
Abstract
Polymers have many advantages over conventional materials, i.e., metals, and due to these advantages, many polymer materials have replaced conventional materials in various applications. Due to their easy process, high production rate, low cost, and multifunctionality, they have many applications.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
Polymers have many advantages over conventional materials, i.e., metals, and due to these advantages, many polymer materials have replaced conventional materials in various applications. Due to their easy process, high production rate, low cost, and multifunctionality, they have many applications [1]. However, some mechanical properties of polymer materials, such as strength and toughness compared to metals and other applied materials, may be insufficient for some specific uses, and these defects may limit their applications. Filler and fibers can modify the mechanical properties of polymers as reinforcement or just as filler. Properties of fiber-reinforced polymer composites are better than conventional materials, and their applications cover a vast area containing various fields from appliances to spacecraft [2]. Production of polymer fiber-reinforced composites initiated after the Second World War, which had limited their applications due to high production cost [3]. By the 1990s, their costs sharply decreased, and therefore, polymeric-based fiber-reinforced composites fund a more comprehensive range of applications which resulted in a massive amount of production, and thus, their wastes caused a severe environmental issue [3, 4]. The use of natural resources as constitutive materials in composites was a solution to reduce environmental issues. Green composites or biodegradable composites are a kind of composites using biopolymers and natural fibers and fillers in their structures and can dispose of them without deteriorating the environment. Using natural fibers with traditional petroleum-based nonbiodegradable polymer matrices including polypropylene, poly (vinyl chloride), polyethylene and epoxy result in a relatively biodegradable composite. Fully biodegradable composites are constructed of biopolymer as their matrix, reinforced with natural fibers. The reinforcement of the matrix phase (biopolymer or traditional polymer) with a combination of different natural fibers makes a hybrid green composite [5]. Other classifications of partially biodegradable or green composites can be based on the direction of fibers or functional behavior. Biopolymers are made up of living organisms containing monomeric units including saccharides, nucleic acids, and amino acids, in which the molecules are patterned with linearly or branched structures [6]. The prefix ‘bio’ refers to the living matter [7]. Biopolymers can be emanated from natural sources resembling plants, agricultural wastes, microbes, and animals [8]. Biopolymers include thermoset and thermoplastic polymers. However, if thermosets polymerize with synthetic monomers, they aren’t fully green polymers [9]. Poly (lactic acid) (PLA), polyhydroxy butyrate (PHA), and thermoplastic starch are examples of biopolymers [10]. Natural fibers are fillers and reinforcements from renewable and non-man-made resources. Natural fibers can be categorized into three main classes: plant fibers, animal fibers, and mineral fibers. Plant fibers have two subgroups, namely wood and non-wood fibers. Wood fibers own a major contribution to natural fiber reinforcing biodegradable composites, but non-wood fibers also have a significant role. Wood fibers extract from softwood and hardwood. Non-wood fibers extract from seed, leaf, bast, fruit, and stalk [11]. Kenaf, jute, sisal, banana, cotton, coir, rice, bamboo are some common non-wood plant natural fibers [12,13,14]. Low cost, eco-friendly and low density of green composites are the characteristics that increase their importance, but due to some challenges in their process and nature of them, it is impossible to completely supersede all petroleum-based products with bio-based ones. The combination of both petroleum-based and natural materials can result in an optimum and useful product [15]. Inadequate mechanical properties, low permissible temperatures during process and operation, incompatibility between polymers and natural fibers are the significant challenges that can reduce the efficiency of the green composites [16]. While the natural fibers and most of polymers are hydrophobic, as a result, matrix and fibers become incompatible, and the interface of the matrix and fibers cannot quite transfer the loads. Physical and chemical treatments can reduce this incompatibility between fiber and matrix. Microwave processing, hydrothermal treatment, and steam explosion are physical treatment examples. Alkaline treatment, acid treatment, acetylation treatment, and benzoylation treatment are famous chemical treatments [17,18,19,20,21,22]. These treatment methods can have many positive influences on the quality and properties of natural fibers and their composites. Also, these problems limit natural fiber selection for reinforcement of polymers.
Poly (vinyl chloride), shortened as PVC, is an organ of vinyl polymers, and because of its low price, durability, and flexibility is widely used. Some other group members of vinyl polymers are polypropylene, polyethylene, polyvinyl acetate, polystyrene, polyvinylidene chloride and polymethyl methacrylate. PVC is a rigid thermoplastic polymer, and it becomes softer with the addition of the plasticizer; thus, it has many uses such as pipes, building materials, and many other applications. Low production cost, ease of fabrication, and long lifetime, which is because of the high resistance of PVC to various corrosive liquids, are the main reasons for the wide applications of PVC, which affects its usage significantly in comparison with other plastics [23]. PVC is one of the best petroleum-based thermoplastic polymers, which can be mixed with natural fiber to produce a partially biodegradable composite. This feature could decrease the disadvantages of using PVC and develop the benefits of the composites fabricated using this polymer [24]. PVC-based natural fiber composites (PNFCs) can be a competitor material to unfilled PVC. Fittings and electrical plugs, door lines and window, fencing, blinds, and decking are some applications of unfilled PVC that can be replaced with PNFCs. Substituting PVC with the PNFCs can lessen the growth rate of PVC productivity, reduce the environmental problems originating from the use of PVC and minimize the dependence on petroleum [25]. In recent researches, poly (vinyl chloride) is reinforced by bamboo, wood, coconut shell, rice husk, Areca Sheath, Sugarcane Bagasse, and date palm fibers [26,27,28,29,30,31,32,33,34,35]. This variety in natural fibers used with PVC shows that this polymer is a good candidate as a matrix in a green composite. PVC is a polymer, and as mentioned earlier, polymers are hydrophobic, and natural fibers are primarily hydrophilic. This difference between fibers and matrix in PVC-based biodegradable composites can decrease the mechanical, thermal, and other valuable properties of composites. Physical and chemical treatments of fibers can improve the quality of the composite.
This study introduces natural fibers used as reinforcement in biodegradable composites in detail. Then, general information and treatment methods of thermoset and thermoplastic green composites are presented, providing a good foundation for everyone interested in these topics. After, significant challenges, advantages, and disadvantages of the most applicable PVC-based partially biodegradable composites, which were interested in recent studies, are discussed.
2 Classification of Natural Fibers
Natural fibers are fillers and reinforcements from renewable and non-man-made resources. The use of natural fibers as a reinforcing phase in composites reduces concerns about environmental problems such as recycling of the materials and decomposition of them in the nature. Furthermore, natural fibers have a relatively low density compared to synthetic fibers; thus, natural fibers are a suitable alternative for low-weight applications where the weight of the material is a critical problem. However, natural fibers have poorer mechanical, structural, and water stability than synthetic fibers, so in most cases, using natural fibers in materials that have to carry high loads is inapplicable and risky. As a result, the primary use of materials reinforced by natural fibers is in secondary structures such as interior of automotive (side panels, seat frames, and central consuls) [36]. Properties of natural fibers are dependent on growth conditions. Natural fibers can be categorized into three main groups: plant fibers, animal fibers, and mineral fibers. Plant fibers have two subgroups, namely wood and non-wood fibers [37]. Wood fibers own a major contribution to natural fiber reinforcing biodegradable composites, but non-wood fibers also have a significant role [37]. Wood fibers extract from softwood and hardwood. Non-wood fibers extract from seed, leaf, bast, fruit, and stalk (Fig. 1).

Classification of natural fibers
3 Plant Fibers
All plant fibers are constructed of cellulose, including bast fiber, leaf fiber, seed, fruit, wood, cereal straw, and other grass fibers [38]. Jute, kenaf, date palm, coir, sisal, flax, hemp, bamboo, Sugarcane bagasse, and ramie are some of the most plant fibers which have many uses in the fabrication of green composites. The diameter of plant fibers is about 1–100 µm and has a noticeable variation. Fiber length depends on the plant species [11].
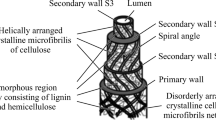
Plant fibers, or lignocellulosic fibers due to their chemical composition, are made up of three primary chemical matter, namely cellulose or α-cellulose, hemicelluloses, and lignin. They also have a few amounts of pectin, waxes, and water-soluble substances in their constructions. The quantity of these components varies from plant to plant and could also vary in different parts of the same plant. Age and species of plants are the reason for this variety [39]. For example, cellulose and hemicellulose make up about 45% and 25–30% of total wood dry weight, respectively [40]. The chemical composition and cell structure of plant fibers are illustrated in Fig. 2. The anatomy of plant fibers is quite complex and is a natural composite. In fiber plants, soft lignin and hemicellulose encompass rigid cellulose microfibrils like matrix in composites. Also, microfibrils are helically twirled along the fiber axis to form ultimate hollow cells [41].

Composition of plant fibers
The structural integrity of the fibers is due to the existence of the Cellulose. Cellulose consists of β-D-glucose units. These units produce a linear polymer chain by connection using β-1, 4-glycosidic linkages at C1 and C4 points [39]. \({\left({\mathrm{C}}_{6}{\mathrm{H}}_{12}{\mathrm{O}}_{5}\right)}_{\mathrm{n}}\) as cellulose is a polysaccharide that can be changed to the simple form of glucose \(\left({\mathrm{C}}_{6}{\mathrm{H}}_{12}{\mathrm{O}}_{6}\right)\). Cellobiose which is also recognized as anhydro cellobiose, is the shortest unit, repeated in structure, and is made of distillation of two glucose units, as shown in Fig. 3a. All lignocellulosic fibers are hydrophilic. This essential property is due to the existence of six hydroxyl groups in Each repeated unit, and these groups shape intermolecular and intramolecular hydrogen bonds with the macromolecule and other cellulose macromolecules or polar molecules [42].

Chemical organization of the primary constituents in the fiber cell wall
Hemicellulose keeps pectin and cellulose side by side, forming a network, and after cellulose, it is the second most plentiful organic material on earth. The structure of Hemicellulose is presented in Fig. 3b, and it is more complex than cellulose. Covalent and non-covalent bonds link Hemicelluloses to cellulose and lignin, and how they are in contact determines the flexibility and rigidity of the cell wall. Hemicelluloses are a group of homopolymers and heteropolymers. Mannopyranose, glucopyranose, anhydro-β-(1–4)-D-xylopyranose, and galactopyranose main chains with several substituents constitute Hemicelluloses [43]. The principal hemicellulose constituents are mannan-based in softwood and xylan-based in hardwood [38].
Lignin is the most generous polymer in nature which is a natural polymeric product originating from an enzyme-initiated dehydrogenative polymerization of three primary precursors, including trans-coniferyl, trans-sinapyl, and trans-p-coumaryl, shown in Fig. 3c [44]. Lignin fills the spaces between pectin, hemicellulose, and cellulose in the cell wall. It exists in the cellular cell wall conferring structural support, impermeability, and resistance against the oxidative stress and microbial attack. Hemicellulose and cellulose are macromolecules of diverse sugars, while lignin is an aromatic polymer synthesized from phenylpropanoid precursors. Pectin and wax are two constituents of plant fibers that exist at a low percentage in plant fibers. Pectin connects the plant cells and specifies the shine and touch of the fibers. It consists of heterogeneously branched polysaccharides. The high accumulation of pectin appears in the primary cell wall and middle lamella of fiber. The simplest form of pectin is homogalacturonan (HG), an unbranched polymer of α-(1–4) connected D-galacturonic acid, as shown in Fig. 4d. Waxes are also a critical constituent element of the fiber cell wall. This element specifies smooth touch, low friction, and thus the case of moving the fiber [44]. Waxes comprise various alcohols soluble in water and acids, including phenolic, greasy, and stearic acid [38]. The chemical composition of common lignocellulosic fibers is presented in Table 1.

Human hair structure
4 Animal Fibers
Animal fiber composites possess higher strength, flexibility, and corrosion resistance. Animal fibers contain proteins. Sheep wool, bird feathers, human hair, and (spider/moth) silk are examples of applied animal reinforcements. They are also called protein fibers [46]. Numerous reactive functional groups are present in protein fibers, with amino acids interconnected by peptide bonds. Protein contents are oriented parallel to the fiber axis. Numerous reactive functional groups are present in protein fibers, with amino acids interconnected by peptide bonds. Protein contents are oriented parallel to the fiber axis.
Smoothness, durability, and non-sticky surface are some properties of wool fibers. These properties give the excellent ability to elongate and elastic recovery of fibers [47]. Wool fibers have the protein content as keratin with five main elements: carbon 50%, hydrogen 6–7%, nitrogen 15–21%, oxygen 21–24%, sulfur 2–5%, and other elements. Keratin is a tough protein in hair fiber and has high flexural strength and acceptable thermal stability. It exists in sheep wool fibers and exhibits advancement in the mechanical properties of the composite. Wool fibers layers include two types of cells. Cells include the internal cells of the cortex and external cuticle cells that constitute a sheath around the fiber [48].
Human hair is an essential biomaterial fiber created with protein and significantly alpha-keratin, which rises from follicles in the skin or dermis [49]. The cross section of human hair shaft comprises the medulla, cortex, and cuticle, Fig. 4. The cuticle layers are flat, thin cells like roof shingles overlaying one another. The cortex possesses the keratin bundles in cell structures that stay roughly rod-like. The medulla is a rambling and open area at the fiber’s center. The constitutive elements of hair are about 50.65% carbon, 20.85% oxygen, 17.14% nitrogen, 6.36% hydrogen, and 5.0% sulfur [50]. Amino acids in hair retain arginine, valine, leucine, glycine, serine, threonine, cytosine, and glutamine [51]. Goat hair fiber, also named diamond fiber, is more costly than human hair and has exceptional insulating characteristics, flame resistance, fine elasticity, crease-resistant, moisture-wicking properties.
Chicken feather fiber is an aviculture waste. Crafting, textile, and biocomposite products are practical applications of the feather in industries. Crafting, textile, and biocomposite products are practical applications of the feather in industries. It has an incredible agreement in common with reptilian keratin from claws. The amino acid row of a chicken feather is very analogous to the other feathers. The feather contains approximately 91% keratin, 7.9% water, and 1.3% fat. The row is composed primarily of cystine, glycine, serine, and proline and contains nearly no histidine, methionine, or lysine [52]. The fibers are like a narrow thread. It is joined to the quills. The quill is a tough, central axis off which smooth, interlocking fibers branch. The existence of a quill among fibers results in a more granular, light, and massive material. Smaller feathers have a more significant proportion of fiber, which has a higher aspect ratio than the quill. The dimensions of a standard quill including the length and diameter are in the range of centimeters and millimeters respectively, and fiber is in the range of 550 μm (Fig. 5).

Structure of a regular chicken feather
Silk is a strong and expensive protein fiber. Moth and spiders are two familiar sources of it. However, Bombyx mori moth silk produces Most of the saleable silk fiber. Cocoons are natural polymeric composite shells comprised of fibroin and sericin binder and crafted by a single continuous silk strand [25]. The length of the continuous silk strand of the cocoon is in the range of 1000–1500 m and bound by sericin. Silk fibroin is a natural protein and possesses a semicrystalline structure. This structural characteristic makes fiber stiff and strong. The sericin binder holds the structure of the fiber as an adhesive binder. As an application in medical industries and tissue engineering, recently, silk fiber has been employed as reinforcement in biopolymers. A spider produces another type of silk fiber and can have six different silk fibers. Major and minor ampullate silk, aciniform silk, flagelliform silk (capture core threads), piriform silk and tubuliform silk (outer egg sac) are six different silk fibers that a spider can produce, as shown in Fig. 6 [53]. Wool, hair, and feather fibers are different from silk fibers in many perspectives. The first group of fibers contains keratin protein which growth from an external skin layer like a goat, sheep or chicken. The silk fiber is a protein fiber from the silk glands of an insect.

The spider silk types, and their applications
5 Mineral Fibers
Asbestos is the only natural mineral fiber used as reinforcement. Asbestos is a broad name used for a cluster of silicate minerals that naturally appear in fibrous form. Chrysotile, Actinolite, Amosite, Anthophyllite, Crocidolite, and Tremolite are six principal asbestos minerals. These six types divide into two leading mineral groups: amphibole and serpentine asbestos. The serpentine group has a layered silicate structure, and the amphibole group has a chain structure [54]. The significant distinction between amphibole and serpentine asbestos is fiber appearance. Serpentine fibers are flexible, twirly, and long while amphibole fibers are inflexible, linear, needle-like, and short. Asbestos materials are either brittle or non-brittle, depending on how easily the material can be broken down by hand. Brittle asbestos can granulate or break by hand, but non-brittle asbestos cannot granulate or break by hand and may be ground by sanding, cutting, or sawing. Asbestos use peaked towards the late 1900s. Earlier, asbestos was applied primarily for fireproofing and heat resistance in various products. The mineral was utilized in roofing, flooring, cement, insulation, and fireproof products [55]. From the 1930s to the 1970s, the extraction and application of asbestos were widespread, but animal studies reveal that inhalation of asbestos can result in lung cancer, pulmonary fibrosis and mesothelioma [56]. Asbestos fibers are harmful when inhaled or ingested and accumulate in organ linings and tissues. In 1979, these health concerns forced manufacturers to use securer asbestos alternatives based on asbestos regulations. The use of asbestos has been limited or forbidden in the U.S. and several other countries, but in developing countries, the use of asbestos continues to increase. Brittle products generally cause more of a health hazard than non-brittle asbestos.
Chrysotile also is referred to as white asbestos, and it is one of the most typically found types of asbestos. No type of asbestos is safe for humans, but chrysotile is not the most fatal for raw exposure. Actinolite was popular for embedding in gardening materials, diverse shapes of fireproofing, and insulation products. Actinolite fibers are microscopic and can readily pierce the lungs, much like most other shapes of asbestos, making it very harmful to respire in. Due to Amosite's appearance being similar to a rich, dark wood in terms of color, it is called brown asbestos. Amosite doesn’t absorb water very well. Anthophyllite contains extremely firmly packed mineral-based fibers, much like some other shapes of asbestos, and respiring in or handling the material can be too toxic, especially to those with pre-existing lung diseases. Crocidolite is the most fatal and detrimental kind of asbestos. Crocidolite has a fairly blue tint and is soft. Any shape of direct exposure to this material is seriously toxic. Tremolite is one of the most aged and old-time shapes of asbestos that was used. It has been used since at least the late 1780s. Like other shapes, it can beget everything from lung cancers to forms of mesothelioma.
6 Physical and Mechanical Properties of Natural Fibers
The physical properties of the natural fibers influence their mechanical characteristics. Natural fibers, mainly plant fibers, that have the most application as reinforcement in poly (vinyl chloride) in industries compared to other types, have lower mechanical properties and strength than synthetic fibers such as glass and carbon fibers. They also have a lower density than synthetic fibers. The specific properties, stiffness and strength of natural fibers are analogous to the values of man-made fibers because of their low density. Cellulose content and microfibrillar angle specify plant fibers' mechanical properties. Growth of diameter in natural fibers reduces Young's modulus. Increasing cellulose content and decreasing low microfibril angle make plant fibers more suitable as reinforcement in polymeric-based biodegradable composites. The physical and mechanical properties of some common natural fibers are listed in Table 2 and compared to man-made fibers.
The matrix and reinforcement interaction at the interface is recognized as interfacial bonding. Four kinds of interfacial bonding exist, namely mechanical interlocking, interdiffusion bonding, chemical bonding, and electrostatic bonding, as illustrated in Fig. 7 [60]. The interdiffusion bonding is referred to as the Physical adhesion interface. Wettability is a powerful governing mechanism of Interdiffusion bonding. In interdiffusion bonding, optimum surface energy and polarity on both matrix and fibers form enduring adhesion through covalent, electrostatic forces, and Van der Waals. Plant fibers have non-polar waxes on their surface, with somewhat lower surface tension. Polar components such as lignin and fats have more surface tension than non-polar waxes [61]. The entry of molten polymer into micron-diameter holes on the coarse fiber surface causes mechanical interlocking. Electrostatic adhesion results from the attraction of positive (cations) and negative (anions) charges for creating the interface. Covalent and ionic bonding between atoms forms the interface of the matrix and fibers in a chemical bonding.

a Molecular inter diffusion, b electrostatic bonding, c mechanical interlocking, and d chemical bonding
Interface bonding can primarily influence the properties of fiber-reinforced composites. A lousy interface may have a notable decline in mechanical and thermal properties. It mainly relies on the compatibility of the matrix with the reinforcements and the surface conditions of the reinforcements. Micro-mechanical techniques, Spectroscopic techniques, microscopic techniques, and thermodynamic methods are four methods that can characterize the interface [61]. Numerous treatments have been applied to the composites to enhance physical, mechanical, and thermal characterizations and establish good compatibility between matrix and reinforcement. Physical treatment methods include discharge and radiation treatments such as UV radiation, corona, plasma radiation, and gamma which have considerable utilization in the treatment of plant fiber composite. Physical treatments alter surface properties and the structure of the plant fibers. A typical gamma radiation treatment is identified to deposit energy on the plant fiber in the composite, producing radicals on the cellulose chain by hydroxyl and hydrogen abstraction, ruptures of some carbon–carbon bonds, and chain scission. Irradiation of matrix polymers in the existence of oxygen causes the production of peroxide radicals simultaneously. These active zones in both matrix and fiber made by the gamma radiation cause better adhesion between the fiber and polymer matrix [62]. Plasma treatment utilizes the elements like high-energy photons, electrons, ions, radicals, and exciting species to improve the surface properties of the plant fiber and polymeric materials. The improvement of plant fiber by the treatment in cold oxygen plasma achieved in a corona discharge under optimal operating states makes the fiber semi-active for the cellulosic compounds that increase bonding at the interface of fibers and matrix [63]. Corona treatment utilizes a low-temperature corona discharge plasma to modify the surface energy. The sharp tip of an electrode generates the corona plasma when a high voltage is applied to it. The corona treatment of plant fiber forms high-energy electromagnetic fields near the charged points, with resulting ionization in their nearness [63].
Chemical treatment methods include alkaline treatment, silane treatment, acetylation treatment, benzoylation treatment, etc. Alkaline treatment, or mercerization, is a popular chemical treatment method for natural fibers in thermoplastics and thermosets and is usually carried out in NaOH aqueous solution. Alkaline treatment interrupts hydrogen bonding in the network structure, withdraws a certain amount of lignin, wax, and oils from the outer surface of the fiber cell wall, depolymerizes cellulose, and reveals the short length crystallites. Alkaline treatment breaks the hydroxyl groups (OH), and they react with water (H–OH), quitting the ionized reactive molecules to construct alkoxide with NaOH. This chemical reaction reduces the hydrophilic OH groups on the surface of the fibers and increases the surface roughness of the fiber, as shown in Eq. (1) [58].
Silane is an inorganic chemical compound with the chemical formula SiH4. It is a multifunctional molecule operated as a coupling agent to adjust fiber surfaces. Silane coupling agents may decline the number of interfacial cellulose hydroxyl groups. A routine silane coupling agent handles two reactive groups. One end of the silane agent with alkoxysilane groups can react with the hydroxyl-rich surface, i.e., wood or other plant fibers. In contrast, the other end interacts with the polymer matrix. The silane could react with water to create silanol, additional reacting with the hydroxyl groups bound to the cellulose, lignin, and hemicellulose molecules in the fiber via an ether connection with water removal. Furthermore, the polymer matrix could react with the hydrophobic adhesives in silane molecules. Thus, the hydrocarbon chains provided by the silane application control the fiber's bulging by creating a twisted/crosslinked network because of covalent bonding between the matrix and the fiber. Besides, the hydrocarbon chains were thought to influence the wettability of the fibers and enhance the chemical attraction of the polymer matrix; thus, treatment enhanced the interfacial bonding between fiber and matrix [63]. This reaction is shown in Eq. (2).
Acetylation treatment (Eq. 3) also is known as the esterification method for plasticizing natural fibers. Acetylation represents a reaction presenting an acetyl functional group (CH3CO) into an organic blend that reacts with the fiber's hydrophilic hydroxyl groups (OH) and takes out the existing moisture. Thus, the hydrophilic essence of the fiber is decreased. In acetylation treatment, an acid catalyst such as sulfuric acid and acetic acid is typically utilized to accelerate the reaction and maximize the degree of acetylation [63].
Benzoylation treatment is another treatment with the aim of reducing the hydrophilicity characteristic of plant fiber. This method employs benzoyl chloride to reduce the fiber’s hydrophilic essence and improve interfacial bonding. Initially, the plant fiber should be pretreated with NaOH aqueous solution before reacting between the benzoyl groups and fiber. It activates and reveals the hydroxyl groups on the fiber surface. Thus, the fiber can be treated with benzoyl chloride, which the benzoyl group further replaces. This causes fibers to find a more hydrophobic property and enhances fiber-matrix bonding; thus, composite strength and thermal stability considerably increase [64].
7 Thermosets and Thermoplastics Based Natural Fiber Composites
A composite is a material constructed from two or more phases that produce a new material with characteristics distinct from the constitutive materials. Fiber-reinforced plastic composites, or in abbreviation FRPCs, are a contemporary category of composite materials. When high modulus fibers add to a polymer matrix, plastics' low mechanical and thermal properties enhance, and fiber's properties overcome to weak properties of the plastic matrix. Glass fibers and ceramics are old filers and fibers utilized as reinforcement for composites. However, lately, organic fillers, like lignocellulosic-based and protein-based fibers, have arisen in the market. They offer benefits over classic inorganic fillers, such as cheapness, having lightweight, collected from renewable resources, accessible and biodegradable. These new composites have many applications, from various automotive components to building structural pieces. Natural fibers can mix with thermoset (such as unsaturated polyester, phenol–formaldehyde, novolak-type phenolic formaldehyde, and epoxy resins) and thermoplastic (such as Polyethylene, Polypropylene, and Polyvinyl chloride) polymers to form composite materials. The thermosetting matrix comprises two or more components. A multifunctional monomer is one of the thermoset matrices constitutive that crosslinks the material. In thermoset matrix composites, fibers are saturated with blended thermosetting resins. Then, it is maintained at room or high temperature to harden. Vacuum infusion, modified lay-up/press molding, pultrusion, hand lay-up, and resin transfer molding (RTM) are accepted manufacturing methods for Composites with thermosetting matrices. Thermosetting resins have high impact resistance but cannot be reshaped after curing or polymerization. The combination of untreated natural fibers and thermoset matrix causes inefficient interfacial bonding due to the existence of a hydroxyl group. Cured thermoset matrix can turn into particles as recycling prosses reused as fillers in new laminates or other products. As mentioned earlier, natural fibers can be utilized as reinforcements in thermoplastics. Thermoplastic matrixes don’t need to cure, and they have less hazardous chemical constitutive components. Besides, the recycling of these polymers is easy and convenient. These advantages of thermoplastics over thermosets cause thermoplastics to find significant attention as polymer matrices. Also, thermoplastic composites can reshape after fabrication. Injection molding, vacuum forming, extrusion, rotational molding, and compression molding are some fabrication methods for thermoplastic resins. Extrusion, compression molding and injection molding are more common fabrication methods in comparison to other for thermoplastic base composites.
Compression molding is proper for industries such as automotive, which need mass production volume. Cooled compression molding and hot compression molding are two types of this process. Polypropylene (PP), polyether ether ketone (PEEK), Poly (Vinyl Chloride) (PVC), and polyamide are some thermoplastic matrixes that can be used. Wirawan et al. used compression molding to fabric sugar cane bagasse and poly (vinyl chloride) (PVC) composite specimens. They placed materials into the mold under pressure at a temperature of about 170 \(^\circ{\rm C}\) for 12.5 min, and then the sample was cooled under pressure to room temperature.
Injection molding is used frequently to manufacture plastic components. Composites that are fabricated using this method should contain only short fiber in the form of powder and particles. In this method, a twin-screw extruder prepares the injection molding compound granules. Then a heating process in a barrel melts the granules, and the molten composites transfer to a mold to form the desired shape. After cooling, the part is ejected from the mold. Kiani et al. used the injection molding method to fabricate PVC-based natural fiber composites. They used pulp fiber and wood flour as reinforcement and studied the water resistance and thermal stability of components. Fibers were milled to the size of 345 µm.
The extrusion process is similar to Injection molding, but the molten composite extrudes continuously through a nozzle and makes a component with a constant cross-section profile. The extrusion method has the capability of using long fibers, and this is an excellent advantage over the injection molding method because using long fibers create incredible strength. Zolfaghari et al. used the extrusion process to prepare wood plastic composites reinforced with continuous glass fibers and high-density polyethylene (HDPE) as the matrix.
8 Natural Fiber Composites Applications
In addition to stiffness and lightweight properties, natural fibers can be used as a good insulator in thermal or acoustic applications. Due to these advantages, they can be applied in many applications such as doorframes, partitioning, false ceilings, and surface paneling which are parts of the construction industry. In 1941, Henry Ford used natural fibers (flax and hemp fibers) in the automotive industry [65]. Interior automotive parts, i.e., cushioned seats, door panels, and cabin lining, are some applications of biodegradable composites in the Automotive industry. In 2016–2017, the biggest contribution of the natural fiber composite market belonged to the automotive and construction industries. Sporting equipment, packaging, Aircraft components, electrical parts, and biomedical industries are more applications of these composites. Due to low durability in wet areas, some applications like piping, boats, and kayaks are not safe for these composites. Low mechanical properties and low durability in wet areas are two major limiting factors in applying biodegradable composites. Because of the governmental regulations about using eco-friendly products, the natural fiber composite market's worth is expected to attain $46.3 billion by 2025. Tecnaro GmbH (Germany), FlexForm Technologies (USA), Fiberon LLC (USA), Trex Company Inc. (USA), Meshlin Composites ZRT (Hungary), Jelu-Werk J. Ehrler GmbH & Co. KG (Germany), UPM (Finland), Green Bay Decking (USA), Toray Industries Inc. (Japan), Universal Forest Products Inc. (USA), and Owens Corning (USA) are some of the existing foremost companies in the global natural fiber composite market [65].
9 Natural Fiber Poly (Vinyl Chloride) Composites
Over the last few decades, many articles have been reported in biocomposite materials. It indicates the growing appeal of using natural fiber as a substituted reinforcement for glass, carbon, and other synthetic fibers in composites. Environmental issues are one of the principal causes of this interest. It has minor ecological damage at the production and processing stages and less waste than any synthetic fiber. Low cost, lightweight, and good thermal or acoustic insulator are other reasons. Both thermoplastic and thermoset polymers can reinforce with natural fibers. In the case of thermoplastic polymers, the temperature is one of the main parameters which limit the production of biodegradable composites. Natural fibers cannot fabricate at too high temperatures, and thus there are restricted thermoplastic polymers that can use with natural fibers without degradation of fiber properties. Poly (Vinyl Chloride) (PVC) is a thermoplastic resin that can be used with different natural fibers to produce partially biodegradable composites. It can have flexible and rigid forms. The rigid form of PVC is a high-strength thermoplastic polymer and is highly resistant to corrosive liquids. The wide application of PVC is due to a combination of these attributes with the low price of PVC. Like other thermoplastics, PVC is a pollutant polymer with environmental and safety issues. It generates some harmful chemicals in the environment, such as hydrogen chloride and dioxins, when it is processed or decomposed. However, due to the economic advantages of this thermoplastic, the growth of PVC is unstoppable. Blending PVC with natural fibers could reduce the environmental issues and health effects caused by the usage of PVC and may increase the growth rate of PVC production. Besides, it simultaneously develops the advantages of the composites. Nowadays, Unfilled PVC has many applications, such as electrical plugs and fittings, window and door lines and blinds, fencing, and decking applications. Most of these PVC products can be made from natural fiber PVC composites. As in other biodegradable polymer-based composites, compatibility is a significant challenge in natural fiber PVC composites, reducing the quality of the final products. common treatment methods can apply to PVC-based partially biodegradable composites to enhance their properties. Natural fibers used with poly (vinyl chloride) in recent studies are listed in Table 3. The variety of natural fibers used with PVC show that this thermoplastic is a good candidate to mixing with natural fibers to make biodegradable composites. About 22% of reports which is investigated, show that wood fibers are main natural fiber reinforcement for mixing with PVC (Fig. 8). Date palm, rice Straw, rice husk, bamboo, Sugarcane Bagasse also used in many studies but their contribution is lower than wood fibers. In addition to plant fibers, mixing PVC with Animal fibers and reinforcements have got many attentions in biodegradable composites filed. Chicken feathers, egg shell, cow horns, leather fiber are animal fibers or fillers used with PVC matrix. However, studies on mixing PVC with animal fibers compared to Plant fibers have lower variation. Approximately, 88% of investigations is about plant reinforcement and only 12% of them is dedicated to Animal reinforcement, as shown in Fig. 9.

Natural fibers contribution to mixing with PVC matrix

Plant fiber PVC composites versus animal fiber PVC composites
Wood Polymer Composites (WPC) have been increasingly utilized in the modern construction segment for four decades. The market for PVC-based WPCs is the most favorable one among various plant fiber-reinforced polymer composite markets, with a growth rate of 200% from 2002 to 2010. Over 80% of natural fiber-reinforced composites are created from wood fibers. Window profiles, door profiles, decking, railing, and siding are equipment made from PVC-based WPCs and have the prospect of being cut, sawed, nailed, screwed, and processed. The advantages of wood are low density, excellent mechanical properties, good biodegradation, non-toxic, recyclable, and aesthetically pleasing. UV radiation, biological attack, degradation from high temperatures, and the air moisture content are disadvantages of wood. Due to thermal degradation, wood is only suitable for some types of plastic, such as PVC, PE, and PP. Also, it is challenging to reach strong adhesion between hydrophilic cellulose and hydrophobic polymer like most plant fibers. Wood fiber and wood flour are common wood reinforcement shapes for mixing with PVC. Wood density is the significant distinction between hardwood and softwood. Hardwood trees usually have sluggish growth and are regarded as angiosperm, deciduous trees. Their leaves are shed yearly, which causes denser wood than softwood. Softwood trees are gymnosperms (they are evergreen trees), and thus they do not shed their leaves.
Sombatsompop et al. [90] investigate the influences of cross-section configuration and testing conditions (span length,loading directions, and rate of loading) on the flexural properties of wood/PVC composite beams. They produced samples by an industrial-scale twin-screw extruder. Wood sawdust particles used had an average size of 100–300 μm. They used chemical treatment and treated wood fibers with 1.0 wt% of N-2(aminoethyl)-3-aminopropyltrimethoxysilane. To make wood fibers dry, they kept at 80 for 24 h, and the weight of the fibers became constant. PVC and dried wood fibers are mixed utilizing a fast mixer for 2 min, then the mixture melt in a twin-screw extruder. The diameter of the screws was 90 mm, and the length of it was 3,240 mm. Five different cross-sections of WPVC samples were used to test. A cooling system and a size control device were used to solidify samples and give them better mechanical characterizations. They showed that due to changes in the inherent properties of the WPVC during processing, the form of the cross-section significantly influenced the flexural properties. The number of hollow cores, the thickness of flanges and webs, and the density of the WPVC composite were the main parameters that affect the flexural properties of samples in different cross-sections.
Kiani and Ashori [93] studied the results of two variable factors, namely the filler shape and filler loading level, on the physical characteristics of composites based on polyvinyl chloride (PVC), pulp fiber (PF), and wood flour (WF). Fibers had a size of up to 354 and then were dried to less than 3% moisture content. Hybrid composites were constructed with wood fiber plus pulp fiber to a PVC mass ratio of 40/60 (w/w). Natural fibers (wood and pulp) were mixed with PVC by a co-rotating twin-screw extruder at a melt temperature of 185 and speed of 60 rpm. The extruded strand was passed through a water bath, granulated, and dried at 105 for 24 h to remove any moisture. Later, the consequent granules were injection molded at 190 to create standard ASTM specimens. They found that the water absorption in the lignocellulosic material base composites is extremely higher than the unfilled PVC, and the water absorption rose sharply with raising cellulosic filler loadings in the composites.
Hosseini [89] evaluated the influences of Dioctyl phthalate (DOP) and various densities on the physical and mechanical characteristics of PVC-based wood flour composite panels utilizing a traditional flat-press method under laboratory states. They measured Hardness, tensile strength, water absorption, and thickness swelling. Wood flour has dimensions of 25-mesh. Wood flour was dried at a temperature of 103 for 24h. The moisture of fibers reached 2% in oven-dried prosses. They mixed wood flour and the PVC powder, and then the mixture was shaped into a mat on an aluminum plate using a forming box. Each mat was then hot-pressed by a manually controlled electrical-heated press. The maximum press pressure, pressing temperature, and total press cycle were 50 kg/cm2, 180, and 25 min, respectively. The board was removed from the press for cooling at the end of the press cycle. Hardness and tensile strength increase by decreasing DOP content and increasing density. Also, reducing DOP content and increasing density decrease water absorption.
Shankar et al. [81] studied the mechanical properties of WPCs. Their samples were created by mixing teak wood flour (wastes got from wood cutting mills), polyvinyl chloride (PVC), and Calcium Carbonate as significant ingredients. Teak wood powder of size 50 μm was used as wood-based filler, and PVC of size 212 μm and calcium carbonate were used as matrix and mineral fillers, respectively. Fabrication of WPC is done using the extrusion process. In the hot mixing chamber, raw materials were melted and mixed thoroughly at 350 rpm for 4 min at 110 °C to form a homogenous paste-like mixture. The mixture from the hot mixing unit was transferred to the cold mixing chamber maintained at ambient temperature and again mixed thoroughly at 350 rpm for 3 min to convert the mixture to the amorphous form suitable extrusion process. The raw material required for WPC preparation was further fed to the hopper of the extrusion equipment. The various temperature levels maintained across the barrel were, feeding zone at 150 °C, melting zone at 155 °C, mixing zone at 158 °C, and molding temperature at 172 °C. These temperature zones helped to produce the product with less porosity and a good surface finish. Extruded part of WPC was hot with a temperature of 170 °C approximately, making cooling essential. The indirect cooling method was preferred by maintaining the cold water outside the dies to achieve dimensional stability primarily. They determined ultimate tensile strength, compressive strength, flexural modulus of rupture, and maximum impact strength of WPC as per ASTM standard testing method D 4761-19.
Arthur et al. [26] investigated some mechanical properties of PVC-Wood fiber composite. The sample was molded and formed at a temperature of 150 using a hydraulic hot press and pressure of 3bar for 5 min. The mechanical properties of the composite were analyzed based on changing the wood fiber contents from 0 to 50%.
The worldwide production of date palm fiber yearly is 42% more than coir and 20–10% more than hemp and sisal, which are popular fibers for biodegradable composites. Surface modification of palm date fibers is essential to refine and cleanse the surface of the fibers from many pollutants and improve the bonding of fiber and matrix. Date palm fiber is one of the more available natural fiber resources and includes appropriate chemical constituents. It has better mechanical strength than other natural fibers. It contains polysaccharides cellulose in 38–40%, lignin in a negligible share, and rarely fat, wax, pectin, inorganic substance, etc. These fibers can be mixed in both thermoset and thermoplastic matrixes.
Awad et al. [35] investigated the effect of date palm fiber dimensions on the mechanical and physical properties of composites. Properties that they covered in their work include the tensile strength, flexural strength, impact strength, moisture absorption, water absorption, and thickness swelling of four different fiber loading contents and six diverse fiber diameters. Properties were analyzed in 10, 20, 30, and 40 wt% content of fibers, and dimensions of fiber varied in ranges of less than 125 µm to unsieved fibers, which was bigger than 1000 mum. Fibers were washed with distilled water to clear pollutants from the surface of the fibers, and then they dried at 60 °C for 24 h. Also, the PVC powder was dried at 60 °C for 24 h to confirm that the polymer had minimal moisture content. They used melt-mix blending and compression molding processing technologies to prepare samples. The flexural strength, tensile strength, and impact strength were reduced as the loading content raised. The maximum reduction of properties was at 40 wt% loading, changing depending on the dimension of the fibers.
Maou et al. [70] investigated the mechanical, morphological, and thermal properties of composites based on PVC/Date Palm Leaf Fiber (DPLF). DPLF was washed, grounded, and sieved. The sieved wood was dried at 50 to 3–4% moisture content in a laboratory oven. Processing temperature varied from 135 to 170, and compression molding press at 150 for 2 min at a mechanical pressure of 300 bar.
10 Natural Fiber Poly (Vinyl Chloride) Nanocomposites
One of the exciting topics in composite materials is the usage of different nanoscale fillers with different composites, which lead to improvements in mechanical and physical properties. Nanofillers have at least a dimensional property in the nanoscale and can be in the shape of a rod (1D), plate (2D), and sphere (3D). Based on the shape of the nanofillers, polymeric nanocomposites can be categorized into three main types. The first type has nanofillers with two dimensions in the nanoscale, and one dimension is significantly larger than the others, like carbon nanofibers. The second type of nanocomposites is mixed with nanofillers with one dimension in the nanoscale, such as MXene, layered silicate, and graphene. The third type contains nanofillers, such as spherical silica, with three-dimensional aspects in a nanometer scale. Proper dispersion of nanofillers in a polymer can create an ultra-large interfacial area per unit volume between polymer and nanofillers. The large interface between polymer and nanofillers and the molecular distance between nano elements can create superior properties in nanocomposites. Mixing nanoparticles with natural fibers and polymer matrix enhances the properties of the biodegradable composites, including thermal and mechanical properties, dielectric behavior, tribological properties, and corrosion resistance. Thus, the problems that limit the application of biodegradable composites will be reduced.
Dutta and Maji [130] studied rice husk PVC composite with montmorillonite clay (MMT). They used polyethylene-grafted maleic anhydride (PE-g-MA) as a compatibilizer to improve adhesion between rice husk and PVC. Rice husk fibers were treated using soap solution, a mixture of alcohol and benzene, and NaOH solution in an ordered process. Fibers were ground and passed through a 50-mesh sieve. They mixed 40 parts per hundred rice husk fibers with 60 parts per hundred PVC, 5 parts per hundred PE-g-MA, and 2–10 parts per hundred montmorillonite clay. Samples were prepared by compression molding at 190 and 6 min under 5–6 tons. Results show an improvement in flexural and hardness properties with the addition of MMT to the polymer matrix. They also studied thermal and other physicochemical properties.
Allahbakhsh [100] studied the effects of sodium dodecylbenzene sulfonate (SDBS)-modified graphene oxide nanosheets on the viscosity of PVC reinforced rice straw in mixing prosses. The addition of these nanosheets to the mixture caused low morphological defects in the composite and thus improved the morphological and structural characteristics. They reported that the existence of 1 phr (SDBS)-modified graphene oxide nanosheets in PVC/RW composite with 15 phr RW fibers enhances the ultimate tensile strength of the product by more than 41% compared to the same PVC/RW composite without any nanosheets. Also, they showed that PVC/RW/(SDBS)-modified graphene oxide nanosheets nanocomposite can be an acceptable isolating material for related applications. The electrical conductivity of this nanocomposite is between 10–9 and 10–5 s/m.
11 Summary
This study briefly studied biodegradable composites and especially PVC-based partially biodegradable composites. Recent research shows that poly (vinyl chloride) is a suitable matrix for most natural fibers, including plant and animal fibers. Mineral fibers (asbestos), due to their health issues, haven’t significant usage in biodegradable composites. Wood fibers have the most contribution to the reinforcement of PVC, and their composites have many applications in construction industries. Extrusion and compression molding are two popular fabrication methods in PVC-based biodegradable composites. Silane treatment and alkaline treatment are two treatment methods used in many studies. However, other treatment methods, like Benzoylation, also was used. PVC is one of the highest-strength thermoplastics and is highly resistant to corrosive liquids, but like many other thermoplastics, it can pollute the environment. Mixing natural fibers with PVC cause a low need for this plastic and thus low production and pollution. Besides, the advantage of PVC will be improved by the advantage of composites. Mixing nanoparticles with natural fibers and polymer matrix enhances the properties of biodegradable composites.
References
Wirawan, R., Zainudin, E.S., Sapuan, S.M.: Mechanical properties of natural fibre reinforced PVC composites: a review. Sains Malaysiana 38(4), 531–535 (2009)
Saheb, D.N., Jog, J.P.: Natural fiber polymer composites: a review. J. Adv. Polym. Technol. 18(4), 351–363 (1999). https://www.researchgate.net/profile/Jyoti_Jog/publication/227941520_Natural_fiber_polymer_composites_A_Review/links/0deec52e7c9b24b713000000.pdf
Al-Oqla, F.M., Sapuan, S.M.S., Rachman, T.: Materials Selection for Natural Fiber Composites. Woodhead Publishing (2017)
Al-Oqla, F.M., Sapuan, S.M.: Natural fiber reinforced polymer composites in industrial applications: feasibility of date palm fibers for sustainable automotive industry. J. Clean. Prod. 66, 347–354 (2014). https://doi.org/10.1016/j.jclepro.2013.10.050
Bajpai, P.K., Singh, I., Madaan, J.: Development and characterization of PLA-based green composites: a review. J. Thermoplast. Compos. Mater. 27(1), 52–81 (2014). https://doi.org/10.1177/0892705712439571
George, A., Sanjay, M.R., Srisuk, R., Parameswaranpillai, J., Siengchin, S.: A comprehensive review on chemical properties and applications of biopolymers and their composites. Int. J. Biol. Macromol. 154, 329–338 (2020). https://doi.org/10.1016/j.ijbiomac.2020.03.120
Udayakumar, G.P., et al.: Biopolymers and composites: properties, characterization and their applications in food, medical and pharmaceutical industries. J. Environ. Chem. Eng. 9(4), 105322 (2021). https://doi.org/10.1016/j.jece.2021.105322
Devadas, V.V., et al.: Algae biopolymer towards sustainable circular economy. Bioresour. Technol. 325(January), 124702 (2021). https://doi.org/10.1016/j.biortech.2021.124702
Shogren, R.L., Petrovic, Z., Liu, Z., Erhan, S.Z.: Biodegradation behavior of some vegetable oil-based polymers. J. Polym. Environ. 12(3), 173–178 (2004). https://doi.org/10.1023/B:JOOE.0000038549.73769.7d
Dicker, M.P.M., Duckworth, P.F., Baker, A.B., Francois, G., Hazzard, M.K., Weaver, P.M.: Green composites: a review of material attributes and complementary applications. Compos. Part A Appl. Sci. Manuf. 56, 280–289 (2014). https://doi.org/10.1016/j.compositesa.2013.10.014
Lyn, N.: Effect of the chemical treatment on the inorganic content of Kenaf fibers and on the performance of Kenaf-polypropylene composites (2018)
Mohammed, L., Ansari, M.N.M., Pua, G., Jawaid, M., Islam, M.S.: A review on natural fiber reinforced polymer composite and its applications. Int. J. Polym. Sci. 2015 (2015). https://doi.org/10.1155/2015/243947
Saba, N., Tahir, P.M., Jawaid, M.: A review on potentiality of nano filler/natural fiber filled polymer hybrid composites. Polymers (Basel) 6(8), 2247–2273 (2014). https://doi.org/10.3390/polym6082247
Siakeng, R., Jawaid, M., Ariffin, H., Sapuan, S.M., Asim, M., Saba, N.: Natural fiber reinforced polylactic acid composites: a review. Polym. Compos. 40(2), 446–463 (2019). https://doi.org/10.1002/pc.24747
Ahmed, K.S., Vijayarangan, S.: Tensile, flexural and interlaminar shear properties of woven jute and jute-glass fabric reinforced polyester composites. J. Mater. Process. Technol. 207(1–3), 330–335 (2008). https://doi.org/10.1016/j.jmatprotec.2008.06.038
Jawaid, M., Sapuan, S.M., Alotman, O.Y., AL-Oqla, F.M., Omari, M.A.: Sustainable biocomposites: challenges, potential and barriers for development. In: Green Biocomposites, pp. 13–29. Springer. https://doi.org/10.1007/978-3-319-46610-1
Koohestani, B., Darban, A.K., Mokhtari, P., Yilmaz, E., Darezereshki, E.: Comparison of different natural fiber treatments: a literature review. Int. J. Environ. Sci. Technol. 16(1), 629–642 (2019). https://doi.org/10.1007/s13762-018-1890-9
da Luz, J., et al.: Hydrothermal treatment of sisal fiber for composite preparation. J. Compos. Mater. 53(17), 2337–2347 (2019). https://doi.org/10.1177/0021998319826384
Darus, S.A.A.Z.M., et al.: Physicochemical and thermal properties of lignocellulosic fiber from Gigantochloa Scortechinii Bamboo: effect of steam explosion treatment. Fibers Polym. 21(10), 2186–2194 (2020). https://doi.org/10.1007/s12221-020-1022-2
Ajouguim, S., Abdelouahdi, K., Waqif, M., Stefanidou, M., Saâdi, L.: Modifications of Alfa fibers by alkali and hydrothermal treatment. Cellulose 26(3), 1503–1516 (2019). https://doi.org/10.1007/s10570-018-2181-9
Romero-Zúñiga, G.Y., et al.: Microwave radiation as alternative to modify natural fibers: recent trends and opportunities—A review. J. Nat. Fibers, 1–17 (2021). https://doi.org/10.1080/15440478.2021.1952140
Wang, L., Li, A., Chang, Y.: Relationship between enhanced dewaterability and structural properties of hydrothermal sludge after hydrothermal treatment of excess sludge. Water Res. 112, 72–82 (2017). https://doi.org/10.1016/j.watres.2017.01.034
Nass, L.I., Heiberger, C.A.: Encyclopedia of PVC. CRC Press (1986). https://doi.org/10.1201/9780585386447
Ayora, M., Ríos, R., Quijano, J., Márquez, A.: Evaluation by torque-rheometer of suspensions of semi-rigid and flexible natural fibers in a matrix of poly(vinyl chloride). Polym. Compos. 18(4), 549–560 (1997). https://doi.org/10.1002/pc.10307
Sapuan, S.M., Ismail, H., Zainudin, E.S.: Natural Fiber Reinforced Vinyl Ester and Vinyl Polymer Composites: Development, Characterization and Applications. Woodhead Publishing (2018)
Ebuka, D., et al.: Studies on some mechanical properties of PVC-wood fiber composite. Chem. Rev. Lett. 4(2), 85–91 (2021)
Maou, S., Meghezzi, A., Grohens, Y., Meftah, Y., Kervoelen, A., Magueresse, A.: Effect of various chemical modifications of date palm fibers (DPFs) on the thermo-physical properties of polyvinyl chloride (PVC)–high-density polyethylene (HDPE) composites. Ind. Crops Prod. 171(August), 113974 (2021). https://doi.org/10.1016/j.indcrop.2021.113974
Adediran, A.A., Akinwande, A.A., Balogun, O.A., Olasoju, O.S., Adesina, O.S.: Experimental evaluation of bamboo fiber/particulate coconut shell hybrid PVC composite. Sci. Rep. 11(1), 1–14 (2021). https://doi.org/10.1038/s41598-021-85038-3
Kabir, H., Gafur, M.A., Ahmed, F., Begum, F., Qadir, M.R.: Investigation of physical and mechanical properties of bamboo fiber and PVC foam sheet composites. Univers. J. Mater. Sci. 2(6), 119–124 (2014). https://doi.org/10.13189/ujms.2014.020603
Ferreira, R.L., Furtado, C.R.G., Visconte, L.L.Y., Leblanc, J.L.: Optimized preparation techniques for PVC-green coconut fiber composites. Int. J. Polym. Mater. Polym. Biomater. 55(12), 1055–1064 (2006). https://doi.org/10.1080/00986440600642991
Abdellah Ali, S.F., Althobaiti, I.O., El-Rafey, E., Gad, E.S.: Wooden polymer composites of poly(vinyl chloride), olive pits flour, and precipitated bio-calcium carbonate. ACS Omega 6(37), 23924–23933 (2021). https://doi.org/10.1021/acsomega.1c02932
Nayak, S., Mohanty, J.R., Samal, P.R., Nanda, B.K.: Polyvinyl chloride reinforced with Areca sheath fiber composites—An experimental study. J. Nat. Fibers 17(6), 781–792 (2020). https://doi.org/10.1080/15440478.2018.1534186
Wang, L., He, C., Yang, X.: Effects of pretreatment on the soil aging behavior of rice husk fibers/polyvinyl chloride composites. BioResources 14(1), 59–69 (2018). https://doi.org/10.15376/biores.14.1.59-69
Wirawan, R., Sapuan, S.M.: Sugarcane bagasse-filled poly(Vinyl Chloride) composites. In: Natural Fibre Reinforced Vinyl Ester and Vinyl Polymer Composites pp. 157–168, Elsevier (2018). https://doi.org/10.1016/B978-0-08-102160-6.00007-X
Awad, S., Hamouda, T., Midani, M., Zhou, Y., Katsou, E., Fan, M.: Date palm fibre geometry and its effect on the physical and mechanical properties of recycled polyvinyl chloride composite. Ind. Crops Prod. 174(July), 114172 (2021). https://doi.org/10.1016/j.indcrop.2021.114172
Holbery, J., Houston, D.: Natural-fiber-reinforced polymer composites in automotive applications. Jom 58(11), 80–86 (2006). https://doi.org/10.1007/s11837-006-0234-2
Campilho, R.D.S.G.: Natural Fiber Composites. CRC Press (2015)
Gurunathan, T., Mohanty, S., Nayak, S.K.: A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 77, 1–25 (2015). https://doi.org/10.1016/j.compositesa.2015.06.007
Bledzki, A.K., Gassan, J.: Composites reinforced with cellulose_Bledzki_1999.pdf. Prog. Polym. Sci. 24, 221–274 (1999). http://ac.els-cdn.com/S0079670098000185/1-s2.0-S0079670098000185-main.pdf?_tid=af34542c-0260-11e7-a49c-00000aab0f27&acdnat=1488800173_c95596c7ddcc4673fe88c8ec84262bb9
Pérez, J., Muñoz-Dorado, J., De La Rubia, T., Martínez, J.: Biodegradation and biological treatments of cellulose, hemicellulose and lignin: an overview. Int. Microbiol. 5(2), 53–63 (2002). https://doi.org/10.1007/s10123-002-0062-3
Rong, M.Z., Zhang, M.Q., Liu, Y., Yang, G.C., Zeng, H.M.: The effect of fiber treatment on the mechanical properties of unidirectional sisal-reinforced epoxy composites. Compos. Sci. Technol. 61(10), 1437–1447 (2001). https://doi.org/10.1016/S0266-3538(01)00046-X
Satyanarayana, K.G., Arizaga, G.G.C., Wypych, F.: Biodegradable composites based on lignocellulosic fibers—An overview. Prog. Polym. Sci. 34(9), 982–1021 (2009). https://doi.org/10.1016/j.progpolymsci.2008.12.002
Azwa, Z.N., Yousif, B.F., Manalo, A.C., Karunasena, W.: A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 47, 424–442 (2013). https://doi.org/10.1016/j.matdes.2012.11.025
John, M.J., Thomas, S.: Biofibres and biocomposites. Carbohydr. Polym. 71(3), 343–364 (2008). https://doi.org/10.1016/j.carbpol.2007.05.040
Ramamoorthy, S.K., Skrifvars, M., Persson, A.: A review of natural fibers used in biocomposites: plant, animal and regenerated cellulose fibers. Polym. Rev. 55(1), 107–162 (2015). https://doi.org/10.1080/15583724.2014.971124
Manivannan, J., et al.: Animal fiber characterization and fiber loading effect on mechanical behaviors of sheep wool fiber reinforced polyester composites. J. Nat. Fibers, 1–17 (2020). https://doi.org/10.1080/15440478.2020.1848743
Liu, X., Wang, L., Wang, X., Low Chapman, D.R., Ross, L., Sloan, T.R.: Evaluating the softness of animal fibers. Text. Res. J. 74(6), 535–538 (2004)
Allafi, F., et al.: Advancements in applications of natural wool fiber: review. J. Nat. Fibers 19(2), 497–512 (2022). https://doi.org/10.1080/15440478.2020.1745128
Dinesh, S., Elanchezhian, C., Vijayaramnath, B., Adinarayanan, A., Guru Anantha Raman, S.: Evaluation of mechanical behavior for animal fiber reinforced hybrid fiber composite for marine application. IOP Conf. Ser. Mater. Sci. Eng. 912(5) (2020). https://doi.org/10.1088/1757-899X/912/5/052012
Verma, A., Singh, V.K.: Human hair: a biodegradable composite fiber—A review. Int. J. Waste Resour. 6(2), 2–5 (2016). https://doi.org/10.4172/2252-5211.1000206
Popescu, C., Höcker, H.: Hair—the most sophisticated biological composite material. Chem. Soc. Rev. 36(8), 1282–1291 (2007). https://doi.org/10.1039/b604537p
Lau, A.K., Hung, A.P.Y.: Natural Fiber-Reinforced Biodegradable and Bioresorbable Polymer Composites. Woodhead Publishing (2017)
Tokareva, O., Jacobsen, M., Buehler, M., Wong, J., Kaplan, D.L.: Structure-function-property-design interplay in biopolymers: spider silk. Acta Biomater. 10(4), 1612–1626 (2014). https://doi.org/10.1016/j.actbio.2013.08.020
Kusiorowski, R., Zaremba, T., Piotrowski, J., Adamek, J.: Thermal decomposition of different types of asbestos. J. Therm. Anal. Calorim. 109(2), 693–704 (2012). https://doi.org/10.1007/s10973-012-2222-9
IARC.: Asbestos (Chrysotile, Amosite, Crocidolite, Tremolite, Actinolite, and Anthophyllite) - IARC Monographs volume 100C. 1987, 219–309 (2012). https://monographs.iarc.fr/wp-content/uploads/2018/06/mono100C-11.pdf
Manning, C.B., Vallyathan, V., Mossman, B.T.: Diseases caused by asbestos: mechanisms of injury and disease development. Int. Immunopharmacol. 2(2–3), 191–200 (2002). https://doi.org/10.1016/S1567-5769(01)00172-2
Sekar, V., Fouladi, M.H., Namasivayam, S.N., Sivanesan, S.: Additive manufacturing: a novel method for developing an acoustic panel made of natural fiber-reinforced composites with enhanced mechanical and acoustical properties. J. Eng. (United Kingdom) 2019 (2019). https://doi.org/10.1155/2019/4546863
Li, X., Tabil, L.G., Panigrahi, S.: Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J. Polym. Environ. 15(1), 25–33 (2007). https://doi.org/10.1007/s10924-006-0042-3
Mohamed Zakriya, G., Ramakrishnan, G.: Natural Fibre Composites Manufacturing, Characterization, and Testing (2021)
Latif, R., Wakeel, S., Khan, N.Z., Noor Siddiquee, A., Lal Verma, S., Akhtar Khan, Z.: Surface treatments of plant fibers and their effects on mechanical properties of fiber-reinforced composites: a review. J. Reinf. Plast. Compos. 38(1), 15–30 (2019). https://doi.org/10.1177/0731684418802022
Lee, C.H., Khalina, A., Lee, S.H.: Importance of interfacial adhesion condition on characterization of plant-fiber-reinforced polymer composites: a review. Polymers (Basel) 13(3), 1–22 (2021). https://doi.org/10.3390/polym13030438
Haydaruzzaman, Khan, R.A., Khan, M.A., Khan, A.H., Hossain, M.A.: Effect of gamma radiation on the performance of jute fabrics-reinforced polypropylene composites. Radiat. Phys. Chem. 78(11), 986–993 (2009). https://doi.org/10.1016/j.radphyschem.2009.06.011
Zhou, Y., Fan, M., Chen, L.: Interface and bonding mechanisms of plant fibre composites: an overview, vol. 101. Elsevier Ltd (2016). https://doi.org/10.1016/j.compositesb.2016.06.055
Kalaprasad, G., et al.: Effect of fibre length and chemical modifications on the tensile properties of intimately mixed short sisal/glass hybrid fibre reinforced low density polyethylene composites. Polym. Int. 53(11), 1624–1638 (2004). https://doi.org/10.1002/pi.1453
Gholampour, A., Ozbakkaloglu, T.: A review of natural fiber composites: properties, modification and processing techniques, characterization, applications 55(3). Springer US (2020). https://doi.org/10.1007/s10853-019-03990-y
Mahdi, E., Dean, A.: The effect of filler content on the tensile behavior of polypropylene/cotton fiber and poly(vinyl chloride)/cotton fiber composites. Materials (Basel) 13(3) (2020). https://doi.org/10.3390/ma13030753
Kazi, M.K., Eljack, F., Mahdi, E.: Predictive ANN models for varying filler content for cotton fiber/PVC composites based on experimental load displacement curves. Compos. Struct. 254(July), 112885 (2020). https://doi.org/10.1016/j.compstruct.2020.112885
Li, Y.Y., Wang, B., Wang, B., Ma, M.G.: The enhancement performances of cotton stalk fiber/PVC composites by sequential two steps modification. J. Appl. Polym. Sci. 135(14), 1–8 (2018). https://doi.org/10.1002/app.46090
Cordeiro, A.O.T., et al.: Cotton weaving waste incorporation in PVC composites. Mater. Circ. Econ. 4(1), 1–10 (2022). https://doi.org/10.1007/s42824-022-00061-7
Maou, S., Meghezzi, A., Nebbache, N., Meftah, Y.: Mechanical, morphological, and thermal properties of poly(vinyl chloride)/low-density polyethylene composites filled with date palm leaf fiber. J. Vinyl Addit. Technol. 25, E88–E93 (2019). https://doi.org/10.1002/vnl.21687
Shebani, A., Algoul, S.M.: Impact strength and surface hardness properties: virgin PVC versus recycled PVC composites filled with two different natural fibers Impact strength and surface hardness properties: virgin PVC versus recycled PVC composites filled with two different natu, March 2020 (2019)
Djomi, R., et al.: Industrial elaboration by extrusion of PVC tubes loaded with micronized Dura Palm Kernel shell powder. J. Mater. Sci. Chem. Eng. 9(10), 41–69 (2021). https://doi.org/10.4236/msce.2021.910004
Jiang, L., He, C., Fu, J., Xu, D.: Enhancement of wear and corrosion resistance of polyvinyl chloride/sorghum straw-based composites in cyclic sea water and acid rain conditions. Constr. Build. Mater. 223, 133–141 (2019). https://doi.org/10.1016/j.conbuildmat.2019.06.216
Jiang, L., He, C., Fu, J., Li, X.: Wear behavior of alkali-treated sorghum straw fiber reinforced polyvinyl chloride composites in corrosive water conditions. BioResources 13(2), 3362–3376 (2018). https://doi.org/10.15376/biores.13.2.3362-3376
Dan-asabe, B.: Thermo-mechanical characterization of banana particulate reinforced PVC composite as piping material. J. King Saud Univ. - Eng. Sci. 30(4), 296–304 (2018). https://doi.org/10.1016/j.jksues.2016.11.001
Dan-Asabe, B., et al.: Mechanical, spectroscopic and micro-structural characterization of banana particulate reinforced PVC composite as piping material. Tribol. Ind. 38(2), 255–267 (2016)
Abdul Majid, R., Ismail, H., Mat Taib, R.: Processing, tensile, and thermal studies of poly(Vinyl Chloride)/epoxidized natural rubber/kenaf core powder composites with benzoyl chloride treatment. Polym. - Plast. Technol. Eng. 57(15), 1507–1517 (2018). https://doi.org/10.1080/03602559.2016.1211687
Majid, R.A., Ismail, H., Taib, R.M.: Benzoyl chloride treatment of Kenaf core powder: the effects on mechanical and morphological properties of PVC/ENR/kenaf core powder composites. Procedia Chem. 19, 803–809 (2016). https://doi.org/10.1016/j.proche.2016.03.105
El-Shekeil, Y.A., Sapuan, S.M., Jawaid, M., Al-Shuja’a, O.M.: Influence of fiber content on mechanical, morphological and thermal properties of kenaf fibers reinforced poly(vinyl chloride)/thermoplastic polyurethane poly-blend composites. Mater. Des. 58, 130–135, (2014). https://doi.org/10.1016/j.matdes.2014.01.047
Bendjaouahdou, C., Aidaoui, K.: Synthesis and characterization of polyvinyl chloride/wood flour/organoclay ternary composites. Polym. Polym. Compos. 29(9_suppl), S949–S958 (2021). https://doi.org/10.1177/09673911211031139
Shankar, B.L., Darshan, R.N., Sansuddi, S.B., Aditya, S.: Evaluation of mechanical properties of teak sawdust and PVC wood plastic composite. Int. J. Eng. Sci. Technol. 12(2), 52–58 (2020). https://doi.org/10.4314/ijest.v12i2.6
Jecu, L., et al.: Biodegradation behavior of poly(Vinyl alcohol) – wood composites. Environ. Eng. Manag. J. 18(1), 125–136 (2019). https://doi.org/10.30638/eemj.2019.013
Nadali, E., Naghdi, R.: Effects of multiple extrusions on structure–property relationships of hybrid wood flour/poly (vinyl chloride) composites. J. Thermoplast. Compos. Mater. (2020). https://doi.org/10.1177/0892705720930737
Jingchen, X., et al.: Form-stable phase change material based on fatty acid/wood flour composite and PVC used for thermal energy storage. Energy Build. 209, 109663 (2020). https://doi.org/10.1016/j.enbuild.2019.109663
Jiang, H., Kamdem, D.P., Bezubic, B., Ruede, P.: Mechanical properties of poly(vinyl chloride)/wood flour/glass fiber hybrid composites. J. Vinyl Addit. Technol. 9(3), 138–145 (2003). https://doi.org/10.1002/vnl.10075
Jiang, H., Kamdem, D.P.: Development of poly(vinyl chloride)/wood composites. A literature review. J. Vinyl Addit. Technol. 10(2), 59–69 (2004). https://doi.org/10.1002/vnl.20009
Jiang, H., Kamdem, D.P.: Characterization of the surface and the interphase of PVC-copper amine-treated wood composites. Appl. Surf. Sci. 256(14), 4559–4563 (2010). https://doi.org/10.1016/j.apsusc.2010.02.047
Yotkaew, P., Kositchaiyong, A., Wimolmala, E., Rosarpitak, V., Sombatsompop, N.: Use of synthetic fibers as co-reinforcing agents in wood/PVC hybrid composites: effect on tribological properties. J. Reinf. Plast. Compos. 33(10), 964–976 (2014). https://doi.org/10.1177/0731684414521885
Hosseini, S.B.: Effects of dioctyl phthalate and density changes on the physical and mechanical properties of woodflour/PVC composites. J. Indian Acad. Wood Sci. 10(1), 22–25 (2013). https://doi.org/10.1007/s13196-013-0088-5
Sombatsompop, N., Prapruit, W., Chaochanchaikul, K., Pulngern, T., Rosarpitak, V.: Effects of cross section design and testing conditions on the flexural properties of wood/PVC composite beams. J. Vinyl Addit. Technol. 16(1), 33–41 (2010). https://doi.org/10.1002/vnl.20202
Ratnam, C.T., Fazlina, R.S., Shamsuddin, S.: Mechanical properties of rubber-wood fiber filled PVC/ENR blend. Malaysian Polym. J. 5(1), 17–25 (2010)
Fang, Y., Wang, Q., Guo, C., Song, Y., Cooper, P.A.: Effect of zinc borate and wood flour on thermal degradation and fire retardancy of polyvinyl chloride (PVC) composites. J. Anal. Appl. Pyrolysis 100, 230–236 (2013). https://doi.org/10.1016/j.jaap.2012.12.028
Kiani, H., Ashori, A., Mozaffari, S.A.: Water resistance and thermal stability of hybrid lignocellulosic filler-PVC composites. Polym. Bull. 66(6), 797–802 (2011). https://doi.org/10.1007/s00289-010-0381-z
Jeamtrakull, S., Kositchaiyong, A., Markpin, T., Rosarpitak, V., Sombatsompop, N.: Effects of wood constituents and content, and glass fiber reinforcement on wear behavior of wood/PVC composites. Compos. Part B Eng. 43(7), 2721–2729 (2012). https://doi.org/10.1016/j.compositesb.2012.04.031
Fardausy, A., et al.: Study of physical, mechanical and thermal properties of unidirectional jute fiber reinforced PVC film composites. Int. J. Adv. Res. Eng. Technol. 3(2), 267–274 (2012)
Khan, R.A., et al.: Effect of the incorporation of PVC on the mechanical properties of the jute-reinforced LLDPE composite. Polym. - Plast. Technol. Eng. 49(7), 707–712 (2010). https://doi.org/10.1080/03602551003749544
Khan, R.A., et al.: Fabrication and characterization of jute fabric-reinforced PVC-based composite. J. Thermoplast. Compos. Mater. 25(1), 45–58 (2012). https://doi.org/10.1177/0892705711404726
Ratnam, C.T., Raju, G., Ibrahim, N.A., Mohammad, M.Z., Wan Yunus, W.M.Z.: Characterization of oil palm empty fruit bunch (OPEFB) fiber reinforced PVC/ENR blend. J. Compos. Mater. 42(20), 2195–2204 (2008). https://doi.org/10.1177/0021998308094555
Paran, S.M.R., Naderi, G., Shokoohi, S., Ebadati, J., Dubois, C.: Mechanical and thermal properties of green thermoplastic elastomer vulcanizate nanocomposites based on poly (vinyl chloride) and nitrile butadiene rubber containing organoclay and rice straw natural fibers. J. Polym. Environ. 27(9), 2017–2026 (2019). https://doi.org/10.1007/s10924-019-01491-2
Allahbakhsh, A.: PVC/rice straw/SDBS-modified graphene oxide sustainable Nanocomposites: Melt mixing process and electrical insulation characteristics. Compos. Part A Appl. Sci. Manuf. 134(April), 105902 (2020). https://doi.org/10.1016/j.compositesa.2020.105902
Kamel, S.: Preparation and properties of composites made from rice straw and poly(vinyl chloride) (PVC). Polym. Adv. Technol. 15(10), 612–616 (2004). https://doi.org/10.1002/pat.514
Wang, L., He, C.: Characterization of rice husk fiber-reinforced polyvinyl chloride composites under accelerated simulated soil conditions. Int. J. Polym. Sci. 2019, 1–10 (2019). https://doi.org/10.1155/2019/5409821
Saidi, M.A.A., Ahmad, M., Arjmandi, R., Hassan, A., Rahmat, A.R.: The effect of titanate coupling agent on water absorption and mechanical properties of rice husk filled poly(vinyl Chloride) composites, no. 2009. Elsevier Ltd. (2018). https://doi.org/10.1016/b978-0-08-102160-6.00010-x
Dutta, N., Maji, T.K.: Synergic effect of montmorillonite and microcrystalline cellulose on the physicochemical properties of rice husk/PVC composite. SN Appl. Sci. 2(3) (2020). https://doi.org/10.1007/s42452-020-2255-9
Ramle, M.S., Romli, A.Z., Abidin, M.H.: Tensile properties of aminosilane treated rice husk/ recycled PVC composite. Adv. Mater. Res. 812, 151–156 (2013). https://doi.org/10.4028/www.scientific.net/AMR.812.151
Lakhdar, A., Moumen, A., Mansouri, K.: Experimental study of the mechanical effect of bio-loads on PVC recycling. J. Appl. Eng. Sci. 20(1), 221–229 (2022). https://doi.org/10.5937/jaes0-30892
Darus, S.A.A.Z.M., Ghazali, M.J., Azhari, C.H., Zulkifli, R., Shamsuri, A.A.: Mechanical properties of gigantochloa scortechinii bamboo particle reinforced semirigid polyvinyl chloride composites. J. Teknol. 82(2), 15–22 (2020). https://doi.org/10.11113/jt.v82.13693
Bahari, S.A., Grigsby, W.J., Krause, A.: Flexural properties of PVC/Bamboo composites under static and dynamic-thermal conditions: effects of composition and water absorption. Int. J. Polym. Sci. 2017 (2017). https://doi.org/10.1155/2017/2717848
Qian, S., Wang, H., Zarei, E., Sheng, K.: Effect of hydrothermal pretreatment on the properties of moso bamboo particles reinforced polyvinyl chloride composites. Compos. Part B Eng. 82, 23–29 (2015). https://doi.org/10.1016/j.compositesb.2015.08.007
Wang, H., Sheng, K., Chen, J., Mao, H., Qian, X.: Mechanical and thermal properties of sodium silicate treated moso bamboo particles reinforced PVC composites. Sci. China Technol. Sci. 53(11), 2932–2935 (2010). https://doi.org/10.1007/s11431-010-4123-0
Zhang, K., Cui, Y., Yan, W.: Thermal and three-body abrasion behaviors of alkali-treated eucalyptus fiber reinforced polyvinyl chloride composites. BioResources 14(1), 1229–1240 (2019). https://doi.org/10.15376/biores.14.1.1229-1240
Hammiche, D., Boukerrou, A., Guermazi, N., Arrakhiz, F.E.: Effects of types of PVC-g-MA on wettability and dynamical behavior of polyvinyl Chloride/Alfa composites. Mater. Today Proc. 36, 10–15 (2020). https://doi.org/10.1016/j.matpr.2020.04.675
Hammiche, D., Boukerrou, A., Djidjelli, H., Corre, Y.M., Grohens, Y., Pillin, I.: Hydrothermal ageing of alfa fiber reinforced polyvinylchloride composites. Constr. Build. Mater. 47, 293–300 (2013). https://doi.org/10.1016/j.conbuildmat.2013.05.078
Boukerrou, A., Hamour, N., Djidjelli, H., Hammiche, D.: Effect of the different sizes of the alfa on the physical, morphological and mechanical properties of PVC/alfa composites. Macromol. Symp. 321–322(1), 191–196 (2012). https://doi.org/10.1002/masy.201251134
Xu, Y.: Creep behavior of natural fiber reinforced polymer composites. The School of Renewable Natural Resources (2002)
Saini, G., Narula, A.K., Choudhary, V., Bhardwaj, R.: Effect of particle size and alkali treatment of sugarcane bagasse on thermal, mechanical, and morphological properties of pvc-bagasse composites. J. Reinf. Plast. Compos. 29(5), 731–740 (2010). https://doi.org/10.1177/0731684408100693
Zheng, Y.T., Cao, D.R., Wang, D.S., Chen, J.J.: Study on the interface modification of bagasse fibre and the mechanical properties of its composite with PVC. Compos. Part A Appl. Sci. Manuf. 38(1), 20–25 (2007). https://doi.org/10.1016/j.compositesa.2006.01.023
Djidjelli, H., et al.: Preparation and characterization of poly (vinyl chloride)/virgin and treated sisal fiber composites. J. Appl. Polym. Sci. 103(6), 3630–3636 (2007)
Joglekar, J.J., Munde, Y.S., Jadhav, A.L., Bhutada, D.S., Radhakrishnan, S., Kulkarni, M.B.: Studies on effective utilization of citrus maxima fibers based PVC composites. Mater. Today Proc. 42, 578–583 (2020). https://doi.org/10.1016/j.matpr.2020.10.648
Mirowski, J., Oliwa, R., Oleksy, M., Tomaszewska, J., Ryszkowska, J., Budzik, G.: Poly(Vinyl chloride) composites with raspberry pomace filler. Polymers (Basel) 13(7) (2021). https://doi.org/10.3390/polym13071079
Mousa, A., Heinrich, G., Wagenknech, U.: Thermoplastic composites based on renewable natural resources: Unplasticized PVC/olive husk. Int. J. Polym. Mater. Polym. Biomater. 59(11), 843–853 (2010). https://doi.org/10.1080/00914037.2010.504143
Lakhdar, A., Moumen, A., Laabid, Z., Mansouri, K.: Mechanical behavior of flexible recycled PVC bio-loaded by 10% chicken feathers. Int. J. Tech. Phys. Probl. Eng. 13(3), 14–19 (2021)
Lakhdar, A., Moumen, A., Laabid, Z., Mansouri, K.: Prediction of the behavior of bio-loaded flexible PVC by chicken feathers with artificial neural networks. In: E3S Web Conferences, vol. 336, 00004 (2022). https://doi.org/10.1051/e3sconf/202233600004
Lakhdar, A., Moumen, A., Mansouri, K.: Recycled PVC with chicken feathers as bio-load. IOP Conf. Ser. Mater. Sci. Eng. 1126(1), 012008 (2021). https://doi.org/10.1088/1757-899x/1126/1/012008
Touatou, S.: Valorisation of chicken feather bres in developing poly (vinyl chloride) biocomposites (2018)
Hamadi, H.A., et al.: Mechanical properties of poly vinyl chloride/egg shell composite. Misan J. Acad. Stud. 11(21), 71–78 (2012)
Murugan, S., Munusamy, Y., Ismail, H.: Effects of chicken eggshell filler size on the processing, mechanical and thermal properties of PVC matrix composite. Plast. Rubber Compos. 46(1), 42–51 (2017). https://doi.org/10.1080/14658011.2016.1260217
Sharmeeni, M., Munusamy, Y., Ismail, H.: The effect of blending sequence on the structure and properties of poly(vinyl chloride)/chicken eggshell powder composites. J. Vinyl Addit. Technol. 23(4), 298–304 (2017). https://doi.org/10.1002/vnl.21503
Madera-Santana, T.J., Torres, A.C., Lucero, A.M.: Extrusion and mechanical characterization of PVC-leather fiber composites. Polym. Compos. 19(4), 431–439 (1998). https://doi.org/10.1002/pc.10117
Dutta, N., Maji, T.K.: Valorization of waste rice husk by preparing nanocomposite with polyvinyl chloride and montmorillonite clay. J. Thermoplast. Compos. Mater. 34(6), 801–816 (2021). https://doi.org/10.1177/0892705719854495
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Farrokhabadi, A., Arabqomi, H. (2024). Natural Fiber Reinforced PVC Composites and Nanocomposites. In: H, A., Sabu, T. (eds) Poly(Vinyl Chloride) Based Composites and Nanocomposites. Engineering Materials. Springer, Cham. https://doi.org/10.1007/978-3-031-45375-5_4
Download citation
DOI: https://doi.org/10.1007/978-3-031-45375-5_4
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-45374-8
Online ISBN: 978-3-031-45375-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)