
Abstract
In this study, the effect of core bar inserted into weld faying part to obtain an ideal pipe joint with non-generating inner flash via friction welding is described. A steel pipe with inner and outer diameters corresponding to 8.0 mm and 13.5 mm was used, and the weld faying surface was machined to a groove shape of a flat (butt) type. The core bar of various materials was inserted in the weld faying part of the pipes, and those pipes were welded with a friction speed of 27.5 s−1 and friction pressure of 30 MPa. The core bars did not decrease inner flash when joints were fabricated with a core bar of some metallic materials with melting points below that of steel; thus, they were melted during the welding process. The joint with an alumina core bar did not decrease inner flash and was crushed by generating an inner flash. However, a commercially pure tungsten (CP-W) core bar was successfully achieved for decreasing the inner flash. Additionally, all joints with a CP-W core bar did not exhibit the tensile strength of the base metal and a fracture in the base metal, when they were fabricated during the same time, the friction torque reached the initial peak. The joint exhibited a fracture in the base metal when it was fabricated with a CP-W core bar and a taper groove shape that was proposed in the previous study. Furthermore, the core bars were easily removed from the joints; thus the joint with almost no inner flash was successfully obtained. To reduce the inner flash of pipe joints, they should be fabricated with a CP-W core bar inserted into the weld faying part with a taper groove shape.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
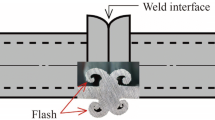
The circular shape of pipes or tubes is mainly used in the piping components of transport equipment for liquid or gas. They are widely used in various industrial components, such as pipelines, vacuum vessels, and a variety of sensors or actuators. It is necessary to join pipes to each other or to plates to fabricate the components. Friction welding is a well-known solid state joining method, and the method can easily weld the circular shape of pipes with circular solid rods. The welding process of this method is easily automated and exhibits several advantages when compared with fusion welding methods such as high energy efficiency, a narrower heat-affected zone (HAZ), and low welding cost [1, 2]. The pipe joint fabricated by friction welding inevitably exhibits a flash (burr or collar) at outer and inner parts, and the flash is exhausted from the weld interface during the welding process, as shown in Fig. 1. Hence, it is not possible to avoid the generation of flash in a good joint, and its final shape and size depend on the friction welding condition. Specifically, it is not possible to remove the inner flash of the joint in some cases whereas the outer flash is easily removable via a machine tool such as a lathe. The inner flash at the weld interface of pipe joints does not exhibit any applications because various liquids or cables are inserted in the pipe joints. Hence, it is necessary to control the flash for increasing demands on function and performance of industrial applications [3]. Palanivel et al. [4] demonstrated the characteristics of titanium pipe friction welded joints at various friction speeds. Luo et al. [5] discussed the results of bell-shaped joints at the edge of the pipe edge. Rovere et al. [6] investigated the mechanical properties of joints with a circular shape of pipes, as fabricated by the radial friction welding method. Faes et al. [7] examined the characteristics of joints with a circular shape of pipes by using a solid ring as a filler material. Pissanti et al. [8] applied friction welding of duplex stainless steel pipes with a rotating ring. Hence, in several studies, attempts were made to decrease inner flash at the weld interface. Nevertheless, it was difficult to achieve a joint that exhibited tensile strength of the base metal and no inner flash given that the flash of the joint was assumed as sufficiently exhausted at the weld interface to obtain completely welding.

Example of flash in circular joint of pipe produced by friction welding
As a solution to this problem, we noticed the groove shape of the weld faying part from the results for the improvements in joint performance with changing the shape at the weld faying part that was investigated by some studies. Shi et al. [9] proposed a groove shape designed via the principle of 3D tool radius compensation. Li et al. [10] and Wan and Huang [11] attempted to decrease the intermetallic compound layer of joints between aluminum alloy and certain steels. The joint strength of friction welded joint between aluminum alloy and steel solid bars was demonstrated by Ashfaq et al. [12] by changing the shape at the weld faying part. Based on the above reports, it is possible to decrease the flash from the joint by changing of the shape at the weld faying part. In contrast, some of the authors investigated the influence of groove shape of the weld faying part relative to the effect of the decrease in the inner flash on steel pipe joints, which were fabricated via friction welding [13]. Furthermore, it was indicated that all joints with a gently taper groove shape exhibited a fracture at the base metal when the friction torque reached the initial peak. Hence, an ideal pipe joint with non-generating inner flash was fabricated with a suitable taper groove shape. Nevertheless, the joint did not correspond to an ideal joint because it exhibited extremely small inner flash at the weld interface. Therefore, a friction welding technique to prevent the generation of inner flash is urgently required.
Following the previous study [13], we have been carrying out this research to clarify the mechanical properties in friction welding to obtain an ideal pipe joint with a non-generating inner flash with a fracture at the base metal and the same tensile strength as that of the base metal. In the present study, desirable materials for a core bar were inserted into the weld faying part to prevent generation of inner flash. We show the effect of the friction time on the tensile strength of joints that were fabricated with a core bar of an opportune material. Subsequently, we also propose a welding method to obtain an ideal pipe joint that considers the results of a previous study [13].
2 Experimental procedure
2.1 Materials and specimen shapes
2.1.1 Friction welding specimen
The material used was seamless cold drawn carbon steel pipe for high temperature service (JIS STPT410-S-C) with inner and outer diameters corresponding to 7.8 mm and 13.8 mm, respectively. The chemical composition of the material was 0.20C-0.22Si-0.53Mn-0.022P-0.011S (% (mass fraction)); the ultimate tensile strength was 484 MPa; 0.2% yield strength was 297 MPa; and elongation was 35%. Pipes were machined via a lathe to a length of 80 mm. They were machined to inner and outer diameters of 8.0 mm and 13.5 mm, respectively, as shown in Fig. 2a. The groove shape at the weld faying (contacting edge) part corresponded to the flat (square edge, butt) type. In this connection, the groove shape at the weld faying part of friction welding specimen differed with the experiment in Section 3.3 which will be described later. As shown in Fig. 2b, all pipes were inserted into the thin pipe jig composed of steel. Then, the opposite sides of the weld faying surface were unified via tungsten inert gas (TIG) welding to prevent rotation in the chuck during the welding process. The used material and the thin pipe jig were identical to those of the previous study [13].

Shape and dimension of friction welding specimen, thin pipe jig, and core bar
2.1.2 Core bar
The five types of materials, which was aluminum alloy, copper alloy, stainless steel, titanium alloy, tungsten and ceramics, were prepared as core bars. In this connection, a typical aluminum alloy (type 7075 Al alloy, referred to as A7075), a typical copper alloy (referred to as Brass), and stainless steel (AISI 304 stainless steel, referred to as 304SS), were selected, although their melting points were lower than that of steel. A7075 was selected because direct friction welding between steel and this material was difficult due to own poor deformability [14]. Brass was selected because it was used as a part of the bearing, although the friction welded joint between steel and this material was successfully realized [15]. 304SS was selected as easily available for the experiment. In contrast, a typical titanium alloy (Ti-6Al-4V, referred to as Ti64) and commercially available pure tungsten (referred to as CP-W) were selected, because their melting points exceeded that of steel. Furthermore, samples of alumina, typical ceramics (referred to as alumina), was also prepared. The diameters of those metallic materials were 7.80 mm or 7.95 mm, and that of an alumina was 7.45 mm due to the limited availability. Besides, all core bars were machined to lengths of 40 mm or 20 mm, as shown in Fig. 2c. Additionally, the difference of results with the length of a core bar was not confirmed.
2.2 Friction welding method
A continuous (direct) drive friction welding machine was employed for joining. During friction welding operations, the friction welding conditions were set as follows: friction speed of 27.5 s−1 (1 650 r/min), friction pressure of 30 MPa, a range of friction times from 0.1 s to 3.0 s, forge pressure of the same value (an identical) as friction pressure, and forge time of 6.0 s. Those parameters were selected with similar conditions that were shown in the previous study [13]. To prevent generation of inner flash, the core bar is inserted into both weld faying parts of the friction welding specimens before welding, and its image is shown in Fig. 3. Subsequently, friction welding specimens at both sides were welded to each other. To investigate the reduction in the inner flash of steel pipe joint, the following experiments were performed.

Schematic illustration of welding method for using core bar
-
(i)
The conventional friction welding method was performed to determine an opportune material as a core bar. The braking time was approximately 0.7 s. The friction torque during the friction process was measured via a load-cell. Friction torque data were recorded with a personal computer via an A/D converter with a sampling time of 0.001 s. Subsequently, an opportune material was selected as the core bar by clarifying the joining behavior, such as measuring friction torque, and by observing the cross-section of joints.
-
(ii)
The relationship between joint strength and friction time of joints was investigated to clarify the joint strength. However, it is necessary to weld the joint without braking time during the rotation stop because the rotation of the specimen does not completely stop at set friction time. The fixed (stationary) side specimen was fixed with an electromagnetic clutch to prevent deformation due to braking during the rotation stop. Subsequently, when the clutch was released, the relative speed between both specimens simultaneously decreased to zero. Additionally, the braking time for the experimental method was shorter than 0.04 s, i.e. one rotation of the specimen, and thus its effect was negligible. The details of the welding method for appropriate pipe welding are described in previous studies [13, 16, 17].
2.3 Mechanical test method
The joint tensile test specimen retained the inner and outer flashes that were expelled from the weld interface, i.e. all flashes were not removed. However, all thin pipe jigs were removed from joints as shown in Fig. 2b. The joint tensile test was performed by using two types of joint tensile test specimens since it was able to anticipate that joint strength was affected to a core bar: one of the test specimens included the core bar at the weld interface, while the other test specimen did not include the core bar. A core bar in the joint was pushed out by another bar that was inserted into the hole of joints, and it was removed from the joint prior to the tensile test. The joint tensile test was performed under the as-welded condition at room temperature using an Amsler universal testing machine. It was evaluated with three or more joints per friction welding condition, and the repeat-ability of the results was verified. The joint tensile strength was evaluated in terms of joint efficiency, which was defined as the ratio of joint tensile strength to the ultimate tensile strength of the base metal. The Vickers hardness test at a low test force, i.e., the Vickers microhardness (referred to as Vickers hardness), was performed at room temperature to further clarify joint properties. Figure 4 shows the schematic illustration of measured line of hardness test. The hardness distribution was measured in a zigzag pattern, and its center line corresponded to the half-thickness location of the pipe part on the adjacent region of the weld interface. The measuring load was 9.81 N, and the measuring range was approximately 7 mm from the weld interface on both sides of the joint. The measuring intervals in the longitudinal and radial directions were 150 μm and 50 μm, respectively.

Schematic illustration of measured line of hardness test
3 Results and discussion
3.1 Examination of opportune material as core bar
The experimental method detailed in Section 2.2 (i) was performed to investigate an opportune material for a core bar in this section.
3.1.1 Friction torque curve
Figure 5 shows the friction torque curves during the friction process of joints that were fabricated with core bars of various types of materials. In this instance, core bars (with the exception of alumina) with a diameter of 7.80 mm and length of 40 mm were used. The diameter of an alumina was 7.45 mm. The friction torque curves were divided into two kinds of groups, and those were showed as Figs. 5a, b. The results of friction torque curves for joints with some core bars with low melting temperature than that of steel are detailed in Fig. 5a, and those with high melting temperature than that of steel are detailed in Fig. 5b, respectively. Additionally, the results included the friction torque curve of the joint without a core bar, as shown in the black curve, as detailed in a previous study [13]. When the joint was fabricated with an A7075 core bar, which data were shown at the blue curve in Fig. 5a, the friction torque was widely scattered and an evident initial peak was not obtained. Furthermore, an evident initial peak was not obtained at the joint with a brass core bar, as shown in the orange curve. A relatively clear initial peak was observed, when the joint was fabricated with a 304SS core bar, as shown in the yellow-green curve. However, the maximum value of the joint did not reach approximately 50 \(\text{N} \cdot \text{m}\), and the friction torque also scattered after the initial peak. Therefore, the core bars exceeded the melting point during the friction process because the initial peak of the joint without core bar approximately corresponded to 50 \(\text{N} \cdot \text{m}\) (see the black curve). The friction torque exhibited an obvious initial peak when the joint was fabricated with a Ti64 core bar, as shown in the purple curve in Fig. 5b. Nevertheless, the material was deformed during the friction process, and thus the initial peak was approximately 40 \(\text{N} \cdot \text{m}\). In contrast, the friction torque curve of the joint with an alumina core bar (as shown in the green curve) resembled that of the joint without a core bar (the black curve). An obvious initial peak was also observed, when the joint was fabricated with a CP-W core bar, as shown in the red curve. However, the change in the friction torque differed from the joint without a core bar after the initial peak. Hence, either alumina or CP-W was estimated to be used as a core bar. In this connection, although the quantities of exhausted flash during the friction process differed, the joining behavior with using core bars and that without a core bar were resembled [13] (those data are not shown here).

Friction torque curves during friction process of joints using core bars of various types of materials
3.1.2 Observation of cross-section of joints
Figure 6 shows examples of the cross-sections of weld interface regions of joints that were fabricated with using core bars of various types of materials. The friction time was set to 3.0 s in those examples. Specifically, an A7075 core bar in the joint was melted as shown in Fig. 6a. Thus, the adjacent part of the weld interface of the core bar was broken. Additionally, the joint exhibited inner flash. As shown in Fig. 6b, the joint with a brass core bar also exhibited inner flash although a brass core bar was not shown in the figure. Therefore, those materials were not suitable as a core bar due to the low melting temperature in comparison with that of steel. The weld interface of the joint with a 304SS core bar exhibited an obvious inner flash, which was not observed, and a part of the inner flash was exhausted as the outer flash along the weld interface (see Fig. 6c). Therefore, the aforementioned materials were not suitable for the core bar, and the materials exhibited a lower melting point when compared with that of steel. The joint with a Ti64 core bar exhibited low inner flash and the core bar was slightly deformed by arrows as shown in Fig. 6d. Hence, Ti64 was not also suitable for use as a core bar due to the slightly deformation of itself by exhausted flash. However, further investigation will be needed to clarify the welding temperature because Ti64 core bar had high temperature of the melting point in comparison with that of steel. The cross-section of the joint with an alumina core bar resembled that of the joint without a core bar. Alumina core bar broke during the friction process as shown in Fig. 7, and the image of the cross-section was not shown in the figure. Hence, alumina was not also suitable for using as a core bar. In contrast, the inner flash was only slightly generated, when the joint was fabricated with a CP-W core bar as shown in Fig. 6e. However, the slightly generated inner flash was in contact with the CP-W core bar, and could not be removed from the joint. Therefore, it is necessary to clarify the clearance (gap) between a core bar and inner surface of a pipe. Nevertheless, a CP-W core bar is useful in preventing inner flash.

Cross-sections of weld interface regions of joints using core bars with diameter of 7.80 mm at various types of materials

General view of an alumina core bar into joint after welding
3.1.3 Investigation of clearance between core bar and inner surface of pipe
To investigate the effect of the clearance, the joint was fabricated with a CP-W core bar with a diameter of 7.95 mm and length of 20 mm. Figure 8 shows the friction torque curve during the friction process. The friction torque curve resembled that of the joint with a CP-W core bar with a diameter of 7.80 mm (see the red curve in Fig. 5b). The initial peak was approximately 52 \(\text{N} \cdot \text{m}\) and the elapsed time for the initial peak was approximately 0.6 s. The values were also identical to that of the joint with a CP-W core bar with a diameter of 7.80 mm. Therefore, the aforementioned values were not affected by the clearance between a core bar and inner surface of the pipe. Figure 9 shows an example of the cross-section of the joint. The image resembled that of the joint with a CP-W core bar with a diameter of 7.80 mm. Although the inner flash of the joint was also observed in the narrow clearance between a core bar and inner surface of the pipe, it was slightly lower when compared with that of a diameter corresponding to 7.80 mm (see Fig. 6e). Additionally, the axial shortening (burn-off) of the joint was approximately 13.6 mm and was shorter than that of a diameter of 7.80 mm (approximately 15.3 mm). Hence, the clearance between a core bar and inner surface of a pipe was narrow, and thus it was difficult to exhaust the generated inner flash in the clearance.

Friction torque curve during friction process of joint using a CP-W core bar with diameter of 7.95 mm

Cross-section of weld interface region of joint using a CP-W core bar with diameter of 7.95 mm
3.2 Examination of joint properties by using CP-W core bar
Based on the aforementioned description, a CP-W core bar is desirable for a pipe joint with low inner flash. However, the joint properties such as its tensile strength were not clarified. To clarify the effect of joint strength, the experimental method stated in Section 2.2 (ii) was performed.
3.2.1 Relationship between joint strength and friction time
Figure 10 shows the relationship between the joint efficiency and friction time of joints that were plotted alongside the friction torque curve. The joint efficiency was defined as the ratio of the joint tensile strength to the ultimate tensile strength of the base metal. Figure 11 shows examples of the joint tensile tested specimens. In the experiment, a CP-W core bar with a diameter of 7.95 mm and length of 20 mm was used. When the tensile test was performed on the joint with a CP-W core bar as shown in Fig. 10a, the joint efficiency at a friction time of 0.4 s was approximately 26%. All joints fractured between the weld interface and the base metal (referred to as mixed mode fracture) as shown in Fig. 11a (i). The CP-W core bar was not removed from the joint tensile tested specimen. One of the joints exhibited a joint efficiency of 100% and a fracture in the base metal when the joints were fabricated with a friction time of 0.6 s (initial peak). However, other joints exhibited mixed mode fracture at the same friction time. All joints exhibited a fracture in the base metal as shown in Fig. 11a (ii) when they were fabricated with a friction time of 0.7 s or longer. In contrast, when the tensile test was performed on the joint without a CP-W core bar as shown in Fig. 10b, the joint efficiency at a friction time of 0.4 s was approximately 23%. Furthermore, all joints exhibited mixed mode fracture (see Fig. 11b (i)). The joint efficiency also exhibited scattering at a friction time of 0.6 s (initial peak). All joints successfully exhibited a fracture in the base metal (see Fig. 11b (ii)), when they were fabricated at a friction time of 0.8 s. Hence, the joint using a CP-W core bar did not exhibit a joint efficiency of 100% and a fracture in the base metal when the joint was fabricated with a friction time that was equivalent to the initial peak despite the insertion of a core bar at the weld interface of the joint. Additionally, the difference of the tendency for the joint strength regardless of the presence or absence of a core bar and those made without a core bar along the friction time were not observed [13].

Relationship between friction time and joint efficiency of joints using a CP-W core bar with diameter of 7.95 mm, in relation to friction torque

Examples of joint tensile tested specimens of joints using a CP-W core bar with diameter of 7.95 mm
3.2.2 Observation of cross-section of joints
Figure 12 shows examples of the cross-section of joints at various friction times. As shown in Fig. 12a, when the joint was fabricated with a friction time of 0.4 s, the weld interface was not completely welded and the inner and outer flashes were only slightly exhausted. The inner flash was prevented via a CP-W core bar. However, the outer flash increased with friction time. An extremely small inner flash observed in the clearance between inner part of a pipe and a core bar at the adjacent region of the weld interface when the joint was fabricated with a friction time that was approximately equivalent to or longer than the time of the initial peak (see Figs. 12c–e). Hence, it was clarified that the inner flash and a core bar were in contact. Additionally, an obvious deformation of a CP-W core bar was not observed.

Cross-sections of weld interface regions of joints using a CP-W core bar with diameter of 7.95 mm at various friction times
3.2.3 Investigation of push-out load of core bar from joints
Figure 13 shows the relationship between the push-out load of a CP-W core bar from joints and the friction time, which were plotted relative to the friction torque curve. The push-out load of a CP-W core bar from the joint was measured as the maximum load during the push-out process via a universal testing machine, and the test was performed using another slightly thin rod. The push-out load increased with friction time and exhibited scattering. The maximum push-out load was approximately 30 kN at the joint at a friction time of 0.8 s. The load exceeded the yield load of the base metal in the used material (27.6 kN). However, the friction time corresponded with the time for all joints with a fracture in the base metal, as shown in Fig. 11b (ii). Additionally, a CP-W core bar exhibited a heavy impression mark due to the inner flash, as shown in Fig. 14. The results indicated that the joint was scratched during the push-out process of a CP-W core bar from inner flash. Hence, it is desirable that the push-out load should correspond to a low load to facilitate the joint fabrication. Thus, it was difficult to remove the core bar from the joint, and the inner flash was in contact with the core bar and a large push-out load was required.

Relationship between friction time and push-out load of a CP-W core bar from joints using that core bar with diameter of 7.95 mm, in relation to friction torque

Appearance of a CP-W core bar after pushing from joint with flat groove shape at friction time of 0.8 s
3.3 Influence of taper groove shape at weld faying part
As indicated by the aforementioned results, all joints with a CP-W core bar exhibited a fracture in the base metal at a friction time of 0.8 s (see Fig. 10b). However, a CP-W core bar was not easily removed from the joint, and thus the generated inner flash was in contact with the core bar (see Figs. 12b and 13). Thus, it is difficult to prevent the generation of inner flash by only using a core bar to obtain a joint with a fracture in the base metal. By the way, we obtained a joint with a slight inner flash when the joint was fabricated with a suitable taper groove shape (single-bevel edge) at the weld faying part, and that was described in the previous study [13]. Furthermore, the joint exhibited a fracture in the base metal at the time when the friction torque reached the initial peak. The results indicated that the friction welding with a combination of a groove shape with a core bar could be considered to obtain the joint with no inner flash. To clarify the consideration, the influence of a taper groove shape with using a core bar was investigated in this section.
3.3.1 Joint strength and push-out load
To obtain good joint, the joint was fabricated with a taper groove shape of the friction welding specimen and a CP-W core bar with a diameter of 7.95 mm and length of 20 mm, as shown in Fig. 15. In this case, the weld faying part of the taper groove shape exhibited a tapering angle of 15.5° and a surface area that was approximately 40% of the flat groove shape. Table 1 shows the results of the joint efficiency and the push-out load of a CP-W core bar from joints. A friction load was set to 2.79 kN corresponded to a value equivalent to friction and forge pressures of 30 MPa for the flat type shape. Additionally, all joints were fabricated at a friction time of 0.25 s because joints without a core bar exhibited this time at the initial peak, and the results were described in a previous study [13]. All joints successfully exhibited a joint efficiency of approximately 100% (see Table 1) with a fracture at the base metal, and the weld interface did not exhibit defects, such as cracks, as shown in Fig. 16. The average of the push-out load of a CP-W core bar from joint was approximately 2.3 kN. The push-out load was extremely lower than that of the joint with the flat groove shape at weld faying surface, as shown in Fig. 13. The inner flash was in contact with the CP-W core bar which the outer surface exhibited a slightly impression mark due to the inner flash, as shown in Fig. 17a (compare it with Fig. 14). Furthermore, a CP-W core bar was easily removed from joints, as shown in Fig. 17b. The joint exhibited slight inner and outer flashes, and the weld interface was completely joined (see Fig. 17b). The axial shortening of the joint was approximately 0.9 mm and was shorter than that of a joint without a CP-W core bar (approximately 1.1 mm), as described in the previous study [13]. Therefore, the joint without inner flash and small axial shortening successfully obtained.

Shape and dimension of friction welding specimen with taper groove shape at weld faying part

Example of joint tensile tested specimen for joint using a CP-W core bar and taper groove shape of friction welding specimens

Appearances of core bar and cross-section of weld interface region for joint using a CP-W core bar with taper groove shape of friction welding specimens
3.3.2 Hardness distribution of joint
Figure 18 shows the Vickers hardness distribution across the weld interface of the joint. The joint exhibited a hardened area that extended to approximately 4.0 mm in the longitudinal direction of the weld interface, and the maximum hardness was approximately 250% of the base metal. This result resembled that of the joint that was fabricated without a core bar in the previous study [13]. However, the maximum hardness of the joint was slightly higher than that of making without a CP-W core bar on account of the difference of the axial shortening. The weld interface and its adjacent region of low carbon steel joints also exhibited a hardened area that was fabricated at the initial peak via a continuous drive friction welding, as described in the previous study [18]. The joint in the previous study [19] also exhibited the same fatigue strength as the base metal. Hence, a hardened area at the weld interface of the joint evidently did not affect the joint strength although an investigation was necessary to elucidate the detailed characteristics of the weld interface that included metallurgical property, and joint strength such as fatigue strength as well as the effect of friction time on those. Specifically, grain size at the adjacent region of the weld interface is also affected by joint properties [20, 21]. Further investigation is also required to elucidate the detailed characteristics of the fusion welded joints with post-weld heat treatment because creep strength [22,23,24,25] and tensile strength [26,27,28] are affected, since the pipe joints are assumed as under high temperature environment. In particular, the pipe joint must be fabricated in a reliable and safe manner for operation [29]. Furthermore, the quantitative evaluation and its height of flash of joints are necessary. This will be explored in a future study. However, when the joint is fabricated with a taper groove shape as shown in Fig. 15 and a CP-W core bar, the joint without inner flash is realized. In conclusion, an ideal pipe joint was obtained by fabricating the joint with a CP-W core bar inserted into the weld faying part with a suitable taper groove shape.

Vickers hardness distribution across weld interface of joint using a CP-W core bar and taper groove shape of friction welding specimens
4 Conclusions
In this study, the effect of core bar inserted into weld faying part to obtain an ideal pipe joint without generating inner flash via friction welding was described. The following conclusions were drawn.
-
(i)
When joints were fabricated with a core bar of certain metals with melting points below that of steel, the core bars did not decrease inner flash; thus, they melted during the friction welding process.
-
(ii)
The joint with an alumina core bar did not decrease inner flash and was crushed by the generating inner flash. However, a CP-W core bar was successfully obtained to decrease the inner flash.
-
(iii)
Tensile strength of joints with a CP-W core bar increased with friction time. However, all joints with a CP-W core bar did not exhibit tensile strength of the base metal and a fracture in the base metal when they were fabricated during the same friction time as the friction torque reached the initial peak. Thereafter, all joints had a fracture in the base metal at long friction time.
-
(iv)
When the joint was fabricated with a CP-W core bar with a taper groove shape at the weld faying part, a fracture in the base metal without cracks at the weld interface and an equivalent tensile strength as that of the base metal were obtained.
-
(v)
Pipe joints could fabricate with a CP-W core bar inserted into the weld faying part with a taper groove shape to reduce inner flash of own joints.
References
Wang KK (1975) Friction welding, vol 204. Welding Research Council Bulletin, New York, pp 1–12
Maalekian M (2007) Friction welding-critical assessment of literature. Sci Technol Weld Join 12(8):738–759
Aurich JC, Dornfeld D, Arrazola PJ et al (2009) Burrs-analysis, control and removal. CIRP Ann 58(2):519–542
Palanivel R, Laubscher RF, Dinaharan I et al (2017) Microstructure and mechanical characterization of continuous drive friction welded grade 2 seamless titanium tubes at different rotational speeds. Int J Press Ves Pip 154:17–28
Luo J, Ye YH, Xu JJ et al (2009) A new mixed-integrated approach to control welded flashes forming process of damping-tube-gland in continuous drive friction welding. Mater Des 30:353–358
Rovere CAD, Ribeiro CR, Silva R et al (2014) Local mechanical properties of radial friction welded supermartensitic stainless steel pipes. Mater Des 56:423–427
Faes K, Dhooge A, De Baets P et al (2008) Influence of deceleration phase on properties of friction welded pipelines using intermediate ring. Sci Technol Weld Join 13(2):136–145
Pissanti DR, Scheid A, Kanan LF et al (2019) Pipeline girth friction welding of the UNS S32205 duplex stainless steel. Mater Des 162:198–209
Shi L, Song R, Tian X (2017) Plasma beam radius compensation-integrated torch path planning for CNC pipe hole cutting with welding groove. Int J Adv Manuf Technol 88(5/8):1971–1981
Li X, Ma H, Shen Z (2015) Research on explosive welding of aluminum alloy to steel with dovetail grooves. Mater Des 87:815–824
Wan L, Huang Y (2018) Friction welding of AA6061 to AISI 316L steel: characteristic analysis and novel design equipment. Int J Adv Manuf Technol 95(9/12):4117–4128
Ashfaq M, Sajja N, Rafi HK et al (2013) Improving strength of stainless steel/aluminum alloy friction welds by modifying faying surface design. J Mater Eng Perform 22(2):376–383
Kimura M, Iwamoto S, Kusaka M et al (2019) Effect of weld faying part groove shape on reduction of inner flash in steel pipe joints fabricated by friction welding. Adv Manuf 7(4):411–422
Kimura M, Yukawa T, Kusaka M et al (2013) Possibility of direct friction welding between type 7075 aluminum alloy and low carbon steel. In: Proceedings of the 1st international joint symposium on joining and welding (IJS- JW2013), Osaka, Japan, Woodhead Pub, pp 267–273
Kimura M, Kasuya K, Kusaka M et al (2009) Effect of friction welding condition on joining phenomena and joint strength of friction welded joint between brass and low carbon steel. Sci Technol Weld Join 14(5):404–412
Kimura M, Ichihara A, Kusaka M et al (2012) Joint properties and their improvement of AISI 310S austenitic stainless steel thin walled circular pipe friction welded joint. Mater Des 38:38–46
Kimura M, Kusaka M, Kaizu K et al (2016) Friction welding technique and joint properties of thin-walled pipe friction welded joint between type 6063 aluminum alloy and AISI 304 austenitic stainless steel. Int J Adv Manuf Technol 82(1):489–499
Kimura M, Kusaka M, Seo K et al (2002) Relationship between the friction time, friction torque, and joint properties of friction welding for the low heat input friction welding method. Q J Jpn Weld Soc 20(4):559–565
Kimura M, Kusaka M, Seo K et al (2004) Properties of low carbon steel joint by low heat input friction welding method. In: Proceedings of the 57th assembly of international institute of welding, Osaka, Japan, pp 139–149
Heo NH, Chang JC, Kim SJ (2013) Elevated temperature intergranular cracking in heat-resistant steels. Mater Sci Eng A 559:665–677
Zhang W, Zhao G, Fu Q (2018) Study on the effects and mechanisms of induction heat treatment cycles on toughness of high frequency welded pipe welds. Mater Sci Eng A 736:276–287
Yamazaki M, Watanabe T, Hongo H et al (2008) Creep rupture properties of welded joints of heat resistant steels. J Power Energy Syst 2(4):1140–1149
Wang W, Zhao W, Qu J (2013) Effect of heat treatment on microstructure and mechanical properties of 2.25Cr-1Mo steel. Steel Res 84(2):178–183
Zhang Q, Zhang J, Zhao P et al (2015) Microstructure of 10% Cr martensitic heat-resistant steel welded joints and type IV cracking behavior during creep rupture at 650 °C. Mater Sci Eng A 638:30–37
Sklenicka V, Kucharová K, Svobodová M et al (2016) Creep properties in similar weld joint of a thick-walled P92 steel pipe. Mater Charact 119:1–12
Taniguchi G, Yamashita K (2013) Effects of post weld heat treatment (PWHT) temperature on mechanical properties of weld metals for high-Cr ferritic heat-resistant steel. Kobelco Tech Rev 32:33–39
Fu H, Nagasaka T, Muroga T et al (2015) Weldability of 9Cr-ODS and JLF-1 steels for dissimilar joining with hot isostatic pressing and electron beam welding. Plasma Fusion Res 10:3405015
Li Y, Liu Y, Liu C et al (2018) Microstructure evolution and mechanical properties of liner friction welded S31042 heat-resistant steel. J Mater Sci Technol 34(4):653–659
Imgram AG, Swift RA (1985) Pressure vessel, piping, and welding needs for coal conversion systems. J Mater Energy Sys 7(3):212–222
Acknowledgements
We thank the staff members of the Machine and Workshop Engineering at the Graduate School of Engineering, University of Hyogo. We also thank Dr. Yujiro Nakatani and Mr. Shigekazu Miyashita in Toshiba Energy Systems & Solutions Corporation as well as Dr. Masashi Takahashi in Nishinippon Institute of Technology for their assistance in the study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kimura, M., Iwamoto, S., Kusaka, M. et al. Effect of core bar inserted into weld faying part to obtain an ideal pipe joint with non-generating inner flash via friction welding. Adv. Manuf. 8, 418–428 (2020). https://doi.org/10.1007/s40436-020-00319-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40436-020-00319-w