
Abstract
On the basis of the thermodynamic approach, the constitutive relations for processes of pressing and sintering of powder composites have been obtained. A kinetic equation is been added to the system of equations of the usual theory of elastoplasticity to calculate the evolution of porosity under non-thermomechanical action by a bulk compressive stress of sintering. The modified theory is included in the computer program for calculating elastoplastic media for adaptation to sintering processes. Numerical calculations demonstrate the ability of the modified theory of elastic-plasticity to simulate the main effects of pressing and sintering, including the calculation of residual porosity, stresses and deformations in the compact, as well as its residual shape. Also on the basis of the proposed theory, the problem of “hot” sintering under the action of a mobile high-energy pulse (“laser sintering”) is numerically solved. The influence of the parameters of the laser action on the sintering of powder material, as well as on the distribution of porosity and temperature, is calculated.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 INTRODUCTION
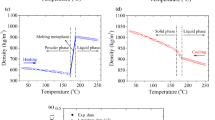
The sintering process (consolidation) is observed in powder materials during heat treatment of porous compacts of the future product (“green bodies”) obtained by compaction of powders by pressure in molds. Detailed reviews of theoretical and experimental studies of the processes of pressing and sintering powder composites can be found in [1, 2].
The original material of the compacts is a mixture of low-melting particles forming the matrix of the composite, and refractory, more rigid particles of the solid phase. The pore volume between the particles is filled with gas (air). If the temperature is sufficient to melt the matrix material and the solid phase particles are wetted by the matrix material, then the pore capillary surface tension forces act as a volumetric compressive stress of high intensity, comparable in order of magnitude to the elastic moduli of the composite materials. This volumetric load of non-thermo-mechanical nature, is called the sintering stress and ensures the closure of the pores during sintering.
Pressure, due to the contact of the green body with the movable stamp and with the walls of the mold, also results in the compaction of the material, but this compaction (cold pressing) is much weaker than compaction under sintering. The external contact pressure is significantly less than sintering stress.
Thus, compaction the composite is provided by cold pressing and hot sintering. The liquid phase hot sintering process stops, either when the pores disappear, or because of solidification of the matrix material under cooling.
To predict the results of sintering real products under conditions of complex geometry and inhomogeneous states, numerical modeling is required based on the description of processes within the framework of continuum mechanics. To formulate corresponding initial boundary value problems of continuum mechanics the constitutive relations are needed that describe the thermomechanical state of the materials during pressing and sintering.
Currently, there are three main approaches for modeling of macro-inhomogeneous sintering processes in a framework of continuum mechanics.
In the first approach, the residual porosity in compacts is calculated from the temperature distribution taking into account the thermal volumetric tension-compression [3]. In the second approach, irreversible viscous deformations of compacts are additionally taken into account [4]. In the third approach the elastic deformation are taken into account and sintering is considered as a flow of a viscoelastic [5] or elastoplastic porous medium. The third approach allows the use of a single algorithm not only for pressing and sintering, but also for destruction [6].
Initially the green body (compact) is already a solid deformable body, that is, it has a structure and the ability to hold a shape, although it has extremely weak initial elastic properties. It is the smallness of elastic deformations that provokes the authors of sintering theories to a simplified formulation that neglects elastic deformations and accounts only with viscous flow. However, the neglect of elastic deformation annuls the most important property of solid deformable bodies - the memory of the unloaded state. Neglecting elastic deformation replaces conservative elastic stresses, characteristic of structured media, with dissipative viscous stresses, which cannot provide a state of static equilibrium of a structured medium. The magnitude of viscous stresses cannot serve as a criterion of fracture that indicates the breakage of elastic bonds. Viscous stresses cannot be treated as residual stresses since there are no viscous stresses at rest. So, if one neglects the elastic stresses, then getting the correct answer to a number of the most important practical questions mentioned above becomes impossible. Therefore, the approach that takes into account the elasticity of the “green bodies” is preferred. In the present work, a modification of the theory of elastoplastic flow [7] is applied to the calculation of pressing and sintering. The modified theory of elastoplasticity contains kinetic equation for evolution of porosity and bulk plastic deformation under action of pressure and sintering stress while the elastic properties depend on the porosity. The difference from viscous flow models is that the stresses in the compact is due to the elastic part of the deformation, limited by the condition of plasticity and does not depend directly on the strain rate [8, 9].
The modification of the conventional theory of elastoplastic flow was introduced into the program for calculating elastoplastic media to adapt to sintering processes [10]. Numerical calculations have demonstrated the ability of the modified theory of elastoplastic flow to reproduce the pressing and sintering of “green bodies”, including their residual form and the distribution of residual porosity, stresses and strains.
2 CONSTITUTIVE RELATIONS OF SINTERING MODEL
The equations describing the sintering process of a two-component powder medium were derived in [8]. The set of thermodynamic state parameters of an elastoplastic porous medium contains temperature\(T\), deformation \({\mathbf{\varepsilon }}\), plastic deformation \({{{\mathbf{\varepsilon }}}_{p}}\), porosity \(\omega \), temperature gradient, rates of plastic strain and porosity. Free energy \(\varphi \) and energy dissipation rate \(D\) per unit of mass can be written as
where \(K\) and \(\mu \) are volumetric and shear elasticity moduli respectively; \(\rho \) and \({{\rho }_{p}}\) are densities of actual and unloaded states respectively; \(\beta \) is a coefficient of thermal volumetric expansion-compression, \({\mathbf{I}}\) is a unity tensor, colon means double scalar product, \({{h}_{1}} = {{(1 - 2/3({\mathbf{\varepsilon }}:{\mathbf{I}}))}^{{ - 1}}}\), \({{T}_{\omega }}\) is a melting temperature of fusible component, \(H()\) is a Heaviside function that equals to unity for nonnegative argument and to zero otherwise. Following functions of state parameters are used: \({{\Phi }_{p}} = \sigma ':\sigma ' - k_{y}^{2}(T,\omega )\) is a loading function, \({{\Phi }_{\omega }} \geqslant 0\) is a liquid phase sintering condition. The functions of the state parameters are also: function \({{k}_{p}}\) is a radius of a yield surface, \({{k}_{T}}\) is a heat conduction coefficient, coefficient \({{k}_{\omega }}\) determines the kinetics of porosity \(\omega \). The spatial tensors of the stress-strain state were used, which are related to the current configuration, \(\nabla \) is spatial differentiation operator. Note that the kinetics of porosity is directly related to the kinetics of bulk plastic deformation [4]:
Expressions for free energy and dissipation rate are maximally simplified. The first and second terms in the expression of free energy express the internal energy of bulk and shear elastic deformations while only volume deformations are considered large, and the deviator of elastic deformations is considered small. The expression of the energy of the volume deformations is usual, it takes into account the temperature deformations of the volumetric expansion-compression (with a coefficient \(\beta \)). The multiplier \({{h}_{1}}\) in the second term leads to a simplified connection between stress deviators and elastic strains, which is characteristic of small strains. The third term expresses the free energy of the active pores, which depends on the porosity and temperature, and is included only when the melting point \(T\) of the matrix material is reached. This member is responsible for the expression for the sintering stress. In a simplified formulation, the terms associated with large deformations of shape change, are omitted, which is acceptable for sintering problems.
The system of constitutive relations obtained by the method of [7] is as follows [8, 9]:
where σ is the Cauchy stress tensor, σ' is the stress deviator, \(p\) is the pressure, \({\mathbf{\varepsilon }}{\kern 1pt} ' = {\mathbf{\varepsilon }} - ({\mathbf{\varepsilon }}:{\mathbf{I}}){\mathbf{I}}/3\) is the strain deviator, \({\mathbf{\varepsilon }}_{p}^{{\mathbf{'}}} = {{{\mathbf{\varepsilon }}}_{p}}{\kern 1pt} - ({{{\mathbf{\varepsilon }}}_{p}}:{\mathbf{I}}){\mathbf{I}}/3\) is the plastic strain deviator, \({{\rho }_{p}}\) is the density of the composite in the unloaded state, \({{\sigma }_{\omega }}\) is the sintering stress.
It is also necessary to add the laws of conservation of mass, momentum and energy
and kinematic relations
We write out a set of functions for which the equations are evolutionary:
Initial conditions are
where \(V\) denotes the spatial domain of the solution with the boundary \(S\).
Boundary conditions have the form
where \({\mathbf{n}}\) is a unit outward normal to the boundary, and the right-hand sides of the boundary conditions are given functions.
3 SOLUTION METHOD
The pressing and sintering processes are quasistatic. Therefore, at each time step, the terms of the balance equations, containing stresses and heat fluxes, were approximated by a two-layer implicit scheme. For the functions sought, the simplest piecewise linear finite element spatial approximation was used. The coefficients of the equations that depend on the unknown functions were determined using the values at the previous time layer. To solve a system of algebraic equations, an iterative conjugate gradient method was used [11]. For its implementation at each iteration, it is required to determine the residuals of algebraic equations. At each iteration, the algorithm of residuals calculating coincides exactly with the algorithm for calculations at the time step according to an explicit two-layer scheme. Therefore, there are no needs in calculation and storage of matrix and right-hand part vector of algebraic equations. So no operations with matrices were carried out. Approaches of nonmatrix computation of solutions using iterations have been known for a long time. Such approaches have become extremely effective due to the conjugate gradient method. The savings in computations are achieved not only in computer memory (only 4N of real numbers are required, where N is the number of unknowns), but also in performance, because the machine accuracy of the solution is achieved already after \(\sqrt N \) iterations. Such an algorithms are described in more detail in [10].
4 NUMERICAL CALCULATION OF PRESSING AND SINTERING IN A NON-HOMOGENEOUS STATE
Consider an example of calculating two-dimensional pressing and sintering processes for the case of a non-homogeneous thermomechanical state. The design scheme of “green body” and the initial grid are shown in Fig. 1. Let at the initial moment of time t = 0 a cylindrical billet of rectangular section consisting of a composite powder is placed in the furnace. Let the left boundary be the axis of symmetry, the right and lower boundaries are immovable, and during time \([0,{{t}_{1}}]\) an external pressure \(p(t)\) acts on a part of the upper boundary that realizes the process of cold pressing. Then, over time \([{{t}_{1}},{{t}_{2}}]\) the load does not work and the compact is unloaded.

(a) Non-homogeneous pressing and sintering process; (b) the history of external influences and the grid.
In the classical theory of plasticity, when the load is removed, the material is instantaneously unloaded and retains its stress-strain state unchanged.
In the used here modified theory of elastoplasticity, the compressibility law describes the viscous behavior of the composite; therefore, the stress relaxation occurs gradually. The material is porous and has the property of irreversible bulk compressibility; the kinetic equation for porosity is connected directly with the equation for bulk plastic deformation and describes the bulk creep. Irreversible changes in porosity and at the same time irreversible growth of bulk plastic deformation are due to two main reasons: pressure (cold pressing) and the action of capillary forces on the surface of pores when the matrix material melts.
In the period of time \([{{t}_{2}},{{t}_{3}}]\) the sample is in the furnace and is sintered. The following times are accepted for calculation: \({{t}_{1}} = 50;{{t}_{2}} = 60;{{t}_{3}} = 180\). For the unit of dimensionless time, the travel time of the elastic longitudinal wave of a unit distance is taken. The length of the side of the square sample was equal \(10\). Heat transfer was not considered in this calculation, and sintering was provided by a predetermined homogeneous heating. The following relation is used for sintering stress:
The history of external pressure p and coefficient \(s{\text{*}}\) is shown in Fig. 1. Material properties were taken as follows:
Figure 2 shows the calculated history of porosity, boundary velocity, and pressure for a moving Lagrangian border node \(x = 0;y = 10\). The distinct pattern of compaction of the material during cold pressing and sintering is clearly visible. Sintering copes with compaction much more efficiently. It is interesting to follow the direction of movement of material at loading and unloading stages (Figs. 3, 4). Velocity fields are shown for four consecutive time points: \(t = 2;\,\,50;\,\,60;\,\,61\).

History of porosity, boundary velocity and pressure.

Velocities at t = 2 and t = 50.

Velocities at t = 60 and t = 61.
The evolution of porosity in the sintering process and the change in the shape of the sintered composite can be seen in Figs. 5 and 6, which shows the isolines of pressure, porosity and plastic work for the two states of the material after pressing and after sintering.

Isolines of pressure, porosity and plastic work after pressing.

Isolines of pressure, porosity and plastic work after sintering.
A comparison of Figs. 5 and 6 gives an idea of the level of compaction of the sample after the completion of the pressing process and about the sintering process, as well as the corresponding distributions of residual stresses and porosity. The level of porosity achieved by sintering is an order of magnitude lower than the level after pressing. However, the residual stresses in the cooled sintered sample are significantly higher than in the cold pressed one. If this level of residual stresses is not desirable, then the problem arises of optimizing the temperature regime during sintering in order to reduce residual stresses.
5 SINTERING OF A TWO-COMPONENT POWDER MASS UNDER THE ACTION OF a ENERGY PULSE
Earlier, in [12, 13], a numerical simulation of the sintering of a two component powder under the action of a high-power laser ray was carried out. In this case, the hard component forms a skeleton through which the molten substance of matrix flows due to the action of gravitational and capillary forces. To describe the flow of a liquid melt in a powder mixture, the linear Darcy law was used. This section presents a solution to the problem of the action of a moving high-energy pulse on a two-component powder material (“laser sintering”) using the model described above.
At the beginning, we formulate a model one-dimensional non-stationary problem for the second phase of sintering under the assumption that the preliminary compaction has already occurred (the first phase is completed).
Let an energy impulse runs with speed v along the precompacted rod of length \(l\) (see Fig. 7). It heats the material of the compacted powder rod above the melting point of the low-melting phase and under the action of capillary forces, the wetted pores collapse (as the pulse passes) and sinter with a decrease in porosity. The simplified coupled system of equations for temperature and porosity in this case has the following form:

Energy impulse running through a layer of compacted powder material.
In the equation for porosity the first term is responsible for cold pressing under the action of pressure p, and the second term is responsible for the hot sintering under the action of capillary forces at a temperature above the melting point of the low-melting phase. We assume that the effect of the sintering stress is much greater than the effect of the pressure (\({{\alpha }_{\omega }}\omega \gg {{\lambda }_{\omega }}p\)) and we have a simplified equation for porosity:
Farther we use dimensionless parameters: length by dividing onto the characteristic size \(l\), velocity onto v, time onto l/v:
The related dimensionless nonlinear system of equations for these variables is
Initial conditions are: \(t = 0:T = {{T}_{0}},\omega = {{\omega }_{0}}.\)
Boundary conditions are: \(t \geqslant 0,x = 0:T = {{T}_{0}}\), \(t \geqslant 0,x = l:T = {{T}_{0}}\).
For the numerical solution of a coupled nonlinear system in temperature-porosity variables, the following simplest difference scheme was used:
For the stability of the scheme it is necessary
where τ is a time step, h is a spatial step. In the calculations, the initial value of porosity was taken \({{\omega }_{0}} = 0.5\), then the stability condition takes the form \(\tau \leqslant {{h}^{2}}/(4\gamma ).\)
It should be borne in mind that with significant changes in porosity, large deformations of particles occur during sintering. To account for these effects, we write the mass conservation law for the grid cell \(\rho \Delta x = {\text{const}}\). From relation \(\rho = {{\rho }_{0}}(1 - \omega )\) it follows:
Thus, when the porosity changes, the Lagrangian grid becomes non-homogeneous, the derivatives in the difference scheme on such a grid were approximated taking this fact into account.
As an example, we present the calculation results for the case of pulse passage with amplitude \({{r}_{0}} = 40\) and width \(\varepsilon = 0.0125\) at a distance x = 0.5, at a speed v = 0.02 for the following values of dimensionless parameters: \(\gamma = 0.05\), \(\beta = 0.5\), \({{T}_{\omega }} = 3{{T}_{0}}\). The shape of the moving pulse is shown in Fig. 8a, the particle compression graph for the sintering mode under consideration is presented in Fig. 8b.

(a) The shape of the running pulse; (b) shrinking cells during sintering.
Figure 9a,b shows graphs of porosity and temperature at a given point in time. Since the temperature at the edges of the powder layer is obviously lower than the melting point, there are always zones of non-sintering on the left and on the right. The pulse amplitude is chosen so that on a substantial part of the layer the temperature exceeds the melting point and, despite the dissipation of heat, leads to a significant decrease in porosity, that is, actually to sintering. We also give the calculation results for the porosity and temperature distributions with a halved decreased pulse velocity v = 0.01 (see Fig. 10a,b).

(a) Porosity distribution; (b) temperature distribution.

(a) Porosity distribution; (b) temperature distribution.
A comparison of the graphs in Figs. 9 and 10 shows the main features of the sintering process. Slow pulse speed leads to better and more homogeneous sintering (with lower, close to zero porosity values) and to higher temperatures achieved during the process. A decrease in the amplitude of a pulse or its too fast motion leads to regimes in which the melting point is not reached and no sintering occurs.
6 CONCLUSIONS
Based on the thermodynamic approach, the constitutive relations for the pressing and sintering models of powder composites are obtained. A kinetic equation for porosity and volumetric plastic strain has been introduced into the conventional theory of elastoplasticity in order to account action of non-thermomechanical capillary compressive sintering stress.
The modification of the conventional theory of elastic-plastic flow is implemented in a computer program for the calculation of elastoplastic media to adapt to sintering processes.
Numerical calculations show the ability of the modified theory of elastoplastic flow to reproduce the main effects of the processes of cold pressing and hot sintering, including the determination of residual porosity, stresses and strains in the compact, as well as its residual form.
The problem of “hot” sintering (the second phase of the process) under the action of a moving energy pulse was solved numerically. The influence of the problem parameters (pulse amplitude and speed, thermal conductivity and heat capacity, geometric linearity/nonlinearity) on sintering the powder material and the distribution of porosity and temperature is estimated.
REFERENCES
R. M. German, P. Suri, and S. J. Park, “Review: liquid phase sintering,” J. Mater. Sci. 44, 1–39 (2009).
E. A. Olevsky, “Theory of sintering: from discrete to continuum,” Mater. Sci. Eng. R 23, 41–100 (1998).
Yu. A. Gosteev and A. V. Fedorov, “Mathematical modeling of sintering ultrafine powder,” Fiz. Goreniia Vzryva 40 (2), 42–44 (2004).
V. V. Skorokhod, Rheological Theory of Sintering (Naukova Dumka, Kiev, 1972) [in Russian].
V. A. Zhornik and Yu. A. Prokopenko, “Simulation of sintering processes of powder coatings under thermal and mechanical stress,” Vestn. TGTU 16 (1), 59–66 (2010).
J. Hermandes, J. Oliver, J. C. Cante, and R. Weyler, “Numerical modeling of crack formation in powder forming processes,” Int. J. Solids Struct. 48, 292–316 (2011).
N. G. Burago, A. I. Glushko, and A. N. Kovshov, “Thermodynamic method of obtaining the governing equations for models of continuous media,” Izv. Akad. Nauk, Mekh. Tverd. Tela, No. 6, 4–15 (2000).
N. G. Burago and I. S. Nikitin, “Simulation of sintering using plasticity theory,” Inzh. Zh.: Nauka Innov., No. 8 (2013). http://engjournal.ru/catalog/mathmodel/hidden/883.html.
N. G. Burago and I. S. Nikitin, “Continuous model of pressing and sintering powder materials,” in Proceedings of the 10th All-Russian Conference on the Mechanics of a Deformable Solid, Sept. 18–22, 2017, Samara, Russia (SamGTU, Samara, 2017), Vol. 1, pp. 91–94.
N. G. Burago, I. S. Nikitin, and V. L. Yakushev, “Hybrid numerical method for unsteady problems of continuum mechanics using arbitrary moving adaptive overlap grids,” Comput. Math. Math. Phys. 56, 1065–1074 (2016).
M. R. Hestenes and E. Stiefel, “Method of conjugate gradients for solving linear systems,” NBS J., No. 49, 409–436 (1952).
V. G. Niziev, A. V. Koldoba, F. Kh. Mirzade, V. Ya. Panchenko, Yu. A. Poveschenko, and M. V. Popov, “Numerical modeling of laser sintering of two-component powder mixtures,” Math. Models Comput. Simul. 3, 723–731 (2011).
A. V. Koldoba, Yu. A. Poveschenko, M. V. Popov, G. V. Ustiugova, and V. M. Chechenkin, “Mathematical modeling of laser sintering of two-component powder mixtures,” KIAM Preprint No. 38 (Keldysh Inst. Appl. Math., Moscow, 2009).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Burago, N.G., Nikitin, I.S. Mathematical Model and Algorithm for Calculating Pressing and Sintering. Math Models Comput Simul 11, 731–739 (2019). https://doi.org/10.1134/S2070048219050065
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1134/S2070048219050065