
Abstract
This paper presents the development of a new version of the MIG/MAG process for use in cladding. The work continues with what in marketing terms is known as “cold processes.” That is why the validation of this new version is compared with the cold metal transfer (CMT) version. This new version uses alternating current (AC) provided from a power source which has the ability to regulate all the electrical variables, so that it is possible to meet the requirements for reignition of the arc while changing the polarity and also ensure the stability of the metal transfer. The welding tests were aimed at the use of water wall cladding in thermal power plants. The version developed presented characteristics that are common to CMT and interesting for the application of coatings: low welding power and low dilution of the deposited material. Furthermore, the good stability and wettability of the developed process, together with the high productivity in comparison with the CMT version, demonstrate its potential use for applying metallic coatings by welding.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
As in any production operation, besides quality, productivity is also very desirable in cladding. However, obtaining higher productivity nearly always involves the use of greater power in the heat source to melt a greater quantity of filler material when one is dealing with fusion processes. This higher power does not necessarily mean a decrease in the quality of the cladding with respect to dilution, which is one of the main characteristics required. If the movement velocity of the heat source is proportionally greater, the welding energy can be reduced, which could mean a reduction in dilution. However, the energy is only one of the influential factors. Other factors may have an influence of a similar magnitude. One of them is fairly significant: the effectiveness of the arc pressure on the substrate. This pressure can be influenced in various ways. The type of gas used in the arc is one of the influential factors that leads to highly-differentiated results [1]; however, the type of metal transfer is one of the most relevant factors. For the same heat source power, there is a noticeable difference in the dilution if the transfer is by free flight or short circuit. In free flight, there is a level of movement of the droplets that impacts the substrate, contributing to the penetration action. When the transfer is by short circuit, the material is transferred with less movement, which causes less penetration action.
Another relevant factor for the penetration action on the substrate is the amount of filler material involved for the same arc power. If there is a greater relative amount of material, this will be an obstacle to large action by the heat source on the substrate. It is as if the filler material acts as a layer of insulation. Hence, any action that increases the amount of material/power ratio results in a decrease in the penetration and, consequently, a reduction in the dilution. From the balance of these actions—not just from the selection of a particular process—it may become possible to adjust the dilution in a cladding operation.
The change in polarity to operate at this ratio has been used in some situations, in spite of the inadequate properties of the arc and the metal transfer when the electrode is a cathode [2, 3]. Examples of applications have been found which enable the filling of joints lacking regularity in automated operations [4, 5] and control of the deposit’s geometry in coating welding [6]. In these cases, the variation in polarity occurs at frequencies much lower than the frequency of the electricity distribution network. Therefore, the designation of dual-polarity direct current is more suitable than for cases in which the frequency is close to that of the distribution network [7]. In these latter cases, alternating current is more appropriate. For these frequencies, applications have involved the welding of aluminum and its alloys via the MIG/MAG process [8, 9] and the TIG [10, 11] and plasma [7] processes.
Despite these applications, the use of alternating current for ferrous alloys and nickel alloys via the MIG/MAG process (pulsed AC) is not commonly applied industrially. This is one of the goals of this article, within the context of obtaining a larger amount of filler material in relation to a certain welding power. This follows the direction of the technologies commonly known as “cold welding,” for example, cold metal transfer (CMT). However, the term “cold welding” leads to controversial understandings and prevents the proper use of each variant of the MIG/MAG process. Thus, the CMT version cannot be considered to be cold, when compared (at the same wire velocity) with the conventional version of short-circuit transfer. Dutra et al. [12] clearly showed this grammatical dichotomy in which, for the case presented, the CMT version of the MIG/MAG process performs better because it is “hot” in relation to the conventional version with short-circuit transfer. However, the CMT version can be considered to be cold compared to the pulsed version [13]. Therefore, as far as is physically possible for a short-circuit transfer, the traditional pulsed version will be “hotter” than the CMT version. In relation to this aspect of power and energy, logically it is expected that the pulsed version penetrates more in the substrate and provides greater dilution. However, these characteristics are not only simply dependent on electrical power and the subsequent resulting welding energy but also on the kinetic energy of the metal transfer and the aforementioned ratio regarding the amount of filler material and arc power.
With respect to metal transfer, the CMT version is the one that uses the surface tension effect of the melted material more than all the other MIG/MAG versions based on this effect [12]. This feature is a consequence of the wire-electrode retreating at the moment of short-circuiting, which eases the pressure on the weld pool. In the pulsed transfer, the droplets have a large amount of kinetic energy upon impact with the molten pool, which has a contributory effect on the increase in penetration. However, it is not possible to separate the causes for obtaining greater or lesser penetration; all are associated with each other—plasma column pressure, droplet impact pressure, heat content of the droplets, and the relationship between the power and melting rate of the wire-electrode. Two of these causes that have an effect on the penetration and, therefore, the dilution, can be manipulated by using alternating current. The first concerns the plasma column pressure, while the second concerns the relationship of the power to the melting rate of the wire-electrode. In the moments in which the wire is the cathode, the arc rises along the wire due to the natural characteristic of the arc to seek the conditions most favorable to field electron emission [4, 9, 14]. Figure 1 shows this behavior, in which it is possible to see the rise of the arc along the wire-electrode, as well as some cathode points formed by the anchoring of the arc in its search for a smaller work function [15]. This rise of the arc along the wire contributes to the aforementioned consequences affecting the weld geometry. One of them is the decrease in arc pressure, which occurs due to its expansion; the second is the increased melting rate at the same power, due to the strong plasma heat transfer to the wire at the expense of heat for the weld pool.

The phenomenon of the arc climbing above the wire with a view of some cathode points
The decrease in the concentration of heat and pressure on the weld pool is quite obvious effects which lead to the reduction in penetration. The increased melting rate, besides reducing the heat available to the anode, indirectly reduces the thermal effect on the innermost parts of the substrate, because there is more material coming between the arc and the piece. This greater interposition of material has a mechanical and thermal insulation effect. Thus, for coating applications, these characteristics are desirable. However, keeping this polarity for a long time will lead to a short circuit with an extremely large droplet, with unsuitable conditions for the metal transfer. This prevents the process from occurring and causes failures in the weld deposit. Therefore, in order for the process to work and to meet the requirements for good stability of the metal transfer, the set of variables must be well-defined. After a certain amount of time at the negative polarity, in which a droplet volume not much larger than the diameter of the electrode is formed, the polarity must be changed so that a suitable arc configuration is obtained for the extraction of the said droplet. Figure 2 shows a picture of when the electrode becomes positive, with the anchoring of the arc at the edge of the wire-electrode. This provides the right conditions for the formation of magnetic forces for the expulsion of the droplets.

Arc anchored at the end of the droplet when the wire is the anode
There are also requirements regarding the amount of time at each polarity and at the respective currents in order to obtain proper stability for the metal transfer. In turn, the aforementioned variable values are intrinsically linked to the equilibrium between the velocity at which the wire is fed and the melting capacity obtained by the configuration of the currents and their respective operating times. This equilibrium is an essential condition for there to be a welding process. The optimization of the intensity values of the current at each polarity, as well as their respective times, is important, but is not a primary concern. Because of this, as well as to determine the variables for the pulsed direct current version, the first step is to search for a mathematical relationship between the wire velocity and the average current. Although simplified, the relationship Vw = k·Im provides results within an acceptable error range.
1.1 Objectives
This work presents a new version of the MIG MAG process for use in cladding within what the commercial and industrial marketing sector refers to as “cold welding.” The case is directed to the Inconel 625 consumable, seeking a solution for the cladding of water wall panels of thermoelectric power plants. The new version of the MIG/MAG process (the AC version) is the one that is already being commercially used with aluminum alloys. For the development in this present paper, there must be a customization of the power source and the development of parameterization in order to obtain metal transfer stability. The performance of this new version shall be compared with the conventional pulsed direct current (+DC) version and the CMT version which is regarded as a cold transfer method.
2 Material and methods
2.1 Development of parameterization for welding with pulsed alternating current
In the positive polarity pulsed direct current (+DC), the main issue to be resolved is the formulation of equations for the variables to fulfill the two basic principles of pulsed current: (1) the equilibrium between the wire feed velocity and the speed with which it is melted, and 2) the detachment of one droplet per time period. In the AC situation, in addition to these two principles, in accordance with the not sufficiently technical nomenclature, welding that is as “cold” as possible should be produced. This means that an average current that is as large as possible at negative polarity must be sought. However, this value is subject to the fact that the transfer cannot be done at this polarity and, thus, as soon as a certain volume of material has been melted at the negative polarity, it is necessary to reverse the polarity. This quantity of molten material cannot be much higher than that required for a droplet, in order to prevent destabilization of the pulsed transfer. The droplet’s diameter cannot be much larger than the electrode’s diameter, in order to ensure good stability and repeatability in the metal transfers. The transfer should occur in the positive polarity (as in Fig. 2), in which the arc is anchored to the end of the electrode.
Thus, considering the principle of the detachment of one drop per period, a pulse current with its respective time should be stipulated, such that sufficient electromagnetic forces for detachment are produced. For this set of variables—pulse current (I p ) and the pulse time (t p )—the situation of pulsed current at the conventional polarity (+DC) was taken as the starting point, which for a gaseous mixture of 2.5 % CO2 in argon, was a pulse current of 320 A and a pulse time of 3.2 ms (Fig. 3). The relationship constant (k) between the average/mean current (I m ) and wire velocity (V w ) for this polarity is k p = 0.895 mm/A·s (0.0537 m/A·min). For full parameterization, two independent fusion constants were adopted, with each one acting on the average current at each polarity. To determine the constant k at the negative polarity (k n ), it was assumed that the result would be valid based on experiments done with negative polarity in 100 % of the time. Although the process does not have good stability, it is possible to obtain a relationship between the current and the wire velocity by considering the intervals between the short circuits caused by the droplets. The constant k for the negative polarity was k n = 1.287 mm/A·s (0.0772 m/A·min). Both k constants were obtained using the same methodology as for aluminum alloys [8].

Oscillogram of voltage, current, and power of the pulsed +DC MIG/MAG mode for Inconel 625 (1.0 mm diameter) used with a gas of 2.5 % CO2 in argon
With regard to the detachment variables, besides the pulse variables (I p and t p ), we considered a small interval (also in positive polarity) referred to as the base time, in which a relatively low current (base current) acts. This consideration evolved concurrently with the execution of the experiments and also took into account the results of Dutra et al. [16]. The purpose of this small interval, determined in association with the previous pulse, is to make the droplet detach at a lower current. Under this condition, the droplet is subjected to less intense electromagnetic forces than during the pulse of current, which leads to lower acceleration of the droplets and therefore greater stability in the process. Furthermore, as shown in [16], the weld bead has a better surface finish. After several trials, the values selected were 40 A and 2 ms, which provide the features mentioned without much influence on the energy equilibrium. The detachment of the droplets was monitored by high-speed filming, which indicated the need for an increase in pulse current to 360 A. The tests were conducted for various negative polarity currents, resulting in the adoption of a droplet diameter of 1.43 mm, which proved to be very compatible for a wide range of activity within the process.
The calculation sequence was established as follows:
The period T is the sum of the pulse, base, and negative polarity times:
In which:
- T :
-
transfer period (ms);
- t n :
-
negative time (ms);
- t p :
-
pulse time (ms).
The period T is determined by the relationship of the wire velocity and the droplet diameter being analyzed, in accordance with what is also in the single-polarity pulsed current:
In which:
- d g :
-
droplet diameter (mm);
- de :
-
electrode diameter (mm);
- V w :
-
velocity of the wire in mm/s.
The average velocity of the wire-electrode feed can be obtained by:
If the negative current is the input variable, then the wire feed velocity is obtained from (3), which leads to the determination of T in (2), and t n in (1). Given that for the present study the comparison paradigm was based on deposits in the three variants of the MIG/MAG process, with the same wire velocity of 145 mm/s (8.7 m/min), the current I n must be extracted from equation (3), thus obtaining:
The negative current obtained in (4) was 43 A for the wire feed velocity adopted in the testing. Thus, the welding parameters were defined as: I p = 360 A, t p = 3.2 ms, I b = 40 A, t b = 2.0 ms, I n = 43 A, t n = 8.2 ms, and V w = 145 mm/s; hence, the Electrode Negative ratio used was EN = 61.2 % (time on negative polarity divided by the wave’s period). The oscillogram resulting from this parameterization can be seen in Fig. 4.

Oscillogram of the voltage, current, and power of the pulsed AC MIG/MAG mode for Inconel 625 (1.0 mm diameter) used with a gas of 2.5 % CO2 in argon
2.2 Methodology for execution of the cladding and analysis of its quality
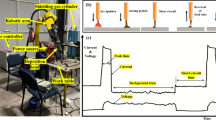
One of the reasons for conducting this study was to make feasible a coating with good qualities in boiler walls positioned in the flat position, as shown in Fig. 5. It is in this situation that it is most difficult to prevent inhomogeneous weld beads because, as shown in Fig. 5, the first weld beads applied from the bottom upwards on the tubes lie near the horizontal position, which is quite vulnerable to dripping. Due to this, a standard test specimen composed of a 12.7-mm-thick AISI 1020 steel plate positioned at 45° (Fig. 6) was adopted, so that four weld beads could be deposited side-by-side from the bottom upwards. This configuration enabled a proper comparison between the deposits in the three cited versions of the MIG/MAG process (pulsed AC, pulsed +DC, and short-circuit CMT), so that the new version could be validated. The plate was always cooled to room temperature before the application of each weld bead, in order to replicate the conditions on the tubes of the water walls, given that these are normally cooled by water during the application of the coating. Concerning the power sources, the two pulsed processes were conducted using an IMC DigiPlus A7 AC and the short-circuit process used a FRONIUS VR 7000 CMT Advanced power source. Welding torch handling was possible through the usage of a MOTOMAN SIA-7 seven axis anthropomorphic welding robot arm. The voltage, current, and power, as well as wire velocity acquisition were done with a SAP v4.2 equipment, a dual-channel welding data-logging dedicated instrument, also manufactured by IMC. All the imaging presented in this paper was made using an IDT MotionPro Y4-S2 high-speed camera.

Real situation of the tube panel

Test specimen for analysis in standard conditions
One criterion applied to the weld beads in each of the MIG/MAG modes used was the use of the same wire-electrode velocity. The value of 145 mm/s (8.7 m/min), which was used in the pulsed AC and resulted in a deposit with a satisfactory appearance, determined the feed velocity adopted for the other versions. Another criterion was the obtaining of a coating with similar surface geometries and productivities. For this, it was necessary to use torch oscillation movements adapted to the shape of the weld pool of each version of the process. The aim of this was to obtain weld beads with an identical width for each version. Thus, for the pulsed +DC, the oscillation amplitude was 6 mm; for the pulsed AC, the width was 10 mm; and for the CMT, it was 11 mm. The shielding gas was modified for the CMT case, in which a mixture of 25 % of helium to the argon is more suitable. Table 1 shows the regulated parameters for the three versions.
3 Results and discussion
3.1 Definition of the pulsed +DC and pulsed AC MIG/MAG parameters
The determination of the pulse parameters was initially done for the pulsed MIG/MAG in the +DC version. Despite the droplet transfer not being clear in the oscillograms, the I p = 320 A and t p = 3.2 ms set showed good stability, with droplet detachment occurring at the beginning of the base phase. This was monitored by high-speed filming. The calculated droplet diameter was 1.37 mm. The oscillogram shown in Fig. 3 represents the situation for the wire velocity of 145 mm/s (8.7 m/min) used in the coating tests. For this situation, the average current was 146 A, the average voltage was 24.8 V, and the power (calculated by averaging the instantaneous power) was 4127 W, as shown in Table 2.
The determination of the parameters for the pulsed AC MIG/MAG (dual-polarity) began by using the same pulse parameters as for the pulsed +DC. However, with the aid of high-speed filming, in the very first observations, it was seen that there was no droplet detachment in some cycles. Thus, the pulse current was increased to 360 A. Furthermore, it was found that in terms of metal transfer stability the best results occurred with droplet diameters greater than those in the +DC situation, with values of up to d g = 1.43 mm.
This development was not only in the electrical parameters but also involved the dosage of the shielding gas and the capacity of the power source. All these factors are interdependent among each other and, especially in the case of the power source, the implementation of a system for the arc reopening voltage was required, using a pulse voltage of 1000 V. In the case of use with aluminum, this value can be much lower. In relation to the shielding gas, the use of pure argon does not favor cathodic emission which is characterized by the cathode spots that appear in the photo of Fig. 1. Thus, a mixture of argon with 2.5 % CO2 led to good stability in the process. The result was confirmed by the use of high-speed filming, as seen in the photo in Fig. 7, which shows voltage surges in the base current stages that characterize the moment of droplet detachment.

Detail of the droplet detachments in the pulsed AC mode
For the situation corresponding to the same wire velocity as that in the +DC version, the average current (considering the -DC level repelled to the positive side) was 122 A. In the same circumstances, the voltage was 20.2 V, and the power (calculated from the instantaneous values) was 3142 W—24 % less than in the +DC version.
3.2 Coating welding
As mentioned, one of the challenges is in obtaining deposits without runoff due to the welding position. It soon became evident that deposition with the +DC version was more difficult because the weld pool is more fluid, which is completely explained by the greater power required. This may also explain the higher dilution of approximately 28 %. In the AC version, the weld beads anchored much more easily and there tended not to be runoff. The explanation for this is the lower power required, in accordance with data already obtained. This would also explain the lower dilution of about 8 % compared to 28 % in the +DC version.
The CMT version, whose electrical data are shown in Fig. 8, had good anchoring characteristics, but some difficulty associated with its wettability. This may be related to the relatively low power (2700 W) compared to the other versions. This is also one of the causes of the extremely low dilution (3 %), which compromises the integrity of the deposit.

Oscillogram of voltage, current, and power of the CMT mode for Inconel 625 (1.0-mm diameter) used with gas of 25 % helium in argon
From a top view of the deposits (Fig. 9), it is possible to see that the deposit with +DC has almost no flaking, which is clear in the subsequent deposits. This characteristic could be related to the power necessary in each version of the process.

Deposits of Inconel 625 applied using three MIG/MAG versions: a pulsed +DC, b pulsed AC, and c CMT
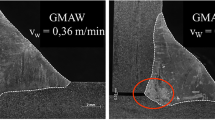
As for the question of dilution, when analyzed from the geometrical point of view (Fig. 10), it is possible to affirm that the dilution obtained from the AC version (8 %) is relatively good, given that the dilution obtained with CMT is in a critical region, which may lead to failures, while the dilution obtained with the +DC version is very high.

Verification of the penetration profile under macrographic analysis: a pulsed +DC, b pulsed AC, and CMT
In the tests with the boiler panel, it was determined that the best performance was achieved with the AC version (Fig. 11). The +DC version presented serious difficulties in executing the weld beads when starting from the membrane, due to excessive runoff. Thus, the reinforcement of the weld beads is very large, which results in increased demand for material. This increases the operational cost and decreases the productivity, because more weld beads are required to coat the same area of the tube in comparison with the process executed in AC.

Boiler panel covered with 1.0 mm Inconel 625 wire using pulsed AC MIG/MAG
The CMT MIG/MAG did not produce good results, but in this case, it was due to the excessive power reduction. This made it difficult to obtain wider weld beads, even when increasing the percentage of helium up to 60 % of the mixture with argon to achieve greater wettability. Another execution difficulty was related to the welding equipment, which in addition to the high cost, involves a large heavy torch that leads to the need for a larger and more robust manipulator than that used for coating with pulsed AC.
4 Conclusions
This work showed the feasibility of using Inconel with the AC MIG/MAG process which had previously been commonly used for aluminum alloys, as already disclosed in the literature and available in commercial equipment. There was a need for some implementations in the energy supply hardware, especially with regard to the arc reignition characteristics at the moment of changing the polarity. The transfer stability was equivalent to that obtained in the +DC version.
With the alternating of the polarity, there was a significant reduction in arc power for the same wire velocity, which is consistent with the direction of industrial marketing—a cold weld. In relation to the CMT version, one can say that the AC MIG/MAG is hotter; however, for the case analyzed, the power reduction in the CMT version was too large. Maybe that is why the CMT version has its combinations; that is, intercalated periods with the transfer in pulsed current. Nevertheless, as already mentioned, the CMT version involves more expensive equipment with a torch that is very heavy for automated devices.
References
Dutra JC (2009) MIG/MAG—short circuit metal transfer—welding power sources versus arc gases. Weld Int 23:231–236
Harada S, Ueyama T, Mita T, Innami T, Ushio M (1999) The state-of-the-art of AC GMAW process in Japan. IIW Doc. XII-1589-99. p. 1–10
Ueyama T, Tong H, Harada S, Ushio M (2000) Improve sheet metal welding quality and productivity with AC pulsed MIG welding system. IIW Doc. XII-1629-00, 2000. p. 86–102
Ueyama T, Tong H, Harada S, Passmore R, Ushio M (2005) AC pulsed GMAW improves sheet metal joining. Weld J 84(2):40–46
Dutra JC, Bonacorso NG, Santos DE, Hemmer MH, Silva RHG (2014) Automating a wheel manufacturing operation. Weld J 93:76–84
Dutra JC, Puhl EB, Bonacorso NG, Silva RGH (2013) Improving surfacing performance with GMAW. Weld J 92:42–47
Tomsic M, Barhorst S (1984) Keyhole plasma arc welding of aluminum with variable polarity power. Weld J 63(2):25–32
Dutra JC, Silva RHG, Savi BM, Marques C, Alarcon OE (2015) New Methodology for AC-Pulsed GMAW parametrerization applied to aluminum shipbuilding. J Braz Soc Mech SciEng. online
Tong H, Ueyama T, Harada S, Ushio M (2001) Quality and Productivity in Aluminium alloy thin sheet welding using alternating current pulsed metal inert gas welding system. Sci Technol Weld Join 6:4
Dutra JC, Cirino LM, Silva RHG (2010) AC-TIG welding of aluminium—new perspective for the evaluation of the role of the positive polarity current. Weld Cut 9(5):320–325
Dutra JC, Cirino LM, Silva RHG (2010) AC GTAW of aluminum new perspective for evaluation of role of positive polarity time. Sci Technol Weld Join 15:632–637
Dutra JC, Silva RHG, Marques C (2015) Melting and welding power characteristics of MIG-CMT versus conventional MIG for aluminium 5183. Weld Int 29(3):181–186
Pickin CG, Young K (2006) Evaluation of cold metal transfer (CMT) process for welding aluminium alloy. Sci Technol Weld Join 11(5)
Yarmuch MAR, Patchett BM (2007) Variable AC Polarity GTAW Fusion behavior. Weld J 86(02):196s–200s
Lesnewich A (1958) Control of melting rate and metal transfer in gas-shielded metal-arc welding part I—control of electrode melting rate. Weld J 08:p. 343 s–p. 3353s
Dutra JC, Marques C, Silva RHG (2012) Interpretative agreements and disagreements in the inter-relationships of the variables of the pulsed current applied to the aluminum wire 4043. Soldag Insp 17(3):201–209
Acknowledgments
The authors gratefully acknowledge the support and generosity of the Tractebel Energy (GDF Suez) Company, the Santa Catarina Federal University, and Brazilian National Agency for Petroleum, Natural Gas and Biofuels.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XII - Arc Welding Processes and Production Systems
Electronic supplementary material
ESM 1
(AVI 21044 kb)
Rights and permissions
About this article

Cite this article
Dutra, J.C., Silva, R.H.G.e., Marques, C. et al. A new approach for MIG/MAG cladding with Inconel 625. Weld World 60, 1201–1209 (2016). https://doi.org/10.1007/s40194-016-0371-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-016-0371-3