then post-heat treated so that both corrosion and mechanical properties of the resulting composite are better than 316L alone, potentially becoming a new class of metallic biomaterial (Al-Mangour et al. 2013).
1.3.2 Manufacturing Advantages
Often, the rate at which new technologies are developed, accepted, and adopted is proportional to the need for new solutions to engineering problems (Dorfman and Sharma 2013). In its current state, cold spray technology is becoming a tool for remanufacturing; an emerging trend born from our urgency to reduce the negative environmental impact of today’s manufacturing practices such as overexploitation of resources, waste disposal, contamination, and greenhouse emissions. Some of the advantages of cold spray represent more environmentally friendly alternatives to technologies such as electroplating, soldering, and painting (Grujicic et al. 2003).
1.3.2.1 No Masking
In traditional thermal spray, masking is a necessity as hot particles in the overspray tend to stick very well to surfaces outside the target; often masking must be done manually which significantly adds to the manufacturing costs (Smith 2007). For example, the specifications for repair and assembling of blades in land-based power turbines require that an abradable aluminum seal layer be applied to the base of each blade where the blade is inserted into the main shaft. This minimizes leaks which, otherwise, would lead to significant efficiency losses. Conventional thermal spray processes require extensive masking to protect the rest of the blade from overspray, which represent the most significant portion of the cost (SST 2014).
For other industrial applications, such as electrical circuits and heat conducting surfaces requiring patterned deposits, cold spray represents an ideal process because of its ability to lay down well-defined patterns without masking. The width of the tracks is controlled by the nozzle exit diameter, and many of today’s applications require tracks that are narrower than the standard available nozzle diameters (Wielage et al. 2010). In practice, nozzles can be modified by squeezing the cross section into a slim rectangle with the traverse side significantly smaller (1–2 mm) than longitudinal side (Karthikeyan 2007). This geometry change does not significantly affect particle velocity (Sova et al. 2013). As we move forward, with the possibility of using cold spray for additive manufacturing, there is a need to develop smaller nozzles capable of delivering smaller footprints for better shape resolution.
1.3.2.2 Flexibility in Substrate–Coating Selection
Cold spraying has been used for a wide selection of coating–substrate combinations. To name a few: Al on Ni substrate (Lee at al. 2008); Al–10Sn and Al–20Sn substrate—SUS304, Al6061 and Cu (Ning et al. 2008); aluminum alloy Al-5Fe-V-Si onto internal combustion (IC) aluminum engine piston heads (Berube et al. 2012); Cu + Al2O3 on steel substrate (Koivuluoto and Vuoristo 2010); Mg powder on stainless steel and aluminum plates (Suo et al. 2012); Al + SiC and Ti + SiC mixtures on aluminum and steel substrates (Sova et al. 2010); or Al and Al/Cu bimetallic coating on carbon fiber-reinforced polymer matrix composite (PMC; Zhou et al. 2011). Because cold spray bonding is a combination of mechanical interlock and metallurgical bonding, the nature of the substrate is of lesser importance and therefore an incredible number of combinations can be created.
1.3.2.3 Coupling Dissimilar Materials
The possibility to integrate dissimilar materials into products with exotic properties is a strong driving force for exploring new fabrication methods. As an example, the wear resistance of aluminum alloy substrates can be enhanced by cladding with iron-based alloys. However, the required heat input in traditional cladding processes may produce undesirable intermetallic phases, such as FeAl, Fe3Al, Fe2Al, and Fe2Al5 at the interface that induce crack failure upon cooling (Wilden et al. 2008). In other cases, it is the steel substrate that requires corrosion protection, for which a layer of aluminum is typically deposited using twin-wire arc spray. Although the latter is common, it is also known that the resulting porosity promotes the formation of interconnected paths inside the coating that allow corrosive electrolytes to reach the steel substrate (Esfahani et al. 2012). This corrosion behavior has also been observed in coatings made by flame spray, HVOF, and plasma spray (Esfahani et al. 2012).
Because of its much lower process temperature combined with higher particle velocity, the cold spray process can readily form dense deposit of many materials, such as aluminum, copper, nickel, 316L, and Ti64, on dissimilar substrates (Grujicic et al. 2004). Materials, such as aluminum and copper, could be cold sprayed directly onto smooth, unprepared glass surfaces (Dykhuizen and Smith 1998), and some polymeric surfaces (Lupoi and O’Neill 2010). Conversely, polymeric materials (such as polyethylene) can be sprayed onto Al 7075 substrate (Alhulaifi et al. 2012). The ability to mix a diverse range of materials makes cold spray ideal for creating engineered metal matrix composites (MMC) and free forms with custom-graded properties (Karthikeyan 2004).
1.3.2.4 Ultra-Thick Coatings
When building thick deposits by conventional thermal spray, there is a progressive buildup of superficial tensile stresses as the thickness increases; the bond strength decreases progressively. Eventually, the stress buildup overcomes the resistance of the material causing spontaneous spalling or delamination (Karthikeyan 2007). Unlike thermal processes, cold spray coatings tend to be compressively stressed at the surface, therefore minimizing or eliminating the through thickness gradient that is created in the process of producing thick coatings by thermal spray.
1.3.2.5 Deposition Efficiency
As described in subsequent chapters of this book, deposition efficiency (DE) represents the ratio, usually expressed in percentage of the weight of the powder deposited on the substrate to the weight of the powder sprayed (Schmidt et al. 2009). Higher DE is not necessarily associated with better sprayability as some materials can be readily deposited but with poor characteristics of the deposit, such as high porosity and poor bond strength. DE is not only a function of the nature and condition of the surfaces of the particle and/or substrate but also the amount of kinetic energy or impact velocity. In general, high DE values, in excess of 95 %, can be attained using very high impact velocities; for example, when depositing copper and/or aluminum alloys. Very high impact velocities can be obtained using helium at high pressures and temperatures, however, at a very high cost tag, as explained in Chap. 11. Conversely, high DE values could also be attained at lower impact velocities by manipulating the characteristics of the spray powder. Depending on the materials to be sprayed, DE can be an important material cost consideration. In most cases, however, it represents a more important consideration from the health and safety standpoint as there may be a significant cost associated with the proper collection and disposal of waste metal powder, as better explained in Chap. 9.
1.3.2.6 Environmental, Health, and Safety
The presence of hexavalent chromium, a well-documented human carcinogen, during processing of traditional chromium plating applications made users of these technologies switch to HVOF thermal spray of tungsten carbide (Dorfman and Sharma 2013), a more benevolent process on this regards. Because of the absence of fumes, combustible gases, sparks, and flames, cold spray represents an even better alternative from the health and safety standpoint (Grujicic et al. 2003). In fact, WC–Co coating has already been applied by cold spray as a replacement of electrolytic hard chrome (EHC) plating (Ang et al. 2012).
In other high operational risk scenarios, downstream injection portable cold spray has been proven acceptable for remote corrosion repair of heavy water aluminum vessels in nuclear reactors (SST 2014). Cold spray technology was also demonstrated to be a reliable process for applying thick copper coatings to cast iron canisters for the disposal of nuclear fuel waste (Irissou et al. 2012).
Medical antibacterial surface applications are also becoming increasingly interesting, as described in Chap. 10. The antibacterial benefits of copper are well documented; the ability of cold spray to deposit dense copper on most surfaces has triggered interest on cold spray for such applications. Some suggest that using inoculants during spraying, such as meticillin-resistant Staphylococcus aureus (MRSA), could even yield at least three times the efficiency of eliminating bacteria by other traditional processes making cold spray an exceptional tool for food processing, health care, and air-conditioning applications (Champagne and Helfritch 2013).
However, like any other processes including thermal spray, cold spray technology poses a number of potential environmental, health, and safety risks, mostly associated with the management of waste powder as well as level of noise. The reclamation and disposal of waste powders is extensively reviewed in Chap. 9.
1.3.3 Process Limitations
As with any other materials processing technique, the cold spray process has its own limitations depending on the perspective from which it is evaluated, as discussed below.
1.3.3.1 Near-Zero Ductility
The main disadvantage of cold spray process arises from the necessary plastic deformation of particles, which leads to a loss of ductility of the coating. One study (Ogawa et al. 2008), for example, indicated that the elastic modulus of cold-sprayed aluminum coatings on a cold-rolled plate of pure aluminum alloy A1050 was consistently higher than the corresponding elastic modulus of the cold-rolled aluminum substrate, showing early signs of cracking during tensile loading. When compressive loading was applied, no cracking was observed in the cold-sprayed aluminum, which also displayed higher strength as compared to cold-rolled aluminum. What was interesting is the fact that post-annealing of cold-sprayed specimens at temperatures as low as 270 °C readily restored ductility compared to untreated specimens. In cold-sprayed materials, there is a great deal of stored energy as plastic deformation which can turn into recrystallization and consolidation when the material is heated.
1.3.3.2 Limited Range of Sprayable Materials
Unlike most traditional thermal spray processes that are capable of depositing a wide range of materials from metals to ceramics, at its current state, cold spray is essentially limited to depositing metals or composites possessing a sufficient degree of low-temperature ductility; Examples include metals such as Al, Cu, Ni, Ti, Ag, Zn, Ni (Champagne 2007), as well as blends of these metals with ceramics or other non-ductile species including Al–Al2O3 mixtures (Irissou et al. 2007), WC–12Co blended with Ni (Melendez and McDonald 2013), WC–Co blended with Cu or Al (Wang and Villafuerte 2009), and even Al–12Si alloy composites (Yandouzi et al. 2009).
Over these many years, there has also been a great deal of research in an attempt to expand the range of cold sprayable materials. Some examples of exotic attempts include Al–Ni intermetallic compounds (IMC; Lee et al. 2010), SiC without metal matrix binder on Ni–Cr-based superalloys to improve high temperature oxidation resistance (Seo et al. 2012); many of which are impossible to deposit using traditional thermal processes.
1.3.3.3 Substrate Material Must be Hard Enough
In cold spraying, the substrate material must be hard enough (relative to the spray material) to induce sufficient plastic deformation of the incoming particles for acceptable bonding (Karthikeyan 2007). On one side of the spectrum, extremely soft substrates (such as polyethylene) would cause incoming particles to crater well beyond the surface without any possibility of buildup. On the other side of the spectrum, extremely brittle substrates with structures that delaminate easily (such as carbon) would likely experience erosion by the incoming particles. Substrates must be as well resilient or well supported to accept coating.
1.3.3.4 Gas Consumption
Gas consumption in cold spray is much higher than in many thermal spray processes. This is because of the high velocities and flows necessary to propel particles. Helium, nitrogen, and plain air are the choices for carrier gas. The main difference is the density; helium being the most desirable gas just because of its ability to attain high gas velocities as well as its inertness. High gas velocities often produce better results in terms of quality and DE. Yet, helium is the most expensive and scarce gas, which has limited its usage to very specialized applications; in these cases, recycling of helium may be necessary, which undoubtedly elevates the complexity of the cold spray operation (Champagne 2007).
Therefore, over the past few years, there has been a trend to develop cold spray procedures and specifications with nitrogen and/or air as the gases of choice for all types of cold spray equipment as well as sprayable materials. As explained in Chap. 6, the upper operational range for cold spray includes nitrogen gas temperatures as high as 1000 °C at a pressure of 70 bars. High operational parameters are necessary when spraying materials with less low-temperature ductility than traditional cold sprayable metals; some examples include Ni-based super alloys, titanium alloys, stainless steels, and tantalum. Under these operational conditions, capital and operational costs, including gas consumption, are very high, so the application must very well justify them. The decision on a specific cold spray system should be based on both the actual technical and operational requirements of intended applications.
1.3.3.5 Line of Sight
Just like all other thermal spray processes and unlike processes such as electroplating, physical vapor deposition, and chemical vapor deposition, cold spray is a line-of-sight process (Davis 2004). It is, therefore, difficult to spray materials on inside surfaces, such as the internal diameter of pipes, without special consideration of nozzle design. Unlike traditional thermal spray, the standoff distance from the substrate for cold spraying is in the order of 10 mm, much shorter than for thermal spraying. Therefore, it becomes easier to design nozzle assemblies that can fit within cavities that otherwise would be impossible to spray. At the time of this write-up, manufacturers of commercial cold spray equipment were able to supply 90° nozzle assemblies capable of spraying materials in inside diameters as small as 90 mm.
1.3.3.6 Limited Availability of Standard Specifications
At the time of writing this book, there was only one standard specification, MIL-STD-3021, in the public domain (US ARMY RESEARCH LAB ARL 2008). However, there were numerous companies which already had their own internal cold spray specifications and/or were in the process of developing their specification. Many of these first adopters operate within aerospace and transportation industries.
1.4 Cold Spray Versus Thermal Spray
The previous sections of this chapter presented in a succinct way, an overview of the advantages and limitations of cold spray, in reference to some practical applications of the process. In the world of thermal spray, there is a wide range of commercial processes to apply coatings for a wide range of coating materials. Surface engineering requirements for specific components vary considerably according to specific service conditions, which generally are a combination of wear, stress, and corrosion. Therefore, not every thermal spray process is suitable for every application; on the other hand, the diversity of available spraying methods helps satisfy the diversity of needs. The role of an applicator is to, as best as possible, identify the processes that make more sense (technical, economical, environmental) to a given application (Sulzer Metco 2014).
In this section, we compare cold spray technology against the more general thermal spray family of processes. In order to visualize their differences and similarities, please refer to Fig. 1.6. This figure shows a selected number of thermal spray and cold spray processes positioned in the flame (or arc) temperature versus particle velocity coordinates as well as substrate temperature, included as an third axis on the right-hand side of the graph.

Cold spray versus thermal spray. HVOF high-velocity oxy-fuel spray, HVAF high-velocity air fuel
1.4.1 Old Versus New
Thermal spray recently celebrated its first century of existence, classifying this family of processes as mature. Over the past few decades, thermal spray has become one of the leading surface technologies alongside physical vapor deposition and weld overlaying, an estimated industry worth approximately US$ 6.5 billion with the majority of revenue generated in coating services (Dorfman and Sharma 2013). Cold spray technology is a relatively new material consolidation technique which has commercially emerged in the past two decades (Smith 2007). The implementation of cold spray technology, probably its most intense development area (Papyrin 2007), generally occurs in situations where conventional hot metal spray technology cannot be successfully used (Champagne 2007). Eliminating the detrimental effects of high process temperatures has been perhaps one of the unique strengths of cold spray for many applications.
1.4.2 Energy Source
In order to produce material consolidation, all spray processes (including cold spray) require a combination of thermal and kinetic energies. Both of these energies are generated through diverse energy sources such as combustion flames, electric arcs, laser beams, and/or simply heating compressed carrier gases (nitrogen, air, helium). In order to achieve quality coatings, certain amounts of both energies ought to be transferred to the spray particles (Klassen 2014); thermal energy is needed to melt or soften the spray material. Kinetic energy, coupled to the particle velocity, is needed to achieve density and bond strength.
The thermal energy released by different spray techniques is transferred into energy in transit or heat. As soon as the transferred energy is absorbed by the coating material, it is no longer heat and once again becomes kinetic energy, which then forms part of the coating material’s total internal energy (Nahle 2009). Whether high thermal energy or high kinetic energy of the particle is favorable for material consolidation, it all depends on the nature of the spray material and the desired properties of the deposit. Plasma spraying is common for spraying oxide ceramics; it uses extreme elevated temperatures and relatively low kinetic energy of the particles (or liquid droplets) to achieve ceramic coatings. HVOF covers a wide range of thermal and kinetic energy ranges to produce dense coatings. The temperature and velocity of particles impinging on the substrate is affected by the gas temperature, density, and pressure as well as by the time of exposure to the gas and the particle mass. Cold spray utilizes more of the kinetic rather than the thermal component of the required energy to produce material consolidation (Schmidt et al. 2009). This is quite suitable when spray materials have sufficient low-temperature ductility which promote the bonding mechanisms associated with cold spray, as discussed in detail in Chap. 2. At the same time, low process temperature makes cold spray suitable for material consolidation of temperature-sensitive materials such as magnesium, polymers; nanostructured, amorphous, and phase-sensitive materials including carbide composites.
1.4.3 Oxidation and Porosity
One of the undesirable effects of an elevated temperature process, when carrier gases are oxidative, is the in-flight reaction of hot or molten particles with oxygen leading to the formation of oxide inclusions and porosity into the deposit. For example, the degree of oxidation in combustion processes becomes higher for higher spray temperatures, longer exposure times in the flame, and higher level of free oxygen in the flame (Klassen 2014).
High level of porosity is an important limitation of many thermal spray processes it could significantly degrade corrosion resistance, mechanical properties, electrical conductivity, and thermal conductivity (Smith 2007; Champagne 2007; Maev and Leshchynsky 2008). The highest levels of porosity are produced after flame and arc spray processes, except for HVOF which can produce very dense deposits (> 99.5 %). On the other hand, typical plasma coatings have approximately 1–2 % porosity. Controlled atmosphere plasma spray can produce near 100 % dense (Sulzer Metco 2014).
Because of its low process temperature, cold spraying has the benefit of preventing the formation of undesirable oxides to the point that many have demonstrated that trace oxygen levels in cold-sprayed deposits tend to be even lower than oxygen levels in either the spray or the substrate materials. Therefore, cold spray represents a solution to deposit oxygen-sensitive materials like aluminum, copper, and titanium.
1.4.4 Solid State: No Phase Transformations
Cold spraying consolidates materials in the solid state (Smith 2007; Papyrin 2007), which represents another important characteristic of this process. Under these conditions, thermally induced phase transformations are avoided or minimized. Subsequently, after spraying, the original properties of the spray materials are retained, making cold spray attractive to consolidate thermally sensitive materials, such as nanostructured powders (Karthikeyan 2007). On the other hand, conventional thermal spray processes, such as plasma spray, HVOF, or even oxy-fuel flame spraying, often exert undesirable levels of heat input into the coating and/or substrate materials likely resulting in phase changes or warping and distortion. In order to avoid overheating, it is common for thermal spray processes to use some type of cooling media including carbon dioxide, compressed air, or nitrogen mixed into the combustion gases, which are not necessary in cold spray.
It is important to clarify that to achieve higher gas flow velocities in the nozzle, it is necessary to preheat the compressed gas before the diverging section of the nozzle; despite the fact that preheating temperatures can be as high as 1000 °C, due to the fact that the contact time of spray particles with the hot gas is quite short and that the gas rapidly cools as it expands in the diverging section of the nozzle, the temperature of the particles remains substantially below the melting temperature of the feedstock (Grujicic et al. 2003).
As explained in Chap. 11, the economics of thermal spray and cold spray vary widely depending on many factors. Some of the key cost elements include gas consumption and cost of equipment and consumables (Davis 2004). In comparison to conventional thermal spray processes, the cold spray process has the additional advantage of being relatively simple to implement. The process control is carried out mainly through monitoring appropriate adjustment of gas pressures and temperatures. To optimize the process and to achieve best coating qualities, however, these parameters have to be finely tuned with respect to the spray material, powder size range, and the nozzle type (Schmidt et al. 2009).
1.5 Surface Engineering Complexity
Complexity has been considered a notion of inherent difficulty of a problem, a solution, or an approach (Szyperski et al. 2002) with no single formalism, technique, or tool capable of generating useful decisions in all cases (Kusiak 2000). Consequently, the new interdisciplinary field of complex systems cuts across all traditional disciplines and studies how parts of a system give rise to the collective behaviors of the system and how the system interacts with its environment (Bar-Yam 2003). Therefore, with so many complex systems surrounding our modern life, one should be aware that the cold spray is only one technique among a related network of disciplines, theories, technologies, systems, and processes.
Many engineered components operate in aggressive environments characterized by high temperatures, high pressures, large stresses, presence of oxidizing or corroding environments, and presence of particulate materials that induce erosion damage (Bose 2007). In other words, all materials of which these components are made are normally exposed to degradation at some level, either at the surface or internally (bulk).
Surface damage, such as corrosion, oxidation, wear, fretting, or erosion, affects surface finish and dimensional integrity of the components. Surface damage, in the form of cracks, dents, or fretting wear, in the absence of adequate maintenance could lead to fatigue failure affecting the functionality of the component. Internal damage such as aging, creep, and fatigue could affect the microstructure of highly stressed parts that may reduce the strength of the component. The accumulation of internal damage could cause the initiation of flaws which ultimately lead to component failure, as with surface damage, there is a common denominator (NATO 2000).
The increasing abundance and diversity of engineered products from many sources has, at the same time, affected the ability of end users to repair or replace failed components. Reasons for this include, in no particular order, the unavailability of replacement parts, decrease in support available from original manufacturers, and rapid technological obsolesce.
In view of the above, there is a need for the concurrent materials design of the surface and substrate together to form a functionally graded system capable of giving a product a cost-effective performance enhancement of which neither of them is capable on its own (Bruzzone et al. 2008). Therefore, there is a need for an interdisciplinary surface engineering approach to solve some of the issues mentioned above and so, provide one of the most important means of engineering product differentiation in terms of quality, performance, and life cycle costs. This approach model is illustrated in Fig. 1.7. The model life cycle engine in this figure represents an evolutionary spiral that starts with customer communication. It is here that the basic problem domain is identified and defined. Then, planning and risk analysis establish a foundation for the project plan. The technical work associated with the design and development of a new goal-orientated surface follows the iterative path. The general successful requirements of a metallic coating must be analyzed and prioritized. For example: (1) a coating required to be oxidation and corrosion resistant should be thermodynamically stable, with protective surface scale of uniform thickness, and show slow growth rate of protective surface scale; (2) a coating required to be stable should have no undesired phase changes within the coating, have a low diffusion rate across interface at use temperature, and show a minimum brittle phase formation; (3) a coating required to have a good adherence to substrate should have a good adhesion to the substrate, have matched coating/substrate properties to reduce thermal stress, and minimum growth stresses; and (4) a coating required to have structural properties must withstand service-related creep, fatigue, and impact loading of surface without failure of function (Bruzzone et al. 2008).

Process model life cycle engine for goal-orientated surface development
Due to the complexity of the development of a new or improved goal-orientated surface, there is a need for a reiterative process; that is, after solving one challenge another challenge often arises. Based on lessons learnt, this might include new questions about the refinement of the concept, improvement of the design, and new manufacturing methods. Only this integrated interdisciplinary approach could lead to the understanding and control of surface phenomena, particularly at a micro- and nanoscale.
In addition, process modeling is one way to better understand complex interactions within the process. In order to better manage the various parts of the model, sub-models and the relationships between them should be considered. For example, cold spray modeling could include sub-models such as gas flow dynamics, gas–particle two-phase flow dynamics, convergent–divergent nozzle optimization, particle–substrate interaction, and coating characterization. Relationships between these sub-models can be established using real-life cold spray parameters in conjunction with acceptable assumptions.
Furthermore, cold spray technology should have a clear mission, objectives, strategy, and approach (Kestler 2011). For example, a mission could be to provide full life cycle support to applicable industrial operations; the strategy could include actions to implement cold spray technology into these operations, which should lead to better performance and overall cost reduction. To implement the strategy, one could also consider recommendations to: decompose the complex problem into smaller more manageable subproblems (Kochikar and Narendran 1999); create the conditions for learning, adapting, optimizing, and reconfiguring at various levels of the process (Wang et al. 2002); establish a well-equipped cold spray laboratory where the new technology could be demonstrated and its associated knowledge preserved; increase the community’s interest in the cold spray process via informed demonstrations; tailor the technology for each specific application, and develop process certification procedures and methods; cooperate with the best in the field from universities, services, and industry; support cold spray development efforts (Botef 2013).
In summary, the cold spray process is much more than spraying particle and achieving coatings. Like any other technology, cold spraying requires sufficient understanding of relevant disciplines such as metallurgy, chemistry, physics, production, and management. Cold spray is a multidisciplinary process that defines the method of transforming a powdered material into a final material consolidation, being that a functional coating or a free form.
1.6 Concluding Remarks
This chapter explored cold spray technology in the context of the much wider thermal spray family, its beginnings as well as its relative advantages and limitations. An attempt was made at discussing cold spray as a single component of a more complex multidisciplinary surface engineering field, aimed at solving engineering problems. It is indeed, both theoretically and practically, possible to use the cold spray process as a method to solve a number of modern surface engineering challenges including recyclability, life cycle, remanufacturing, emissions, energy consumption, and environmental friendliness.
Cold spray was presented as a challenger to traditional problem-solving approaches, drawing attention to the need for new methods that allow us to continue developing and implementing advanced materials for aerospace, electronics, information technology, energy, optics, tribology, and bioengineering applications.
Finally, this chapter served as a brief introduction to the vast amount of current information to be presented in subsequent chapters by well-known professionals in the field of thermal and cold spray.
References
Alhulaifi, Abdulaziz S., Gregory A. Buck, and W. J. Arbegast. 2012. Numerical and experimental investigation of cold spray gas dynamic effects for polymer coating. Journal of Thermal Spray Technology 21 (5): 852–862.
Al-Mangour, B., R. Mongrain, E. Irissou, and S. Yue. 2013. Improving the strength and corrosion resistance of 316L stainless steel for biomedical applications using cold spray. Surface & Coatings Technology 216:297–307.
Ang, A. S. M., C. C. Berndt, and P. Cheang P. 2012. Deposition effects of WC particle size on cold sprayed WC-Co coatings. Surface & Coatings Technology 205:3260–3267.
Atkinson, Joe. 2013. NASA researchers to flying insects: Bug Off!, NASA, http://www.nasa.gov/aero/bug_off.html#.VMqE9tJ4qK8
Bar-Yam, Y. 2003. The dynamics of complex systems. Reading: Westview.
Berube, G., M. Yandouzi, A. Zuniga, L. Ajdelsztajn, J. Villafuerte, and B. Jodoin. 2012. Phase stability of Al-5Fe-V-Si coatings produced by cold gas dynamic spray process using rapidly solidified feedstock materials. Journal of Thermal Spray Technology 21:240–254.
Bose, S. 2007. High temperature coatings. Manchester: Elsevier.
Botef, I. 2013. Complex simplicity: A case study. In Recent advances in mathematical methods & computational techniques in modern science, eds. H. Fujita, M. Tuba, and J. Sasaki. 1st International conference on complex systems and chaos, Morioka, April 2013. Mathematics and computers in science and engineering series, vol. 11, p. 47. Wisconsin: WSEAS.
Bruzzone, A. A. G., H. L. Costa, P. M. Lonardo, and D. A. Lucca. 2008. Advances in engineered surfaces for functional performance. CIRP Annals—Manufacturing Technology 57:750–769.
Champagne, V. K. 2007. Introduction. In The cold spray materials deposition process: Fundamentals and applications, 1st ed., ed. V. K. Champagne. Cambridge: Woodhead.
Champagne, V., and D. J. Helfritch. 2013. A demonstration of the antimicrobial effectiveness of various copper surfaces. Journal of Biological Engineering 7:8.
Chavan, N. M., B. Kiran, A. Jyothirmayi, P. S. Phani, and G. Sundararajan. 2013. The corrosion behavior of cold sprayed zinc coatings on mild steel substrate. Journal of Thermal Spray Technology 22:463–470.
Chraska, P., J. Dubsky, B. Kolman, J. Ilavsky, and J. Forrnan. 1992. Study of phase changes in plasma sprayed deposits. Journal of Thermal Spray Technology 1:301–306.
Davis, J. R. 2004. Handbook of thermal spray technology. Materials Park: ASM International.
Dong, S-J., B. Song, G. Zhou, C. Li, B. Hansz, H. Liao, and C. Coddet. 2013. Preparation of aluminum coatings by atmospheric plasma spraying and dry-ice blasting and their corrosion behavior. Journal of Thermal Spray Technology 22:1222–1228.
Donner, K. R., F. Gaertner, and T. Klassen. 2011. Metallization of thin Al2O3 layers in power electronics using cold gas spraying. Journal of Thermal Spray Technology 20 (1/2): 299–306.
Dorfman, M. R., and A. Sharma. 2013. Challenges and strategies for growth of thermal spray markets: The six-pillar plan. Journal of Thermal Spray Technology 22 (5): 559–563.
Dugdale, H., D. Armstrong, E. Tarleton, S. G. Roberts, and S. L. Perez. 2013. How oxidized grain boundaries fail. Acta Materialia 61:4707–4713.
Dusek, V. 2006. Philosophy of technology: An introduction. Malden: Blackwell Publishing.
Dykhuizen, R. C., and M. F. Smith. 1998. Gas dynamic principles of cold spray. Journal of Thermal Spray Technology 7 (2): 206–212.
Esfahani, E. A., H. Salimijazi, M. A. Golozar, J. Mostaghimi, and L. Pershin. 2012. Study of corrosion behavior of arc sprayed aluminum coating on mild steel. Journal of Thermal Spray Technology 21 (6): 1195–1202.
Gan, J. A., and Christopher C. Berndt. 2013. Review on the Oxidation of Metallic Thermal Sprayed Coatings: A Case Study with Reference to Rare-Earth Permanent Magnetic Coatings. Journal of Thermal Spray Technology 22:1069–1091. thermal.
Gaydos, S. 2011. Qualification of cold spray for repair of MIL-DTL-83488 aluminum coatings. ASETS defense workshop, Boeing, US.
Ghelichi, R., D. MacDonald, S. Bagherifard, H. Jahed, M. Guagliano, and B. Jodoin. 2012. Microstructure and fatigue behavior of cold spray coated Al5052. Acta Materialia 60:6555–6561.
Grujicic, M., C. Tong, W. DeRosset, and D. Helfritch. 2003. Flow analysis and nozzle-shape optimisation for the cold-gas dynamic-spray process. Proceedings of the Institution of Mechanical Engineers 217:1603–1613.
Grujicic, M., C. L. Zhao, W. S. DeRosset, and D. Helfritch. 2004. Adiabatic shear instability based mechanism for particles/substrate bonding in the cold-gas dynamic-spray process. Materials and Design 25:681–688
Hanson, T. C., and G. S. Settles. 2003. Particle temperature and velocity effects on the porosity and oxidation of an HVOF corrosion-control coating. Journal of Thermal Spray Technology 12:403–415.
Hermanek, F. J. 2013. What is thermal spray? International Thermal Spray Association. http://www.thermalspray.org. Accessed 2013.
Huang, R., and R. Fukanuma. 2012. Study of the influence of particle velocity on adhesive strength of cold spray deposits. Journal of Thermal Spray Technology 21:541–549.
Irissou, E., J. G. Legoux, B. Arsenault, and C. Moreau. 2007. Investigation of Al-Al2O3 cold spray coatings formation and properties. Journal of Thermal Spray Technology 16:661–668.
Irissou, E., J. G. Legoux, A. N. Ryabinin, B. Jodoin, and C. Moreau. 2008. Review on cold spray process and technology: Part I intellectual property. Journal of Thermal Spray Technology 17:495–516.
Irissou, E., P. Vo, D. Poirier, P. Keech, and J. G. Legoux. 2012. Cold sprayed corrosion protection coating for nuclear waste repository canister. North American Cold Spray Conference, Worcester Polytechnic Institute, Worcester, 30 Oct–1 Nov 2012.
Jahedi, M., S. Zahiri, P. King, S. Gulizia, and C. Tang. 2013. “Cold spray of Titanium”, ASM International, Aeromat 2013 Conf. Proc., Apr 2–5, Belleview, Washington.
Karthikeyan, J. 2004. Cold spray technology: International status and efforts. Barberton: ASB Industries.
Karthikeyan, J. 2007. The advantages and disadvantages of cold spray coating process. In The cold spray materials deposition process: fundamentals and applications, 1st ed., ed. V. K. Champagne. Cambridge: Woodhead.
Kaye, T., and Thyer, R. 2006. Spray coatings: Cold gold—cool moves. Solve Issue 6, CSIRO.
Kestler, R. 2011. NAVAIR cold spray efforts, cold spray action team presentation, Fleet Readiness Center East.
Kim, H. J., C. H. Lee, and S. Y. Hwang. 2005. Fabrication of WC–Co coatings by cold spray deposition. Surface & Coatings Technology 19:335–340.
Klassen, T. 2014. HVOF introduction. Institute of Materials Technology http://www.hsu-hh.de. Accessed 09 March 2014.
Knight, P. 2008. Thermal spray: Past, present and future. A look at Canons and Nanosplats. Philadelphia: Drexel University.
Kochikar, V. P., and T. T. Narendran. 1999. Logical cell formation in FMS using flexibility-based criteria. I. J. of Flexible Manufacturing Systems 10:163–181.
Koivuluoto, H., and P. Vuoristo. 2010. Effect of powder type and composition on structure and mechanical properties of Cu+ Al2O3 coatings prepared by using low-pressure cold spray process. Journal of Thermal Spray Technology 19 (5): 1081–1092.
Koivuluoto, H., J. Lagerbom, M. Kylmalahti, and P. Vuoristo. 2008. Microstructure and mechanical properties of low-pressure cold-sprayed (LPCS) coatings. Journal of Thermal Spray Technology 17:721–727.
Koivuluoto, H., A. Coleman, K. Murray, M. Kearns, and P. Vuoristo. 2012. High pressure cold sprayed (HPCS) and low pressure cold sprayed (LPCS) coatings prepared from OFHC Cu feedstock: Overview from powder characteristics to coating properties. Journal of Thermal Spray Technology 21 (5): 1065–1075.
Kusiak, A. 2000. Computational intelligence in design and manufacturing. London: Wiley-Interscience.
Lee, H. Y., S. H. Jung, S. Y. Lee, Y. H. You, K. H. Ko. 2005. Correlation between Al2O3 particles and interface of Al-Al2O3 coatings by cold spray. Applied Surface Science 252:1891–1898.
Lee, H. Y., S. H. Jung, S. Y. Lee, K. H. Ko. 2006. Fabrication of cold sprayed Al-intermetallic compounds coatings by post annealing. Materials Science and Engineering A 433:139–143.
Lee, H., H. Shin, S. Lee, and K. Ko. 2008. Effect of gas pressure on Al coatings by cold gas dynamic spray. Materials Letters 62:1579–1581.
Lee, H., H. Shin, and K. Ko. 2010. Effects of gas pressure of cold spray on the formation of Al-based intermetallic compound. Journal of Thermal Spray Technology 19:102–109.
Li, C. J., H. T. Wang, Q. Zhang, G. J. Yang, W. Y. Li, and H. L. Liao. 2010. Influence of spray materials and their surface oxidation on the critical velocity in cold spraying. Journal of Thermal Spray Technology 19:95–101.
Lupoi, R., and W. O’Neill. 2010. Deposition of metallic coatings on polymer surfaces using cold spray. Surface and Coatings Technology 205:2167–2173.
Luzin, V., K. Spencer, and M. X. Zhang. 2011. Residual stress and thermo-mechanical properties of cold spray metal coatings. Acta Materialia 59:1259–1270.
Maev, R. Gr., and V. Leshchynsky. 2008. Introduction to low pressure gas dynamic spray, physics and technology. Weinheim: Wiley-VCH.
Melendez, N. M., and A. G. McDonald. 2013. Development of WC-based metal matrix composite coatings using low-pressure cold gas dynamic spraying. Surface & Coatings Technology 214:101–109.
Murrone, A., and P. Villedieu. 2011. Numerical modeling of dispersed two-phase flows. Journal of Aerospace Lab AL02–AL04:1–13.
Nahle, N. 2009. Thermal energy and heat (biophysics). http://www.biocab.org. Accessed 09 March 2014.
NATO. 2000. RTO-EN-14 aging engines, avionics, subsystems and helicopters. Research and Technology Organization, North Atlantic Treaty Organization (NATO).
Ning, X-J., J-H. Jang, H-J. Kim, C-J. Li, and C. Lee. 2008. Cold spraying of Al–Sn binary alloy: Coating characteristics and particle bonding features. Surface and Coatings Technology 202:1681–1687.
Ogawa, K., K. Ito, K. Ichimura, Y. Ichikawa, S. Ohno, and N. Onda. 2008. Characterization of low-pressure cold-sprayed aluminum coatings. Journal of Thermal Spray Technology 17:728–735.
Papyrin, A. 2006. Cold spray: State of the art and applications. European Summer University, St-Etienne, Sept 11–15.
Papyrin, A. 2007. The development of the cold spray process. In The cold spray materials deposition process: Fundamentals and applications, 1st ed., ed. V. K. Champagne. Cambridge: Woodhead.
Papyrin, A., V. Kosarev, S. Klinkov, A. Alkhimov, and V. Fomin. 2007. Cold spray technology, 1st ed. Oxford: Elsevier.
Phani, P. S., D. S. Rao, S. V. Joshi, and G. Sundararajan. 2007. Effect of process parameters and heat treatments on properties of cold sprayed copper coatings. Journal of Thermal Spray Technology 16:425–434.
Rudinger, G. 1976. Flow of solid particle in gases. AGARD-AG-222, Advisory Group For Aerospace Research and Development (AGARD), North Atlantic Treaty Organization (NATO),London.
Sampath, S, U. Schulz, M. O. Jarligo, and S. Kuroda. 2012. Processing Science of advanced thermal-barrier systems. MRS Bulletin 37 (12): 903–910.
Schmidt, T., H. Assadi, F. Gartner, H. Richter, T. Stoltenhoff, H. Kreye, and T. Klassen. 2009. From particle acceleration to impact and bonding in cold spraying. Journal of Thermal Spray Technology 18:794–809.
Seo, D., M. Sayar, and K. Ogawa. 2012. SiO2 and MoSi2 formation on Inconel 625 surface via SiC coating deposited by cold spray. Surface & Coatings Technology 206:2851–2858.
Shayegan, G., H. Mahmoudi, R. Ghelichi, J. Villafuerte, J. Wang, M. Guagliano, H. Jahed. 2014. Residual stress induced by cold spray coating of magnesium AZ31B extrusion. Materials and Design 60 (2014): 72–84.
Smith, M. F. 2007. Comparing cold spray with thermal spray coating technologies. In The cold spray materials deposition process: Fundamentals and applications, 1st ed., ed. V. K. Champagne. Cambridge: Woodhead.
Sova, A., D. Pervushin, and I. Smurov. 2010. Development of multimaterial coatings by cold spray and gas detonation spraying. Surface and Coatings Technology 205:1108–1114.
Sova, A., M. Doubenskaia, S. Grigoriev, A. Okunkova, and I. Smurov. 2013. Parameters of the gas-powder supersonic jet in cold spraying using a mask. Journal of Thermal Spray Technology 22 (4): 551–556.
Spencer, K., V. Luzin, N. Matthews, M. X. Zhang. 2012. Residual stresses in cold spray Al coatings: The effect of alloying and of process parameters. Surface & Coatings Technology 206:4249–4255.
SST. 2014. Practical cold spray coatings. http://www.supersonicsprat.com. Accessed 10 March 2014.
Sulzer Metco. 2014. An introduction to thermal spray. http://www.sulzer.com. Accessed 05 March 2014.
Suo, X. K., X. P. Guo, W. Y. Li, M. P. Planche, and H. L. Liao. 2012. Investigation of deposition behavior of cold-sprayed magnesium coating. Journal of Thermal Spray Technology 21:831–837.
Szyperski, C., D. Grunts, and S. Murer. 2002. Component software. Beyond object-oriented programming. London: Addison-Wesley.
US ARMY RESEARCH LAB ARL. 2008. http://www.arl.army.mil/www/pages/375/MIL-STD-3021.pdf. Accessed 2013.
Villafuerte, J., and W. Zheng. 2007. Corrosion protection of magnesium alloys by cold spray. Advanced materials & proceses, September, 53–54.
Villafuerte, J., and Zheng, W. 2011. Corrosion protection of magnesium alloys by cold spray. In Magnesium alloys corrosion and surface treatments, 1st ed., ed. F. Czerwinski, 185–194. Croatia: InTech.
Walpole, H. 1754. Letter to Horace Mann dated 28 January 1754, Wikipedia website. Accessed Aug 2013.
Wang, J., and J. Villafuerte. 2009. Low pressure cold spraying of tungsten carbide composite coatings. Advanced Materials and Process (ASM International 2009). 167 (2): 54–56.
Wang, C., Y. Zhang, G. Song, C. Yin, and C. Chu. 2002. An integration architecture for process manufacturing systems. International Journal of Computer Integrated Manufacturing 15:413–426.
Wang, H. T., C. J. Li, G. C. Ji, G. J. Yang. 2012. Annealing effect on the intermetallic compound formation of cold sprayed Fe/Al composite coating. Journal of Thermal Spray Technology 21:571–577.
Wang, H. T., C. J. Li, G. J. Yang, and C. X. Li. 2008. Cold spraying of Fe/Al powder mixture: Coating characteristics and influence of heat treatment on the phase structure. Applied Surface Science 255:2538–2544.
Wielage, B., T. Grund, C. Rupprecht, and S. Kuemme. 2010. New method for producing power electronic circuit boards by cold-gas spraying and investigation of adhesion mechanisms. Surface and Coatings Technology 205 (4): 1115–1118.
Wilden, J., S. Jahn, S. Reich, and S. Dal-Canton. 2008. Cladding of aluminum substrates with iron based wear resistant materials using controlled short arc technology. Surface and Coatings Technology 202:4509–4514.
Xie, L., D. Chen, E. H. Jordan, A. Ozturk, F. Wu, X. Ma, B. M. Cetegen, and M. Gell. 2006. Formation of vertical cracks in solution-precursor plasma-sprayed thermal barrier coatings. Surface & Coatings Technology 201:1058–1064.
Yandouzi, M., P. Richer P, and B. Jodoin. 2009. SiC particulate reinforced Al–12Si alloy composite coatings produced by the pulsed gas dynamic spray process: Microstructure and properties. Surface and Coatings Technology 203:3260–3270.
Zhou, X. L., A. F. Chen, J. C. Liu, X. K. Wu, and J. S. Zhang. 2011. Preparation of metallic coatings on polymer matrix composites by cold spray. Surface and Coatings Technology 206:132–136.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this chapter
Cite this chapter
Botef, I., Villafuerte, J. (2015). Overview. In: Villafuerte, J. (eds) Modern Cold Spray. Springer, Cham. https://doi.org/10.1007/978-3-319-16772-5_1
Download citation
DOI: https://doi.org/10.1007/978-3-319-16772-5_1
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-16771-8
Online ISBN: 978-3-319-16772-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)