
Abstract
Roof bolter canopy air curtains (CACs) are gaining acceptance as a respirable dust control device that can provide roof bolter operators with protection from overexposure to respirable coal mine dust. Both lab and field studies on the effectiveness of roof bolter CACs have been published. Field studies have shown the effectiveness to be variable. However, in all previous field studies, none has been conducted when the roof bolting machine operates downwind of the continuous miner (CM)—a scenario for which the CAC was designed to provide respirable dust control. This study, performed by researchers from the National Institute for Occupational Safety and Health (NIOSH), was conducted to test a CAC on a roof bolter machine operating downwind of the CM. The results of testing demonstrated that the roof bolter CAC can effectively provide respirable dust protection for roof bolter operators with dust control efficiencies ranging from 11 to 40%.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
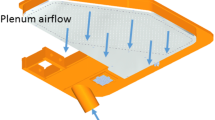
The roof bolter canopy air curtain (CAC) is integrated into the roof bolter canopy under which the bolter operator works when bolting a 6.1- to 12.2-m entry. The CAC provides filtered air, blown over the operator, through a plenum built into the roof bolter canopy. This filtered air serves as a curtain which is designed to protect the operator from elevated respirable dust levels by providing the filtered air to the operator and by redirecting contaminated ventilation airflow away from the bolter operator’s breathing zone.
Roof bolter CACs have been tested in the lab to determine their dust control efficiencies. Only recently has testing of the CAC in the field occurred. During initial field testing by NIOSH researchers in 2011, the reductions in respirable coal mine dust concentrations compared the operator under the CAC with an operator underneath an unmodified canopy. The reductions while using the CAC were 53% and 35% at the two roof bolter locations measured. No additional data was obtained due to maintenance issues of the CAC [1].
A second round of field testing was completed by NIOSH researchers in 2016. The testing compared the respirable coal dust concentration at the roof bolter operator location under the CAC with a concentration obtained from an area sampling location at the rear of the bolter. The results showed reductions ranging from - 150 to 52%. The negative percent reduction represents an increase in respirable coal mine dust concentration at the roof bolter location. However, the concentrations at the roof bolter operator locations ranged from 0.036 to 0.424 mg/m3, which were very low concentrations. There were several issues which contributed to negative dust control efficiencies, including improper placement of samplers, movement of the operator in and out of the protection zone, large distances between CAC plenum and top of the roof bolter’s hard hat (large distances reduce the ability of the CAC to provide protection), and low dust concentrations encountered at the site [2].
Additional analysis of this second round of testing was conducted by comparing readings from samplers located directly underneath the CAC plenum and above the roof bolter operator with the sampling location at the rear of the roof bolter. Through this analysis, the CAC demonstrated respirable coal mine dust reductions ranging from 40 to 91% [2]. This analysis represented a theoretical maximum protection when using the CAC. However, during this second round of testing, the roof bolter never operated downwind of the continuous miner (CM).
A third round of testing was completed later in 2016. The issues encountered previously were addressed during this testing, except for operator movement and the issue with low concentrations. Comparing the roof bolter operator samplers with a sampler located between the two roof bolter operators (left and right) yielded reductions ranging from 3 to 60% [3]. Comparing the TWA concentration of samplers located directly underneath the CAC plenum and above the roof bolter with the sampling location at the middle of the roof bolter between the two operators, the CAC demonstrated respirable coal mine dust reductions ranging from 30 to 79% [3]. Again, this analysis represented a theoretical maximum protection when using the CAC. Also, during this third round of testing, the roof bolter never operated downwind of the CM. Consequently, the dust measurements that were recorded in this test also had very low respirable coal dust concentrations. Therefore, the potential protection for roof bolter operators using the CAC while working in high dust concentrations or downwind of the continuous miner has not been documented.
It is very difficult to obtain data for the roof bolter operators’ CAC when downwind of the continuous miner. The main reason is the fact that the Mine Safety and Health Administration (MSHA) limits roof bolter operation downwind of the continuous miner to one time per shift, if it is allowed at all. Timing is another reason. During NIOSH field studies evaluating the roof bolter CAC, either the roof bolter never operated downwind of the continuous miner or the action occurred while the NIOSH team was preparing to conduct the study. Recently, a mine site expressed interest in conducting testing downwind of the CM in order to document the protection provided by the CAC.
2 Field Testing
The roof bolter CAC was tested at the mine site to determine the ability of the CAC to protect the roof bolters from respirable coal mine dust overexposures while bolting downwind of the CM. Testing was conducted on a roof bolter equipped with the CAC for both bolter operators and when the bolter operated downwind of the continuous miner. During operation, the mine section followed their ventilation plan, using blowing face ventilation. The mine sections operated using 12.2-m CM cuts. The ventilation plan specified that a minimum air quantity of 3.30 m3/s and a maximum allowable line curtain distance of 13.7 m be maintained. During roof bolting, the minimum air quantity specified was 1.42 m3/s, and the line curtain was required to be maintained not more than 1.5 m from the rear bumper of the roof bolter machine. The roof bolter operators working downwind of the CM were limited to 24.4 m of coal production per shift per mechanized mining unit.
The ventilation data obtained during the testing is shown in Tables 1 and 2. Table 1 presents the ventilation information for the roof bolter entries, and Table 2 presents the ventilation information for the CM entries. Italicized entries in Table 1 represent a “normal” entry where the roof bolter operator works in an entry with the blowing face ventilation setup and the continuous miner is upwind. Boldface entries in the table represent the roof bolter machine is upwind of the continuous miner. Bold italics represent the roof bolter machine operating in an open crosscut where the ventilation airflow flows into the crosscut from the back of the roof bolter machine and exits the crosscut beyond the front of the bolter. In these crosscuts in orange, the roof bolting occurred downwind of the miner.
3 Dust Sampling Method
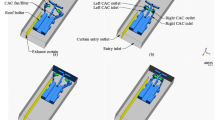
The sampling layout is shown in Fig. 1. A combination of Continuous Personal Dust Monitors (CPDM) (Fig. 2), Personal Data Ram 1000s (pDR), and gravimetric samplers was used for testing the CAC for respirable dust control. Gravimetric samplers consisted of Escort ELF pumps, Dorr-Oliver Cyclones, and 37-mm filters in coal cassettes. Each roof bolter operator wore a CPDM, and their locations are represented by green markers in Figure 1. The roof bolter operators also wore a pDR. In addition, two NIOSH researchers who were located behind the roof bolter machine each wore a CPDM and a pDR and are represented by the yellow markers. These NIOSH researchers always positioned themselves behind a roof bolter operator at the end of the roof bolter (i.e., one NIOSH researcher positioned himself behind the left roof bolter, while the other positioned himself behind the right roof bolter). The CM operator also wore a CPDM as did the two NIOSH researchers accompanying him (not shown).

A schematic showing the sampling locations in a blowing face ventilation system. In this example, the roof bolter is downwind of the continuous miner (not to scale)

A CPDM 3700 respirable dust sampler
Other locations were sampled differently using sampling packages made up of one pDR in conjunction with two gravimetric samplers (Fig. 3). These were used for the intake (blue markers) and return (red markers) samplers which were placed in their respective locations as shown in Fig. 1. Additionally, several of these sampling packages (black markers in Fig. 1) were placed on the roof bolter near the operators, but outside the zone of influence of the CAC.

A typical sampling package consisting of a pDR and two gravimetric samplers. This package is typically hung from a roof bolt
4 Test Procedure
Testing was completed at three different sections, each containing 14 entries using split or fishtail ventilation, with the intake in entries 8, 9, and 10. Return entries were #1, #2, #3, #4, #11, #12, #13, and #14. Figure 4 shows the typical 14-entry section. Testing occurred over 4 days, which was comprised of full-shift testing or more, except for day four which was approximately a half shift. It should be noted that the sample results of this study cannot be used for compliance sampling because the CPDMs were not prepared by MSHA-certified technicians, and the samples are not full-shift samples from a single location.

Typical 14-entry section layout (not to scale)
The objective of the field study was to obtain respirable coal mine dust data for the roof bolting machine with the canopy air curtain operating as it operates downwind of the CM and compares the dust levels with unprotected samples. Attempts were made to obtain data for as many places downwind of the continuous miner as possible, which was accomplished by moving from section to section to conduct the sampling. For example, at the start of the shift, NIOSH researchers traveled to a section where the roof bolter was planned to operate downwind of the miner. Once this roof bolter completed its task downwind of the miner, the NIOSH researchers then collected all samplers and traveled to the next section where that roof bolter was planned to operate downwind of the miner. However, during testing, only two locations were able to be obtained for testing per day. However, August 22 was an exception, where three locations were obtained.
During the study, the air velocity from the plenum was measured to ensure effective operation of the canopy air curtain. Table 3 shows the air velocity measurements from the plenum. These measurements were taken using a vane anemometer to measure the airflow under each bolter plenum. Measurements were not obtained on August 23.
NIOSH researchers performed time studies of the CM and the roof bolter. Two persons were stationed at the CM who measured ventilation airflow and documented continuous miner cut times. Two persons were located at the roof bolter to conduct the time studies for each roof bolter operator—documenting when they were in/out of canopy protection zone.
5 Evaluation
The evaluation of data is conducted by reviewing results through two methods: analyzing instantaneous data when the cuts and bolting actually occurred and analyzing the time-weighted-average (TWA) results for each day of the study. The instantaneous analysis is provided for information purposes to determine CAC operating dust reductions. The TWA analysis results would provide the best information for showing bolter operator dust exposure during each day of the study.
5.1 Instantaneous Results
Instantaneous results were obtained by one of two methods dependent upon which sampler was used: the pDR-1000 or the CPDM.
CM intake and return dust concentrations were measured using the pDR-1000 and gravimetric samplers. The average concentrations for each cut were calculated based on the time of the cut. The instantaneous concentrations recorded at 5-s intervals by the pDR-1000 required correction of the gravimetric concentration. This correction is required of all dust concentrations obtained using light-scattering instruments [4], and the procedure has been well-documented [2, 5]. The corrected concentrations were used in all subsequent analyses for individual cuts.
Dust concentrations at the roof bolter locations were measured using the CPDM, but a different method of calculating the average concentration per cut is required. The CPDM measures concentrations based upon mass. Therefore, no correction is required of the dust concentrations. The CPDM is a quasi-instantaneous dust measurement device that records at the cumulative mass of respirable dust collected in 1-min intervals. NIOSH is able to download the data and evaluate the mass collected throughout the shift. To calculate the dust concentrations of a specific time interval, the cumulative mass at the beginning of the time interval and at the end of the time interval are used. The following equation is used to calculate the respirable dust concentration:
where
- Conc. :
-
= the concentration (mg/m3);
- Mass2 :
-
= the cumulative mass recorded at end time of time interval (mg);
- Mass1 :
-
= the cumulative mass recorded at begin time of time interval (mg);
- 2.2 :
-
= flowrate of the CPDM (lpm);
- TimeInt :
-
= the total time of the time interval from beginning to ending (minutes);
This method was used in the analyses where the CPDM was used to measure dust concentrations. A disadvantage using the CPDM for instantaneous analysis is the 1-min recording interval. Dust concentrations of time study activities being evaluated using the CPDM can only be assessed to the nearest minute. The advantage of the CPDM is that it is a mass-based sampler. Therefore, no calibration is required to conduct comparisons among different samplers as with the pDR-1000.
The results of the continuous miner cuts were analyzed to show the average respirable coal mine dust concentration of the CM intake and return areas of the individual cuts. These results were calculated using instantaneous data from the pDR-1000, corrected with the corresponding gravimetric data.
Analyzing the results in Table 4, the average continuous miner cuts were approximately 30 min in duration with the longest being 52 min and the shortest 14 min. The highest respirable dust concentration in the return from cutting was 2.690 mg/m3 with the lowest being 0.444 mg/m3. There were no high concentrations (> 4.00 mg/m3) as have been documented in previous studies conducted at other mines [6, 7]. This data provides an indication of the amount of coal mine respirable dust that could potentially reach the downwind roof bolters.
Table 5 shows the average respirable coal mine dust concentrations, using CPDM data, for the roof bolter operators and NIOSH researcher locations. The roof bolter intake was calculated using instantaneous pDR-1000 data. Again, italicized entries in the table represent a “normal” entry as previously defined. Boldface entries in the table represent the bolter is upwind of the continuous miner. Bold italics represent the bolter operating in the open crosscut. It should be noted that during the Aug 23rd entry 2 and Aug 24th entry 8 right, the continuous miner did not operate in these bolting locations. These are recorded as upwind of the continuous miner, even though it did not operate. Figures depicting these two locations are not included in Section 5.2.
The results in Table 5 only evaluate the times that the roof bolter operators were operating the roof bolter machine, which represent the times that the operator should be underneath the CAC. The percent reductions in Table 5 were calculated using the following equation:
where
- % reduction :
-
= the reduction of respirable coal mine dust exposure to the roof bolter by using the canopy air curtain (%);
- avg left and right bolter :
-
= the average of the concentrations of the left and right roof bolter operators (mg/m3);
- avg NIOSH A & B :
-
= the average of the concentrations of NIOSH researcher A and B (mg/m3).
In reviewing Table 5, the use of the canopy air curtain reduced respirable coal mine dust exposure to the roof bolter operators ranging from 11 to 40%. Aug 24th was an exception where the reduction was approximately - 74% when bolting in entry 8 right. Because the reduction was negative, it represents an increase in exposure as seen in the table. Once the roof bolters completed their roof bolting on this day, the JH Fletcher representative found that the canopy air curtains were being operated at their lowest setting with the air supply valve throttled down. This explains the reason for the lower plenum air velocities on this day. The canopy air curtain was not providing the protection for respirable dust exposure due to the bolter operators setting the canopy air curtain flow at a low level. Another possible reason for the reduction of - 74% was that the bolter machine was in an entry upwind of the CM, and the dust concentrations were very low. A prior study showed that there can be difficulty achieving reductions with the CAC in low concentrations [2]. Additionally, the reduction when bolting in entry 10 right was low (5.8%). Higher respirable dust concentrations were encountered in this entry. Even with the CAC set on low, it provided some amount of protection, although low, from respirable coal mine dust. Therefore, Aug 24th results are an exception to normal operating conditions of the canopy air curtain.
Another exception is on Aug 25th for roof bolting entry 13 right. The right roof bolter concentration was 0.18 mg/m3, which is much lower than the left roof bolter concentration of 0.89 mg/m3. The calculations and data for the 0.18 mg/m3 concentration were double-checked to ensure accuracy. If this data point is omitted, then the canopy air curtain reduction for this cut is - 3%. However, in reviewing all the entry right crosscuts, the right bolter operator concentration is always less than the left bolter operator. In Table 5, the right bolter concentration is 44% (entry 11 right), 40% (entry 8 right), and 7% (entry 11 right) lower than the left bolter concentration. It is not understood what phenomenon is causing this effect, but it seems consistent throughout this study. Although, 0.18 mg/m3 compared with 0.89 mg/m3 is 80% lower, it was left in the calculations as is.
The results in Table 5 demonstrate that the canopy air curtain can provide protection for roof bolter operator exposures to respirable coal mine dust.
5.2 Locations
Figures 5, 6, 7, 8, 9, 10, 11, and 12 show the locations of the roof bolter and the continuous miner during operations in the study.

Location of roof bolter downwind of continuous miner on Aug 22nd. First cut with roof bolter in entry 1 and miner in entry 4. Section 2nd Main East 2nd Main North (not to scale)

Location of roof bolter with respect to continuous miner on Aug 22nd. Second cut with roof bolter in entry 4 left and miner in entry 7 right. Section 2nd Main East 2nd Main North (not to scale)

Location of roof bolter downwind of continuous miner on Aug 22nd. Third cut with roof bolter in entry 11 right x-cut 75 and miner in entry 11. Section 2nd Main East 2nd Main North (not to scale)

Location of roof bolter downwind of continuous miner on Aug 23rd. Second cut with roof bolter in entry 1 and miner in entry 5 left. Section 1st Main East 1st South (not to scale)

Location of roof bolter downwind of continuous miner on Aug 24th. Second cut with roof bolter in entry 10 right x-cut 1 + 80 and miner in entry 9. Section 1st Main East 1st North (not to scale)

Location of roof bolter downwind of continuous miner on Aug 24th. Third cut with roof bolter in entry 10 right x-cut 1 + 80 and miner in entry 10. Section 1st Main East 1st North (not to scale)

Location of roof bolter downwind of continuous miner on Aug 25th. First cut with roof bolter in entry 13 right x-cut 1 + 80 and miner in entry 10. Section 1st Main East 1st South (not to scale)

Location of roof bolter downwind of continuous miner on Aug 25th. Second cut with roof bolter in entry 13 right x-cut 101 and miner in entry 11. Section 1st Main East 1st South (not to scale)
5.3 TWA Analysis
Evaluation of TWA dust concentration measurements was conducted. The following tables show the information for the continuous miner locations.
Table 6 shows the TWA concentration of dust generated from the continuous miner for the entire time the study was conducted during each day. These results are the dust concentrations calculated from the gravimetric filters in the CM intake and CM return. Sampling times are shorter than CPDM times due to gravimetric samplers not being started until the CM started cutting coal in the section. The table shows that the return concentrations from the miner ranged from 0.218 to 0.825 mg/m3.
Table 7 shows the TWA respirable coal mine dust concentrations for the continuous miner operator and the NIOSH researchers who wore the CPDMs. The table shows that the continuous miner operator and NIOSH researchers were able to remain in locations to avoid high exposures to the respirable coal mine dust generated during cutting operations. There were several issues with the CPDMs on Aug 24th and Aug 25th. On Aug 24th, the CPDMs, denoted, quit working due to battery failure. On Aug 25th, the data from the CPDM of the continuous miner and NIOSH Researcher C was lost.
Table 8 displays the TWA concentration of respirable coal mine dust measured at the roof bolter intake and return for the entire time the study was conducted during each day. These results are the dust concentrations calculated from the gravimetric filters in the roof bolter intake and roof bolter return. Sampling times are shorter than CPDM times due to gravimetric samplers not being started until the roof bolter started bolting the entry. The intake concentrations from the roof bolter averaged 0.496 mg/m3, with the return concentrations averaging 0.577 mg/m3.
Table 9 shows the CPDM TWA respirable coal mine dust concentrations of the roof bolters with the CPDM TWA concentrations of the NIOSH researchers, who were stationed outside the canopy air curtain behind the roof bolter. The bolter CPDMs and NIOSH researcher CPDMs are comparable. Both were started at the same time and generally followed each other (i.e., the bolter CPDMs were always in the same general vicinity as the NIOSH researcher CPDM). The only exception is Aug 22 where the CPDMs were outfitted on two different crews. The NIOSH researchers generally followed crew A until the second cut. Then, the NIOSH researchers moved to crew B. Crew A continued working with their CPDMs, but it is not known the tasks that they completed after the 2nd cut. Conversely, crew B worked with their CPDMs throughout the day, but it is not known the tasks that they completed before NIOSH arrived after the 2nd cut of crew A. However, using the CPDM allowed a review of the data to isolate similar time frames to permit comparison of dust concentrations. On the other days, the NIOSH researchers always gathered the bolter CPDMs when moving to a new crew. Therefore, on the other days, the bolter CPDMs were always within the observational distance of the NIOSH researchers.
The comparisons show that the NIOSH research CPDMs recorded higher respirable dust concentrations than were measured at the roof bolter CPDMs. The lower concentrations are attributable to the use of the canopy air curtain while bolting. The range of respirable dust reductions was 12 to 39%. The average roof bolter CPDM concentration was 0.46 mg/m3 (both left and right) over the entire sampling period (excluding the Aug 25 measurement due to a shorter sampling time). The average NIOSH researcher CPDM concentration was 0.56 mg/m3. The results comparing the average bolter concentration to the average research concentration show that the data are statistically significant at 90% using the t test. The left and right roof bolter respirable coal mine dust reductions provided by the canopy air curtain ranged from 6 to 39% for the left bolter and ranged from 11 to 39% for the right bolter.
6 Summary and Conclusions
The objective of this study was to obtain as much information as possible of the respirable coal mine dust concentrations surrounding and underneath the CAC when the roof bolter machine is operating downwind of the continuous miner. Methods of evaluating the results were conducted two ways, using instantaneous data and TWA data of the shift. Again, it is reiterated that these results cannot be used for compliance sampling. Out of the 8 bolting locations sampled, 6 were downwind of the CM and four of those were in open crosscuts which are a special case due to the higher ventilation airflow quantities encountered.
The evaluation using the CPDM instantaneous concentrations of only the times when the roof bolter machine was operating demonstrated that during roof bolting operations, the respirable coal mine dust concentrations of the roof bolter operators were generally lower than those of NIOSH researchers who tailed the roof bolter operators. The roof bolter operators worked underneath the canopy air curtain, while the NIOSH researchers were close by outside the canopy air curtain (generally at the end of the roof bolter machine). The dust concentration reductions attributable to using the canopy air curtain ranged from 11 to 40% (Table 5). In reviewing the roof bolter and continuous miner locations (Figs. 5, 6, 7, 8, 9, 10, 11, and 12), lower percent reductions seemed to be related to large downwind distances between the roof bolter and continuous miner. There was an exception, such as on the third day (Aug 24) where the dust concentration percent reduction was negative, approximately - 74% exhibiting an increase in the dust concentrations at the roof bolter operator position. Further investigation revealed that on that day (Aug 24), the canopy air curtain’s airflow velocity was set lower as the roof bolter operators had adjusted the canopy air curtain airflow velocity to be on the lowest setting. Therefore, the canopy air curtain was not providing sufficient protection due to the low-velocity setting. Additionally, this location encountered lower respirable dust concentrations as it was not downwind of the CM. This illustrates the importance of the CAC maintenance and operation to ensure it is a protective tool to reduce bolter operator dust exposures. This evaluation of instantaneous respirable coal mine dust concentrations demonstrates that the canopy air curtain can be an effective dust control device for the roof bolter operator.
An evaluation was conducted using CPDM TWA concentration data. Table 9 presents the results of the CPDM TWA data, comparing roof bolter operator concentrations to those of the NIOSH researchers who were close by outside the protection of the canopy air curtain. Again, the roof bolter operator respirable coal mine dust concentrations were lower than those of the NIOSH researchers. These lower concentrations are attributable to the protection provided by the canopy air curtain, which provided percent reductions of respirable dust concentrations ranging from 12 to 39%. Even the third day, Aug 24, where the canopy air curtain was set to provide low airflow velocity, had a positive percent reduction of approximately 12%. This percent reduction may be due to the CPDM being relocated to areas of lower respirable dust concentrations, in addition to the protection provided by the CAC. From Table 9, the average roof bolter CPDM concentration during the study ranged from 0.43 to 0.48 mg/m3 over the entire shift (excluding the Aug 25 measurement due to a shorter shift time). The average NIOSH researcher CPDM concentration ranged from 0.53 to 0.61 mg/m3. These respirable dust concentrations are well below the current respirable dust limit of 1.5 mg/m3 [8].
Although this analysis was limited, only obtaining data from 4 days where 6 roof bolter locations worked downwind of the miner, it illustrates the potential of the CAC system to provide roof bolter operators with additional protection from respirable coal mine dust. Additionally, the respirable dust concentrations encountered were low, with the highest CM TWA gravimetric concentration being 0.825 mg/m3. The CAC has not been evaluated in the field in high respirable dust environments. Additional field studies evaluating the CAC in harsh respirable dust environments downwind of the CM that have been encountered in past studies should be conducted to evaluate the CAC’s full potential for respirable dust control.
Data Availability
Not Applicable.
References
Listak JM, Beck TW (2012) Development of a canopy air curtain to reduce roof bolters’ dust exposure. Min Eng 64(7):72–79
Reed WR, Klima S, Shahan M, Ross GJH, Singh K, Cross R, Grounds T (2019a) A field study of a roof bolter canopy air curtain (2nd generation) for respirable coal mine dust control. Int J Min Sci Technol 29:711–720. https://doi.org/10.1016/j.ijmst.2019.02.005
Reed WR, Shahan M, Klima S, Ross G, Singh K, Cross R, Grounds T (2019b) Field study results of a 3rd generation roof bolter canopy air curtain for respirable coal mine dust control. Accepted for publication. Int J Coal Sci Technol 7:79–87. https://doi.org/10.1007/s40789-019-00280-5
USBM (1984) Performance evaluation of a real-time aerosol monitor. By Williams KL, Timko RJ. Pittsburgh: U.S. Dept. of the Interior, U.S. Bureau of Mines (USBM), Information Circular 8968.
Reed WR, Potts JD, Cecala AB, Archer WJ (2013) Use of the 1500-pDR for gravimetric respirable dust measurements at mines. Trans Soc Min Metall Explor 332(May 2012):514–520
NIOSH (2011) Evaluation of face dust concentrations at mines using deep-cutting practices. By Potts, J. Drew, W.R. Reed, and J.F. Colinet. NIOSH Report of Investigations 9680, Pittsburgh, PA: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2011-131.
NIOSH (2013) Impact on respirable dust levels when operating a flooded-bed scrubber in 20-foot cuts. By Colinet, J.F., Reed, W.R., and Potts, J. Drew. NIOSH Report of Investigations 9693, Pittsburgh, PA: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2014-105.
Mine Safety and Health Administration (2015) Title 30 of the Code of Federal Regulations (30 CFR), Chapter I, Subchapter O, Part 70, Subpart B, 70.100 Respirable dust standards, U.S. Department of Labor, U.S. Government Printing Office, Office of the Federal Register, Washington, DC.
Author information
Authors and Affiliations
Contributions
Not Applicable.
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that there is no conflict of interest.
Disclaimer
The findings and conclusions in this paper are those of the authors and do not necessarily represent the official position of the National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention. Mention of any company or product does not constitute endorsement by NIOSH.
Code Availability
Not Applicable.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Reed, W.R., Shahan, M., Gangrade, V. et al. Field Testing of Roof Bolter Canopy Air Curtain Operating Downwind of the Continuous Miner. Mining, Metallurgy & Exploration 38, 581–592 (2021). https://doi.org/10.1007/s42461-020-00319-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42461-020-00319-1