
Abstract
A recent study conducted by the National Institute for Occupational Safety and Health (NIOSH) evaluated the roof bolter canopy air curtain (CAC) system in a blowing face ventilation system, demonstrating its effectiveness and illustrating the CAC protection zones. This study evaluates the roof bolter machine CAC while operating in an exhausting face ventilation system. This study considers two similar locations to allow comparison with the previous blowing face ventilation (Zheng et al., Min Metal Explor 36(6):1115–1126, (2019)) study: (1) a roof bolter machine bolting the roof at 20 ft (6.1 m) from the face and (2) a roof bolting machine bolting at 4 ft (1.2 m) from the face. The environment introduces 6.0 mg/m3 of respirable dust to represent the roof bolting machine operating downstream of the continuous miner. However, the exhausting face ventilation uses an exhaust curtain with 9000 cfm (4.25 m3/s) of air. Two roof bolter machine working positions are simulated with the use of dual drill heads in the inward position for two inside bolts and in the outward position for two outside bolts. The influence of the CAC on airflows and dust dispersion is evaluated with the CAC operating at 250 cfm (0.12 m3/s) with dust reductions ranging from 39.5 to 82.8%. When the roof bolter machine operated close to the face, increasing CAC airflow was required for adequate protection since the dust reductions can be as low as 39.5%. Additional CAC airflows of 350 cfm (0.17 m3/s) and 450 cfm (0.21 m3/s) were evaluated and demonstrated that dust reductions increased to 59.7% (350 cfm) and 72.0% (450 cfm) for the worst location where the roof bolter operators located.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The roof bolting operation is conducted after the continuous miner cuts a new entry or crosscut. Occasionally, a situation occurs where the roof bolter machine may need to operate downwind of the continuous miner. The Mine Safety and Health Administration (MSHA) limits roof bolting downwind of the continuous miner to one place per shift, if it is allowed by MSHA. Roof bolting downwind of the continuous miner is hazardous to miner health because the respirable dust generated from the continuous miner will travel to the bolter operation, and the concentrations can be substantially high—up to 7 mg/m3 with the scrubber on or higher with the scrubber off [6].
Exposures to high concentrations of respirable dust can result in the development of coal workers’ pneumoconiosis (CWP) or black lung. CWP is an occupational respiratory disease that has no cure and may ultimately be fatal [1]. In an effort to eliminate the incidence of CWP, MSHA promulgated a ruling effective in August 2016 to reduce the respirable coal mine dust standard from 2.0 to 1.5 mg/m3 for a full working shift [25]. If the respirable coal mine dust contains more than 5% silica, the applicable respirable dust standard is reduced and is calculated as 10 divided by the percent quartz present [26] so that the effective exposure limit for respirable quartz is 0.1 mg/m3 for a full working shift. Additionally, the new law mandates that the continuous personal dust monitor (CPDM) be used for operator underground coal mine sampling [25,26,27].
With MSHA claiming that the use of the CPDM has resulted in 99% compliance with the respirable dust standard [16], it is doubtful that a review of the overexposures in the MSHA respirable coal mine dust sample database can be used as a tool for determining problem occupations as has been used in the past. X-ray surveillance data may provide a better alternative. Previous reporting has identified CWP clusters in Kentucky (60 miners) [3] and Virginia (416 miners) [4]. These clusters correspond to the hotspot areas of Southern Appalachia reported in 2005 [2, 18].
Another study reviewed radiographs from the Coal Workers’ Health Surveillance Program (CWHSP) from 1980 to 2018. The data from this review shows that the percentage of miners in Central Appalachia with r-type opacities has increased from less than 0.5% in 1980 to over 2.0% in 2010. The r-type opacities are small, rounded opacities ranging from 3 to 10-mm diameter, and are associated with silicosis [11]. The percentage of r-type opacities in Central Appalachia is associated with silicosis, which may associate the increases in CWP to increases in silicosis in Central Appalachia miners. To provide further evidence of the CWP link to silicosis, a recent study conducted lung biopsies in miners with rapid progressive pneumoconiosis and progressive massive fibrosis. The results indicated that lung pathology was associated with accelerated silicosis and mixed-dust pneumoconiosis [5]. This information shows that improving dust controls at underground coal mines is a necessity.
Respirable dust generated from roof bolting operations has been documented from (1) insufficient maintenance of the roof bolter collection system, (2) improper cleaning of the dust collection system, and (3) working downwind of the continuous miner [10]. This respirable dust can contain high percentages of silica. Roof bolting machine dust collection systems, which are vacuum dust collection systems, are effective in capturing bolter-generated dust during bolting if operated and maintained properly [6, 19]. However, when working downwind of an operating continuous miner, roof bolter operators can be exposed to air contaminated by respirable coal and quartz dusts [12].
To lower respirable dust levels from working downwind of the continuous miner, the use of canopy air curtain (CAC) systems as an engineering control method has been developed. Descriptions of the operation of CAC systems and their effectiveness have been documented in prior studies [8,9,10, 13, 14, 20, 22, 23]. There were concerns that the roof bolter CAC may interfere with the face ventilation systems in use at the roof bolting faces during operation. This study is part of an evaluation of the effects of the roof bolter CAC on face ventilation.
In a previous study, a CAC was modeled underneath the roof bolter canopy in a blowing curtain ventilation face downstream of a continuous miner, and no negative impacts were documented on face ventilation from the downward CAC airflow [29]. The face ventilation airflow condition was 3000 cfm (1.42 m3/s) with a consistent dust concentration of 6.0 mg/m3, representing the respirable dust potentially encountered when operating downwind of the continuous miner.
In this study, an exhaust curtain ventilation face is investigated downstream of some mining activities that provide a consistent dust concentration of 6.0 mg/m3. For the ventilation rate, however, the federal regulation [27] requires that the mean entry air velocity shall be at least 60 ft per minute, reaching each working face where coal is being cut, mined, drilled for blasting, or loaded, and to any other working places as required in the approved ventilation plan. Therefore, in this study, the quantity of airflow is increased to 9000 cfm (4.25 m3/s) of face ventilation. The dust control reduction efficiency was evaluated for various locations in the planes below the CAC canopy.
2 Problem and Research Method
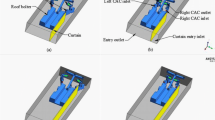
The cases in this study are similar to the cases in a previous study which evaluated the roof bolter CAC impact on blowing face ventilation [29]. The similarity is intentional to allow comparison of the results in blowing and exhausting face ventilation systems. The cases were proposed using a dual-head roof bolting machine, which is incorporated in the geometric model. Figure 1 shows an entry with a roof bolter machine at two spots in ANSYS, a computational fluid dynamics (CFD) program package used in this study. The entry is 20 ft (6.1 m) in width, 7 ft. (2.1 m) in height, and 52.5 ft (16.0 m) in length. A 4 ft (1.2 m) wide exhaust curtain is installed on the left side of the roof bolter machine. The filtered inlet of the CAC fan was measured as 8 in × 14 in (20.3 cm × 30.5 cm), and the CAC air outlet was assumed as a 2 ft × 2 ft (61.0 cm × 61.0 cm) square plane with uniform fresh airflow from the CAC plenum outlet to the bolter operator underneath as shown in Fig. 1.

Roof bolter operation scenarios with built-in canopy air curtain in an entry with an exhaust curtain: a bolting operation for outside bolts; b bolting operation for inside bolts; c bolting operation for outside bolts with bolter advanced to face; and d bolting operation for inside bolts with bolter advanced to face
In the top two cases (a) and (b) of Fig. 1, the roof bolter machine starts to secure the unsupported roof with the bolts at about 20 ft (6.1 m) from the face. In Fig. 1a, the bolting machine begins to drill and bolt the outside two holes 4 ft (1.2 m) away from the left and right ribs. In Fig. 1b, the bolting machine works on the inside two holes 4 ft (1.2 m) apart and from the outside two holes at the same row of bolts. The exhaust curtain is about 30 ft (9.1 m) outby the face.
The bottom two cases (c) and (d) in Fig. 1 show the scenario in which the bolting machine installs the last row of bolts closest to the face. The exhaust curtain is at 10 ft. (3.0 m) away from the face. In Fig. 1c, the roof bolter machine is working at the two outside holes, and in Fig. 1d, the bolter machine is securing the two inside holes.
In Fig. 2, the bolting operation pattern is shown as viewed from roof toward the floor, which has a four-bolt-per-row pattern for the bolt placement. In this study, the bolting locations are defined as the two outside bolts and two inside bolts. At the start of the bolting operation, the bolter operators drill either the inside or outside two holes at the start of the face and will bolt the roof row by row toward the first row to the face.

Roof bolting machine operation pattern with 4-ft (1.2-m) × 4-ft (1.2-m) spacing in an exhaust curtain face
2.1 CFD Configurations
The program ANSYS Fluent performed the simulation in this study. It is a widely used CFD software to model flow, turbulence, and reactions for industrial applications. The geometric space shown in Fig. 1 was meshed with a finer mesh around the roof bolting machine at the location of the operators to provide accurate results. To study the airflow and dust distribution in the mining face area, a species transport model without reactions was selected, in which dust is considered as a gas (CO2) instead of small particles. With the same treatment, a previous study agreed well with the laboratory data [28]. Table 1 includes all the cases in the research of the current study.
Figure 1 illustrates the four cases of the bolting simulations. Along with the entry and roof bolting machine dimensions, the boundary conditions include airflow and ambient dust conditions. Airflow with 6.0 mg/m3 of respirable dust from upstream mining activities is reproduced by an entry inlet providing 9000 cfm (4.25 m3/s) of air for face ventilation. The dust concentration of 6.0 mg/m3 represents typical conditions documented by NIOSH researchers in the field when the bolting machine operates downwind of the continuous miner [6, 14]. The 9000 cfm (4.25 m3/s) of air quantity is the requirement from the current federal regulation for the exhaust ventilation working face [27]. Table 2 lists the velocity and mass fraction of the respirable dust (CO2) to provide the 9000 cfm (4.25 m3/s) airflow with 6.0 mg/m3 of dust to the face. The step-by-step calculations for determining this velocity and mass fraction can be referenced in Zheng et al. [28].
An outlet with zero-gauge pressure is applied on the exhaust curtain entry outlet surface. In ANSYS Fluent, this condition allows modeling flow from an outlet where the details of the flow velocity and pressure are not known prior to solving the flow problem. Zero-gauge pressure means that there is no pressure drop at this outlet.
The two inlets of the CAC (left and right) use exhaust fan boundary conditions to pull in the localized airflow. The capacity of the roof bolter CAC is set to a 250-cfm (0.12-m3/s) flowrate. To get the flowrate, the pressure of the exhaust fan was adjusted by trial and error. During this trial-and-error process, a velocity condition was applied on each CAC plenum outlet plane to provide 250 cfm (0.12 m3/s) of fresh airflow. The resulting pressure of the CAC fan to obtain the 250 cfm (0.12 m3/s) was approximately 4 Pa. In this study, 100% filter efficiency was used. Therefore, all air from the plenum was 100% clean air. Table 2 summarizes all the major models and input parameters of the CFD models. No leakage along the ventilating curtain is assumed in the study.
3 Results of the Simulation Study
3.1 Case 1: Start Entry—Outside Bolts
The geometric model of this case is shown in Fig. 1a, in which the roof bolter machine starts to bolt the outside two holes approximately 20 ft (6.1 m) from the face. The bolting machine, in Fig. 2, begins to bolt the outside two holes in the 5th row with the exhaust curtain 30 ft (9.1 m) away from the face. Figures 3 and 4 reveal the velocity vectors and dust concentration results.

For case 1, the velocity vectors for start of bolting scenario in drilling the outside bolts by velocity magnitude, 0–100 fpm (0–0.51 m/s). a Isometric view, observed from the rear right toward the face and b top view, seen from the roof toward the floor

For case 1, the respirable dust concentrations (1.5–6.0 mg/m3) for start of bolting scenario for the outside bolts. a Isometric view, observed from the rear right toward the face and b top view, seen from the roof toward the floor
In Fig. 3, the airflow enters the entry at a speed of 81.9 fpm (0.42 m/s) to provide a flowrate of 9000 cfm (4.25 m3/s) to the face, then exits at 321.4 fpm (1.63 m/s) from the exhaust curtain. Most of the airflow goes directly toward the mouth of the curtain, while only part of the air flows to the face region. For the airflow that does reach the face, the CAC associated with the bolting boom and drill unit on the off-curtain side behaves like a curtain extension to guide the remaining face airflow on the right side of the entry toward the face and to the curtain to exit the entry. The flow pattern inby the bolting machine resembles a “U” shape with air moving right to left across the face.
As a result of the airflow pattern, the fresh airflow from the right CAC flows toward the front of the roof bolter machine, while the fresh airflow from the left CAC is drawn toward the left side rib and trends to the curtain exit as shown in Fig. 4. The comparison results can also be observed in the Discussion section in this paper.
3.2 Case 2: Start Entry—Inside Bolts
The geometric model of this case is shown in Fig. 1b, in which the roof bolter operators start to bolt the inside two holes in the 5th row in the newly developed face area. The exhaust curtain is 30 ft (9.1 m) from the face. Figures 5 and 6 reveal the simulation results of velocity vectors and dust concentrations for case 2.

For case 2, the velocity vectors for the bolting scenario in drilling the inside bolts. a Isometric view, observed from the rear right toward the face, and b top view, seen from the roof toward the floor

For case 2, the respirable dust concentrations (1.5–6.0 mg/m3) for start of bolting scenario for the inside bolts. a Isometric view, observed from the rear right toward the face, and b top view, seen from the roof toward the floor
In Fig. 5, the flow pattern shows again that most of the air goes directly to the return curtain, while flow separation occurs in front of the bolting machine. The airflow in front of the roof bolter machine resembles a “Fig. 8” with the majority of the flow right to left directly in front of the roof bolter machine, while a lesser flow of air moves left to right across the face at the face location [15, 24]. Airflows have a lower velocity at the face compared with the U-shaped airflow pattern shown in Fig. 3. This flow has been described as airflow separation. This airflow separation may affect the efficiency of methane dilution in the immediate face region [17].
Figure 6 illustrates the dust concentration in the face region with the fresh airflow from the CAC directed from right to left toward the return curtain. In the Discussion section of this paper, the averaged dust concentrations at different planes under the CAC are compared to evaluate the effect of the CAC for the bolter operators.
3.3 Case 3: End Entry—Outside Bolts
Figure 1 c shows the operation of this case: the bolting machine installing the outside two holes in the closest row to the face. As the machine advances, the exhaust ventilation curtain is extended to 10 ft (3.0 m) from the face. Figures 7 and 8 illustrate the results of the velocity and dust distribution in case 3.

For case 3, the velocity vectors for end of bolting scenario in drilling the outside bolts by velocity magnitude 0–100 fpm (0–0.51 m/s). a Isometric view, observed from the rear right toward the face, and b top view, seen from the roof toward the floor

For case 3, the respirable dust concentrations (1.5–6.0 mg/m3) for end of bolting scenario for the outside bolts. a Isometric view, observed from the rear right toward the face, b top view, seen from the roof toward the floor
In Fig. 7, due to the closeness of the end of the exhausting curtain, the air velocity across the face is higher than the previous two cases of the 30-ft (9.1-m) curtain setback. The on-curtain-side or left bolting boom and drill unit extend another 6 ft (1.8 m) toward the face beyond the end of the exhaust curtain, acting as an extension of the curtain to the face. As a result, the face is swept with a U-shaped ventilation airflow with air moving right to left across the face. At the right corner, the air velocity is lower than at the middle to left side of the face. However, the airflow velocity at this right corner is sufficient to remove any methane or dust in this location.
Due to the higher velocity in the face region and the closeness of the CAC toward the face, the filtered airflow emanating from under the CAC can be impacted by the high-velocity, high respirable dust concentration airflow from the upstream. Figure 8 shows that only the region close below the CAC has good reductions in respirable dust concentration. Beyond that, the fresh airflow is quickly blown toward the face and left corner of the right CAC and to the return airway for the left CAC.
3.4 Case 4: End Entry—Inside Bolts
Figure 1d represents the roof bolter operators installing the inside two holes in the first row of the face area with the curtain extended to 10 ft (3.0 m) from the face. Figures 9 and 10 reveal the results of the velocity and dust distribution for case 4.

For case 4, the velocity vectors for the end of bolting scenario in drilling the inside bolts by velocity magnitude 0–100 fpm (0–0.51 m/s). a Isometric view, observed from the rear right toward the face, and b top view, seen from the roof toward the floor

For case 4, the respirable dust concentrations (1.5–6.0 mg/m3) for the end of bolting scenario for the inside bolts. a Isometric view, observed from the rear right toward the face, and b top view, seen from the roof toward the floor
Comparable with Fig. 7, the air velocity across the face is much higher than the previous two cases with 30-ft (9.1-m) curtain setback. The flow pattern in the 20-ft-wide entry, similar to case 3, resembles a “U” shape with air moving right to left across the face. The entry right corner near the front of the machine may have a lower ventilation airflow as it moves toward the exhausting curtain as compared with the same place in case 3. But again, the airflow velocity at this right corner is sufficient to remove any methane or dust in this location, and overall, the entire face region is ventilated well as indicated by the color of the velocity vectors.
As a result of the higher velocity in the face region and the closeness of the CAC toward the face, the filtered airflow emanating from under the CAC may be affected by the high dust ventilation flow from the entry. Again, as in case 3, Fig. 10 shows that only the region close below the CAC has good respirable dust reduction efficiency.
4 Discussion
Evaluating the dust control efficiency of the CAC was completed by calculating average dust concentrations of four horizontally defined planes of 2 ft × 2 ft (61.0 cm × 61.0 cm), the same size as the CAC outlet. These planes were located vertically beneath the CAC outlet at 10 in (25.4 cm), 20 in (50.8 cm), 30 in (76.2 cm), and 40 in (101.6 cm). Table 3 lists the average dust concentrations in these planes and the corresponding dust reductions are shown in parentheses. The percent reductions are calculated based upon the 6.0 mg/m3 background atmospheric concentrations due to being downwind of the continuous miner.
Table 3 reveals that the CAC has the ability to provide respirable dust protection for the roof bolter operators when the plenum is within 20 in of the roof bolter operator. The optimum protection is provided when the roof bolter operator’s breathing zone is located about 10 in (25.4 cm) below the CAC. The off-curtain-side operator seems to have better protection due to the fact that this location is less affected by the ventilation flow due to the lower air velocity at that location. The average velocity in the intake entry is 81.9 fpm (0.42 m/s), while the velocity increased to 321.3 fpm (1.63 m/s) when it goes to the return curtain. There is an exception for the bolting machine at the start location for installing the inside bolts case (case 4) for which the curtain-side operator has a slightly better dust reduction rate than the curtain-side operator.
From the airflow shown in Figs. 3, 5, 7, and 9, the low ventilation airflow velocities impacting the off-curtain-side operator are lower than the ventilation airflow velocities impacting the curtain-side operator. The figures verify that the curtain-side operator is impacted by more of the high-velocity red streamlines than the off-curtain-side operator. Past research has demonstrated that higher interference or ventilation airflow velocities can cause the downward plenum airflow to shift downstream of the ventilation air, moving the area of protection downstream [21]. The high-velocity ventilation airflow can also penetrate the protection zone of the CAC [7, 20, 29], which can cause contaminated air to enter the CAC protection zone, resulting in reduced dust control efficiencies. This phenomenon is shown for all four cases simulated by CFD.
Table 3 also shows that as the distance increases from the roof bolter operators’ breathing zone to the bottom of the CAC plenum, the protection provided by the CAC decreases. This is true for all cases evaluated. This decrease in protection when the space between plenum and breathing zone increases has been proven in prior testing conducted in laboratory studies [10, 20] and corroborates the results of this study. These CFD results demonstrate the importance of maintaining a small distance from the CAC plenum to the roof bolters’ breathing zone in order for the roof bolter machine’s CAC to be optimally effective.
In addition, Table 3 shows that as the bolting machine comes closer to the mining face, the canopy protections decrease due to the higher ventilation airflow speed around the operators as shown in Figs. 7 and 9 compared with Figs. 3 and 5. It seems that the 250-cfm (0.12-m3/s) CAC capacity with a 62.5-fpm (0.32-m/s) fresh airflow speed at the outlets cannot provide desirable dust reduction at 10-in below the CAC. To help evaluate the possible requirements of CAC capacity for future field tests, the airflows from the CAC outlets are increased to 350 cfm (0.17 m3/s) with 87.5 fpm (0.44 m/s) and 450 cfm (0.21 m3/s) with 112.5 fpm (0.57 m/s) for the two bolting-machine-closer-to-face cases (cases 3 and 4).
Table 4 shows the results of the CFD analysis with the plenum air velocities at 350 cfm (0.17 m3/s) and 450 cfm (0.21 m3/s). With a 350 cfm (0.17 m3/s) airflow through the plenum, the CAC off-curtain-side operator environment can be much improved in the 10-in plane below the CAC, while the curtain-side operator may still have some undesirable respirable dust exposures. When the CAC capacity increased to 450 cfm (0.21 m3/s), the dust levels for the curtain-side operator were much improved. If a further increase in the CAC capacity is not practical, other solutions may need to be considered, such as the double-slot outlet design [20] and others.
5 Conclusions
ANSYS Fluent was used to analyze four cases of the roof bolter working downwind of the continuous miner in exhausting face ventilation: case 1: start entry—outside bolts; case 2: start entry—inside bolts; case 3: end entry—outside bolts; and case 4: end entry—inside bolts. In all cases, the environment was controlled using a background dust concentration of 6.0 mg/m3 and exhausting face ventilation airflow 9000 cfm (4.25 m3/s).
Analyzing the airflows of each case demonstrated similarities to the previous CFD roof bolter study in blowing face ventilation conducted by [29]. In case 1, the downward airflow from the CAC on the off-curtain side bolting boom and drill unit aids in guiding the entry airflow toward the face. The review of airflows for case 2 shows that a Fig. 8 flow pattern (flow separation) occurs in the face region, which only a portion of the ventilation reaches the face. These airflow patterns are very similar to those from the simulation of the roof bolter CAC with a blowing curtain face [29] and are comparable with patterns previously defined by the US Bureau of Mines [15]. In cases 3 and 4, the airflow sweeps the face from off-curtain side to curtain side at high velocities. No flow separation occurs due to the closeness of the machine to the face. It should be noted that in all cases, the downward roof bolter machine CAC flow does not hinder the ventilation flow to sweep the face. With the use of the exhausting curtain, there is a potential low flow area in the off-curtain corner where the face and the rib meet. However, the airflow velocities at that location, ranging from 40 to 80 fpm (0.20–0.41 m/s) with sufficient turbulence should prevent any potential recirculation at this location.
For the dust control investigation, the simulation results shown in Tables 3 and 4 clearly demonstrate that if the miners’ breathing zone can be closer to the CAC plenum, they will be better protected by the fresh airflow from the CAC outlet. This trend has been verified in previous studies of the CAC [9, 20, 21, 29]. In both tables, it can be seen that the curtain side miner has higher dust concentration than the off-curtain side miner. The reason may be because high respirable dust concentration ventilation airflow has higher velocity close to the mouth of the curtain region. Despite the difference, the results show that protection is available if the miners are working directly underneath the CAC plenum especially within 20 in (50.8 cm) from the CAC outlets. It should be noted that this difference between curtain side and off-curtain side operators was also observed with the CFD study evaluating the roof bolter canopy air in blowing face ventilation [29] and in field studies conducted on the roof bolter CAC [22, 23].
From this evaluation, it was noted that as the bolting machine moves closer to the face (cases 3 and 4), the dust levels for both roof bolter operators may increase and there is a corresponding decrease in the CAC dust reduction. To rectify this condition, especially for the curtain-side operator, the simulation tested CAC capacity at 350 cfm (0.17 m3/s) and 450 cfm (0.21 m3/s). The results in Table 4 show that the higher the CAC capacity, the better the dust reduction for the roof bolter operators.
The results of this study confirm the ability of the roof bolter machine’s CAC to protect roof bolter operators. It also demonstrates that the CAC will not interfere with face ventilation airflows which sweep the face to remove methane. These results show in some instances that the CAC actually aids in directing airflow toward the face, proving that the roof bolter CAC can be an effective dust control and ventilation device.
References
Abigail RL (ed.) (2014). Silicosis. The Merck manual professional version, accessed at: http://www.merckmanuals.com/professional/pulmonary_disorders/environmental_pulmonary_diseases/silicosis.html. Merck Research Laboratories
Antao VC d S, Petsonk EL, Sokolow LZ, Wolfe AL, Pinheiro GA, Hale JM, Attfield MD (2005) Rapidly progressive coal workers’ pneumoconiosis in the United States: geographic clustering and other factors. Occup Environ Med 62(10):670–674. https://doi.org/10.1136/oem.2004.019679
Blackley, D.J., Crum, J.B., Halldin, C.N., Storey, E., and Laney, A.S. (2016). Resurgence of progressive massive fibrosis in coal miners – Eastern Kentucky, 2016. Centers for Disease Control and Prevention MMWR, Vol. 65, No. 49
Blackley DJ, Reynolds LE, Short C, Carson R, Storey E, Halldin C, Laney AS (2018) Progressive massive fibrosis in coal miners from 3 clinics in Virginia. JAMA 319(5):500–501
Cohen RA, Petsonk EL, Rose C, Young B, Regier M, Majmuddin N, Abraham JL, Chung A, Green FHY (2016) Lung pathology in U.S. coal workers with rapidly progressive pneumoconiosis implicates silica and silicates. Am J Respir Crit Care Med 193(6):673–680
Colinet JF, Reed WR, Potts JD (2013) Impact on respirable dust levels when operating a flooded-bed scrubber in 20-foot cuts, NIOSH Report of Investigations 9683, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health (NIOSH), Office of Mine Safety and Health Research, Pittsburgh, PA
Engel M, Johnson D, Raether T (1987) Improved canopy air curtain systems. Washington, DC: US Bureau of Mines Contract Report JO318014
European Communities Commission (1981) Studies of air curtain technology with particular application to the provision of clean air for underground workers. Final Report on ECSC research project 7251–17/8/085, National Coal Board, Mining Research and Development Establishment
Goodman GVR, Organiscak JA (2002) Evaluation of methods for controlling silica dust exposures on roof bolters, 2002 SME Annual Meeting and Exhibit, February 25–27, Phoenix, AZ, Preprint 02–163. Littleton, CO: Society for Mining, Metallurgy, and Exploration, Inc
Goodman GVR, Organiscak JA (2003) Assessment of respirable quartz dust exposures at roof bolters in underground coal mining. J Mine Ventil Soc South Africa 56(2):50–54
Hall NB, Blackley DJ, Halldin CN, Laney AS (2018) Continued increase in prevalence of r-type opacities among underground coal miners in the USA. Occup Environ Med 1:2019–2481. https://doi.org/10.1136/oemed-2019-105691
Kissell FN (2011) Silica dust at roof bolters. Min Eng 63(10):78–82
Krisko WJ (1975) Develop and test canopy air curtain devices, USBM Contract Report HO232067, U.S. Department of the Interior, Bureau of Mines, Pittsburgh, PA/Donaldson Co. Inc
Listak JM, Beck TW (2012) Development of a canopy air curtain to reduce roof bolters’ dust exposure. Min Eng 64(7):72–79
Luxner JV (1969) Face ventilation in underground bituminous coal mines, airflow and methane distribution patterns in the immediate face area – line brattice. U.S. Bureau of Mines RI 7223. U.S. Dept. of the Interior, U.S. Bureau of Mines, Washington, D.C.
MSHA (2016) MSHA finds nearly all respirable coal dust samplings comply with new standards to lower levels of respirable dust. U.S. Department of Labor, Mine Safety and Health Administration, Arlington
Petrov T, Wala AM, Huang G (2013) Parametric study of airflow separation phenomenon at face area during deep cut continuous mining. Min Technol 122(4):208–214
Pollock DE, Potts JD, Joy GJ (2010) Investigation into dust exposures and mining practices in mines in the southern Appalachian Region. Min Eng 63(2):44–49
Potts JD, Reed WR, Colinet JF (2011) Evaluation of face dust concentrations at mines using deep-cutting practices, NIOSH Report of Investigations 9680, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health (NIOSH), Office of Mine Safety and Health Research, Pittsburgh, PA
Reed WR, Joy GJ, Kendall B, Bailey A, Zheng Y (2017) Development of a roof bolter canopy air curtain for respirable dust control. Min Eng 69(1):33–39
Reed WR, Zheng Y, Yekich M, Ross G, Salem A (2018) Laboratory testing of a shuttle car canopy air curtain for respirable coal mine dust control. Int J Coal Sci Technol 5(3):305–314
Reed WR, Klima S, Shahan M, Ross G, Singh K, Cross R, Grounds T (2019a) A field study of a roof bolter canopy air curtain (2nd generation) for respirable coal mine dust control. Int J Min Sci Technol 29:711–720. https://doi.org/10.1016/j.ijmst.2019.02.005
Reed WR, Shahan M, Ross G (2019b) Field study results of the 3rd generation roof bolter canopy air curtain for respirable coal mine dust control. Accepted by International Journal of Coal Science and Technology
Taylor CD, Chilton JE, Goodman GVR (2010) Guidelines for the control and monitoring of methane gas on continuous mining operations, Pittsburgh, PA: U.S. Department of Health and Human Services, Public Health Service, Centers for Disease Control and Prevention, National Institute for Occupational Safety and Health, DHHS (NIOSH) Publication No. 2010–141, Report of Investigations 9523, 2010 Apr; :1–75
The Office of the Federal Register (2017a) Code of Federal Regulations, 70.100 Respirable dust standards, CFR Title 30, Chapter I, Subchapter O, Part 70, Subpart B, 70.100. U.S. Government Printing Office, Washington, D.C
The Office of the Federal Register (2017b) Code of Federal Regulations, 70.101 Respirable dust standard when quartz is present, CFR Title 30, Chapter I, Subchapter O, Part 70, Subpart B, 70.101. U.S. Government Printing Office, Washington, D.C
The Office of the Federal Register (2017c) Code of Federal Regulations, 75.326 Mean entry air velocity, CFR Title 30, Chapter I, Subchapter O, Part 75, Subpart D, 75.326. U.S. Government Printing Office, Washington, D.C
Zheng Y, Reed WR, Zhou L, Rider JP (2016) Computational fluid dynamics modeling of a medium-sized surface mine blasthole drill shroud. Min Eng 68(11):43–49
Zheng Y, Reed WR, Shahan MR, Rider JP (2019) Evaluation of roof bolter canopy air curtain effects on airflow and dust dispersion in an entry using blowing curtain ventilation. Min Metal Explor 36(6):1115–1126. Springer. https://doi.org/10.1007/s42461-019-0070-x
Acknowledgments
The authors of this paper sincerely acknowledge J. Drew Potts, Jay F. Colinet, Liming Yuan, Peter Zhang, and Lihong Zhou for their technical support.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no competing interests.
Disclaimer
The findings and conclusions in this manuscript are those of the authors and do not necessarily represent the official position of the National Institute for Occupational Safety and Health, Centers for Disease Control and Prevention. Mention of any company or product does not constitute endorsement by NIOSH.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zheng, Y., Reed, W.R. Effects of Roof Bolter Canopy Air Curtain on Airflow and Dust Dispersion in an Entry Using Exhaust Curtain Ventilation. Mining, Metallurgy & Exploration 37, 1865–1875 (2020). https://doi.org/10.1007/s42461-020-00294-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42461-020-00294-7