
Abstract
Laser shock peening without ablative coating (LSPWAC) process is an emerging surface treatment to improve the wear resistance of the materials. The aim of the current work is to examine the effects of the LSPWAC process on the surface properties and wear behavior of HSS material. The LSPWAC technique utilizes a Nd:YAG pulsed laser with pulse energy ranging from 30 to 75 mJ. Results showed that surface hardness of the laser shock-peened HSS specimen is increased from 876 to 986 HV, and grain refinement was caused by significant plastic deformation at the top surface. Moreover, shock-peened HSS exhibited better wear resistance than the conventional HSS material. During the pin-on-disk test, the wear rate of the shock-peened HSS sample treated with pulse energy of 60 mJ is reduced by up to 50% compared to the untreated HSS sample.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-speed steels (HSS) have seen rapid growth and advancement in industrial hot rolling processes due to their wear resistance, hardness, and high temperature performance (Deng et al. , 2017). According to previous research, HSS rolls exhibit a service life about three times longer than that of high chromium cast iron ones. (Xu et al. 2006). Moreover, in turning and twist drilling operations, high-speed steel (HSS) is most frequently utilized as a cutting tool material (García et al. 2016). During these applications, a lot of friction occurs between work piece and tool, which raises the temperature and causes an increase in tool wear. The wear resistance of materials can be enhanced by increasing the hardness of their surfaces (Mikhin and Lyapin 1970). The laser shock peening process (LSP) is an innovative surface strengthening method that improves material hardness through severe plastic deformation and grain refinement (Prasad and Syed 2022). In LSP, a high-power pulsed laser passes through a transparent overlay (such as glass or water) and is focused on an ablative layer (such as Al or black paint) coated on the material surface. The ablative layer evaporates instantly and transforms into plasma by continuously absorbing laser energy (Prasad et al. 2022). This plasma continuously absorbs the laser energy and creates shock waves when the laser intensity exceeds 1010–1011 W/cm2 (Sai Shiva et al. 2017). Due to the transparent overlay, the plasma expands through the material surface and produces high surface pressure. If the surface pressure surpasses the Hugoniot elastic limit (HEL) of the metal, it undergoes plastic deformation, leading to microstructural changes and an increase in hardness (Zhang et al. 2021). Kadhim et al. (Kadhim et al. 2014) conducted LSP on an aluminum alloy (Al2024) at a high laser pulse energy of 1 mJ, and the authors observed that the wear rate of the shock-peened specimen was reduced by up to 34%. The authors observed the grain size of the peened surface is decreases due to dislocation movement of materials this lead to a substantial surface hardening which results in low wear rate. Mao-Zhong et al. (Ge et al. 2018) studied the wear behavior of a magnesium alloy (Mg-3Al-1Zn) subjected to LSP at different pulse energies. The authors observed that hardness of the peened surface increases gradually with increases in laser pulse energy. Their experimental results showed that the wear rate of the shock-peened sample gradually decreased with an increase in laser pulse energy.
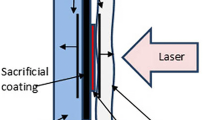
Nevertheless, the ablative coating layer used in the LSP process gets damaged and requires regular replacement, leading to time-consuming procedures. Furthermore, LSP with an ablative coating may not be feasible for certain applications (Shen et al. 2017). Hence, Mukai and Aoki (Mukai et al. 1995) introduced a coating-free Laser Shock Peening technique that eliminates the need for an ablative coating layer. In this technique, the laser directly strikes the material surface through transparent overlay, causing surface ablation and generating high-pressure plasma. Transparent overlay, allow the high-pressure plasma to expand against the material surface, thereby generating shock waves of high intensity. As a result of the shock waves, the material surface undergoes plastic deformation, this lead to induce large compressive residual stresses.
Several researchers have conducted laser shock peening without ablative coating (LSPWAC) on different materials to improve their mechanical and tribological properties. K. Praveen kumar et al. (Praveenkumar et al. 2023) conducted a LSPWAC process on Ti-6Al-4 V alloy and observed an increase in surface hardness, with a maximum value of 395 HV after the shock peening process. Furthermore, the authors noticed that maximum compressive residual stresses (CRS) of − 550 MPa are induced on the shock peened material surface. Trdan et al. (Trdan et al. 2018) achieved a significant reduction in wear loss, approximately 29%, for 6082 Al alloy through the LSPWAC process. Additionally, their results revealed the induction of a compressive residual stress (CRS) of − 292 MPa and surface hardness is increased nearly 103 HV (increase is about 9% compared to the untreated sample) for shock peened sample. Similarly, Sathyajith et al. (Sathyajith et al. 2013) conducted LSPWAC process on Al alloy (6061-T6) and observed an increased micro hardness due to the LSPWAC technique. Compared to the un-peened material, the laser-peened specimen reported a maximum improvement of 10 HV in hardness near the surface. The authors also observed a slight increase in surface roughness associated with the induction of compressive residual stress (CRS). Mostafa AM et al. (Mostafa et al. 2019) reported an approximate hardness improvement to 80 HV (increased about 80% than the conventional) for Al-7075 alloy after LSPWAC treatment. Manuela et al. conducted LSPWAC on PCD (polycrystalline diamond) material and demonstrated a significant enhancement in micro hardness and wear resistance as a result of the process. Similarly, Park. C. et al. (Park et al. 2020) investigated the effect of LSPWAC on the mechanical and tribological properties of pure copper and observed improvements in micro hardness and tribological behavior due to the LSPWAC process. Although many researchers have studied the effects of LSPWAC process on the microstructure changes and mechanical behaviors of different materials. There has been very little/no research conducted on the effects of LSPWAC on the surface characteristics and tribological behavior of HSS materials. In this study, LSPWAC process was performed on HSS material at various laser pulse energies, and the impact of laser pulse energy on surface characteristics and wear behavior was investigated.
Experimental Work
Specimen Preparation
The pin material is a HSS T-42 grade (supplied by Rohit Tools, Haryana, India), and its chemical composition and properties are illustrated in Table 1 and 2 (Sasi et al. 2017). The pin specimens were cut into cylindrical shape of samples with height of 25 mm and diameter of 10 mm. Prior to surface treatments, pin specimens were mechanically polished with SiC abrasive paper afterwards cleaned with acetone.
Laser Shock Peening Without Ablative Coating Process
Figure 1 depicts a photographic representation of the experimental setup for the Laser Shock Peening Without Coating (LSPWAC) process. The LSPWAC process utilizes an Nd:YAG Q-switched pulsed laser source operating at a frequency (f) of 5 Hz, with a wavelength (λ) of 532 nm and a pulse duration (τ) of 8 ns. The laser beam is deflected using a dichromic prism, and focused on the material surface by bi-convex lens with a focal length of 300 mm. The samples are positioned on a motorized stage, enabling control over the X and Y motion. In this study, the LSPWAC process is performed with a single pass, and the percentage of overlap between consecutive laser pulses is set at 50%. To maintain a transparent overlay, a water layer with a thickness of 2–3 mm is continuously supplied through a water flow setup. The absence of an absorption layer in the LSPWAC process results in a significant heat effect on the material surface, which can lead to re-solidification and surface softening. The current work focuses on conducting the LSPWAC process on an HSS sample using different pulse energies: 30 mJ, 45 mJ, 60 mJ, and 75 mJ. By varying the pulse energy, the researchers aim to investigate its impact on the surface properties of HSS material.

a Photographic representation of LSPWAC process (b) Shock peened HSS sample
Wear Test
Wear tests were conducted using a rotary pin-on-disc machine (Magnum engineers, Magnum, TE-165-SPOD) in which the pin remains stationary while the disc rotates at a speed of 300 rpm. Figure 2 illustrates the experimental setup of the pin-on-disc equipment. Prior to the experiment, both the pin samples and the disc were cleaned with acetone to remove any dirt or contaminants. The disc used in the experiment is made of EN 31 steel and has a diameter of 165 mm and a thickness of 8 mm. To facilitate abrasion, abrasive grit papers (150 grit size) with a diameter of 50 mm and a thickness of 12 mm were affixed to the EN31 steel disc. These abrasive grit papers serve as the medium for abrasion during the test. The sample under investigation is placed on the rotating counter body disc, with a sliding speed of 0.5 m/s applied to its surface. Additionally, a normal load of 30 N and 50 N is exerted on the sample during the test. The sliding distance covered by the test is set at 300 m. Figure 2 presents a schematic representation of the pin-on-disc equipment. Table 3 represents process parameters for pin-on-disc test.

a Photographic representation of Pin-on-disc experiment (b) maximize view of pin and disc (c) Conventional and shock peened Specimens
The wear rate measurements were measured by following Eq. (Kaushik and Rao 2016)
where W is the wear rate in mm3/m, ΔWl is the weight loss in gm, Wi is the pin sample initial weight in g, Wf is the pin final sample weight in gram, ρ is the density of the material in gm/mm and S is the sliding distance in meter.
Characterization
The surface roughness of both the untreated and shock-peened Specimens was assessed using a 3D optical microscope (brand: HUVITZ). To examine the microstructure of both laser shock peened (LSPed) and un-treated Specimens, electron backscatter diffraction (EBSD) analysis was conducted using an EI Quanta instrument at IIT Bombay, India. Micro-hardness measurements were carried out using an Economet VH 1MD Vickers hardness tester. The indentation load applied was 500 g, and each measurement had a holding duration of 10 s. Micro-hardness evaluations were conducted on both the un-treated and shock peened Specimens. Measurements were taken on the top surface of the material as well as at intervals of 25 μm depth, which were achieved by mechanical polishing from the top surface. The mechanical polishing procedure involves alumina abrasive particles (5 microns) and distilled water on a medium nap cotton cloth. The specimen pressed against this medium nap cotton cloth which runs at a speed of 300 rpm. The micro-hardness value was obtained by taking the average of five measurements for each hardness test.
Results and Discussion
Surface Roughness
Figure 3 illustrates the surface roughness of the untreated and shock-peened materials at various laser pulse energies: 30 mJ, 45 mJ, 60 mJ, and 75 mJ. The corresponding surface roughness values for the untreated and shock-peened samples are as follows: 0.048 µm, 0.073 µm, 0.095 µm, 0.1151 µm, and 0.137 µm.

Surface Roughness of the un-treated and LSPWAC samples
The surface roughness tends to increase as the laser pulse energy increases. This can be attributed to the higher energy imparted to the material, leading to more intense shock waves and greater material deformation. The increased energy results in the formation of larger and deeper impact craters on the surface, contributing to a rougher surface texture (Jose et al. 2021). It can be observed from Fig. 4, at a laser pulse energy level of 75 mJ, deeper impact craters are produced, leading to an increase in surface roughness.

Optical images for surface Roughness of the (a) un-treated and LSPWAC samples treated with (b) 30 mJ (c) 45 mJ (d) 60 mJ and (e) 75 mJ
Microstructure
Figure 5, 6, 7 presents the EBSD maps displaying the cross-sectional microstructures of untreated and shock-peened specimens depicts the inverse pole figure and grain size distribution details. The microstructure of the untreated HSS sample consisted of equiaxed grains with an average size of 0.69 μm. On the other hand, the top surface of the shock-peened Specimens exhibited a fine grain microstructure with average grain sizes of 0.67 μm, 0.58 μm, 0.35 μm, and 0.32 μm at laser pulse energies of 30 mJ, 45 mJ, 60 mJ, and 75 mJ, respectively. The depth of grain refinement increases with higher laser pulse energy due to severe plastic deformation caused by LSPWAC treatment. At laser pulse energies of 30 mJ, 45 mJ, 60 mJ, and 75 mJ, the depth of grain refinement is observed to be 5 μm, 10 μm, 35 μm, and 60 μm, respectively. This indicates that as the laser pulse energy increases, a greater depth of grain refining occurs (Karthik and Swaroop 2017).

EBSD patterns representing the grain size distributions of the (a) un-treated and laser shock peened specimens of (b) 30 mJ (c) 45 mJ (d) 60 mJ (e) 75 mJ

Maximize view of the EBSD patterns representing depth of grain refinement for the (a) un-treated and laser shock peened specimens of (b) 30 mJ (c) 45 mJ (d) 60 mJ (e) 75 mJ

EBSD patterns representing the grain size distributions of the (a) un-treated and laser shock peened specimens of (b) 30 mJ (c) 45 mJ (d) 60 mJ (e) 75 mJ
Micro-Hardness
Figure 8 illustrates the micro-hardness profile of the HSS material at different depths from the top surface. The profile includes both the untreated and shock-peened samples, which were treated at various laser pulse energies (30 mJ, 45 mJ, 60 mJ, and 75 mJ). The untreated sample exhibited a base hardness of 874 HV, as observed. After the shock peening treatment, the micro-hardness is increased to 922HV, 942 HV, 962 HV, and 952 HV at pulse energy of 30 mJ, 45 mJ, 60 mJ and 75 mJ, respectively. The micro-hardness decreases along the depth direction for the shock-peened samples. In addition, it can be observed from Fig. 7 that the micro-hardness of the material increases with an increase in laser pulse energy. This can be attributed to the higher pulse energy lead to more intense to plastic deformation and generates the greater dislocation within the material, ultimately result in increased hardness (Lim et al. 2012).

Micro-hardness of The micro-hardness of both un-treated and LSPWAC processed HSS samples is measured as a function of depth from the surface
Figure 5 depicts that shock-peened samples treated with pulse energy of 75 mJ appear to have a lower surface hardness than samples treated with 60 mJ. Excessive laser pulse energy, which is not protected by an ablative coating in LSPWAC process, may also cause surface damage such as melting, spalling, or cracking, resulting in reduced surface hardness (He et al. 2023). Among all the shock-peened conditions, the peak hardness value on the material surface was observed for the sample treated with 60 mJ pulse energy.
Wear Behavior
Figure 9 shows the wear rate of the un-treated and shock peened Specimens at various pulse energies. The results shown that the shock peened samples exhibits the lower wear rate than the un-treated samples.

The wear rate of HSS samples for un-treated and LSPWAC process
This is due to increase in surface hardness by shock peening treatment. At a load of 30 N, the wear rate in the untreated sample is 1.572712 × 10–4 mm3/m, which decreases to 1.286765 × 10−4 mm3/m, 1.164216 × 10–4 mm3/m, 0.800654 × 10–4 mm3/m, and 0.908905 × 10−4 mm3/m after shock peening at pulse energies of 30 mJ, 45 mJ, 60 mJ, and 75 mJ, respectively. It can be observed from Fig. 6 that the wear rate increases with an increase in load. At load of 50 N, the wear rate of untreated sample increases to 2.359069 × 10–4 mm3/m, whereas the wear rate of shock peened samples1.940359 × 10−4 mm3/m,1.756536 × 10−4 mm3/m, 1.164216 × 10−4 mm3/m, and 1.364379 × 10−4 mm3/m respectively. Compared with the untreated samples, the wear rate of the shock peened sample at pulse energy of 60 mJ reduces nearly 49% and 50% at the load of 30 N and 50 N. Moreover, it can be seen that shock peened sample at high pulse energy of 75mJexhibitedhigher wear rate compared shock peened sample pulse energy of 60 mJ. Deeper impact craters are produced at 75 mJ laser pulse energy, resulting in rougher surfaces (Refer Fig. 10). In rough surfaces, stress concentrations can occur at the peak of the roughness profile. As a result, localized deformation and material removal may occur, increasing the rate at which wear occurs (Hadinezhad et al. 2015). Laser pulses with high energy (75 mJ) may cause surface damage or melting, resulting in a reduction in hardness, increasing wear rate (Samuel et al. 2023). This is due to higher surface roughness and lower hardness value for shock peened sample with pulse energy of 75 mJ which in turn induces higher wear rate (Ren et al. 2021).

Optical Images for surface of shock peened samples treated with (a) 60 mJ and (b) 75 mJ
Conclusions
The objective of this study was to explore the influence of LSPWAC (Laser Shock Peening with Water Confinement) on the surface characteristics and wear properties of HSS (High-Speed Steel) material. The key findings and conclusions derived from this investigation can be summarized as follows:
-
1.
The surface roughness of the HSS material increases as a result of the bombardment effect caused by LSPWAC process. Moreover, the surface roughness is found to escalate with higher laser energy levels.
-
2.
The LSPWAC process has shown significant effectiveness in enhancing the micro-hardness of HSS (High-Speed Steel) material. This improvement can be attributed to the process’s ability to refine the grain structure of the material. As the laser pulse energy increases, there is a corresponding rise in the micro-hardness of the material.
-
3.
The LSPWAC process brought about a substantial improvement in the wear resistance of the HSS material. Furthermore, the wear rate of the shock-peened sample at pulse energy of 60 mJ was reduced by nearly 50% compared to the untreated sample.
Data availability
The authors confirm that the data supporting the findings of this study are available within the article.
References
Deng GY, Zhu HT, Tieu AK, Su LH, Reid M, Zhang L, Wei PT et al (2017) Theoretical and experimental investigation of thermal and oxidation behaviours of a high speed steel work roll during hot rolling. Int J Mech Sci 131:811–826
García C, Romero A, Herranz G, Blanco Y, Martin F (2016) Effect of vanadium carbide on dry sliding wear behavior of powder metallurgy AISI M2 high speed steel processed by concentrated solar energy. Mater Charact 121:175–186
Ge MZ, Xiang JY, Tang Y et al (2018) Wear behavior of Mg-3Al-1Zn alloy subjected to laser shock peening. Surf Coatings Technol 337:501–509
Hadinezhad M, Elyasi M, Rajabi M, Abbasi M (2015) Study of the effects of slip distance and surface roughness on wear rate. Manufact Sci Technol 3(4):146–154
He T, Cui T, Xiong Y, Du S, Zhang Y (2023) Impact of laser shockprocessing on microstructure and tribological performance of GCr15 bearing steel. J Mater Eng Perform. https://doi.org/10.1007/s11665-023-08454-8
Jose B, Patil T, Sudhagara Rajan S, Praveenkumar K, Manivasagam G, Swaroop S (2021) Effect of laser shock peening without coating (LPwC) on a surface and sub-surface characteristics of aged Ti 15-V-3Al- 3Cr-3Sn alloy. Mater Today Proc 46:578–582
Kadhim A, Salim ET, Fayadh SM, Al-Amiery AA, Kadhum AAH, Mohamad AB (2014) Effect of multipath laser shock processing on microhardness, surface roughness, and wear resistance of 2024–T3 Al alloy. Sci World J 2014:1
Karthik D, Swaroop S (2017) Laser peening without coating—an advanced surface treatment: a review. Mater Manuf Process 32(14):1565–1572
Kaushik NC, Rao RN (2016) The effect of wear parameters and heat treatment on two body abrasive wear of Al-SiC-Gr hybrid composites. Tribol Int 96:184–190
Lim H, Kim P, Jeong H, Jeong S (2012) Enhancement of abrasion and corrosion resistance of duplex stainless steel by laser shock peening. J Mater Process Technol 212(6):1347–1354
Mikhin NM, Lyapin KS (1970) Hardness dependence of the coefficient of friction. Sov Phys J 13(3):317–321
Mostafa AM, Hameed MF, Obayya SS (2019) Effect of laser shock peening on the hardness of AL-7075 alloy. J King Saud Univ-Sci 31(4):472–478
Mukai N, Aoki N, Obata M, Ito A, Sano Y, Konagai C 1995 Laser processing for underwater maintenance in nuclear plants, In:ICONE-3: Proceedings of the 3rd JSME/ASME Joint International Conference on Nuclear Engineering. Japan
Park C, Jung D, Chun EJ, Ahn S, Jang H, Kim YJ (2020) Effect of laser shock peening without coating on fretting corrosion of copper contacts. Appl Surf Sci 514:145917
Prasad KN, Syed I (2022) Surface texturing and laser shock peening processes on high-speed steel tool for sustainable machining. Arab J Sci Eng 47(7):8589–8600
Prasad KN, Syed I, Subbu SK (2022) Laser dimple texturing–applications, process, challenges, and recent developments: a review. Aust J Mech Eng 20(2):316–331
Praveenkumar K, Swaroop S, Manivasagam G (2023) Effect of multiple laser shock peening without coating on residual stress distribution and high temperature dry sliding wear behaviour of Ti-6Al-4 V alloy. Opt Laser Technol 164:109398
Ren Y, Wan H, Chen Y, Zhu H, Heng Lu, Ren X (2021) Effect of laser shock peening and carbonitriding on tribological properties of 20Cr2Mn2Mo steel alloy under dry sliding conditions. Surf Coat Technol 417:127215
Sai Shiva S, Leela CH, Prem Kiran P, Sijoy CD, Chaturvedi S (2017) Radiation effects of the laser ablative shockwaves on aluminium under atmospheric conditions. IOP Conf Series: J Phys 1:823
Samuel C, Moganraj A, Swaroop S, Praveenkumar K, Natarajan A, Nageshwara Rao M, Bhattacharya B (2023) Effect of laser shock peening without coating on grain size and residual stress distribution in a microalloyed steel grade. Crystals 13(2):212
Sasi R, Kanmani Subbu S, Palani IA (2017) Performance of laser surface textured high speed steel cutting tool in machining of Al7075-T6 aerospace alloy. Surf Coatings Technol 313:337–346
Sathyajith S, Kalainathan S, Swaroop S (2013) Laser peening without coating on aluminum alloy Al-6061-T6 using low energy Nd: YAG laser. Opt Laser Technol 45:389–394. https://doi.org/10.1016/j.optlastec.2012.06.019
Shen X, Shukla P, Nath S, Lawrence J (2017) Improvement in mechanical properties of titanium alloy (Ti-6Al-7Nb) subject to multiple laser shock peening. Surf Coatings Technol 327:101–109
Trdan U, Skarba M, Porro JA, Ocaña JL, Grum J (2018) Application of massive laser shock processing for improvement of mechanical and tribological properties. Surf Coatings Technol 42:1–11
Xu L, Xing J, Wei S, Zhang Y, Long R (2006) Investigation on wear behaviours of high-vanadium high speed steel compared with high-chromium cast iron under rolling contact condition. Mater Sci Eng A 434:63–70
Zhang C, Dong Y, Ye C (2021) Recent developments and novel applications of laser shock peening: a review. Adv Eng Mater 23(7):1–24
Funding
This research has received no external funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Prasad, K.N., Pasha, B. & Ismail, S. Impact of Laser Shock Peening Without Ablative Coating Process on the Surface Characteristics and Wear Behavior of High-Speed Steel. Trans Indian Natl. Acad. Eng. 9, 469–477 (2024). https://doi.org/10.1007/s41403-024-00472-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41403-024-00472-9