
Abstract
In this paper, postannealing of cold-sprayed (CDGS) coatings for intermetallic compounds (IMC) in the matrix at low temperature and dependences of types and dispersion characteristics of intermetallic compounds on spraying pressure condition were investigated. The pressure prior to entering the gas heater was fixed at 0.7, 1.5, and 2.5 MPa. The relatively soft Al has been coated at low gas pressure condition (0.7 MPa) with severe plastic deformation owing to large peening effect. On the contrary, the Al particles coated at the higher pressure (1.5, 2.5 MPa) were not severely deformed. It was concluded that the pressure-controlled peening effects could alter the main route of Al consumption during annealing: eutectic or compounding of intermetallics. The thin and continuous IMC layer was formed at the interface with low pressure condition (0.7 MPa). On the other hand, the thick and discontinuous IMC layer was observed at the higher pressure condition (1.5, 2.5 MPa). Also, many eutectic pores were found in the Al-Ni composite coatings with lower gas pressure condition (0.7 MPa), but far less were found with high pressure environment.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Several intermetallic compounds have been studied extensively for possible structural applications, owing to their low density, high melting point, excellent thermal conductivity, and high level of resistance to corrosion and oxidation at elevated temperatures (Ref 1-5). Thick intermetallic compounds and IMC-embedded metal coatings are usually applied by thermal spray techniques, including plasma spray (Ref 1, 6), high-velocity oxy-fuel (Ref 7), wire-arc (Ref 8), and flame spray. However, these coating techniques are less suitable for use with aluminum containing raw materials, because the in situ melting or semi-melting process inside the spraying current can induce considerable oxidation of aluminum. As an alternative, cold gas dynamic spray (CDGS; referred to simply as cold spray) has been suggested (Ref 9-15). And in the previous paper (Ref 16, 17), a nanocrystalline FeAl intermetallic compound, NiAl compound have been produced by cold spraying using mechanical alloyed powders and cold spraying of metal powder mixtures plus heat treatment could lead to the intermetallic compound formation (Ref 18-22). Instead of using precompound raw materials for intermetallic coating, the spraying of chemically pure powder and postannealing could be another option. Therefore, the controlling the compounding reaction at annealing stage is very important. Considering the most influential factor in reaction is solid-state diffusion, the defect generation mechanism during spraying has to be understood first. The processing parameters, such as gas pressure, gas temperature, and powder feeding rate, etc., could influence the particle velocity, and in turn, the coating properties such as coating density, defect density. In this work, the relationships between gas pressure and Al-based intermetallic compound formation were investigated.
Experimental Procedure
A custom-made cold spray system was used in this work. The particles were accelerated through a De Laval type of nozzle with a circular exit cross section (diameter, 7 mm; throat diameter, 1 mm; length of spray nozzle, 100 mm). Pure air, instead of the usual helium and nitrogen, was used as the main and the particle carrier gas. The pressure before entering the gas heater was fixed at 0.7, 1.5, and 2.5 MPa, and the temperature of the gas prior to passing through the nozzle was 280 °C. The distance between the nozzle and the substrate was 10 mm. The particle sizes and shapes of the Al and Ni as purchased were confirmed by SEM (S-2400, Hitachi, Japan). Al on a pure Ni substrate, and Al-Ni composites were coated onto a pure Al substrate without sand-blasting the substrates with dimensions of 25 × 25 × 2 mm3. The powder composition ratio of Al and Ni was 75:25 wt.%, and the raw materials were dry blended with v-mill for 30 min. The coating thickness was about >500 μm. All the coated samples were annealed from 500 to 600 °C for 4 h in order to form the intermetallic compounds by solid state diffusion at the interface between the coating and the substrate. The heating and cooling rate is 5 °C/min. The microstructures and compositions of the coatings were measured by environmental scanning electron microscopy (ESEM) with energy dispersive spectroscopy (EDS) (Philips, XL 30 ESEM-FEG) and optical microscopy (OM).
Results and Discussion
Pure Al coatings
The particle size of Al was under 77 μm with irregular shape and Ni particles were smaller than Al (3 μm) but aggregated (Fig. 1). Particle size distribution of Al powders was wide from 3 to 77 μm. Figure 2 shows the polished cross section images (OM) of as-coated Al coatings on Ni substrate coated with different pressures. In all cases, the coated Al powders have been plastically deformed and bonded to each other. After postannealing of as-coated Al specimens, the microstructure evolutions at coating interface were found to observe the intermetallic compound formation.

SEM images of as-purchased powders used in the experiment. (a) Al (×300) and (b) Ni (×3.0k)

Polished cross section images (OM) of as-coated Al coatings with different pressure (×500). (a) 0.7 MPa, (b) 1.5 MPa, and (c) 2.5 MPa
Figures 3 and 4 show OM images of Al coatings annealed at 550 and 600 °C, respectively. As shown in Fig. 3, the intermetallic compound formation of the annealed Al coatings on the Ni substrate had some unique features depending on applied pressures. While intermetallic compound layer was thin, but formed throughout the entire interface with low pressure (0.7 MPa), the thick and relatively discontinuous islands of intermetallic compound were observed with high pressure (1.5, 2.5 MPa). The higher the pressure is the more discontinuity [the percentage of the region without reaction between Al coating and Ni substrate at the interface (No IMC layer region)] increase. With increasing temperature of postannealing (Fig. 4), the growth of intermetallic layer proceeded in all samples to increase thickness. Thickening rate with the coating deposited at low pressure (0.7 MPa) was the smallest among all coatings, and other two cases were similar. But discontinuities in high pressure cases were sustained.

Polished cross section images (OM) of Al coatings annealed at 550 °C with different pressure (×500). (a) 0.7 MPa, (b) 1.5 MPa, and (c) 2.5 MPa

Polished cross section images (OM) of Al coatings annealed at 600 °C with different pressure (×500). (a) 0.7 MPa, (b) 1.5 MPa, and (c) 2.5 MPa
Figure 5 shows the additional results of thickness and continuity for IMC layers with different pressure and annealing time. Even the thickness of IMC layers was increased by extended annealing time, the IMC layer discontinuity of high pressure coatings increased further. In addition, the evident contrast (light and dark at Al coating side and Ni substrate side, respectively) in intermetallic compound layers was observed clearly for annealed coatings with discontinuous morphology. In order to investigate the nature of contrast change, the composition of the interlayer was measured by EDS. Figure 6 shows EDS and backscattered images of Al coating annealed at 600 °C on Ni substrate. It was confirmed that the light contrast interlayer (in OM images, one on the Al coating side) was an Al3Ni intermetallic compound (Al rich) and the darker one (on the Ni substrate side) was Al3Ni2 (Ni rich) (Ref 14).

The thickness and continuity of IMC layer with different pressure

The backscattered electron images of annealed (600 °C) Al coating (1.5 MPa) using FESEM with EDS
Al-Ni Mixture Coatings
Figure 7 shows the polished cross section images (OM) of as-coated Al-Ni mixture coatings with different pressures. It was found that the matrix of coatings was Al regardless of the pressure condition and the Ni particles were well-dispersed and embedded in the Al matrix. Also, the Ni particles were sustaining aggregation size in the composite coatings. After annealing of as-coated Al-Ni composite coatings, as in previous pure Al/Ni-layered coating case, intermetallic compounds were found around Ni particles in all samples.

Polished cross section images (OM) of as-coated Al-Ni composite coatings with different pressure (×500). (a) 0.7 MPa, (b) 1.5 MPa, and (c) 2.5 MPa
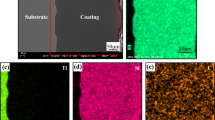
Figure 8 shows the backscattered electron images of annealed (600 °C) Al-Ni composite coating using FESEM with EDS. It was confirmed that the phases were Al3Ni and Al3Ni2 intermetallic compounds, respectively (Ref 13). However, the microstructure of annealed coatings looked differently depending on gas pressures. The many pores were observed in the composite coating with low pressure (0.7 MPa) due to the eutectic reaction between Al and Ni (Fig. 9a). On the other hand, the pores by eutectic reaction were not severe in size and number for high pressure samples (1.5, 2.5 MPa) (Fig. 9b and c). With increasing the annealing temperature, the formation of eutectic pores became more aggressive owing to faster reaction rate in the low pressure coatings (Fig. 10a and 11a). However, in the case of the high pressure composite coatings, it seems that pore formation reactions had no significant differences even when the temperature of annealing increased (Fig. 10b, c and 11b, c). According to many researchers (Ref 23-27), in ultrasonically welded metal sheets, very high strain rate deformations can induce extremely high values of solid-state diffusivities. It was assumed that this enhanced diffusivity is induced by rapidly increased nonequilibrium vacancy concentration. By same token, it was assumed that the peening process, additional impounding action of re-bounced particles during cold spraying, could also create very high plastic strains resulting in extremely large excess vacancies on particles and/or particle interfaces. As reported in the previous research (Ref 15), the SEM images of fractured cross section Al coatings at different pressure were shown. The severe deformation and ductile fracture of particles in the Al coating was observed at low gas pressure condition by large peening of bounced-off Al particles. However, the accelerated Al particles by high pressure were not severely deformed when the particles were impacted onto substrate. In addition, this situation can provide appreciable reactivity among particles even at thermodynamically low temperature. According to phase diagram, eutectic reaction occurs at about 640 °C. So, a large numbers of pore from eutectic melting and solidifying below 600 °C could be a proof of nonequilibrium state. Al was consumed by two routes of reactions during annealing: eutectic formation and compounding of intermetallics. As coating pressure increased, the ratio of attaching to re-bounced (thus available for peening) particles increased. Therefore, the diffusivity of Al could not be enhanced as much as in low pressure case. Rather, it seems that the diffusivity of Al and hard Ni get closer and that intermetallic compounding route which needs more Ni than eutectic could devotes more to the consumption of Al particles. In this sense, pure Al/Ni experiments also can be analyzed. The good continuity of compound layer of low pressure coating means large uniform nucleation at entire interface possibly due to high defect site creation at early stage of coating. Also, for the low thickening rate, it seems that large peening effects yields denser coating not so desirable for fast diffusion. On the contrary, relatively small amount of defects at the interfaces but loosely packed coating resulted in thick, discontinuous islands when pressure increased.

The backscattered electron images of annealed (600 °C) Al-Ni composite coating using FESEM with EDS

Polished cross section images (OM) of annealed (500 °C for 4 h) Al-Ni composite coatings with different pressure (×100). (a) 0.7 MPa, (b) 1.5 MPa, and (c) 2.5 MPa

Polished cross section images (OM) of annealed (550 °C for 4 h) Al-Ni composite coatings with different pressure (×100). (a) 0.7 MPa, (b) 1.5 MPa, and (c) 2.5 MPa

Polished cross section images (OM) of annealed (600 °C for 4 h) Al-Ni composite coatings with different pressure (×100). (a) 0.7 MPa, (b) 1.5 MPa, and (c) 2.5 MPa
Conclusions
Effects of gas pressure on the morphology evolution of cold-sprayed Al-Ni system were investigated. Under low pressure, large amount of defects were created at interface. These effects gradually decreased as pressure increased. It was concluded that the peening effects which depend on gas pressure could alter the main route of Al consumption during annealing. Therefore, the controlling gas pressure condition used for spraying is very important with regard to the formation of intermetallic compounds in annealed cold-sprayed coatings.
References
K.A. Khor, Y. Murakoshp, M. Takahashi, and T. Sano, Plasma Spraying of Titanium Aluminide Coatings: Process Parameters and Microstructure, J. Mater. Proc. Tech., 1995, 48, p 413-419
C. Sierra and A.J. Vazquez, Dry Sliding Wear Behaviour of Nickel Aluminides Coatings Produced by Self-Propagating High-Temperature Synthesis, Intermetallics, 2006, 14, p 848-852
L.I. Duarte, A.S. Ramos, M.F. Vieira, F. Viana, M.T. Vieira, and M. Kocak, Solid-State Diffusion Bonding of Gamma-TiAl Alloys Using Ti/Al Thin Films as Interlayers, Intermetallics, 2006, 14, p 1151-1156
N.S. Stoloff, C.T. Liu, and S.C. Deevi, Emerging Applications of Intermetallics, Intermetallics, 2000, 8, p 1313-1320
A.S. Ramos, M.T. Vieira, L.I. Duarte, M.F. Vieira, F. Viana, and R. Calinas, Nanometric Multilayers: A New Approach for Joining TiAl, Intermetallics, 2006, 14, p 1157-1162
S.B. Mishra, K. Chandra, S. Prakash, and B. Venkataraman, Characterisation and Erosion Behaviour of a Plasma Sprayed Ni3Al Coating on a Fe-Based Superalloy, Mater. Lett., 2005, 59, p 3694-3698
J. Gang, O. Elkedimc, and T. Grosdidier, Deposition and Corrosion Resistance of HVOF Sprayed Nanocrystalline Iron Aluminide Coatings, Surf. Coat. Tech., 2005, 190, p 406-416
B. Xu, Z. Zhu, S. Ma, W. Zhang, and W. Liu, Sliding Wear Behavior of Fe-Al and Fe-Al/WC Coatings Prepared by High Velocity Arc Spraying, Wear, 2004, 257, p 1089-1095
H. Lee, Y. Yu, Y. Lee, Y. Hong, and K. Ko, Cold Spray of SiC and Al2O3 with Soft Metal Incorporation: A Technical Contribution, J. Therm. Spray Technol., 2004, 13(2), p 184-189
H. Lee, Y. Yu, Y. Lee, Y. Hong, and K. Ko, Thin Film Coatings of WO3 by Cold Gas Dynamic Spray: A Technical Note, J. Therm. Spray Technol., 2005, 14(2), p 183-186
H. Lee, Y. Yu, Y. Lee, Y. Hong, and K. Ko, Interfacial Studies Between Cold-Sprayed WO3, Y2O3 Films and Si Substrate, Appl. Surf. Sci., 2004, 227, p 244-249
H. Lee, S. Jung, S. Lee, Y. Yu, and K. Ko, Correlation Between Al2O3 Particles and Interface of Al-Al2O3 Coatings by Cold Spray, Appl. Surf. Sci., 2005, 252, p 1891-1898
H.Y. Lee, S.H. Jung, S.Y. Lee, and K.H. Ko, Alloying of Cold-Sprayed Al-Ni Composite Coatings by Post-annealing, Appl. Surf. Sci., 2007, 253, p 3496-3502
H. Lee, S. Lee, and K. Ko, Annealing Effects on the Intermetallic Compound Formation of Cold Sprayed Ni, Al Coatings, J. Mater. Proc. Tech., 2009, 209, p 937-943
H. Lee, H. Shin, S. Lee, and K. Ko, Effect of Gas Pressure on Al coatings by Cold Gas Dynamic Spray, Mater. Lett., 2008, 62, p 1579-1581
Q. Zhang, C.J. Li, X.R. Wang, Z.L. Ren, C.X. Li, and G.J. Yang, Formation of NiAl Intermetallic Compound by Cold Spraying of Ball-Milled Ni/Al Alloy Powder Through Post Annealing Treatment, J. Therm. Spray Technol., 2008, 17, p 715-720
H.T. Wang, C.J. Li, G.J. Yang, C.X. Li, Q. Zhang, and W.Y. Li, Microstructural Characterization of Cold-Sprayed Nanostrucured FeAl Intermetallic Compound Coating and Its Ball-Milled Feedstock Powders, J. Therm. Spray Technol., 2007, 16, p 669-676
T.S. Price, P.H. Shipway, D.G. McCartney, E. Calla, and D. Zhang, A Method for Characterizating the Degree of Inter-Particle Bond Formation in Clod Sprayed Coatings, J. Therm. Spray Technol., 2007, 16, p 566-570
H.T. Wang, C.J. Li, G.J. Yang, and C.X. Li, Effect of Heat Treatment on the Microstructure and Property of Cold-Sprayed Nanostructured FeAl/Al2O3 Intermetallic Composite Coating, Vacuum, 2008, 83, p 146-152
H.T. Wang, C.J. Li, G.J. Yang, and C.X. Li, Cold Spraying of Fe/Al Powder Mixture: Coating Characteristics and Influence of Heat Treatment on the Phase Structure, Appl. Surf. Sci., 2008, 255, p 2538-2544
T. Novoselova, S. Celotto, R. Morgan, P. Fox, and W. O’Neill, Formation of TiAl Intermetallics by Heat Treatment of Cold-Sprayed Precursor Deposit, J. Alloy Compd., 2007, 436, p 69-77
T. Novoselova, P. Fox, R. Morgan, and W. O’Neill, Experimental Study of Titanium/Aluminium Deposits Produced by Cold Gas Dynamic Spray, Surf. Coat. Technol., 2006, 200, p 2775-2783
W. Gao, Z. Liu, and Z. Li, Nano- and Microcrystal Coatings and Their High-Temperature Applications, Adv. Mater., 2001, 13, p 1001-1004
Z. Liu, W. Gao, K. Dahm, and F. Wang, Oxidation Behaviour of Sputter-Deposited Ni-Cr-Al Micro-Crystalline Coatings, Acta Metall. Mater., 1998, 46, p 1691-1700
W. Gao, Z. Li, and Y. He, High Temperature Oxidation Resistant Coatings Produced by Electro-Spark Deposition, Mater. Sci. Forum, 2001, 369(372), p 579-586
B. Bhushan and X.D. Li, Nanomechanical Characterisation of Solid Surfaces and Thin Films, Int. Mater. Rev., 2003, 48, p 125-164
C. Suryanarayana, Mechanical Alloying and Milling, Prog. Mater. Sci., 2001, 46, p 1-184
Acknowledgment
This research was supported by a grant from the Center for Advanced Materials Processing (CAMP) of the 21st Century Frontier R&D program funded by the Ministry of Knowledge Economy (MKE), Republic of Korea.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is an invited paper selected from presentations at the 2009 International Thermal Spray Conference and has been expanded from the original presentation. It is simultaneously published in Expanding Thermal Spray Performance to New Markets and Applications: Proceedings of the 2009 International Thermal Spray Conference, Las Vegas, Nevada, USA, May 4-7, 2009, Basil R. Marple, Margaret M. Hyland, Yuk-Chiu Lau, Chang-Jiu Li, Rogerio S. Lima, and Ghislain Montavon, Ed., ASM International, Materials Park, OH, 2009.
Rights and permissions
About this article
Cite this article
Lee, H., Shin, H. & Ko, K. Effects of Gas Pressure of Cold Spray on the Formation of Al-Based Intermetallic Compound. J Therm Spray Tech 19, 102–109 (2010). https://doi.org/10.1007/s11666-009-9407-1
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-009-9407-1