
Abstract
Currently, the use of natural fibres as a reinforcement in composites presents many attractive benefits, including the reduction of materials from non-renewable sources and reduction of environmental impact. Intensive research is being carried out to develop biocomposites.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Currently, the use of natural fibres as a reinforcement in composites presents many attractive benefits, including the reduction of materials from non-renewable sources and reduction of environmental impact. Intensive research is being carried out to develop biocomposites which combine natural fibres with biodegradable polymers. One major advantages of these biocomposites is that they are totally degradable and sustainable. Additionally, such compounds exhibit a wide variety of properties and can compete with non-biodegradable polymers in different industrial fields.
One major aspect in the use of natural fibres is the reduction in the amount of polymeric material in the end application. The scope for using natural fibres is wide, ranging from traditional applications, in the textile industry, to the reinforcement of thermoplastic and thermoset polymer matrices. Natural fibres are less abrasive than inorganic fibres, are usually used as reinforcement, and thus, generate less wear on the equipment involved in their processing [1]. Natural fibres offer the possibility of delivering greater added value to the final product, due to the lower costs of manufacture, sustainability, and recyclability, especially in the automotive industry.
When selecting fibres for reinforcement in composites, it is essential to consider several factors such as: cost and availability, effect on the viscosity characteristics of the polymer, physical properties, thermal stability, chemical resistance, abrasiveness or wear, biodegradability, toxicity, recyclability, wettability, and compatibility with the polymer matrix [2,3,4]. A particularly important aspect, one should also consider is the possibility of incompatibility between the polymeric matrix and the fibre, given that the interfacial interaction is, in many cases, very weak. In this case, a third component is used in the composite, reducing the interfacial tension and increasing the adhesion between the phases of the polymer blend: the compatibilizing agent. There are several compounds that have this function, such as copolymers, glycidyl methacrylate, maleic anhydride, and among others [5].
Natural fibres are the most widely used for fabrication of biocomposites and can be applied in several areas such as railway sleepers[6], automotive[1, 7, 8], for wind turbine blades[9], building/construction industry [10,11,12], and biomedical applications [13,14,15,16,17]. The focus of this chapter is the study of natural fibre-reinforced polymer composites, their manufacturing and biomedical applications.
The demand for new materials for cell therapy, regenerative medicine, and drug release is increasing due to the decrease in recovery time and the improvement in the quality of life of patients benefited by such systems. Systems for carrying and releasing drugs for permanent or temporary replacement of injured tissues are examples of growing applications in the biomedical area; in such cases, natural degradable polymers are shown potential in temporary tissue replacement. The development of new materials for applications in these areas has undergone major changes in recent decades; however, there is much to be explored in optimizing the end properties [18].
1 Natural Fibre
Natural fibres can be found in plants, animals, and minerals; occurring spontaneously in nature and/or grown in agricultural activities. Within these fibres, there are three main divisions namely,
-
1.
Minerals—formed by elongated crystalline chains can be further categorized as amosite, crocidolite, tremolite, actinolite, and anthophyllite.
-
2.
Vegetable fibres which have a cellulosic nature [19]. Plant-derived natural fibres can be classified according to the part, or type, of the plant from which they are extracted, as shown in Fig. 1. These fibres include lignocellulose fibres because the majority contains lignin in their structure, a natural polyphenol polymer [5,6,7, 20, 21].
Fig. 1 
Classification of the natural fibres
-
3.
Animal Fibres—generally comprise proteins; examples include silk, wool, horse hair, and alpaca hair.

1.1 Advantages and Disadvantages of Biocomposites
Biocomposites from natural fibres have multiple advantages and disadvantages as a reinforcement in conjugated materials (composites) and these are listed in Table 1 [6, 7, 22, 23].
1.2 Chemical Compositions and Physical Properties of Natural Fibres
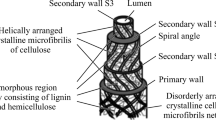
A natural fibre is a composite material consisting of cellulose, hemicelluloses, lignin, and further components. In this chapter, the focus will be concentrating on cellulose; however, we will briefly discuss each component present in natural fibre.
The chemical properties depend mainly on the content of cellulose and can vary; therefore, it is important to analyse each component present in the structure [6]. The physical properties of vegetable fibres are mainly determined by their chemical and physical composition, such as the fibre structure, cellulose, and degree of polymerization.
1.2.1 Cellulose
Cellulose is the essential component of all plants and this polymer exists abundantly in nature. Due to its chemical nature, it is capable of forming hydrogen bonds and is very hydrophilic. Between 40 and 50% of wood dry weight is in the form of cellulose [24]. Chemically, cellulose is a polysaccharide of molecular formula (C6H10O5)n and composed from the union of ß -d-glucopyranose molecules through β-1,4-glycosidic bonds. Due to its high degree of crystallinity and polymerization, cellulose is usually more stable to degradation, be it mechanical, chemical, or thermal, when compared to non-cellulosic components co-forming these fibres.
1.2.2 Hemicellulose
In addition to cellulose, hemicellulose also exists in natural fibres where 25–40% of the wood dry weight is in the form of hemicellulose [24]. The differences observed between cellulose and hemicellulose are associated with the chemical structure. Hemicelluloses are formed from various sugars with several branches that binds to cellulose microfibrils. The low crystallinity may be related to the branched and random structure of the hemicelluloses. In comparison with cellulose, hemicelluloses have shorter polymer chains and, therefore, low molecular weight. Hemicellulose is composed of pentoses, hexoses and is more susceptible to hydrolysis when compared to cellulose, since it has a lower degree of polymerization[24]. It occurs mainly in the primary cell wall with branched polymers containing five to six carbon sugars of varied chemical structures.
1.2.3 Lignin
Lignin is the third component fundamental to natural fibres, comprising between 15 and 35% of the wood dry weight. Lignin is a highly complex non-crystalline molecule comprised of a large number of phenyl-propane units [24]. Lignin is amorphous and has an aromatic structure with a high molecular weight.
1.2.4 Further Components
In addition to cellulose, hemicellulose, and lignin, we can find several other components in the structure of natural fibres. These compounds are in lesser quantity and can be turpins, waxes, acids, alcohols, proteins, inorganic material, among others. Chemical modification is usually required for natural fibres in order to remove surface impurities, and to eliminate the hydrophilic hydroxyl groups and, along with physical treatments, are widely used to modify its surface and structure to increase its performance [25, 26].
1.3 Modifications in the Surfaces of Natural Fibres
The interfacial bonding between both materials (matrix/fibre) in a biocomposite defines many of the composite properties. If the interface is clean, there will be a good bond between matrix and fibre which will help in effective load transfer. In the case of a lack of compatibility and adhesion between fibres and matrix, it could cause problem in processing and material performance [27]. Therefore, in order to achieve a better interaction, and to enhance the fibre/matrix compatibility, fibres are usually subjected to physical and chemical modifications [28]. Chemical and physical methods treat the surface of the fibre and optimize this interaction [29].
In chemical treatments, a variety of chemicals can be used, such as alkali treatments or coupling agents. These treatments can influence the cellulosic fibril, the degree of polymerization, the extraction of lignin and hemicellulose compounds, reduce the number of cellulose hydroxyl groups in the fibre-matrix interface, improve fibre-matrix adhesion, increase the strength of composite, decrease its water absorption and improve thermal stability [25, 30]. Abaca, coir, aspen, flax, hemp, ramie, sisal, and jute fibres have been studied using chemical treatments and the mechanical properties such as tensile strength, flexural modulus, and Young’s modulus of the composites were increased significantly as well as the storage modulus [31,32,33,34,35,36,37].
Physical treatments can improve thermal stability, crystallinity, physical and mechanical properties, modification of the surface, polarity, and compatibility between hydrophilic fibres and the hydrophobic matrix [27, 38, 39]. As an example, thermal treatment (autoclave) as shown by Tavares et al. (2019) on açaí seeds (Euterpe oleracea) fibre were performed in order to use it as a composite reinforcement with a polypropylene (PP) matrix; which contributed to an increase of the fibre crystallinity and an increase in the fibre surface roughness, without compromising the thermal stability of the fibres. In addition, this treatment improved tensile strength but with a reduction in the tensile modulus [40]. Another useful treatment is the plasma treatment in which Sun (2016) demonstrated that surface modification of natural fibres can produce rougher and smoother surfaces. The treatment can provide many advantages, including altering surface properties of textiles and reducing the use of environmentally hazardous chemicals [41].
Recent works report the combined usage of using both chemical and physical methods in order to obtain materials with improved properties [42,43,44,45].
2 Composites/Biocomposites
Different combinations of metals, ceramics, and polymers can form composite materials. The composites can be classified on the basis of their structural components [3]:
-
1.
Scale: nano-composites;
-
2.
Reinforcement geometry: Fibre reinforced, particles reinforced, and sheet moulded;
-
3.
Matrix material: Polymer matrix composites (PMCs), ceramic matrix composites (CMCs), and metal matrix composites (MMCs);
-
4.
Biocomposites.
The focus of this chapter will be on the effect of natural fibres processed under various manufacturing processes in order to produce composites within various common polymetric matrices.
Natural fibres have been garnering considerable attention in composite applications because of advantages like reasonable mechanical properties, low density, renewability, resources from renewable sources, abundance, and economic feasibility [45]. The performance of natural fibre composites depends on numerous factors such as composition, structure, length, treatment of fibres, and fibre/matrix interface [29].
2.1 Composites Reinforced with Natural Fibres
Several studies incorporating natural fibres such as hemp [46,47,48], jute [48,49,50], banana [48, 51, 52], kenaf [48, 53,54,55], ramie[48], sisal [48, 56], coir [57], bamboo [52, 58,59,60], flax [61, 62], and Abaca [36, 49] have been reported, exploring their potential as a reinforcement into different polymer matrices.
2.2 Polymer Matrix Composites (PMCs)
A matrix is a binder material that is used to hold fibres and transfer external loads to internal reinforcements. A wide variety of thermoset and thermoplastic resins are used in polymer composites which have different chemical structures and undergo different reactions.
The polymeric matrix reinforced with natural fibres has higher resistance and this enables the interfacial bonding to maintain their chemical and mechanical identities. Fibres are the main members of the charge carriers, while the matrix retains them in place, and at a desired orientation [63]. In these composites, two types of matrices are commonly used, thermoplastic and thermoset, as shown in Table 2. A thermoset resin is cured by the application of heat and often by the addition of chemicals labelled as curing agents.
The mechanical properties of bast, fibrous material from a specific part of a plant—phloem—depend on the cellulose content and the angle of the microfibrils. Banana fibres have a complex structure with a high cellulose content (60–65%) and low microfibrillar angle. As such, banana fibre is emerging as one of the most important reinforcements due to its good specific strength and rotting resistance [28].
2.3 Advantages in Using Composites with Natural Fibres
Natural fibres are used as reinforcement in polymeric composites and depend on factors such as plant fibre structure, thermal stability, length, loading and orientation, presence of voids and moisture absorption of fibres [64]. The thermal behaviour is always affected by the moisture, additives, and other factors [137].
Varying the composite matrix, it is possible to have significant variations in the values of tensile strength and Young’s modulus as seen in Fig. 2. Depending on the interfacial bonds and surface tension, it is possible that increasing the concentration of fibre will increase the mechanical properties values and make it stiffer. In addition, if more than one fibre is added and if they have similar polyvalences and charges, it is possible that these properties remains even more strong and a more resistant material is obtained. Finally, if these fibres are aligned towards the desired load, the resistance is also increased. Such behaviour has been reported extensively in the literature [138].

Schematic representing the effect of adding different fibres, direction, and concentration in the resistance of the material
However, natural fibres may present different mechanical properties depending on the interfacial bond between the polymer, for example, the tensile modulus of jowar fibre composite is reported to be 11% greater than those of bamboo composites and 45% greater than those of sisal composites, respectively, at 0.40 volume fraction of fibre. The flexural strength of jowar composite is greater 4% than those of bamboo composites and also 35% greater than those of sisal composites with a flexural modulus 1.12 times and 2.16 times greater than those of bamboo and sisal composites, respectively. Jowar fibres as reinforcement in polyester matrix can be successfully developed as a composite material containing high strength and rigidity, with lightweight applications compared to conventional sisal and bamboo composites [139].
In the case of jute fibres, its usage can also improve the mechanical properties of composites, for example, the tensile strength obtained for PP laminate prepared from its own filaments was 23.24 MPa. However, when this same PP filament is synthesized with jute yarns, with a jute content of 19.34%, its tensile strength increased up to 31.21 MPa. On further increase the jute content to 37.1% and 55.89%, the tensile strength increased to 38.27 MPa and 53.06 MPa, respectively. Tensile modulus of composite containing jute yarn with matrix PP resulted, with fibre contents of 19.34%, 37.1%, and 55.89%, exhibits a tensile modulus increase in 23.7%, 50.42%, and 79.31%, respectively, compared with pure PP [69], as shown in Fig. 2.
The maximum tensile strength and tensile modulus of banana fibres incorporated into polypropylene composites (50%wt) are 70.82% and 67.60% higher than PP pure, respectively [70]. Using the same matrix, the variation in mechanical properties occurs by using different natural fibres, using flax fibre with epoxy resin increased 81.95% the tensile strength compared with banana fibre in the same matrix [116, 140]. In addition, hybrid composite with two or more fibre in the same matrix presents an improvement in tensile strength. Hemp composites with epoxy resin present a tensile strength of 36.48 MPa, a hybrid composites with Hemp/flax had 44.17 MPa and hybrids composites with hemp/flax/jute this value increased to 58.59 MPa. An increase of 21.08% and 60.60%, respectively [140].
3 Manufacturing Techniques
From ancient civilizations through to future innovation, composites have an important role. These materials offer many advantages such as: corrosion resistance, design flexibility, durability, lightweight ratios, and strength. Composites have been used for thousands of years in different areas. The first record was in 1500 BC when early Egyptians and Mesopotamian settlers used a mixture of mud and straw to create strong and durable buildings. This combination of mud and straw gives it a strong property against compression, torsion or bending [45]. In 1200 AD, the Mongols combined “animal glue”, bone, and wood in order to produce the first composite bow. In 1945, more than 3 million kg of glass fibres were used for various products, primarily for military applications. Composite materials continued to take off after the war and grew rapidly through the 1950s. In the following years, many records of the use of composites can be found in the most diverse areas. With the advance in the use of composites, processing techniques have been improved, and today, it is possible to develop diverse materials for applications ranging from aircraft turbines or advanced products in the biomedical field. Indeed, the composite industry is still developing, with much of the growth now focused on renewable energy and new manufacturing techniques. The following sections will discuss the main manufacturing techniques in the production of composites like hand lay-up, filament winding, compression moulding, injection moulding, and among others [141].
3.1 Open Moulding Technique
In this process, resin and fibres are cured in an open mould.
3.1.1 Hand Lay-up or Spray Lay-up
This technique is the simplest method of composite processing requiring minimal infrastructure [142]. Fibre reinforcements are placed by hand in a mould and resin is applied with a brush, roller, or spray, as shown in Fig. 3. There is no requirement of heat for the curing process.

a Hand lay-up process; b spray lay-up process
However, there are quality issues using this technique, such as air entrapment can create a weak matrix and low-strength parts; the resin and catalyst should be accurately metered and thoroughly mixed for correct curing times; its toxicity and flammability of resin is an important safety issue, especially because of its high manual handling and the final application product; in addition, the surface roughness and surface detail could be acceptable on a moulded surface, but very poor in the opposite surface and shrinkage increases with higher resin volume fraction [143].
3.1.2 Filament Winding
Filament winding is an automated open moulding process that uses a rotating mandrel as the mould. The mould configuration produces a finished inner surface and a laminate surface on the outside diameter of the product as shown in Fig. 4. Various benefits to filament winding are evident such as short winding because of simplified tooling concept; short mandrel preparation time; availability of raw materials; relatively low cost of raw materials (matrices and reinforcements); relatively low tooling costs; polymers can easily be formulated, and the formulation can easily be changed according to individuals’ needs; the process is reproducible or repetitive; continuous fibres can be used for the entire components; high fibre volume is achievable; fibres can be oriented in the loading direction; part size is not limited by oven-size; and process can be automated with cost savings. The main drawbacks of this process are that component must facilitate removal of mandrel; high cost of mandrel and complex; winding reverse curvature is not possible; difficulty in placing fibres parallel to the mandrel axis and need for external mandrel surface treatment for surface evenness [144, 145].

Filament winding process
Ansari et al. (2019) studied the effect of winding speed on the mechanical properties of kenaf fibre reinforcement as geopolymer composites via filament winding technique. In this study, four speed winding (very low, low, high, very high) were used. The kenaf fibre was impregnated with resin by the means of a homemade impregnation machine. Compression tests in vertical axis results in values of 3.022, 7.328, 10.705, and 14.278 MPa for windings speeds from low to very high. The highest winding speed also resulted in highest strain, 9.69 mm/mm, while the lowest strain was for the lowest winding speed, 2.4 mm/mm. The maximum load to increase as well when increasing the speed, from 1.54 kN to 10.19 kN. Results of testing for the horizontal position were similar to vertical position. The speed of winding had affected the pattern of winding, additionally, it will also affect the thickness of filament wound product and the mechanical properties of the filament wound product [146].
3.2 Closed Moulding
In this process, resin and fibres are cured inside the mould.
3.2.1 Centrifugal Casting
Centrifugal casting, also called rotational moulding, rotomoulding, rotational casting, or corotational moulding. Fibre-reinforced composites can be produced by rotating a mixture of chopped strand and catalyzed resin inside a hollow mandrel as shown in Fig. 5. These composites can be less homogeneous than those produced by other techniques, because of differences in specific gravity [147]. Advantages of centrifugal casting include its ability to produce hollow parts with complex shapes; both mould and machine are simple and low cost; low-pressure process allows thin-walled low-strength moulds to be used; different sizes of parts can be produced simultaneously on the same machine; large metal inserts, graphics, surfaces, and textures can be moulded directly into parts with, usually, very low scrap as all the materials are consumed to make the part. On the other hand, this process has some disadvantages like the process is not suited for very large production runs of smaller parts; there is limited selection of material available for this process [141, 147]; cycle times are comparatively longer as the mould needs to be heated and then cooled, loading, and unloading of the mould could be labour intensive and large flat surfaces, bosses, ribs, and dimensional tolerances can be difficult to produce [141].

Centrifugal casting process
Jamaludin et al. (2019) fabricated cylindrical tubes of functionally graded natural fibre-reinforced polymer (FGNF/epoxy) composite using horizontal centrifugal casting method. In this work, a coconut coir was mixed with epoxy; obtaining four different compositions 0%, 5%, 10%, and 15%. The fibres were chemically treated (NaOH solution) for 24 h and were mixed with epoxy using the centrifugal casting. When more natural fibre is added, decreases the material density from 1.1782 to 1.1656 (g/cm3) at maximum load. The hardness and compression strength increased with natural fibres reinforcement from 66,25HD to 84HD 5% for hardness and 15 to 33,631 MPa, but it was slightly decreased with additional fibres load which was attributed to the porosity increase [147].
3.2.2 Pultrusion
Pultruded material has a constant cross section, manufactured through a mould (or mandrel). The matrix consists of mixing homogeneous resin and mineral fillers, whereas the reinforcement is a continuous filament (roving), as shown in Fig. 6 [141]. Fibre content varies between 50 and 80% by weight, depending on strength requirements; vinyl ester and epoxy resins provides up to 30% more strength than polyester resins; residual stresses and distortions can be minimized by specifying constant wall thicknesses, which cools more uniformly; approximately, 2–3% shrinkage can occur on the cross section when fully cured [143]. The range of the temperature for the pultruded composite profile is generally between 100 and 200 °C. The temperature setting for the pultruded fibre composites has to be carefully chosen to prevent the loss in their properties [148]. The main advantages of using pultrusion can be related to its high stiffness-to-weight ratio; ability to make tubes and sheets with precision wall thickness; high strength-to-weight ratio; low cost; high efficiency, durability, and noncorrosive character traits [141]. However, limited work has been reported on the processing parameters of pultruded natural fibre composites.

Pultrusion process
Chang et al. (2019) investigated the mechanical and wear properties of heat-treated pultruded kenaf fibre-reinforced polyester composites (PKFPCs) using pultrusion technique. The results showed that PKFPC with a 140 °C heat treatment exhibited better wear performance than untreated PKFPC and PKFPC using 120 and 170 °C heat treatments. The temperature of 120 °C had the best results regarding its flexural strength and modulus of PKFPC compared with untreated samples with an increase of 37% and 16%, respectively. The kenaf fibre in PKFPC was damaged when the heating temperature reached about 170 °C and led to the reduction in flexural properties. Physical modification by heat treatment, on the natural fibre, can be an effective way to improve the mechanical and wear properties of natural fibre-reinforced polymer composites [149].
Fairuz et al. (2016) studied the effect of filler loading on mechanical properties of pultruded kenaf fibre-reinforced vinyl ester composites. The tensile strength and tensile modulus showed an increase in the filler loading, improved the mechanical properties of the composites. The tensile strength had an increase of 20% when the percentage of the filler loading was increased from 20 to 50%. The tensile modulus increases 25% from 20 to 50% of filler loading, as in the case of tensile strength [150].
3.2.3 Compression Moulding
A measured quantity of raw, unpolymerized plastic material is introduced into a heated mould, which is subsequently closed under pressure, forcing the material into all areas of the cavity as it melts, this is shown in Fig. 7. Variation in raw material charge weight results in variation of part thickness and scrap; air entrapment is possible; internal stresses are minimal; dimensions in the direction of the mould opening and the product density will tend to vary more than those perpendicular to the mould opening. Surface detail is good and the surface roughness is a function of the die condition, in which typically, 0.8 μm is obtained [143].

Compression moulding process
Halim et al. (2019) studied the fabrication of unidirectional coir fibre as reinforcement for nonwoven melt-blown glass fabric using compression moulding. In this work, the fibres were chemically treated with NaOH and silane coupling agent, and the fibres were immersed in the materials which were oriented to achieve unidirectional preforms. A sandwich of preform with glass sheet in the middle was compacted in 5 MPa for 8 min at 170 °C. The tensile strengths were improved in samples with chemical modification, in addition to their storage modulus. The higher value indicates the higher stiffness and load bearing capacity of coir fibres in the reinforcement system. The chemical treatment of coir fibres acting as reinforcement to the nonwoven glass fabric increased the thermal resistance of the composite [151].
Yang et al. (2019) studied thermal and mechanical performance of unidirectional composites from Bamboo fibres reinforced with epoxy resin by the hand lay-up technique followed by compression moulding using various fibre volume fractions (0%-70%). Bamboo fibre-epoxy-based composites have a better thermal stability when compared with neat resin. The resin storage modulus is 2.5 GPa but when reinforced it increases from up to 9.7 GPa at the maximum filler addition. This increase in storage modulus with an increase in fibre content indicated that the composite stiffness is improved. The loss modulus of composites is much higher than that of neat resin, and the peak value of loss modulus increases with the increase of fibre content. In addition, the tensile strength increases from 21.0 to 134.3 MPa when increasing the fibre content from 0 and 70%. The improvement of mechanical performance makes it possible for epoxy-based composites to be widely used in certain practical applications [137].
3.2.4 Vacuum Bag Moulding
The vacuum bag moulding is one of the most versatile processes used for manufacture composite parts. This process combines a manual method using hand lay-up, or spray-up, on an open mould to produce a laminated component with a vacuum process and covering using a polymeric sheet. A vacuum is applied between the mould and the bag to squeeze the resin/reinforcement together, removing any trapped air, as shown in Fig. 8. Curing is normally performed in an oven [3, 152]. Some advantages of vacuum bag moulding are higher fibre content, laminates are easily produced with this technique; lower void contents and resin flow throughout structural fibres, with excess into bagging materials; the vacuum bag reduces the amount of volatiles emitted during cure, in addition to high-quality moulds, with complete elimination of voids and air bubbles.

Vacuum bag moulding process
Manjunath and Krishnamurthy (2019) studied the mechanical properties of hybrid composites using jute and e-glass by the hand lay-up and vacuum bagging technique. Tensile test results for hand lay-up technique resulted in 60.40 MPa and Young’s modulus of 4306.6 MPa with flexural and hardness test of 159.47Mpa and 92 MPa, respectively. When the vacuum bagging technique was performed tensile strength and Young’s modulus were 116.04 MPa and 8721.67 Mpa with flexural and hardness test of 450.50 MPa and 96 MPa, respectively. Mechanical and physical properties are greatly affected by fibre type and orientation. Vacuum bagging technique was found to be more suitable as compared to hand lay-up technique since vacuum bagging has yielded considerable better results [153].
Fajrin (2016) studied mechanical properties of natural fibre composite made of Indonesian grown sisal by vacuum bag process. In this work, Fajrin compared sisal fibre prepared using randomly orientation (RSO) and unidirectional oriented fibre (UOS). For UOS, the values of tensile, flexural, shear, and compressive stress were 40.25 MPa, 62.16 MPa, 23.26 MPa, and 60.88 MPa, respectively. Regarding the RSO, the values of tensile, flexural, shear, and compressive stress were 22.52 MPa, 51.5 MPa, 22.34 MPa and 49.12 MPa, respectively. This study shows that the orientation of sisal fibre alters the mechanical properties and unidirectional oriented provides laminates with higher mechanical properties [154].
Sanjay et al. (2018) studied the impact and inter-laminar strength of e-glass with jute/kenaf woven fabric epoxy composites, with the aim of evaluating the hybridization effects on different laminate stacking sequences made by these materials by the vacuum bagging method. The hybrid composite laminates with kenaf and jute containing e-glass fabrics demonstrated better results than composites laminates without the e-glass fibres. Laminate composites containing only natural fibre (jute, kenaf, or jute + kenaf) had impact strength ranging from 122.5 to 171.5 J/m. Nonetheless, the hybrids composites laminate exhibited values between 792.4 to 1078.4 J/m on impact strength. Therefore, the impact strength of composites depends on the inter-laminar and interfacial adhesion between the fibre and the matrix and also depends on the properties of individual fibres—fibre length, fibre loading and fibre orientation, for example, jute with e-glass composite the impact strength was 792.4 and kenaf with e-glass had 897.4 J/m [155].
3.2.5 Vacuum Infusion
Vacuum infusion is also known as the resin film infusion process. This technique consists of absorption of the matrix through a vacuum inside of a mould with the reinforcements, natural fibres, already arranged, and pre-oriented as shown in Fig. 9. The vacuum infusion process is widely used to manufacture large pieces [3, 143, 152] since it promotes better interfacial bonding between fibres and matrix phases that, consequently, produces a composite material with outstanding mechanical properties.

Vacuum infusion process
Bosquetti et al. (2019) studied the evaluation of the mechanical strength of sisal fibre reinforced with polyurethane composites panels using the vacuum infusion processing method. The tensile strength of the panels resulted in values of 146.34 MPa, 9.19 MPa, and 15.87 MPa for aligned, one-layer, and three-layered panels, respectively. When fibres were aligned to the load, they were responsible for bearing the applied load resulting in an improved resistance. When fibres were placed opposite direction to the load direction, the composite panel loses the resistance capability lowering its ultimate strength. Composites with one-layer of fabric and three-layers presented tensile strength of 9.19 MPa to one-layer and 15.87 for three-layered [156].
Yusuff and Ahmad (2019) studied the mechanical performances of a hybrid composites from kenaf/carbon with epoxy resin, which were fabricated via vacuum infusion technique in order to investigate the effect of various load of these natural fibres into the matrix. The kenaf fibre addition to the composite material improves the elongation at break, presenting highest elongation at break at 25 vol.% of kenaf fibre contents. The kenaf fibre exhibits good stiffness, which affects the elongation at break compared to carbon fibre [157].
Aisyah et al. (2019) studied the effects of carbon fibre hybridization on the thermal properties of woven kenaf-reinforced epoxy composites using vacuum infusion technique. In this work, a hybrid composite with higher kenaf fibre content had better thermal stability by presenting higher decomposition temperature, which was presented by the DSC, leading to a higher thermal stability was in pure carbon fibre composite [158].
3.2.6 Resin Transfer Moulding (RTM)
The resin transfer moulding (RTM) injects resin under pressure using an injection equipment into the mould cavity, in which the dry reinforcement materials are already arranged and pre-oriented. RTM is performed at room temperature with fast cycle times. A characteristic of the RTM is its low injection pressure. [3, 143, 152]. Some benefits of RTM are the possibility of producing large pieces; good dimensional tolerance; low cost of equipment for production; ability to produce parts with inserts; short production time cycles; possibility of automating the process; can operate with different types of resin; ability to vary the volumetric fraction of the composites; low solvent emission (operates within a closed mould), causing low environmental impact. Figure 10 shows a schematic of the RTM process.

Resin transfer moulding process
Pinto et al. (2019) evaluated the impact resistance of hybrid jute-cotton fabric composites by the RTM process. A comparative study of the mechanical properties on impact of composites with four and six layers of jute/cotton fabric was carried out. Non-ageing specimens proved to be more resistant to impact than aged specimens. This behaviour was already expected, as the absorption of water makes it difficult for the matrix to adhere due to the fact that water lodges between the fibre/matrix interface and degrades both materials. The impact strength increased with the amount of the fabric layers that reinforces the composite.
Mbakop et al. (2019) studied the effect of compacting parameters on preform permeability and mechanical properties of unidirectional flax fibre composites by RTM. In these reinforcements, the unidirectional fibre yarns were held together by a thin mat layer of short flax fibres. Reinforcements were compacted in dry or wet conditions at ambient or high temperature prior to permeability testing. Hot and wet compaction does not alter the permeability of the UD flax/mat reinforcement. The samples non-compacted and compacted followed by drying in ambient temperature exhibited the lowest value of tensile strength in 280 MPa and 290 MPa, respectively. Samples compacted without humidity using temperature of 100 °C and wet compacted at 23 °C and 100 °C exhibited the highest values of tensile strength as 340, 350, and 360 MPa, respectively [159].
3.2.7 Injection Moulding
This process can be performed using thermoplastic and thermosetting polymers. Composites are fed into a heated barrel, mixed, and forced into a mould cavity, where it cools and hardens to the configuration of the mould cavity, Fig. 11 [143, 152].

Injection moulding process
The main advantages of injection moulding are high production rates; repeatable high tolerances; ability to use a wide range of materials; excellent surface detail; low labour cost, minimal scrap losses, and little need to finish parts after moulding.
Correa-Aguirre et al. (2020) explored the reprocessing behaviour of polypropylene-sugar cane bagasse biocomposites, using neat and chemically treated cane bagasse fibres. These biocomposites were reprocessed five times using the extrusion process, followed by injection moulding after each reprocessing cycle. The mechanical properties indicate that microfibers bagasse fibres addition and chemical treatments generate improvements in the mechanical properties. The first processing cycle presented a flexural modulus of biocomposites PP-Bagasse (2069 MPa) and PP-Bagasse + alkali (1847 MPa), increased by 60% and 42% compared to neat PP (1296 MPa). Additionally, the flexural strength values increased for PP-Bagasse (48 MPa) and PP-Bagasse + alkali (43.3 MPa), increased by 20% and 8% compared to neat PP (40 MPa). For the third processing cycle, all flexural modulus and flexural strength values of the biocomposites presented significant differences compared to the flexural modulus value of the pure PP matrix. These increments were 57% and 48% for PP-Bag., PP-Bag. + alkali, respectively; also, flexural strength values increased by 11% and 7%, respectively. The last cycle had no significant differences were detected among the biocomposites in regard to flexural modulus and flexural strength. This could be related to the higher thermal stability of chemically modified fibres and a better interaction fibre–matrix, generated by the reprocessing cycles. Reprocessing and chemical modifications induced a better adhesion on the interface between bagasse fibres and PP matrix, while also increased the PP capacity to absorb energy perceived by the DMA.
3.2.8 Extrusion
Extrusion as a single- or twin-screw is the main industrial process to incorporate lignocellulose fibres into polymers [160]. In this process, plastics are continuously melted and pressed as a viscous mass from a pressure chamber through a shaping die. The moulding compound is granulated or powder, which is plasticized and compacted. The finished compressed part is cooled in the next step by water or air so that hardens, as shown in Fig. 12 [161]. Low cost per part; flexibility of operation; in hot extrusion, post-execution alterations are easy because the product is still heated, continuous operation; high production volumes; many types of raw materials can be used; good mixing (compounding); surface finish obtained is good and good mechanical properties obtained in cold extrusion are some benefits of extrusion process.

Extrusion process
Munde et al. (2019) studied the effect of sisal fibre loading on mechanical, morphological, and thermal properties of extruded polypropylene composites. The tensile modulus increases from 760.5 MPa to 1009 MPa for 10 wt% fibre loading, compared with neat PP, showing 33% improvement. Further addition of fibre at 20 wt% and 30 wt%, tensile modulus increases by 105% and 153%, respectively, due to the stronger interfacial interaction between the fibre and polymer. Thermal analysis shows a considerable improvement in thermal stability of composite compared to pure PP. The maximum 15.38% improvement in decomposition temperature is observed for 20% weight fraction of sisal fibre [162].
Miyahara et al. (2018) prepared and characterized composite materials using plastic waste from hydrapulper (PWH) obtained from paper industries and extruded with sugar cane fibre (SCF) residues from ethanol industries. Higher fibre proportion in the composite presented positive effects, mainly in the compression and impact tests. Thermal analysis showed that between 250 °C and 450 °C the composite with 40% fibre loses lower mass and degrades more slowly than the sample with 30% fibre, this is because natural fibre compounds have higher heat resistance and consequently high resistance to decomposition [163].
Teixeira et al. (2019) studied the impact of content and length of curauá fibres on mechanical behaviour of extruded cementations composites. The fibre content directly influenced the mechanical performance and fibres with greater lengths which presented better mechanical results for the modulus of rupture and fracture energy. These results demonstrated that curauá fibres after 200 accelerated ageing cycles were better in comparison with composites at 7 days, because of the cement hydration, which filled the pores, densified its structure, and improved the transition zone fibre matrix [164].
4 Biomaterials
Biomaterials are defined as devices that works within biological systems (including biological fluids) and may consist of compounds of synthetic or natural origin, as well as chemically modified natural materials. They can also consist as solids, gels, pastes, or even liquids, not necessarily being manufactured, such as pig heart valves and human skin flaps treated for use as implants [18, 165, 166]. These biomaterials comprise all, or part, of a living structure or biomedical device that performs, augments, or replaces a natural function to improve patients’ quality of life. The scope of biomaterials includes simple implants like intraocular lenses, sutures, wound dressings, cell matrices, bone plates, joint replacements to more complex materials like biosensors, catheters, pacemakers, blood vessels, and artificial hearts. Biocompatibility means that the biomaterials must not form thrombi in the blood system, resulting in tumours in the surrounding tissues, or be immediately attacked, encapsulated, or rejected by the body [167]. The term biocompatibility was redefined in 1987 by Williams as the ability of a material to perform with an appropriate tissue response in a specific application. There are some factors that impact negatively in biocompatibility such as toxicology; reactions related to products from extrinsic microbiologic organisms colonizing the biomaterial; mechanical effects (rubbing, irritation, compression, and modulus mismatch) and also a broad range of interactions with surrounding proteins, and cells, inducing cell–biomaterials interactions (and tissue–biomaterials interactions) that might direct longer-term in vivo bioreaction.
The properties of biomaterials are classified into chemical, physical, mechanical, and biological in relation to the bulk and surface of the material. Figure 13 shows the different factors involved in biomaterials properties [168].

Biomaterials properties
The properties and biocompatibility are important factors when choosing biomaterials; related with performance and success of implants and medical device to accomplish specific functions in the human body. Besides, these properties have been shown to have an important influence in their dynamic interactions with the biological surroundings when used as medical implants and organ or tissue replacements. Biomaterials are used in diagnostics (gene arrays and biosensors), medical supplies (blood bags and surgical tools), therapeutic treatments (medical implants and devices), and emerging regenerative medicine (tissue-engineered skin and cartilage) [18, 168].
A large number of polymers are used in multiple applications. Polymers are available in the most varied compositions, properties, and forms (solids, fibres, films, and gel), and they can be produced in diverse shapes and structures.
In addition, the success of the biomaterial in the body depends on several factors; Table 3 summarizes these in the selection of materials for biomedical applications.
The detailed analysis of the categories for chemical compounds used in the constitution of biomaterials, properties, advantages, limitations, and applicability are of great importance. Many materials can be used in biomedical application and they may be grouped into metals, ceramics, polymers, and composites. In this section, we will focus on polymers and composites.
Polymers are well suited for biomedical applications because of their diverse properties. The main advantages of polymeric biomaterials compared to ceramic or metallic materials includes the ease of manufacture to produce, varied shapes (particles, films, wires, among others), secondary processing, reasonable cost, and availability in finding materials with mechanical and physical properties desired for specific applications [170, 171]. Polymers can be obtained from polymerization reactions or by means of living organisms, thus, being classified, respectively, as synthetic and natural, which can also be chemically modified.
Natural polymers can include proteins (such as collagen, elastin, and silk fibroin) and polysaccharides (such as chitosan, alginate, xanthan gum, hyaluronic acid, and pectin.
Synthetic polymers can include polyamides, polyethylene, polypropylene, polyacrylates, fluorocarbons, polyesters, polyethers, polyurethanes, and among others. Table 4 can be observed some natural polymers and synthetic polymers and their application.
Natural Materials:
Composite materials consist of two or more distinct parts. The formation of composite biomaterials can occur by various methodologies, and the main associations being of the polymer-ceramic and metal-ceramic type [29, 170].
4.1 Biomedical Applications of Natural Fibres
Several studies in the literature incorporating natural fibres such as aloe vera, hemp, jute, banana, kenaf, ramie, sisal, coir, bamboo, flax, and abaca have been reported for biomedical applications. This section will describe recent works that have been published using natural fibres for biomedical applications.
Rodrigues et al. (2019) used the acemannan (ACE), which is a phytocompounds from aloe vera, which is reported to have beneficial biomedical properties such as cytocompatibility, wound healing inducing capability, as it promotes the release of several growth factors, antibacterial and immunomodulatory activities. In this work, ACE-based films were prepared through the combination of ACE with chitosan or alginate at various concentrations. Blended films had a good homogeneity and mechanical stability. Films containing alginate and ACE had large storage modulus which indicates higher resistance to deformation. Films containing chitosan had lower values when ACE was incorporated; a significant weakening of the strength of the formed networks with the increase of ACE content was seen. The films produced by the authors revealed a very promising alternative to further biomedical applications; especially considering the polymeric blends of alginate containing higher ratios of acemannan, showing an improved resistance and stable structure[173].
Atmakuri et al. (2019) investigated the mechanical properties of hemp and flax fibres within an epoxy resin hardener. From the contact angle measurements, pure flax shows the maximum contact angle of 65.98º and a mixture of 20% hemp and flax show a decrease in the contact angle of 10 degrees. The materials presented a maximum flexural strength at 84.80 MPa to hemp/flax composites with a weight fraction of 25/15 and 3.30 GPa of flexural modulus. Because of its low density, high strength, and availability, they can be used in biomedical applications[174].
Furlan et al. (2019) used sisal cellulose and magnetite nanoparticles in order to obtain a magnetic hybrid film. A sisal cellulose film was prepared by a solvent casting evaporation method. The SEM images of the hybrid films exhibited a fibrous structure. The films presented higher tensile strengths (14.3 MPa and 12.1 MPa, respectively) than the neat cellulose film (9.9 MPa). The elastic modulus of cellulose film (1860 MPa) is higher than of hybrid films 1500–1650 MPa and 780 for a higher dosage, indicating that the incorporation of nanoparticles in the cellulosic matrix decreased the films’ stiffness[175].
Tejero et al. (2019) investigated suitable agronomical approaches for industrial hemp (Cannabis sativa L.) cultivation for biomedical applications. This work evaluated the agronomical response of two industrial hemp cultivars (Carma and Ermes) subjected to different management practices [176].
5 Conclusion
Natural fibre-reinforced polymer composites show a great deal of promise as biomaterials in medical applications. They can be used for high-tech applications, and in comparison, to certain fibre-reinforced composites, have particular advantages such as low density and improved thermal insulation. Composites reinforced with natural fibres are an area attractive to researchers and industries in creating effective and low-cost alternative materials that are environmentally friendly. These aspects are becoming more pertinent with the present ecological crisis that is occurring throughout the world.
Several manufacturing techniques are used in the manufacture of composites. Processing mediums are chosen according to the fibre used and according to the desired final product. These product characteristics will define the type of resin used and the most suitable technique for processing. The polymeric matrix is responsible for distributing the stress applied to the composite; however, the choice of polymer is limited mainly by the temperature required for processing, so, it is necessary to choose a polymeric matrix and a type of natural fibre that does not degrade in its processing phase. Aloe vera, hemp, jute, banana, kenaf, ramie, sisal, coir, bamboo, flax, and abaca are some of the possible materials for use in biomaterial applications.
The use of biomaterials is already well established in the most diverse applications. However, the development of innovative composite materials has potential in the area of tissue engineering and stem cell cultures and other novel biomedical applications. In addition, there are few reports in the literature that have focused on the application of natural fibres in the production of composites for biomedical applications. There is extensive work necessary in the future to fully realize the potential of natural fibre-reinforced composites for biomedical applications, in particular, studies on the processing, characteristics, and end-of-life implications. However, there is a renewed emphasis on natural alternatives and as such the future looks promising.
References
Ramli N, Mazlan N, Ando Y, Leman Z, Abdan K, Aziz AA et al (2018) Natural fiber for green technology in automotive industry: a brief review. IOP Conf Ser Mater Sci Eng [Internet]. 2018 Jun; 368:012012. Available from: https://iopscience.iop.org/article/https://doi.org/10.1088/1757-899X/368/1/012012
Rohan T, Tushar BGTM (2018) Review of natural fiber composites. IOP Conf Ser Mater Sci Eng [Internet]. 2018 Feb; 314:012020. Available from: https://iopscience.iop.org/article/https://doi.org/10.1088/1757-899X/314/1/012020
Rajak DK, Pagar DD, Kumar R, Pruncu CI (2019) Recent progress of reinforcement materials: a comprehensive overview of composite materials. J Mater Res Technol [Internet]. 2019 Nov; 8(6):6354–6374. Available from: https://linkinghub.elsevier.com/retrieve/pii/S2238785419312086
Balla VK, Kate KH, Satyavolu J, Singh P, Tadimeti JGD (2019) Additive manufacturing of natural fiber reinforced polymer composites: processing and prospects. Compos Part B Eng [Internet]. 2019 Oct; 174:106956. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359836819310017
Jones D, Ormondroyd GO, Curling SF, Popescu C-M, Popescu M-C (2017) Chemical compositions of natural fibres. In: Advanced high strength natural fibre composites in construction [Internet]. Elsevier, pp 23–58. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780081004111000029
Santulli C (2019) Natural fiber-reinforced composites. In: Biomass, biopolymer-based materials, and bioenergy [Internet]. Elsevier, pp 225–238. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780081024263000126
Peijs T (2000) Natural fiber based composites. Mater Technol [Internet]. 2000 Jan 25; 15(4):281–285. Available from: https://www.tandfonline.com/doi/full/https://doi.org/10.1080/10667857.2000.11752892
Huda MS, Drzal LT, Ray D, Mohanty AK, Mishra M (2008) Natural-fiber composites in the automotive sector. In: Properties and performance of natural-fibre composites [Internet]. Elsevier, pp 221–268. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9781845692674500077
Mishnaevsky L, Branner K, Petersen H, Beauson J, McGugan M, Sørensen B (2017) Materials for wind turbine blades: an overview. Materials (Basel) [Internet]. 2017 Nov 9; 10(11):1285. Available from: http://www.mdpi.com/1996-1944/10/11/1285
Singh Rajeshwar, Gupta M (2005) Natural fiber composites for building applications. In: Natural fibers, biopolymers, and biocomposites [Internet], CRC Press. Available from: http://www.crcnetbase.com/doi/https://doi.org/10.1201/9780203508206.ch8
Pacheco-Torgal F, Jalali S (2011) Cementitious building materials reinforced with vegetable fibres: a review. Constr Build Mater [Internet]. 2011 Feb; 25(2):575–581. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0950061810004095
Galan-Marin C, Rivera-Gomez C, Garcia-Martinez A (2016) Use of natural-fiber bio-composites in construction versus traditional solutions: operational and embodied energy assessment. Materials (Basel) [Internet]. 2016 Jun 13; 9(6):465. Available from: http://www.mdpi.com/1996-1944/9/6/465
Maan AA, Nazir A, Khan MKI, Ahmad T, Zia R, Murid M et al (2018) The therapeutic properties and applications of Aloe vera : a review. J Herb Med [Internet]. 2018 Jun; 12:1–10. Available from: https://linkinghub.elsevier.com/retrieve/pii/S2210803318300022
Singhvi MS, Zinjarde SS, Gokhale DV (2019) Polylactic acid: synthesis and biomedical applications. J Appl Microbiol [Internet]. 2019 Dec 17; 127(6):1612–1626. Available from: https://onlinelibrary.wiley.com/doi/abs/10.1111/jam.14290
Khan BA, Wang J, Warner P, Wang H (2015) Antibacterial properties of hemp hurd powder against E. coli. J Appl Polym Sci [Internet]. 2015 Mar 10; 132(10):n/a-n/a. Available from: http://doi.wiley.com/10.1002/app.41588
Moghaddam AB, Shirvani B, Aroon MA, Nazari T (2018) Physico-chemical properties of hybrid electrospun nanofibers containing polyvinylpyrrolidone (PVP), propolis and aloe vera. Mater Res Express [Internet]. 2018 Sep 26; 5(12):125404. Available from: https://iopscience.iop.org/article/10.1088/2053-1591/aae0bf
Nazarzadeh Zare E, Makvandi P, Tay FR (2019) Recent progress in the industrial and biomedical applications of tragacanth gum: a review. Carbohydr Polym [Internet]. 2019 May; 212:450–467. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0144861719302188
He W, Benson R (2014) Polymeric biomaterials. In: Handbook of polymer applications in medicine and medical devices [Internet]. Elsevier, pp 55–76. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780323228053000049
Bledzki A (1999) Composites reinforced with cellulose based fibres. Prog Polym Sci [Internet]. 1999 May; 24(2):221–274. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0079670098000185
Djafari Petroudy SR (2017) Physical and mechanical properties of natural fibers. In: Advanced high strength natural fibre composites in construction [Internet]. Elsevier, pp 59–83. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780081004111000030
Chaitanya S, Singh I (2016) Novel Aloe Vera fiber reinforced biodegradable composites—development and characterization. J Reinf Plast Compos [Internet]. 2016 Oct 5; 35(19):1411–1423. Available from: http://journals.sagepub.com/doi/10.1177/0731684416652739
Ramezani Kakroodi A, Cheng S, Sain M, Asiri A (2014) Mechanical, thermal, and morphological properties of nanocomposites based on polyvinyl alcohol and cellulose nanofiber from aloe vera rind. J Nanomater [Internet]. 2014; 2014:1–7. Available from: http://www.hindawi.com/journals/jnm/2014/903498/
Keya KN, Kona NA, Koly FA, Maraz KM, Islam MN, Khan RA (2019) Natural fiber reinforced polymer composites: history, types, advantages, and applications. Mater Eng Res [Internet] 1(2):69–87. Available from: https://www.syncsci.com/journal/index.php/MER/article/view/267
Desch HE, Dinwoodie JM (2016) Timber: structure, properties, conversion and use. Macmillan International Higher Education
Li X, Tabil LG, Panigrahi S (2007) Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J Polym Environ [Internet] 15(1):25–33. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s10924-006-0042-3
Komuraiah A, Kumar NS, Prasad BD (2014) Chemical composition of natural fibers and its influence on their mechanical properties. Mech Compos Mater [Internet] 50(3):359–376. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s11029-014-9422-2
Cruz J, Fangueiro R (2016) Surface modification of natural fibers: a review. Procedia Eng [Internet] 155: 285–288. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1877705816321713
Gunge A, Koppad PG, Nagamadhu M, Kivade SB, Murthy KVS (2019) Study on mechanical properties of alkali treated plain woven banana fabric reinforced biodegradable composites. Compos Commun [Internet] 13:47–51. Available from: https://linkinghub.elsevier.com/retrieve/pii/S2452213918302377
Tavares TD, Antunes JC, Ferreira F, Felgueiras HP (2020) Biofunctionalization of natural fiber-reinforced biocomposites for biomedical applications. Biomolecules [Internet] 10(1):148. Available from: https://www.mdpi.com/2218-273X/10/1/148
Karthi N, Kumaresan K, Sathish S, Gokulkumar S, Prabhu L, Vigneshkumar N (2020) An overview: natural fiber reinforced hybrid composites, chemical treatments and application areas. Mater Today Proc [Internet] 27: 2828–2834. Available from: https://linkinghub.elsevier.com/retrieve/pii/S2214785320300511
Rahman MM, Khan MA (2007) Surface treatment of coir (Cocos nucifera) fibers and its influence on the fibers’ physico-mechanical properties. Compos Sci Technol [Internet] 67(11–12): 2369–2376. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353807000449
Xue Y, Veazie DR, Glinsey C, Horstemeyer MF, Rowell RM (2007) Environmental effects on the mechanical and thermomechanical properties of aspen fiber–polypropylene composites. Compos Part B Eng [Internet] 38(2):152–158. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359836806001119
Bledzki AK, Fink H-P, Specht K (2004) Unidirectional hemp and flax EP- and PP-composites: influence of defined fiber treatments. J Appl Polym Sci [Internet] 93(5):2150–2156. Available from: http://doi.wiley.com/10.1002/app.20712
Goda K, Sreekala MS, Gomes A, Kaji T, Ohgi J (2006) Improvement of plant based natural fibers for toughening green composites—effect of load application during mercerization of ramie fibers. Compos Part A Appl Sci Manuf [Internet] 37(12): 2213–2220. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X05004422
Manikandan Nair K, Thomas S, Groeninckx G (2001) Thermal and dynamic mechanical analysis of polystyrene composites reinforced with short sisal fibres. Compos Sci Technol [Internet] 61(16):2519–2529. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353801001701
Shibata M, Ozawa K, Teramoto N, Yosomiya R, Takeishi H (2003) Biocomposites made from short abaca fiber and biodegradable polyesters. Macromol Mater Eng [Internet] 288(1):35–43. Available from: http://doi.wiley.com/10.1002/mame.200290031
Salem TF, Tirkes S, Akar AO, Tayfun U (2020) Enhancement of mechanical, thermal and water uptake performance of TPU/jute fiber green composites via chemical treatments on fiber surface. e-Polymers [Internet] 20(1):133–143. Available from: https://www.degruyter.com/view/journals/epoly/20/1/article-p133.xml
Ahmad R, Hamid R, Osman SA (2019) Physical and chemical modifications of plant fibres for reinforcement in cementitious composites. Adv Civ Eng [Internet] 2019:1–18. Available from: https://www.hindawi.com/journals/ace/2019/5185806/
Mukhopadhyay S, Fangueiro R (2009) Physical modification of natural fibers and thermoplastic films for composites—a review. J Thermoplast Compos Mater [Internet] 22(2):135–162. Available from: http://journals.sagepub.com/doi/10.1177/0892705708091860
da Tavares FF C, de Almeida MDC, da Silva JAP, Araújo LL, Cardozo NSM, Santana RMC (2020) Thermal treatment of açaí (Euterpe oleracea) fiber for composite reinforcement. Polímeros [Internet] 30(1). Available from: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-14282020000100408&tlng=en
Sun D (2016) Surface modification of natural fibers using plasma treatment. In: Biodegradable green composites [Internet]. Wiley, Hoboken, NJ, pp 18–39. Available from: http://doi.wiley.com/10.1002/9781118911068.ch2
Huda MS, Drzal LT, Mohanty AK, Misra M (2008) Effect of fiber surface-treatments on the properties of laminated biocomposites from poly(lactic acid) (PLA) and kenaf fibers. Compos Sci Technol [Internet] 68(2):424–432. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353807002643
Kushwaha PK, Kumar R (2010) Studies on water absorption of bamboo-epoxy composites: effect of silane treatment of mercerized bamboo. J Appl Polym Sci [Internet] 115(3):1846–1852. Available from: http://doi.wiley.com/10.1002/app.31317
Puglia D, Monti M, Santulli C, Sarasini F, De Rosa IM, Kenny JM (2013) Effect of alkali and silane treatments on mechanical and thermal behavior of Phormium tenax fibers. Fibers Polym [Internet] 14(3):423–427. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s12221-013-0423-x
Ngo T-D (2020) Introduction to composite materials. In: Composite and nanocomposite materials—from knowledge to industrial applications [Internet]. IntechOpen. Available from: https://www.intechopen.com/books/composite-and-nanocomposite-materials-from-knowledge-to-industrial-applications/introduction-to-composite-materials
Gong Y, Niu P, Wang X, Long S, Yang J (2012) Influence of processing temperatures on fiber dimensions and microstructure of polypropylene/hemp fiber composites. J Reinf Plast Compos [Internet] 31(19):1282–1290. Available from: http://journals.sagepub.com/doi/10.1177/0731684412457887
Sawpan MA, Pickering KL, Fernyhough A (2011) Improvement of mechanical performance of industrial hemp fibre reinforced polylactide biocomposites. Compos Part A Appl Sci Manuf [Internet] 42(3):310–319. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X1000312X
Ramesh M (2018) Hemp, jute, banana, kenaf, ramie, sisal fibers. In: Handbook of properties of textile and technical fibres [Internet]. Elsevier, pp 301–325. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780081012727000092
Bledzki AK, Jaszkiewicz A (2010) Mechanical performance of biocomposites based on PLA and PHBV reinforced with natural fibres—a comparative study to PP. Compos Sci Technol [Internet] 70(12):1687–1696. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353810002319
Plackett D, Løgstrup Andersen T, Batsberg Pedersen W, Nielsen L (2003) Biodegradable composites based on l-polylactide and jute fibres. Compos Sci Technol [Internet] 63(9):1287–1296. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353803001003
Shih Y-F, Huang C-C (2011) Polylactic acid (PLA)/banana fiber (BF) biodegradable green composites. J Polym Res [Internet] 18(6):2335–2340. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s10965-011-9646-y
Sailesh A, Shanjeevi C, Arputhabalan JJ (2014) Tensile strength of Banana–Bamboo–Glass fiber reinforced natural fiber composites. Appl Mech Mater [Internet] 592–594:1195–1199. Available from: https://www.scientific.net/AMM.592-594.1195
Serizawa S, Inoue K, Iji M (2006) Kenaf-fiber-reinforced poly(lactic acid) used for electronic products. J Appl Polym Sci [Internet] 100(1):618–624. Available from: http://doi.wiley.com/https://doi.org/10.1002/app.23377
Saba N, Paridah MT, Jawaid M (2015) Mechanical properties of kenaf fibre reinforced polymer composite: a review. Constr Build Mater [Internet] 76: 87–96. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0950061814012628
Joshi A, Shivakumar Gouda PS, Savanur S, Uppin V, Veereshkumar GB (2019) Influence of Kenaf on mechanical properties of glass epoxy composites. IOP Conf Ser Mater Sci Eng [Internet] 577: 012161. Available from: https://iopscience.iop.org/article/10.1088/1757-899X/577/1/012161
Phiri G, Khoathane M, Sadiku E (2014) Effect of fibre loading on mechanical and thermal properties of sisal and kenaf fibre-reinforced injection moulded composites. J Reinf Plast Compos [Internet] 33(3): 283–293. Available from: http://journals.sagepub.com/doi/10.1177/0731684413511548
Yousif BF, Ku H (2012) Suitability of using coir fiber/polymeric composite for the design of liquid storage tanks. Mater Des [Internet] 36: 847–853. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0261306911001841
Wang G, Chen F (2017) Development of bamboo fiber-based composites. In: Advanced high strength natural fibre composites in construction [Internet]. Elsevier, pp 235–255. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780081004111000108
Bansal A, Zoolagud (2002) Bamboo composites: Material of the future. J Bamboo Ratt [Internet] 1(2):119–30. Available from: http://booksandjournals.brillonline.com/content/journals/10.1163/156915902760181595
Goh LD, Zulkornain AS (2019) Influence of bamboo in concrete and beam applications. J Phys Conf Ser [Internet] 1349:012127. Available from: https://iopscience.iop.org/article/10.1088/1742-6596/1349/1/012127
Bos HL, Müssig J, van den Oever MJA (2006) Mechanical properties of short-flax-fibre reinforced compounds. Compos Part A Appl Sci Manuf [Internet] 37(10): 1591–1604. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X05003982
Bodros E, Pillin I, Montrelay N, Baley C (2007) Could biopolymers reinforced by randomly scattered flax fibre be used in structural applications? Compos Sci Technol [Internet] 67(3–4): 462–470. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353806003356
Yashas Gowda TG, Sanjay MR, Subrahmanya Bhat K, Madhu P, Senthamaraikannan P, Yogesha B (2018) Polymer matrix-natural fiber composites: an overview. In: Pham D (ed) Cogent Eng [Internet]. 2018 Mar 2; 5(1). Available from: https://www.cogentoa.com/article/10.1080/23311916.2018.1446667
Pereira PHF, Rosa M de F, Cioffi MOH, Benini KCC de C, Milanese AC, Voorwald HJC et al (2015) Vegetal fibers in polymeric composites: a review. Polímeros [Internet] 25(1): 9–22. Available from: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-14282015000100002&lng=en&tlng=en
Mano B, Araújo JR, Spinacé MAS, De Paoli M-A (2010) Polyolefin composites with curaua fibres: effect of the processing conditions on mechanical properties, morphology and fibres dimensions. Compos Sci Technol [Internet] 70(1):29–35. Available from: https://linkinghub.elsevier.com/retrieve/pii/S026635380900311X
Duc A Le, Vergnes B, Budtova T (2011) Polypropylene/natural fibres composites: Analysis of fibre dimensions after compounding and observations of fibre rupture by rheo-optics. Compos Part A Appl Sci Manuf [Internet] 42(11):1727–1737. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X11002338
Moigne N Le, Oever M van den, Budtova T (2011) A statistical analysis of fibre size and shape distribution after compounding in composites reinforced by natural fibres. Compos Part A Appl Sci Manuf [Internet] 42(10):1542–50. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X11002181
Yan ZL, Wang H, Lau KT, Pather S, Zhang JC, Lin G et al (2013) Reinforcement of polypropylene with hemp fibres. Compos Part B Eng [Internet] 46: 221–226. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359836812005756
George G, Tomlal Jose E, Jayanarayanan K, Nagarajan ER, Skrifvars M, Joseph K (2012) Novel bio-commingled composites based on jute/polypropylene yarns: Effect of chemical treatments on the mechanical properties. Compos Part A Appl Sci Manuf [Internet] 43(1): 219–230. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X11003502
Mahesh D, Kowshigha KR, Raju NV, Aggarwal PK (2020) Characterization of banana fiber-reinforced polypropylene composites. J Indian Acad Wood Sci [Internet] 17(1): 1–8. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s13196-019-00244-x
Ibrahim MM, Dufresne A, El-Zawawy WK, Agblevor FA (2010) Banana fibers and microfibrils as lignocellulosic reinforcements in polymer composites. Carbohydr Polym [Internet] 81(4): 811–819. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0144861710002377
Brahmakumar M, Pavithran C, Pillai R (2005) Coconut fibre reinforced polyethylene composites: effect of natural waxy surface layer of the fibre on fibre/matrix interfacial bonding and strength of composites. Compos Sci Technol [Internet] 65(3–4): 563–569. Available from: https://linkinghub.elsevier.com/retrieve/pii/S026635380400243X
(2005) Effect of chemical treatment on rice husk (RH) reinforced polyethylene (PE) composites. BioResources 5(2):854–869
Ozen E, Kiziltas A, Kiziltas EE, Gardner DJ (2013) Natural fiber blend-nylon 6 composites. Polym Compos [Internet] 34(4): 544–553. Available from: http://doi.wiley.com/10.1002/pc.22463
Pang C, Shanks R, Ing K, Daver F (2013) Plasticised cellulose acetate-natural fibre composite. World J Eng [Internet] 10(5): 405–410. Available from: http://multi-science.atypon.com/doi/10.1260/1708-5284.10.5.405
Pang C, Shanks RA, Daver F (2014) Bio-composites based on cellulose acetate and kenaf fibers: processing and properties, pp 350–353. Available from: http://aip.scitation.org/doi/abs/10.1063/1.4873798
Gutiérrez MC, De Paoli M-A, Felisberti MI (2012) Biocomposites based on cellulose acetate and short curauá fibers: effect of plasticizers and chemical treatments of the fibers. Compos Part A Appl Sci Manuf [Internet] 43(8): 1338–1346. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X12000991
Lima PRL, Santos HM, Camilloto GP, Cruz RS (2017) Effect of surface biopolymeric treatment on sisal fiber properties and fiber-cement bond. J Eng Fiber Fabr [Internet] 12(2):155892501701200. Available from: http://journals.sagepub.com/doi/10.1177/155892501701200207
Singha AS, Rana RK (2012) Natural fiber reinforced polystyrene composites: effect of fiber loading, fiber dimensions and surface modification on mechanical properties. Mater Des [Internet] 41: 289–297. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0261306912003019
Mishra S, Naik JB (2005) Effect of treatment of maleic anhydride on mechanical properties of natural fiber: polystyrene composites. Polym Plast Technol Eng [Internet] 44(4): 663–675. Available from: http://www.tandfonline.com/doi/abs/10.1081/PTE-200057814
Threepopnatkul P, Kaerkitcha N, Athipongarporn N (2009) Effect of surface treatment on performance of pineapple leaf fiber–polycarbonate composites. Compos Part B Eng [Internet] 40(7): 628–632. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359836809000687
Nayak S, Mohanty JR, Samal PR, Nanda BK (2020) Polyvinyl chloride reinforced with areca sheath fiber composites—an experimental study. J Nat Fibers [Internet] 17(6): 781–792. Available from: https://www.tandfonline.com/doi/full/10.1080/15440478.2018.1534186
Shi SQ, Cai L, Weng Y, Wang D, Sun Y (2019) Comparative life-cycle assessment of water supply pipes made from bamboo vs. polyvinyl chloride. J Clean Prod [Internet] 240: 118172. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0959652619330422
Jiang L, He C, Fu J, Li X (2018) Wear behavior of alkali-treated sorghum straw fiber reinforced polyvinyl chloride composites in corrosive water conditions. BioResources 13(2):3362–3376
Wang L, He C, Yang X (2019) Effects of pretreatment on the soil aging behavior of rice husk fibers/polyvinyl chloride composites. BioResources 14(1):59–69
Neher B, Bhuiyan MMR, Kabir H, Qadir MR, Gafur MA, Ahmed F (2014) Study of mechanical and physical properties of palm fiber reinforced acrylonitrile butadiene styrene composite. Mater Sci Appl [Internet] 05(01): 39–45. Available from: http://www.scirp.org/journal/doi.aspx?DOI=10.4236/msa.2014.51006
Lufti MTM, Majid DL, Faizal ARM, Norkhairunnisa M (2015) Biocomposite from acrylonitrile-butadiene-styrene polymer and Kenaf whole stem fibre: mechanical properties. Adv Mater Res [Internet] 1119: 263–267. Available from: https://www.scientific.net/AMR.1119.263
Liu H, Wu Q, Zhang Q (2009) Preparation and properties of banana fiber-reinforced composites based on high density polyethylene (HDPE)/Nylon-6 blends. Bioresour Technol [Internet] 100(23): 6088–6097. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0960852409006658
Araujo JR, Mano B, Teixeira GM, Spinacé MAS, De Paoli M-A (2010) Biomicrofibrilar composites of high density polyethylene reinforced with curauá fibers: Mechanical, interfacial and morphological properties. Compos Sci Technol [Internet] 70(11): 1637–1644. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353810002320
Choudhury A (2008) Isothermal crystallization and mechanical behavior of ionomer treated sisal/HDPE composites. Mater Sci Eng A [Internet] 491(1–2): 492–500. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0921509308002906
Carvalho KCC, Mulinari DR, Voorwald HJC, Cioffi MOH (2010) Chemical modification effect on the mechanical properties of hips/coconut fiber composites. BioResources 5(2):1143–1155
Antich P, Vázquez A, Mondragon I, Bernal C (2006) Mechanical behavior of high impact polystyrene reinforced with short sisal fibers. Compos Part A Appl Sci Manuf [Internet] 37(1):139–150. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X04003124
Beninia KCCC, Voorwald HJC, Cioffi MOH (2011) Mechanical properties of HIPS/sugarcane bagasse fiber composites after accelerated weathering. Proc Eng [Internet] 10: 3246–3251. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1877705811007247
Wong KJ, Zahi S, Low KO, Lim CC (2010) Fracture characterisation of short bamboo fibre reinforced polyester composites. Mater Des [Internet] 31(9):4147–4154. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0261306910002402
Sreekumar PA, Albert P, Unnikrishnan G, Joseph K, Thomas S (2008) Mechanical and water sorption studies of ecofriendly banana fiber-reinforced polyester composites fabricated by RTM. J Appl Polym Sci [Internet] 109(3):1547–1555. Available from: http://doi.wiley.com/10.1002/app.28155
Mariatti M, Jannah M, Abu Bakar A, Khalil HPSA (2008) Properties of Banana and Pandanus Woven fabric reinforced unsaturated polyester composites. J Compos Mater [Internet] 42(9): 931–941. Available from: http://journals.sagepub.com/doi/10.1177/0021998308090452
Monteiro SN, Terrones LAH, D’Almeida JRM (2008) Mechanical performance of coir fiber/polyester composites. Polym Test [Internet] 27(5):591–595. Available from: https://linkinghub.elsevier.com/retrieve/pii/S014294180800041X
Mulinari DR, Baptista CARP, Souza JVC, Voorwald HJC (2011) Mechanical properties of coconut fibers reinforced polyester composites. Procedia Eng [Internet] 10: 2074–2079. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1877705811005315
Monteiro SN, Aquino RCMP, Lopes FPD (2008) Performance of curaua fibers in pullout tests. J Mater Sci [Internet] 43(2): 489–493. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s10853-007-1874-5
Charlet K, Jernot J-P, Gomina M, Bizet L, Bréard J (2010) Mechanical properties of flax fibers and of the derived unidirectional composites. J Compos Mater [Internet] 44(24): 2887–2896. Available from: http://journals.sagepub.com/doi/10.1177/0021998310369579
Sawpan MA, Pickering KL, Fernyhough A (2011) Effect of fibre treatments on interfacial shear strength of hemp fibre reinforced polylactide and unsaturated polyester composites. Compos Part A Appl Sci Manuf [Internet] 42(9):1189–1196. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X11001382
Rouison D, Sain M, Couturier M (2006) Resin transfer molding of hemp fiber composites: optimization of the process and mechanical properties of the materials. Compos Sci Technol [Internet] 66(7–8): 895–906. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353805003234
Sever K, Sarikanat M, Seki Y, Erkan G, Erdoğan ÜH, Erden S (2012) Surface treatments of jute fabric: The influence of surface characteristics on jute fabrics and mechanical properties of jute/polyester composites. Ind Crops Prod [Internet] 35(1): 22–30. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0926669011001877
Akil HM, Cheng LW, Mohd Ishak ZA, Abu Bakar A, Abd Rahman MA (2009) Water absorption study on pultruded jute fibre reinforced unsaturated polyester composites. Compos Sci Technol [Internet] 69(11–12):1942–1948. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353809001638
Devi LU, Bhagawan SS, Thomas S (2011) Dynamic mechanical properties of pineapple leaf fiber polyester composites. Polym Compos [Internet] 32(11):1741–1750. Available from: http://doi.wiley.com/10.1002/pc.21197
Idicula M, Boudenne A, Umadevi L, Ibos L, Candau Y, Thomas S (2006) Thermophysical properties of natural fibre reinforced polyester composites. Compos Sci Technol [Internet] 66(15):2719–2725. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353806001084
Sreekumar PA, Saiah R, Saiter JM, Leblanc N, Joseph K, Unnikrishnan G et al (2009) Dynamic mechanical properties of sisal fiber reinforced polyester composites fabricated by resin transfer molding. Polym Compos [Internet] 30(6):768–775. Available from: http://doi.wiley.com/10.1002/pc.20611
Sreekumar PA, Thomas SP, Saiter J marc, Joseph K, Unnikrishnan G, Thomas S (2009) Effect of fiber surface modification on the mechanical and water absorption characteristics of sisal/polyester composites fabricated by resin transfer molding. Compos Part A Appl Sci Manuf [Internet] 40(11):1777–1784. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X0900253X
Merlini C, Soldi V, Barra GMO (2011) Influence of fiber surface treatment and length on physico-chemical properties of short random banana fiber-reinforced castor oil polyurethane composites. Polym Test [Internet] 30(8):833–840. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0142941811001401
Mothé C, de Araújo C (2000) Properties of polyurethane elastomers and composites by thermal analysis. Thermochim Acta [Internet] 357–358:321–325. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0040603100004032
Bakare IO, Okieimen FE, Pavithran C, Abdul Khalil HPS, Brahmakumar M (2010) Mechanical and thermal properties of sisal fiber-reinforced rubber seed oil-based polyurethane composites. Mater Des [Internet] 31(9):4274–4280. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0261306910002244
Milanese AC, Cioffi MOH, Voorwald HJC (2011) Mechanical behavior of natural fiber composites. Procedia Eng [Internet] 10:2022–2027. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1877705811005236
Mothé CG, de Araujo CR (2004) Caracterização térmica e mecânica de compósitos de poliuretano com fibras de Curauá. Polímeros [Internet] 14(4):274–278. Available from: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-14282004000400014&lng=pt&tlng=pt
Sapuan SM, Leenie A, Harimi M, Beng YK (2006) Mechanical properties of woven banana fibre reinforced epoxy composites. Mater Des [Internet] 27(8):689–693. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0261306905000257
Irawan AP, Sukania IW (2015) Tensile strength of Banana fiber reinforced epoxy composites materials. Appl Mech Mater [Internet] 776: 260–263. Available from: https://www.scientific.net/AMM.776.260
Venkateshwaran N, ElayaPerumal A, Alavudeen A, Thiruchitrambalam M (2011) Mechanical and water absorption behaviour of banana/sisal reinforced hybrid composites. Mater Des [Internet] 32(7):4017–4021. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0261306911001579
Biswas S, Kindo S, Patnaik A (2011) Effect of fiber length on mechanical behavior of coir fiber reinforced epoxy composites. Fibers Polym [Internet] 12(1):73–78. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s12221-011-0073-9
Gohil PP, Shaikh AA (2011) Cotton-epoxy composites: development and mechanical characterization. Key Eng Mater [Internet] 471–472:291–296. Available from: https://www.scientific.net/KEM.471-472.291
Gning PB, Liang S, Guillaumat L, Pui WJ (2011) Influence of process and test parameters on the mechanical properties of flax/epoxy composites using response surface methodology. J Mater Sci [Internet] 46(21): 6801–6811. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s10853-011-5639-9
Buksnowitz C, Adusumalli R, Pahler A, Sixta H, Gindl W (2010) Acoustical properties of Lyocell, hemp, and flax composites. J Reinf Plast Compos [Internet] 29(20): 3149–3154. Available from: http://journals.sagepub.com/doi/10.1177/0731684410367533
Karaduman Y, Onal L (2011) Water absorption behavior of carpet waste jute-reinforced polymer composites. J Compos Mater [Internet] 45(15):1559–71. Available from: http://journals.sagepub.com/doi/10.1177/0021998310385021
MIR A, Zitoune R, Collombet F, Bezzazi B (2010) Study of mechanical and thermomechanical properties of jute/epoxy composite laminate. J Reinf Plast Compos [Internet] 29(11):1669–1680. Available from: http://journals.sagepub.com/doi/10.1177/0731684409341672
Lopattananon N, Payae Y, Seadan M (2008) Influence of fiber modification on interfacial adhesion and mechanical properties of pineapple leaf fiber-epoxy composites. J Appl Polym Sci [Internet] 110(1):433–443. Available from: http://doi.wiley.com/10.1002/app.28496
Mohan TP, Kanny K (2011) Water barrier properties of nanoclay filled sisal fibre reinforced epoxy composites. Compos Part A Appl Sci Manuf [Internet] 42(4):385–393. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X1000326X
Abera Betelie A, Nicholas Sinclair A, Kortschot M, Li Y, Tilahun Redda D (2019) Mechanical properties of sisal-epoxy composites as functions of fiber-to-epoxy ratio. AIMS Mater Sci [Internet] 6(6):985–996. Available from: http://www.aimspress.com/article/10.3934/matersci.2019.6.985
Francklin HM, Motta LAC, Cunha J, Santos AC, Landim MV (2019) Study of epoxy composites and sisal fibers as reinforcement of reinforced concrete structure. Rev IBRACON Estruturas e Mater [Internet] 12(2): 255–287. Available from: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S1983-41952019000200255&tlng=en
Di Landro L, Janszen G (2014) Composites with hemp reinforcement and bio-based epoxy matrix. Compos Part B Eng [Internet] 67:220–226. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359836814003011
Joseph S, Thomas S (2008) Electrical properties of banana fiber-reinforced phenol formaldehyde composites. J Appl Polym Sci [Internet] 109(1):256–263. Available from: http://doi.wiley.com/10.1002/app.27452
Joseph S, Sreekala MS, Thomas S (2008) Effect of chemical modifications on the thermal stability and degradation of banana fiber and banana fiber-reinforced phenol formaldehyde composites. J Appl Polym Sci [Internet] 110(4): 2305–2314. Available from: http://doi.wiley.com/10.1002/app.27648
de Medeiros ES, Agnelli JAM, Joseph K, de Carvalho LH, Mattoso LHC (2005) Mechanical properties of phenolic composites reinforced with jute/cotton hybrid fabrics. Polym Compos [Internet] 26(1):1–11. Available from: http://doi.wiley.com/10.1002/pc.20063
Kalia S, Kaith BS, Sharma S, Bhardwaj B (2008) Mechanical properties of flax-g-poly(methyl acrylate) reinforced phenolic composites. Fibers Polym [Internet] 9(4):416–422. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/s12221-008-0067-4
Peng X, Zhong L, Ren J, Sun R (2010) Laccase and alkali treatments of cellulose fibre: Surface lignin and its influences on fibre surface properties and interfacial behaviour of sisal fibre/phenolic resin composites. Compos Part A Appl Sci Manuf [Internet] 41(12):1848–1856. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359835X10002526
Bhandari NL, Dhungana BR, Lach R, Henning S, Adhikari R (2019) Synthesis and characterization of urea–formaldehyde eco-friendly composite based on natural fibers. J Inst Sci Technol [Internet] 24(1):19–25. Available from: https://www.nepjol.info/index.php/JIST/article/view/24623
Zhong JB, Lv J, Wei C (2007) Mechanical properties of sisal fibre reinforced urea-formaldehyde resin composites. Express Polym Lett [Internet] 1(10):681–687. Available from: http://www.expresspolymlett.com/letolt.php?file=EPL-0000363&mi=c
Milawarni, Yassir (2019) Properties of composite boards from coconut coir, plastic waste and urea formaldehyde adhesives. IOP Conf Ser Mater Sci Eng [Internet] 536:012110. Available from: https://iopscience.iop.org/article/10.1088/1757-899X/536/1/012110
Sun E, Liao G, Zhang Q, Qu P, Wu G, Xu Y et al (2018) Green preparation of straw fiber reinforced hydrolyzed soy protein isolate/urea/formaldehyde composites for biocomposite flower pots application. Materials (Basel) [Internet] 11(9):1695. Available from: http://www.mdpi.com/1996-1944/11/9/1695
Yang M, Wang F, Zhou S, Lu Z, Ran S, Li L et al (2019) Thermal and mechanical performance of unidirectional composites from bamboo fibers with varying volume fractions. Polym Compos [Internet] 40(10):3929–37. Available from: https://onlinelibrary.wiley.com/doi/abs/10.1002/pc.25253
Song Y, Gandhi U, Koziel A, Vallury S, Yang A (2018) Effect of the initial fiber alignment on the mechanical properties for GMT composite materials. J Thermoplast Compos Mater [Internet] 31(1): 91–109. Available from: http://journals.sagepub.com/doi/10.1177/0892705716681400
Ratna Prasad AV, Mohana Rao K (2011) Mechanical properties of natural fibre reinforced polyester composites: Jowar, sisal and bamboo. Mater Des [Internet] 32(8–9): 4658–4663. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0261306911001713
Chaudhary V, Bajpai PK, Maheshwari S (2018) Studies on mechanical and morphological characterization of developed jute/hemp/flax reinforced hybrid composites for structural applications. J Nat Fibers [Internet] 15(1):80–97. Available from: https://www.tandfonline.com/doi/full/10.1080/15440478.2017.1320260
Shrivastava A (2018) Plastics processing. In: Introduction to plastics engineering [Internet]. Elsevier, pp 143–177. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780323395007000058
Abdurohman K, Satrio T, Muzayadah NL, Teten (2018) A comparison process between hand lay-up, vacuum infusion and vacuum bagging method toward e-glass EW 185/lycal composites. J Phys Conf Ser [Internet] 1130: 012018. Available from: https://iopscience.iop.org/article/10.1088/1742-6596/1130/1/012018
Swift KG, Booker JD (2013) Plastics and composites processing. In: Manufacturing process selection handbook [Internet]. Elsevier, pp 141–174. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780080993607000057
Misri S, Ishak MR, Sapuan SM, Leman Z (2015) Filament winding process for Kenaf fibre reinforced polymer composites. In: Manufacturing of natural fibre reinforced polymer composites [Internet]. Springer International Publishing, Cham, pp 369–383. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/978-3-319-07944-8_18
(2001) Filament Winding. In: Composites [Internet]. ASM International, pp 536–549. Available from: https://dl.asminternational.org/books/book/60/chapter/704683/filament-winding
Ansari SM, Ghazali CMR, Othman NS (2019) The effect of winding speed on the mechanical properties of Kenaf fiber reinforced geopolymer composites via filament winding technique
Jamaludin MIH, Jamian S, Awang MK, Kamarudin KA, Nor MKM, Ismail AE (2020) Characterization of continuous gradient functionally graded natural fiber reinforced polymer composites. IOP Conf Ser Mater Sci Eng [Internet] 824:012019. Available from: https://iopscience.iop.org/article/10.1088/1757-899X/824/1/012019
Fairuz AM, Sapuan SM, Zainudin ES, Jaafar CAN (2015) Pultrusion Process of Natural Fibre-Reinforced Polymer Composites. In: Manufacturing of Natural Fibre Reinforced Polymer Composites [Internet]. Springer International Publishing, Cham, pp 217–231. Available from: http://springerlink.bibliotecabuap.elogim.com/10.1007/978-3-319-07944-8_11
Chang BP, Chan WH, Zamri MH, Md Akil H, Chuah HG (2019) Investigating the effects of operational factors on wear properties of heat-Treated Pultruded Kenaf fiber-reinforced polyester composites using Taguchi method. J Nat Fibers [Internet] 16(5):702–717. Available from: https://www.tandfonline.com/doi/full/10.1080/15440478.2018.1432001
Fairuz AM, Sapuan SM, Zainudin ES, Jaafar CAN (2016) Effect of filler loading on mechanical properties of pultruded kenaf fibre reinforced vinyl ester composites. J Mech Eng Sci [Internet] 10(1):1931–1942. Available from: http://jmes.ump.edu.my/images/VOLUME 10 Issue 1 June 2016/16_Fairuz et al.pdf
Fahad Halim AFM (2019) Fabrication of unidirectional coir fiber reinforced nonwoven melt-blown glass fabric composite by compression molding. J Text Sci Fash Technol [Internet] 4(2). Available from: https://irispublishers.com/jtsft/fulltext/fabrication-of-unidirectional-coir-fiber-reinforced-nonwoven-melt-blown-glass-fabric-composite.ID.000582.php
Khayal O (2019) Advancements in polymer composite structures
Krishnamurthy (2019) N2 KVM&. Studies on mechanical properties of hybrid composites using jute and e-glass by hand layup and vacuum bagging technique. Glob J Eng Sci Res 135–140
Fajrin J (2016) Mechanical properties of natural fiber composite made of Indonesian grown sisal. Jurn[1] J Fajrin, Mech Prop Nat Fiber Compos Made Indones Grown Sisal, J Info Tek 17 69–84.al Info Tek. 2016 Jun 1; 17: 69–84
Sanjay MR, Arpitha GR, Senthamaraikannan P, Kathiresan M, Saibalaji MA, Yogesha B (2019) The hybrid effect of Jute/Kenaf/E-Glass woven fabric epoxy composites for medium load applications: impact, inter-laminar strength, and failure surface characterization. J Nat Fibers [Internet] 16(4):600–612. Available from: https://www.tandfonline.com/doi/full/10.1080/15440478.2018.1431828
Bosquetti M, da Silva AL, Azevedo EC, Berti LF (2019) Analysis of the mechanical strength of polymeric composites reinforced with sisal fibers. J Nat Fibers [Internet] 1–6. Available from: https://www.tandfonline.com/doi/full/10.1080/15440478.2019.1612310
Sarifuddin N, Ahmad Z, Yusuff MI (2019) Mechanical properties of woven carbon Fiber/Kenaf Fabric reinforced epoxy matrix hybrid composites. Malaysian J Microsc 2(15):10–16
Aisyah HA, Paridah MT, Sapuan SM, Khalina A, Berkalp OB, Lee SH et al (2019) Thermal properties of Woven Kenaf/Carbon fibre-reinforced epoxy hybrid composite panels. Int J Polym Sci [Internet] 2019:1–8. Available from: https://www.hindawi.com/journals/ijps/2019/5258621/
Mbakop RS, Lebrun G, Brouillette F (2019) Effect of compaction parameters on preform permeability and mechanical properties of unidirectional flax fiber composites. Compos Part B Eng [Internet] 176: 107083. Available from: https://linkinghub.elsevier.com/retrieve/pii/S1359836818344445
Gallos A, Paës G, Allais F, Beaugrand J (2017) Lignocellulosic fibers: a critical review of the extrusion process for enhancement of the properties of natural fiber composites. RSC Adv [Internet] 7(55):34638–34654. Available from: http://xlink.rsc.org/?DOI=C7RA05240E
Torres FG, Ochoa B, Machicao E (2003) Single screw extrusion of natural fibre reinforced thermoplastics (NFRTP). Int Polym Process [Internet] 18(1):33–40. Available from: http://www.hanser-elibrary.com/doi/abs/10.3139/217.1727
Munde YS, Ingle RB, Siva I (2019) Effect of sisal fiber loading on mechanical, morphological and thermal properties of extruded polypropylene composites. Mater Res Express [Internet] 6(8):085307. Available from: https://iopscience.iop.org/article/10.1088/2053-1591/ab1dd1
Miyahara RY, Melquiades FL, Ligowski E, Santos A do, Fávaro SL, Antunes Junior O dos R (2018) Preparation and characterization of composites from plastic waste and sugar cane fiber. Polímeros [Internet] 28(2):147–154. Available from: http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0104-14282018000200147&lng=en&tlng=en
Teixeira RS, Santos SF, Christoforo AL, Payá J, Savastano H, Lahr FAR (2019) Impact of content and length of curauá fibers on mechanical behavior of extruded cementitious composites: analysis of variance. Cem Concr Compos [Internet] 102: 134–144. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0958946518308308
Wang X (2013) Overview on biocompatibilities of implantable biomaterials. In: Advances in biomaterials science and biomedical applications [Internet]. InTech. Available from: http://www.intechopen.com/books/advances-in-biomaterials-science-and-biomedical-applications/overview-on-biocompatibilities-of-implantable-biomaterials
Love B (2017) Polymeric biomaterials. In: Biomaterials [Internet]. Elsevier, pp 205–238. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780128094785000092
Jiao M, Zhang P, Meng J, Li Y, Liu C, Luo X et al (2018) Recent advancements in biocompatible inorganic nanoparticles towards biomedical applications. Biomater Sci [Internet] 6(4):726–45. Available from: http://xlink.rsc.org/?DOI=C7BM01020F
Dahman Y (2019) Biomaterials science and technology [Internet]. Taylor & Francis, Boca Raton, CRC Press. Available from: https://www.taylorfrancis.com/books/9780429878350
Ramakrishna S, Mayer J, Wintermantel E, Leong KW (2001) Biomedical applications of polymer-composite materials: a review. Compos Sci Technol [Internet] 61(9):1189–1224. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0266353800002414
Kuhn LT (2012) Biomaterials. In: Introduction to biomedical engineering [Internet]. Elsevier, pp 219–271. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780123749796000058
Loureiro dos Santos LA (2017) Natural polymeric biomaterials: processing and properties ☆. In: Reference module in materials science and materials engineering [Internet], Elsevier. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780128035818022530
Tang X, Thankappan SK, Lee P, Fard SE, Harmon MD, Tran K et al (2014) Polymeric biomaterials in tissue engineering and regenerative medicine. In: Natural and synthetic biomedical polymers [Internet]. Elsevier, pp 351–371. Available from: https://linkinghub.elsevier.com/retrieve/pii/B9780123969835000223
Rodrigues LC, Silva SS, Reis RL (2019) Acemannan-based films: an improved approach envisioning biomedical applications. Mater Res Express [Internet] 6(9):095406. Available from: https://iopscience.iop.org/article/10.1088/2053-1591/ab2f66
Atmakuri A, Palevicius A, Griskevicius P, Janusas G (2019) Investigation of mechanical properties of hemp and flax fibers hybrid composites for biomedical applications. Mechanics [Internet] 25(2). Available from: http://mechanika.ktu.lt/index.php/Mech/article/view/22712
Furlan DM, Morgado DL, Oliveira AJA de, Faceto ÂD, Moraes DA de, Varanda LC et al (2019) Sisal cellulose and magnetite nanoparticles: formation and properties of magnetic hybrid films. J Mater Res Technol [Internet] 8(2):2170–2179. Available from: https://linkinghub.elsevier.com/retrieve/pii/S2238785418308998
García-Tejero IF, Durán Zuazo VH, Sánchez-Carnenero C, Hernández A, Ferreiro-Vera C, Casano S (2019) Seeking suitable agronomical practices for industrial hemp (Cannabis sativa L.) cultivation for biomedical applications. Ind Crops Prod [Internet] 139:111524. Available from: https://linkinghub.elsevier.com/retrieve/pii/S0926669019305369
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
de M. de Lima, T.A., de Lima, G.G., Nugent, M.J.D. (2022). Natural Fibre-Reinforced Polymer Composites: Manufacturing and Biomedical Applications. In: Hasnain, M.S., Nayak, A.K., Alkahtani, S. (eds) Polymeric and Natural Composites. Advances in Material Research and Technology. Springer, Cham. https://doi.org/10.1007/978-3-030-70266-3_2
Download citation
DOI: https://doi.org/10.1007/978-3-030-70266-3_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-70265-6
Online ISBN: 978-3-030-70266-3
eBook Packages: EngineeringEngineering (R0)