
Abstract
Laser shock peening (LSP) is an effective surface strengthening technique through refining the microstructure on the surface of material. In this study, the surface of GCr15 bearing steel was treated by LSP and the influences of the impact number on the surface integrity, microstructure evolution, mechanical properties and tribological characteristics were studied systematically. The results show that after LSP the severe plastic deformation (SPD) occurs in the GCr15 bearing steel and the depth of SPD layer rises with the increase of impact numbers. When the impact number is 6 times, the grain is refined to nanometer level with the size of about 35 nm. The corresponding compressive residual stress and surface microhardness of the GCr15 bearing steel also raise gradually with the increase of the impact numbers. The friction coefficient and wear rate of GCr15 bearing steel decrease after LSP. The influence of the number of LSP impacts on the friction coefficient and wear rate is only appreciable for lower loads (10 N). When the load is larger enough than the yield limit of the materials (30 N and 50 N), the strengthening induced by LSP cannot counterbalance its thermal effects; thus, the friction coefficient and wear rate of the material have little change with the increase of LSP impact number. Besides, with the increase of impact numbers, the wear mechanism of GCr15 bearing steel changes from mixture of adhesion wear and abrasive wear (before LSP) to slight adhesion wear (after LSP), and the degree of adhesive wear reduces as the LSP impact number rises.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Bearings, known as the “mechanical joints,” are one of the important basic parts of the mechanical equipment (Ref 1,2,3). In recent years, with the increasingly harsh service environment, bearings need to be used in various working conditions and are subjected to various alternating stresses such as tension, pressure, shear force and friction force. The main failure forms are contact fatigue failure, wear, deformation and fracture failure and the failure often occurs on the surface or subsurface of bearings (Ref 4, 5). Thus, the surface quality of the material directly affects the performance and service life of bearings.
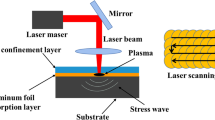
Laser shock peening (LSP) is a new type of surface strengthening technology, which can significantly improve the strength, hardness, wear resistance and corrosion resistance of metal materials (Ref 6,7,8,9,10,11,12). LSP technology mainly uses a pulsed laser beam with high power density to irradiate the black absorption layer on the surface of the material, and the surface material absorbs the laser energy to produce plasma. Then the plasma explodes and forms a shock wave, which impacts on the surface of the sample. When the impact strength exceeds the yield strength of the material, the plastic deformation occurs on the surface of the material. Furthermore, deep and large compressive residual stress is generated in the deformed layer, and the dislocation density is significantly increased; thus, the properties of the material are improved. Li et al. (Ref 13) investigated the influence of multiple LSP impacts on the microstructure evolution and wear performance of 17-4 PH stainless steel. Results showed that with the increase of LSP impacts, the average grain size of the steel decreases and the dislocation density increases. After 3 LSP impacts, the microhardness and wear resistance of the specimens are significantly increased, which is due to the effects of grain refinement and dislocation strengthening. Larson et al. (Ref 14) performed multiple LSP effects on surface integrity and microhardness of aluminum alloy, and found that the increase in impacts decreased the average grain size; nevertheless, the microstrain increased after multiple impacts. Furthermore, the increase in the microhardness increases as the LSP impacts increase. Li et al. (Ref 15) studied the effects of multiple LSP on the vibration fatigue properties and microstructural evolution of TC6 titanium alloy. The results indicated that high-density dislocation and deformation twin was generated after multiple LSP and the surface microhardness and compressive residual stress also increased, which led to the improvement of vibration fatigue properties of TC6 titanium alloy. Bikdeloo et al. (Ref 16) explored multiple LSP effects on residual stress distribution and fatigue crack growth behavior of 316L stainless steel. The results revealed that the magnitude and depth of compressive residual stress were increased with the number of peening impacts increasing. Meanwhile, the fatigue crack growth life is very sensitive to the number of peening impacts and the fatigue crack growth rates decreased by repeating LSP patterns. Chen et al. (Ref 17) reported the effects of multiple peening on the mechanical properties and microstructure evolution of 40CrNiMo steel and observed that after LSP the plastic deformation occurred on the surface of the 40CrNiMo steel, which led to the increase in dislocation density and the formation of subgrains, and the yield strength, tensile strength, elongation and surface roughness were increased by increasing impact number.
At present, the research on LSP technology mainly focuses on nonferrous metals, medium- and low-carbon steel, and there are few studies on high-carbon steel (Ref 18,19,20). In the previous work (Ref 21), nanostructures were formed on the surface of GCr15 bearing steels by LSP and the grain refinement was aggravated with the increase in the laser pulse energy. Also, deep and large residual compressive stress layer was generated, which effectively improved the hardness and wear resistance of materials. Based on our previous work, this paper further studies the effects of the impact number on the microstructure and tribological properties of GCr15 bearing steels. The results will provide experimental support for the application of the LSP technology in bearing steel.
2 Experimental Methods
The material used for this study was GCr15 bearing steel with the chemical composition as shown in Table 1. The samples were quenched at 840 °C for 40 min with oil cooling and tempered at 160 °C for 180 min and then air cooling. Mechanical grinding and polishing were used before LSP experiment. The LSP experiments were carried out by the YS80-R200B facility. The laser wavelength is 1064 nm, and the pulse width is 18 ns. The pulse energy is 7 J, and the corresponding laser power density is 4.96 GW/cm2. The impact number of LSP is 2, 4 and 6 times, respectively. The diameter of the spot was 3 mm with an overlapping rate of 50%. During the LSP treatment, a water layer with the thick of 1-2 mm was used as the confining layer and an absorption layer of aluminum tape was used to protect the surface against thermal ablation.
The surface roughness (Sa) of the specimens before and after LSP treatment was characterized by Nanofocus AG three-dimensional surface topography. The physical phase analysis of the specimens before and after LSP was carried out by a D8 ADVANCE x-ray diffractometer with a Co target, a scanning step of 0.2° and a scanning range of 40°-110°. Quantification of the volume fraction of the retained austenite was achieved according to our previous work (Ref 22). The cross sections of the samples were observed by a JSM-IT100 scanning electron microscope (SEM) with an electron acceleration voltage of 20.0 kV. The surface layer of the specimens before and after LSP was observed by using a FEI Talos F200X transmission electron microscope (TEM), with an electron accelerating voltage of 200 kV. The number and the average particle size of carbide of GCr15 steel before and after LSP were measured by using Image-Pro software.
X-ray stress analyzer LXRD (PROTO, Canada) was used to measure residual stress on the surface of LSP-treated samples with different impact numbers. The x-ray source was CrKα ray, and the tube diameter was 2 mm. HV-1000 microhardness tester was used to characterize the hardness of the LSP-treated areas. The loading load was 300 g, and the holding time was 15 s. Five indentation measurements were used to determine the average microhardness.
The friction and wear characteristics of the material were evaluated through a ball-on-disk test by a UMT-2 tribometer. The sliding load was 10, 30 and 50 N and the corresponding Hertzian contact pressures are 1.4, 2 and 2.4 GPa, respectively. The velocity was 5 mm/s and the wear time was 30 min. The stroke of reciprocating sliding experiments was 5 mm. GCr15 ball with a diameter of 6.35 mm was used as the counter pair. Each test was repeated three times. The friction coefficient was automatically output by the UMT-2 tribometer. 3D surface morphology and 2D cross-sectional surface profile of wear tracks were determined with a Nanofocus AG 3D surface profiler, and the wear rate was calculated from the volume loss of each sample. The worn surface was observed by SEM with a JSM-IT200 instrument, and the compositions were detected by energy-dispersive spectroscopy (EDS).
3 Results and Discussion
3.1 Surface Integrity
Figure 1 shows the 3D surface morphology and roughness of GCr15 steel subjected to various LSP treatments. The surface of the sample before LSP is smooth after mechanical grinding and polishing, and the 3D surface roughness Sa is 0.58 μm (Fig. 1a). After 2 times LSP, the plastic deformation on the surface of GCr15 steel is not uniform due to the Gaussian distribution of laser spot energy, which forming the micropits in the LSP overlap region (Fig. 1b). The 3D surface roughness Sa of GCr15 steel slightly increases to 1.17 μm. As the number of LSP times rises, obvious pits and folds are found on the surface of the sample, and the degree of plastic deformation is further intensified (Fig. 1c and d). After 4 and 6 times LSP, the 3D surface roughness Sa of GCr15 steel increases to 1.23 and 1.40 μm, respectively. The surface morphology change is mainly due to the high-power-density wave bombardment on the sample surface, which induces severe plastic deformation (SPD) and leads to the formation of the micropits and folds. Moreover, the plastic deformation is aggravated at the LSP overlap region which undergoes the repeated shocks. The continuous rise of surface roughness is mainly due to SPD after LSP. Besides, the ablation occurs on the sample surface with the increase in the number of LSP, which also increases the surface roughness of the sample.

3D surface morphology of GCr15 steel after LSP with different impact numbers: (a) untreated; (b) 2 times; (c) 4 times; (d) 6 times; (e) the roughness Sa
3.2 XRD Evolutions
Figure 2 shows the XRD patterns of GCr15 steel subjected to LSP with different laser impact numbers. Figure 2 shows that the original quenched and tempered GCr15 steel mainly contains martensite and residual austenite. The diffraction peak of carbide is not obvious, probably due to its low content. After LSP, no new diffraction peak appears which indicates that no new phase was generated in GCr15 steel during LSP treatment. According to XRD results, the content of retained austenite is calculated. The content of retained austenite of the original sample before LSP is 11.82%, while the value decreases to 9.17% after 2 times LSP. With the impact number of LSP further increasing to 4 and 6 times, the content of retained austenite reduces to 6.72 and 4.12%, respectively. Meanwhile, in Fig. 2 the diffraction peak of austenite decreases obviously, while the diffraction peak of martensite increases, which indicates that the martensitic transformation is induced by SPD after LSP. As the number of LSP rises, more austenite changes into martensite. Besides, it can be found that the diffraction peak of martensite is slightly shifted to the right after LSP treatment. This is because the surface lattice distortion of GCr15 steel occurs under the action of high-energy shock wave, resulting in the decrease of its lattice coefficient. Moreover, the large residual compressive stress generated by plastic deformation causes the anisotropy of the crystal lattice to contract, resulting in the diffraction peak shifting to the right. Zhou et al. (Ref 23) also observed the phenomenon of diffraction peak shifting to the right in XRD analysis of LSP-treated 300 M steel.

X-ray diffraction patterns of GCr15 steel after LSP with different impact numbers
3.3 SEM Observations
SEM images of the microstructure of GCr15 steel before and after LSP treatment are shown in Fig. 3. Before LSP, the GCr15 steel presents a typical lath martensite and the connection area of lamellar is large. Also, lots of granular carbides are distributed on the martensite matrix, as shown in Fig. 3(a) and (b). After LSP, the surface of GCr15 steel undergoes SPD. The fragmentation of martensite occurs and an irregular needlelike structure forms. This is mainly due to the occurrence of severe plastic deformation and the aggravation of the dislocation activity. After 2 times LSP, the lath martensite is fractured and the average width of lath martensite reduces, and the depth of SPD layer is about 13 μm, as shown in Fig. 3(c). With the impact number of LSP increases to 4 and 6 times, the fragmentation of lath martensite is aggravated due to further raising strain rate and the fine nanocrystals under the action of high-energy shock wave are formed. The depth of SPD layer increases to 22 and 28 μm, respectively, which is found in Fig. 3(e) and (g). Moreover, with the increase in the depth from the surface, the high-energy shock wave is absorbed and consumed in the microstructure of GCr15 steel, and its energy is constantly attenuated. Correspondingly, the degree of plastic deformation and grain refinement of the subsurface layer of GCr15 steel decrease gradually. Finally, the microstructure size of GCr15 steel presents gradient distribution.

SEM images of the microstructure of GCr15 steel after LSP with different impact numbers: (a) and (b) untreated; (c) and (d) 2 times; (e) and (f) 4 times; (g) and (h) 6 times
Figure 4 shows the statistical diagram of the number and the average particle size of carbides of GCr15 steel before and after LSP. It can be seen that the average particle size of carbide before LSP is 0.63 μm and decreases sharply after LSP. The average particle size of carbide is 0.53 μm, 0.52 μm and 0.51 μm after 2, 4 and 6 times LSP. Meanwhile, the number of carbides rises after LSP. This is mainly because the dislocation activity near the carbides is further intensified due to LSP. When the dislocation density increases, the carbon atoms in the carbide are precipitated to form a Cottrell atmosphere, leading to partial decomposition of the carbide. Then the carbon atom re-precipitates in the matrix with the dynamic recovery and recrystallization of grains. However, with the increase of impact numbers, the increase of number and the decrease in the average grain size are slowly which indicating the strengthening effect of LSP reaches its limits.

Statistical diagram of the number and the average particle size of carbides of GCr15 steel before and after LSP
3.4 TEM Observations
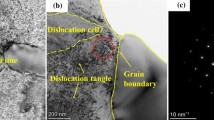
Figure 5 shows the TEM morphologies of GCr15 steel before and after LSP with different impact numbers. As shown in Fig. 5(a), the martensite of the original sample shows a uniform lamellar structure with a lath width of about 154 nm. The high-density dislocations are found around martensite. After 2 times LSP, the martensite lath is broken and the lamellar spacing decreases to about 80 nm, as shown in Fig. 5(b). Meanwhile, a large amount of high-density dislocations is observed. Meanwhile, the selected electron diffraction pattern is like a ring, indicating that the surface of GCr15 steel is refined to form nanocrystals after LSP. As the impact number of LSP increases to 4 times, in Fig. 5(c) the diffraction ring is more continuous and clear. The martensite of sample is refined to nanometer level with the grain sizes of about 60 nm. When the impact number is 6 times, in Fig. 5(d) the martensite is completely broken and the average grain size further reduces to 40 nm. As the impact number increases, the degree of fragmentation is further intensified, and the selected electron diffraction pattern changes from single-crystal lattice to multi-crystal diffraction rings. Martensite fragmentation is mainly due to the high-power-density plasma shock wave acted on the surface of GCr15 steel, which induces SPD on the sample surface. The dislocation motion intensifies and a lot of dislocation tangles are observed, leading to the decrease in the lamellar width of martensite. Meanwhile, the deformation twin is formed during the SPD. As a result, the nanocrystals can be found in the surface of the GCr15 steel. Similar grain refinement mechanism was also found in Ref 24, 25.

TEM images of the surface microstructure of the GCr15 steel after LSP with different impact numbers: (a) untreated; (b) 2 times; (c) 4 times; (d) 6 times
3.5 Residual Stress Analysis
Figure 6 shows the residual stress of GCr15 steel after LSP with different impact numbers at different layer depths. On the surface of the untreated GCr15 bearing steel, there is a residual tensile stress of about 60 MPa generated by machining. After LSP, the residual compressive stress is formed on the surface and subsurface of the sample. The maximum residual stress of the sample after 2 times LSP is − 890 MPa, and the depth of affected layer is about 900 μm. When the impact number is 4 times, the maximum residual stress increases to − 1053 MPa and the depth of the affected layer is intensified. Further increasing the impact number to 6 times, the maximum residual stress is − 1100 MPa and the depth of the affected layer is about 2200 μm. The results show that a large and deep residual compressive stress layer can be generated on the surface of the material after LSP. This is mainly because after LSP, the plasma with high temperature and pressure is generated and SPD occurs, which hinders the recovery of the microstructure, leading to the formation of a deep and large residual compressive stress layer. As the impact number of LSP rises, the value and the depth of the residual compressive stress layer are aggravated. However, after 6 times LSP, the value of the residual compressive stress slightly increase, indicating that the residual stress generated by LSP in GCr15 bearing steel has approached the strengthening limit. Besides, in Fig. 5 the maximum residual stress produces in the subsurface of the material. The reason is that stress relaxation occurs in the surface of the sample after LSP. The surface microstructure is mainly composed of subgrains, dislocation cells and dislocation walls. Dynamic recovery occurs in this region during LSP process and the interaction between dislocations reduces the degree of the stress concentration; thus, the surface compressive stress decreases and the maximum compressive stress is located in the subsurface layer. This phenomenon often occurs when the surface temperature of the material has a drastic change (Ref 26, 27).

Residual stress of GCr15 steel after LSP with different LSP impact numbers at different layer depths
3.6 Microhardness Analysis
Figure 7 shows the microhardness of GCr15 steel at different depths after LSP with different impact numbers. As shown in Fig. 7, the microhardness of the untreated sample from surface to core has no obvious change, which is about 720 HV. After LSP the surface microhardness of the GCr15 steel increases significantly. The value of the sample after 2 times LSP is about 770 HV, which is 6.9% higher than that of the untreated sample, and the depth of the affect layer is closely to 1800 μm. With the increase of the impact numbers, the microhardness of the sample after 4 times LSP rises to about 787 HV and the depth of the affect layer reaches 1900 μm. With the impact number increases to 6 times, the microhardness of the sample reached about 820 HV, which is 13.9% higher than that of the untreated sample, and the depth of the affect layer is about 1950 μm. Under the action of high-energy shock wave, SPD occurs on the surface of GCr15 steel, the density of substructural defects greatly increases and the dislocation interacts with each other, resulting in a large number of dislocation tangles, which hinders the dislocation movement and leads to obvious work hardening of the material. At the same time, the surface grains of GCr15 steel are broken and refined under the action of high-energy shock wave, and nanocrystals are formed on the sample surface. Thus, the surface microhardness of GCr15 steel increases significantly under a combination of work hardening and grain refinement. With the increase in the depth of the surface layer, the corresponding microhardness of the sample gradually decreases, which is because LSP treatment will induce high-pressure plasma shock wave on the surface of the sample. However, the shock wave energy gradually attenuates during the propagation process inside the material, the degree of plastic deformation gradually decreases and the grain size correspondingly increases, resulting in the weakening of the work hardening and fine-grained strengthening effect. As a result, the hardness of the sample presents a gradient change characteristic. This is consistent with the trend of microstructure change in Fig. 3.

Microhardness of GCr15 steel after LSP with different LSP impact numbers at different layer depths
3.7 Tribological Properties
Figure 8 shows the friction coefficient of GCr15 bearing steel before and after LSP under different loads. The initial stage of friction and wear process is the running-in stage, and each sample will experience a certain period of running-in. After the running-in stage, it enters the stable stage and only fluctuates within a certain range. Under the load of 10 N, the friction coefficient of the original specimen before LSP is greater than that of the LSP specimen and the average friction coefficient of the original sample is 0.742. After LSP with the impact number of 2, 4 and 6 times, the values of the samples are 0.612, 0.606 and 0.601, respectively. When the load increases to 30 N, the average friction coefficient of the original sample is 0.61, and the friction coefficient of the samples after 2, 4 and 6 times LSP is 0.596, 0.591 and 0.582, respectively. Further increasing the load to 50 N, the average friction coefficient of the sample before LSP is 0.576. The values of the samples after 2, 4 and 6 times LSP are 0.556, 0.563 and 0.562, respectively. The results show that the friction coefficient of GCr15 steel is reduced after LSP at a lower load, such as 10 N, while the sample after LSP has almost no change at the load of 30 N and 50 N when compared with the untreated sample.

Friction coefficient of GCr15 bearing steel before and after LSP under different loads: (a) 10 N; (b) 30 N; (c) 50 N; (d) average friction coefficient
The friction coefficient depends on the material, speed, temperature and other factors of the contact surface. The experimental loads are 10 N, 30 N and 50 N and the corresponding Hertzian contact pressures are 1.4, 2 and 2.4 GPa, respectively. The yield strength of quenched and tempered GCr15 steel is about 1.8 GPa. Under the load of 10N, the friction coefficient of the sample after LSP decreased significantly. This is mainly because the microstructure of the sample is improved after LSP. Grain refinement effect results in an increase in the compressive strength, which enhances the plastic deformation resistance and decreases the friction coefficient of the materials. However, when the load is too large (30 N and 50 N), the contact peak point produces a large stress, which causes that almost all the stress at the contact peak point reaches the yield limit of the materials. Meanwhile, lots of friction heat are formed at a high load and the LSP-induced work hardening cannot counterbalance the thermal effects. At that time, the friction and wear properties of the material are mainly affected by the load instead of LSP impact number. Strubbia et al. (Ref 28) applied LSPwC with laser power densities of 18 and 7 GW/cm2 on duplex stainless steel 2205. They reported that after the transition stage, the friction coefficient of duplex stainless steel 2205 with LSPwC evolved showing a similar behavior to that shown by AR material. This was mainly because the absence of protective coating during LSPwC treatment caused thermal effects on near surface layers, and the work hardening induced by LSPwC cannot counteract its thermal effects. These findings are also consistent with the ones described by Wang et al. (Ref 29).
Besides, the impact number of LSP also has little influence on the friction coefficient of the materials. This is mainly because the surface roughness and grain refinement of GCr15 bearing steel rise with the increase of the impact numbers during the LSP process. The increase in the material surface roughness leads to the increase of friction coefficient. Grain refinement effect also results in an increase in the compressive strength, which enhances the plastic deformation resistance and decreases the friction coefficient of the materials. Thus, under combined action of the surface roughness and the grain refinement, the friction coefficient of the materials has little change after 2, 4 and 6 times LSP. In addition, the friction coefficient decreases with the increase in the load. Under normal conditions, the mutual contact between metals is usually considered to be elastoplastic contact. The friction force is proportional to the contact area between the friction pairs, but the relationship between real contact area between the two pairs and load is not linear. The growth rate of the real contact area of the metal surface is less than the growth rate of the load. Therefore, under dry friction conditions, the friction coefficient of the material decreases with the increase in the load (Ref 30, 31).
Figure 9 shows the 3D morphology of wear marks of GCr15 bearing steel and the corresponding cross-sectional profile curves before and after LSP under different loads. As shown in Fig. 9(a), under the load of 10 N, the width and depth of the wear mark are 956.25 and 5.35 μm, respectively. After LSP, the wear of the sample is significantly reduced. In Fig. 9(b), the width and depth of the wear mark of the sample after 2 times LSP are 585.25 μm and 2.32 μm. As the impact number rises to 4 times, in Fig. 9(c) the width and depth of the wear mark are 642.75 μm and 2.18 μm. Further increasing the impact number to 6 times, the width and depth of the wear mark are 590.5 μm and 2.14 μm, as shown in Fig. 9(d). With the increase in the load to 30 N, the wear of the sample is significantly aggravated. In Fig. 9(e), the width and depth of the wear mark of the sample before LSP are 850 and 3.51 μm, respectively. After 2 times LSP, the width and depth of the wear mark of the sample decrease to 685.13 and 2.42 μm, respectively, which is found in Fig. 9(f). When the impact number increases to 4 times, the width and depth of the wear mark reduces to 637.63 and 2.30 μm, respectively, as shown in Fig. 9(g). After LSP with the impact number of 6 times, in Fig. 9(h) the wear of the sample is further reduced and the width and depth of the wear mark of the sample are 481.18 and 2.37 μm, respectively. When the load reaches 50 N, the width and depth of the wear mark of the sample before LSP are 825 and 3.60 μm, respectively (Fig. 9i). After LSP with the impact number of 2, 4 and 6 times, the width of the wear mark reduces to 685, 665 and 634 μm and the depth of the wear mark are 4.20, 3.69 and 3.56 μm, respectively (Fig. 9j-l). This is mainly because LSP results in grain refinement of the sample surface, and the residual compressive stress generated on the sample surface is also released under cyclic stress during the friction process in order to resist the plastic deformation caused by Hertzian contact. Thus, the width and depth of the wear mark of GCr15 bearing steel after LSP are reduced and the wear decreases with the increase of the impact number.


Three-dimensional morphologies of wear scars of GCr15 bearing steel and their corresponding cross-sectional profiles before and after LSP under different loads: (a) untreated, 10 N; (b) 2 times, 10 N; (c) 4 times, 10 N; (d) 6 times, 10 N; (e) untreated, 30 N; (f) 2 times, 30 N; (g) 4 times, 30 N; (h) 6 times, 30 N; (i) untreated, 50 N; (j) 2 times, 50 N; (k) 4 times, 50 N; (l) 6 times, 50 N
Figure 10 shows the wear rate of GCr15 bearing steel before and after LSP under different loads. As shown in Fig. 10, the wear rate of GCr15 bearing steel is effectively reduced after LSP. When the load is 10 N, the wear rate of the sample before LSP is 45.54 × 10−6 mm3/N m. After LSP with the impact number of 2, 4 and 6 times, the wear rate of the sample decreases significantly to 15.98 × 10−6, 12.97 × 10−6 and 10.70 × 10−6 mm3/N m, respectively. With the increase in the load to 30 N, the wear rate of the sample before LSP rises to 57.04 × 10−6 mm3/N m. The values of the samples after 2, 4 and 6 times LSP are 18.77 × 10−6, 17.51 × 10−6m and 15.83 × 10−6 mm3/N m, respectively. Further increasing the load to 50 N, the wear rate of the sample before LSP is 64.25 × 10−6 mm3/N m. After LSP with the impact number of 2, 4 and 6 times, the wear rate of the sample is 26.31 × 10−6, 26.26 × 10−6 and 25.11 × 10−6 mm3/N m, respectively. After LSP, the wear rate of the sample decreases and the wear resistance is enhanced. The reason is that the work hardening and grain refinement occur on the surface of the sample after LSP, which improves the wear resistance of the sample. Meanwhile, the deep and large residual compressive stress layer exists in the surface and subsurface of the sample, and it is released during the friction process; thus, the plastic deformation is resisted and the wear rate of sample is reduced. Meanwhile, at the load of 10 N, with the increase of LSP impact number, the wear rate of the sample decreases significantly, while at the load of 30 N, the wear rate of the sample only shows a slightly decreasing trend as the impact number increases. With the increase in load to 50 N, the wear rate of the sample has little change with the increase of LSP impact number.

Wear rates of GCr15 bearing steel before and after LSP under different loads
Figure 11, 12, and 13 shows the wear morphology of GCr15 bearing steel before and after LSP under different loads, and the EDS results are shown in Table 2. Figure 11(a) shows that under the load of 10 N, some furrows and a large number of wear debris occur, showing the characteristic of abrasive wear. Moreover, some pits appear on the surface of the sample before LSP, which shows the typical adhesive wear. In Table 2, the high content of oxygen elements on the worn surface of the sample under the load of 10 N, indicating that the surface of the sample is oxidized. This is mainly due to a large amount of friction heat generated on the surface of the sample during the dry friction process. Meanwhile, the oxide film on the sample surface is constantly destroyed under the action of the friction force, which leads to oxidative wear. After 2 times LSP, the furrows disappear and the amount of pits can be found on the surface of the sample, as shown in Fig. 11(b). As the number of impact rises to 4 times, the amount of the pits reduces (Fig. 11c). Further increasing the number of impact rises to 6 times, the adhesive wear is weakened (Fig. 11d). Thus, the wear mechanism changes from the mixture of abrasive wear and adhesive wear (before LSP) to slight adhesive wear (after LSP). When the load is 30N, the wear of the sample before LSP is intensified, and adhesive wear and abrasive wear appear, as shown in Fig. 12(a). The wear mechanism of the sample after 2 times LSP is mainly composed of adhesive wear, and there is no obvious oxidation and spalling, as shown in Fig. 12(b). After 4 times LSP, a small amount of pits is observed in Fig. 12(c). When the number of impact increases to 6 times, the number of the pits is reduced in Fig. 12(d). As the load rises to 50 N, Fig. 13(a) shows that serious oxidation is observed on the surface of the sample before LSP and a lot of pits appear, which shows the severe adhesion wear. After 2 times LSP, in Fig. 13(b) the amount of pits is reduced. With the increase in the number of impact to 4 times, the wear of the sample is further reduced, as shown in Fig. 13(c). After 6 times LSP, in Fig. 13(d) the size of spalling pit decreases and the wear mechanism is mainly adhesive wear.

Wear morphologies of GCr15 bearing steel before and after LSP at the load of 10 N: (a) untreated; (b) 2 times; (c) 4 times; (d) 6 times

Wear morphologies of GCr15 bearing steel before and after LSP at the load of 30 N: (a) untreated; (b) 2 times; (c) 4 times; (d) 6 times

Wear morphologies of GCr15 bearing steel before and after LSP at the load of 50 N: (a) untreated; (b) 2 times; (c) 4 times; (d) 6 times
The wear of the GCr15 steel is improved by LSP. This is mainly because the grain is refined and the hardness of the sample increases after LSP, enhancing the resistance of plastic deformation of the material and reducing the formation of surface cracks. Besides, the residual compressive stress layer is constructed on the sample surface after LSP, and it releases to resist the plastic deformation of the material under the action of reciprocating stress during the friction process. As a result, the wear rate of the sample is reduced and the wear resistance of the material is increased. Similar phenomenon was found in Li’s results (Ref 13). They stated that the significant improvement of wear resistance after 3 LSP impacts was attributed to the combined effects of grain refinement and dislocation strengthening. Meanwhile, under the lower load, the number of LSP has an important effect on the friction coefficient and the wear rate, while at a higher load, the contact peak point produces a large stress and almost all the stress at the contact peak point reaches the yield limit. Meanwhile, lots of friction heat are formed at a high load and the work hardening induced by LSP cannot counterbalance its thermal effects. Thus, when the load is large, the friction coefficient and wear rate of the sample have little change with the increase of LSP impact number, and the friction and wear properties of the material are mainly affected by the load.
4 Conclusion
LSP was used to prepare the nanostructures on the surface of GCr15 bearing steel. The effects of the impact number on the microstructural evolution and the tribological characteristics of the GCr15 steel were investigated systematically. The following conclusions are obtained:
-
1.
After LSP, the SPD occurs in the GCr15 bearing steel and the depth of SPD layer rises with the increase of impact numbers. When the impact number is 6 times, the grain is refined to nanometer level with the size of about 35 nm. The content of the residual austenite of the sample reduces from 11.82 (before LSP) to 4.12% (after 6 times LSP).
-
2.
LSP effectively improves the microhardness of GCr15 bearing steel, and constructs a deep and large residual compressive stress layer on the surface layer of GCr15 bearing steel. As the impact number rises, the corresponding surface microhardness and compressive residual stress of the GCr15 bearing steel also increase gradually. After 6 times LSP, the microhardness of the sample is 828 HV and the residual compressive stress is 1100 MPa.
-
3.
The tribological properties of GCr15 bearing steel are improved after LSP. At the load of 10 N, the friction coefficient and wear rate of GCr15 bearing steel decrease with the increase of impact numbers. At the load of 30 N and 50 N, the friction coefficient and wear rate of the sample have little change with the increase of LSP impact number. The wear mechanism of GCr15 bearing steel changes from mixture of the adhesive wear and abrasive wear (before LSP) to the slight adhesion wear (after LSP), and the degree of adhesive wear reduces as the LSP impact number rises.
Data Availability
Data that support the findings of this report are available from the corresponding author upon request.
References
Ł Breńkacz, Ł Witanowski, M. Drosińska-Komor, and N. Szewczuk-Krypa, Research and Applications of Active Bearings: A State-of-the-Art Review, Mech. Syst. Signal Process., 2021, 151, p 107423.
F. Song, X. Yang, W. Dong, Y. Zhu, Z. Wang, and M. Wu, Research and Prospect of Textured Sliding Bearing, Int. J. Adv. Manuf. Technol., 2022, 121(1–2), p 1–25.
Z. Xie, J. Jiao, K. Yang, and H. Zhang, A state-of-art review on the water-lubricated bearing, Tribol. Int.. Int., 2023, 180, p 108276.
J. Liu, L. Wang, and Z. Shi, Dynamic Modelling of the Defect Extension and Appearance in a Cylindrical Roller Bearing, Mech. Syst. Signal Process., 2022, 173, p 109040.
A.S. Barcelos, F.M. Mazzoni, and A.J.M. Cardoso, Bearing Damage Analysis with Artificial Intelligence Algorithms, J. Control Autom. Electr. Syst., 2022, 33, p 282–292.
L. An, X. Liu, B. Deng, H. Jiang, and G.J. Cheng, Liquid Metal Nanolayer-Linked MOF Nanocomposites by Laser Shock Evaporation, Matter, 2021, 4(12), p 3977–3990.
W. Fu, Y. Huang, J. Sun, and A.H. Ngan, Strengthening CrFeCoNiMn0.75Cu0.25 High Entropy Alloy via Laser Shock Peening, Int. J. Plast.Plast., 2022, 154, p 103296.
J. Zhou, X. Zhou, H. Li, J. Hu, X. Han, and S. Liu, In-Situ Laser Shock Peening for Improved Surface Quality and Mechanical Properties of Laser-Directed Energy-Deposited AlSi10Mg Alloy, Addit. Manuf.. Manuf., 2022, 60, p 103177.
J. Lv, K. Luo, H. Lu, Z. Wang, J. Liu, and J. Lu, Achieving High Strength and Ductility in Selective Laser Melting Ti-6Al-4V Alloy by Laser Shock Peening, J. Alloy. Compd., 2022, 899, p 163335.
X. Luo, N. Dang, and X. Wang, The Effect of Laser Shock Peening, Shot Peening and Their Combination on the Microstructure and Fatigue Properties of Ti-6Al-4V Titanium Alloy, Int. J. Fatigue, 2021, 153, p 106465.
Q. Jiang, S. Li, C. Zhou, B. Zhang, and Y. Zhang, Effects of Laser Shock Peening on the Ultra-high Cycle Fatigue Performance of Additively Manufactured Ti6Al4V Alloy, Opt. Laser Technol., 2021, 144, p 107391.
Z. Tong, W. Wan, H. Liu, W. Zhou, Y. Ye, and X. Ren, Combination of Annealing and Laser Shock Peening for Tailoring Microstructure and Mechanical Properties of Laser Directed Energy Deposited Crmnfeconi High-Entropy Alloy, Addit. Manuf.. Manuf., 2023, 61, p 103345.
N. Li, Q. Wang, W.J. Niu, L.C. Zhou, P. Han, Y. Han, J.X. Li, P. Song, N. Hu, N. Guo, S.A. Li, and X.L. Pan, Effects of Multiple Laser Shock Peening Impacts on Microstructure and Wear Performance of wire Based Laser Directed Energy Deposition 17–4PH STAINLESS STEEL, J. Market. Res., 2023, 25, p 3222–3227.
E.A. Larson, A.G. Samuel, M. Augustine, P. Yamba, J.D. Kukurah, K. Abdulai, S.A. Joseph, A.R. Osman, E.A. Akurugu, and A. Kuzmin, Optimize Multiple Peening Effects on Surface Integrity and Microhardness of Aluminum Alloy Induced by LSP, Mater. Sci. Appl., 2023, 14, p 208–221.
J. Li, J. Zhou, A.X. Feng, S. Huang, X.K. Meng, Y.J. Sun, Y. Huang, and X.L. Tian, Influence of Multiple Laser Peening on Vibration Fatigue Properties of TC6 Titanium Alloy, Opt. Laser Technol., 2019, 118, p 183–191.
R. Bikdeloo, G.H. Farrahi, A. Mehmanparast, and S.M. Mahdavi, Multiple Laser Shock Peening Effects on Residual Stress Distribution and Fatigue Crack Growth Behaviour of 316L Stainless Steel, Theoret. Appl. Fract. Mech.. Appl. Fract. Mech., 2020, 105, p 102429.
H. Chen, A.X. Feng, J. Li, T.D. Jia, and Y. Liu, Effects of Multiple Laser Peening Impacts on Mechanical Properties and Microstructure Evolution of 40CrNiMo Steel, J. Mater. Eng. Perform., 2019, 28(5), p 2522–2529.
Y. Xiong, T.T. He, Y. Lu, H.S. Bao, Y. Li, F.Z. Ren, W. Cao, and A.A. Volinsky, Impacts of Multiple Laser Shock Processing on Microstructure and Mechanical Property of High-Carbon Steel, J. Iron. Steel Res. Int., 2018, 25(4), p 469–475.
Y. Xiong, T.T. He, P.Y. Li, L.F. Chen, F.Z. Ren, and A.A. Volinsky, Effects of Laser Pulse Energy on Surface Microstructure and Mechanical Properties of High Carbon Steel, J. Cent. South Univ., 2015, 22(12), p 4515–4520.
Y. Xiong, T.T. He, L. You, P.Y. Li, L.F. Chen, F.Z. Ren, and A.A. Volinsky, Microstructure and Microhardness of Pearlitic Steel After Laser Shock Processing and Annealing, Mater. Sci. Technol., 2015, 31(15), p 1825–1831.
T.T. He, T. Cui, Y. Xiong, S.M. Du, and Y.Z. Zhang. Impact of Laser Shock Processing on Microstructure and Tribological Performance of GCr15 Bearing Steel. J. Mater. Eng. Perform. (2023).
T.T. He, G.A. Song, R.N. Shao, S.M. Du, and Y.Z. Zhang, Sliding Friction and Wear Properties of GCr15 Steel under Different Lubrication Conditions, J. Mater. Eng. Perform., 2022, 31, p 7653–7661.
T. Zhou, Y. Xiong, Z.G. Cheng, X.Q. Zh, Y. Lu, T.T. He, F.Z. Ren, H. Singh, J. Kömi, M. Huttula, and W. Cao, Effect of Surface Nano-crystallization Induced by Supersonic Fine Particles Bombarding on Microstructure and Mechanical Properties of 300M Steel, Surf. Coat. Technol., 2021, 421, p 127381.
Y.H. Xu, L. Fang, Q.H. Cen, and J.H. Zhu, Nano Structure and Transformation Mechanism of White Layer for AISI1045 Steel during Impact Wear, Wear, 2005, 258(1–4), p 537–544.
Y.Y. Yang, X.F. Cui, X. Zhao, M.L. Dong, J.C. Zhou, and G. Jin, Surface Nanocrystallized Structural Steel with Enhanced Tribological Properties under Different Sliding Conditions, Wear, 2020, 460, p 203429.
L. Zhang and Z.B. Wang, Strain-Induced Formation of a Gradient Nanostructured Surface Layer on an Ultrahigh Strength Bearing Steel, J. Mater. Sci. Technol., 2018, 34(9), p 1676–1684.
J. Lindemann, C. Buque, and F. Appel, Effect of Shot Peening on Fatigue Performance of a Lamellar Titanium Aluminide Alloy, Acta Mater. Mater., 2006, 54(4), p 1155–1164.
R. Strubbia, C.A. Vázquez Jiménez, G. Gómez Rosas, J. Dib, V. Fuster, C. Rubio González, and S. Hereñú, Tribological Behavior of Duplex Stainless Steel with Laser Peening Treatments Without Coating, J. Mater. Eng. Perform., 2023 https://doi.org/10.1007/s11665-023-09064-0H
H. Wang, S. Keller, Y. Chang, N. Kashaev, K. Yan, E.L. Gurevich, and A. Ostendorf, Effect of Laser Shock Peening Without Protective Coating on the Surface Mechanical Properties of NiTi Alloy, J. Alloys Compd., 2022, 896, p 163011.
Y.J. Cao, J.Q. Sun, F. Ma, Y.Y. Chen, X.Z. Cheng, X. Gao, and K. Xie, Effect of the Microstructure and Residual Stress on Tribological Behavior of Induction Hardened GCr15 Steel, Tribol. Int.. Int., 2017, 115, p 108–115.
M. Hashempour, H. Razavizadeh, and H. Rezaie, Investigation on Wear Mechanism of Thermochemically Fabricated W-Cu Composites, Wear, 2010, 269, p 405–415.
Acknowledgments
The project was supported by the National Natural Science Foundation of China (Grant No. 51905153 and U1804146).
Author information
Authors and Affiliations
Contributions
Tiantian He was responsible for conception, writing—original draft preparation, methodology, visualization, supervision and funding acquisition. Zhipeng Gong, Zeyuan Liu and Tong Cui was involved in formal analysis, methodology, software, validation and completion of experiment. Yi Xiong participated in experimental design, investigation and funding acquisition. Sanming Du and Yongzhen Zhang took part in manuscript modification, language proofing and writing—reviewing and editing.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
He, T., Gong, Z., Liu, Z. et al. Effect of Laser Shock Peening Impact Numbers on Microstructure and Tribological Characteristics of GCr15 Steel. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-10008-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-10008-5