
Abstract
Due to the coupled filler material and energy supply in gas metal arc welding (GMAW) processes, these processes have limited productivity as a result of heat-induced residual stresses and distortion. To increase productivity and decrease heat input, conventional GMAW processes can be combined with an auxiliary hot wire. The disadvantage of hot-wire processes is the small process window due to the required melt pool contact to maintain resistance heating and the magnetic blow effect of the hot-wire current. In this paper, the development of a GMAW hot-wire process with upstream ohmic preheating of the filler wire (between two current nozzles) is presented. Besides an increase of the deposition rate and consequently of the productivity, a decoupling and specific control of the material and energy input depending on the application is aimed at. By reducing the heat input into the base material, the influence on the mechanical-technological properties will be reduced and the development of residual stresses and distortion minimized. Furthermore, by preventing the magnetic arc blow caused by the hot-wire current, the process behavior will be improved, thus increasing its productivity and robustness. The potential of the process is demonstrated using selected welding tests.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Gas metal arc welding (GMAW) is used in a wide range of applications due to the very good mechanizability and automatability of the process as well as the numerous process variants. These include demanding joint welds in automotive engineering and 3D printing in the field of wire arc additive manufacturing, as well as the realization of thick plate welds and cladding in the field of steel construction or rail vehicle construction [1]. Due to the wide range of applications, different GMAW process variants have been developed. Double-wire and tandem processes can be used for welding tasks where a high deposition rate is required. The high deposition rate of these processes leads to a reduction in the number of layers required, especially for multilayer welding of large plates. However, the use of these processes results in a very high thermal stress on the base material, leading to a reduction in the mechanical-technological quality due to the formation of coarse grains, as well as to residual stresses and distortion. [2] As a result, time-consuming and cost-intensive pre-treatment and post-treatment measures (preheating, postheating, and straightening) are required. An alternative to the processes described is the combination of GMAW processes with auxiliary filler wires.
These processes offer the possibility of minimizing the material-related influence due to the heat input as well as increasing the deposition rate, since a decoupling of energy and filler material input can be achieved. [3] However, the achievable productivity increases are relatively low, since the supply of the non-arc wire results in a strong cooling of the molten pool. Consequently, joint welds experience a significant deterioration in penetration behavior, hardening, and an increased susceptibility to pores. For this reason, these processes are mainly used for cladding and coating. At the same time, the molten pool cooling as a result of the filler wire feed also leads to grain refinement, so that high strength values are achieved [4].
2 GMAW hot-wire processes
In GMAW processes, an increase in the wire feed speed inevitably leads to an increase in the process current, and thus, the energy input of the process rises. As a result, an adjustment of the energy input independent of the material feed is only possible to a limited extent in this process. For this reason, different types of arcs are used, which can be adjusted by adapting the process parameters. The type of arc determines the material transition and the suitability of the process for different welding tasks. The short arc occurs in the lower power range. Short arcs are characterized by a short-circuited material transition, which is usually accompanied by a large amount of spatter formation. A further development is the controlled short arc technology (e.g., EWM ColdArc), with the aid of which a spatter-free material transition is to be achieved. Due to the low energy input, this process is particularly suitable for thin sheets as well as wire and arc-based additive manufacturing [5]. In the upper performance range for high deposition rates, the spray arc is used. This process is characterized by a short-circuit-free material transition with high-energy input. As a result, high deposition rates can be achieved; hence, the process is primarily used for cladding and joint welding of larger sheet thicknesses [6]. Impulse welding represents a further development of the arc types. With the aid of pulsed arc technology, a large deposition rate can be achieved with a simultaneously reduced energy input. Therefore, the process can be used for joint welding as well as in additive manufacturing. [7]
Since it is not possible to decouple heat input and wire feed in conventional GMAW processes, alternative processes have been developed which use one or more arc-less auxiliary wires. When the filler wire is heated, the process is referred to as a hot-wire process. Otherwise, it is called a cold-wire process. By using cold-wire processes, the heat input of the process can be lowered and, thus, the influence on the base material can be reduced. However, due to the lowering of the melt pool temperature, the deposition rate of the process is generally limited. This can lead to a deterioration of the penetration and wetting behavior [8].
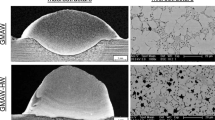
A hot wire can be used to increase the productivity of GMAW processes with an auxiliary wire. The wire is heated by means of electrical resistance between the melt pool and the wire feed unit. It is important to note, however, that the potential wire preheating results in a magnetic blow effect, which deflects the arc of the GMAW process. Depending on the polarity of the hot wire, this deflection takes place in the direction of the wire or in the opposite direction. Furthermore, the preheating only takes place as long as the wire is in contact with the melt pool. As a result, the process window of conventional GMAW hot-wire processes is very narrow. Compared to GMAW processes with the same productivity, the reduced melt pool temperature leads to a positive influence on the microstructure, but there may be a deterioration of the penetration and wetting behavior. This behavior was also observed by Heinitz et al. [9] in their investigations. The use of a hot-wire process, for example, minimized the burn-in of alloying elements during the welding of high-alloy steels. However, the penetration behavior of the welds obtained, despite a higher productivity, was not comparable to a conventional GMAW process. The results obtained are shown in Fig. 1.

Reduction of penetration depth in GMAW HW welding of high-alloy steel in the case of a fillet weld [9]
To compensate for the magnetic blowing effect and to eliminate the need for melt pool contact to preheat the wire, the wire can be preheated in advance. This principle was developed and intensively studied by Stol [10]. A combination of upstream wire preheating with a TIG process has already been investigated and further developed at the TU Dresden. By using the upstream wire preheating, the hot-wire feed rate could be increased to 12 m/min (6.4 kg/h deposition rate) at a TIG current of 250 A. This was achieved by the use of an upstream wire preheater. With conventional TIG hot-wire processes, a wire feed rate of 8 m/min, and thus a deposition rate of 4.3 kg/h, was possible [11]. It was also possible to improve the material quality of the weld. In addition, the realization of steep angles of attack for the wire feed made it possible to demonstrate that the process is independent of direction. An adaptation of the process to GMAW hot wire is the subject of the following paper.
3 Research aim
In this paper, a novel concept for wire preheating in GMAW hot-wire welding is presented. The process is characterized by an upstream wire preheating method eliminating the melt pool contact of the hot wire. The process is intended to have a wide range of applications from joint welding and cladding to additive manufacturing of large-volume components. The development of the GMAW hot-wire process described above can be seen in Fig. 2.

Conventional GMAW hot-wire process (left) and planned GMAW hot-wire process (right)
With the help of the process, various problems of existing GMAW processes are to be improved upon. For example, the filler wire is to be used to decouple and control the material and energy input in order to adapt the process to the respective welding task. The resulting reduction of energy input into the workpiece is intended to influence the mechanical-technological properties. A further development of the process compared with conventional hot-wire processes is the reduction/prevention of the magnetic blowing effect caused by the hot-wire current. This is to be achieved by preheating the wire without melt pool contact. The aim is to improve the directional independence of the process and to increase the process window. By adjusting the process parameters, the energy input into the wire is also to be set in such a way that the wire can be melted without a melt bridge. Excessive cooling of the melt pool can thus be avoided, so that there is no deterioration in the penetration and wetting behavior as a result of the increase in viscosity and surface tension. By changing the preheating parameters, the bead geometry can be modeled and specifically adapted to the welding task.
4 Experimental setup
The investigations presented in this paper were carried out using the experimental conditions shown in Table 1. Deposition welds were performed to determine the influence of the hot-wire and GMAW parameters on the formation of the seam. The wire feed angle was varied as well to determine the influence on the bead shape. From these welding experiments, parameter fields were derived. The process behavior was evaluated using high-speed imaging combined with time-synchronous current-voltage measurement as well as metallographic investigations.
5 Results
A significant challenge of hot-wire processes is the magnetic deflection of the arc caused by the hot-wire current. On the one hand, this results in a directional dependence of the process. On the other hand, the process has a low geometric tolerance. This means that the arrangement of the hot wire in the melt pool must be very precise.
For a conventional hot-wire process in a piercing arrangement, a distance of 3 mm between the hot wire and the GMAW wire was selected for these investigations. This is the only way to ensure that the arc deflected by the blowing effect is aligned with the hot wire. However, if the process is used with preheated hot wire, the magnetic blowing effect no longer occurs. This allows the wire to be positioned in the arc axis, thus resulting in a more stable process and a higher tolerance when positioning the wire. The effect of the magnetic deflection on the arc is shown in Fig. 3. To illustrate the results, the arc is colored yellow and the GMAW wire is colored blue. From the images, it can be deduced that in the hot-wire process with upstream wire preheating, there is no deflection of the arc. By heating the wire without contact with the melt pool, no current flow is necessary between the wire and the melt pool (workpiece). As a result, the deflection of the arc does not occur.

Conventional GMAW hot-wire process with magnetic blowing effect (left) and GMAW hot-wire process with preheated hot wire without magnetic blowing effect (right)
5.1 Influence of the hot-wire process
The parameter fields shown in Fig. 4 are divided into ok (green) and not ok (red). The failure cases (not ok) are outer seam irregularities such as humping or binding defects if the hot-wire current is too low. If the current is too high, the filler metal melts in the wire feed, causing the process to be interrupted. The parameter fields also show that stable welding results can be achieved with the aid of the developed process within a wide range of filler wire feed speeds (6 to 15 m/min). The external weld quality is shown on the basis of selected parameters in Fig. 5.

Welding area diagram for examinations with vGMAW = 10 m/min and feed angle = 30°, 50°

Outer seam appearance and height profile for examinations with vGMAW = 10 m/min and feed angle = 30°. a) vHW = 6 m/min and IHW= 100 A, b) vHW = 10 m/min and IHW = 160 A, c) vHW = 15 m/min and IHW = 180 A
From the results shown in Fig. 5, it can be seen that the hot-wire parameters have a significant influence on the external seam appearance of the welds produced. At a low hot-wire current intensity (parameter set a), the preheating of the wire is not sufficient to ensure a stable process. If the preheating temperature of the wire is too low, the temperature of the melt pool is lowered. This results in a very irregular seam appearance. The seam becomes narrower and higher. In the medium process range (parameter set b), uniform welds can be achieved with little deviation in height. The hot-wire current of 160 A is sufficient to compensate for a high wire feed speed of 10 m/min. If the wire feed rate is increased to 15 m/min with a simultaneous small change in current intensity (180 A), very irregular weld seams occur again. It may be concluded that the temperature of the molten metal is too low for uniform weld formation. From the experiments, it can be seen that the combination of hot-wire feed rate and current has a major influence on process stability and the external seam appearance. If the current is too low to preheat the wire sufficiently, the temperature of the melt pool is lower. This results in narrow, high weld seams, which often exhibit external irregularities. This influence occurs over the entire range of wire feed rates investigated. This phenomenon can be counteracted by increasing the hot-wire current, but the process is already being operated at the limits of the used system technology (max. 180 A).
The influence of the hot-wire parameters on the inner seam appearance can be derived from Fig. 6. When comparing seams a) and b), the influence of the wire feed speed on the inner seam appearance is described. It can be seen that the seam width is almost identical, but the seam height increases by 1 mm with an increased wire feed speed. It can also be seen that at the same hot-wire current, a much higher weld penetration (3.2 to 1.4 mm) occurs at low wire feed rates. When examining different hot-wire current levels at the same wire feed rate, it can be seen that the outer seam appearance remains almost identical. However, by increasing the hot-wire current from 100 to 180 A, the penetration can be increased by 0.6 mm. It can be concluded that by adjusting the hot-wire parameters, the outer as well as the inner weld seam appearance can be adapted to the welding task.

Inner seam appearance for different vHW and IHW
When comparing the arc current of the hot-wire welds (320 A) with the arc current of the standard GMAW process with the same wire-feeding speed (300 A), it can be seen that an increase of the arc current of around 7% can be observed. These results support the conclusions of Ribeiro et al. [12] for cold-wire GTAW. However, when the HW current is increased, no increase in the arc current can be observed. The arc voltage also stays the same. Therefore, it can be assumed that the hot-wire current has no further influence on the GMAW current. Thus, although the hot-wire is responsible for an increase in GMAW efficiency, the level of the HW current does not affect the GMAW current. However, the authors will carry out further calorimetric investigations to establish a precise correlation in the future.
5.2 Influence of the GMAW process
In the weld area diagram shown in Fig. 7, the same hot-wire parameters as in Fig. 4 were investigated, but with a GMAW wire feed rate of 12 m/min. By comparing the diagrams (Figs. 4 and 7), it can be seen that with a higher GMAW wire feed rate, the process window for ok parameters is larger. This can be attributed to the increased influence of the GMAW process due to the higher current. The influence of the GMAW process on the outer seam appearance is shown in Fig. 8. In this figure, the same hot-wire parameters as in samples a–c (Fig. 5) are used but the GMAW wire feed rate is changed from 10 to 12 m/min.

Welding area diagram for examinations with vGMAW = 12 m/min and feed angle = 30°, 50°

Outer seam appearance and height profile for examinations with vGMAW = 12 m/min and feed angle = 30°. d) vHW = 6 m/min and IHW = 100 A, e) vHW = 10 m/min and IHW = 160 A, f) vHW = 15 m/min and IHW = 180 A
By comparing Figs. 4 and 7, it can be shown that the outer seam appearance can be improved with higher GMAW wire feed rates. In the examined regions (with too low hot-wire currents or too high wire feed rates), a significantly more uniform seam appearance can be produced. In these cases, the influence of the hot wire can be reduced by the higher current intensity of the GMAW process and thus the higher melt pool temperature. A more uniform bead shape is possible for all examined process parameters. When comparing the penetration for the same hot-wire parameters but a change in GMAW wire feed, an increase in the penetration of about 25% can be observed.
5.3 Influence of the hot-wire angle
To consider the influence of the hot-wire angle on process stability, the weld area diagrams in Figs. 4 and 7 are examined. For both GMAW wire feed speeds, it can be seen that a larger process window is possible with a wire feed angle of 50°. The increase of the process windows is mainly visible to the effect that a larger hot-wire current can be achieved with a feed angle of 50°. The steep feed angle of the filler wire increases the distance covered by the wire in the arc of the GMAW process. This results in improved deposition behavior and higher process stability. Thus, a stable process is possible even at higher hot-wire currents, which otherwise lead to melting of the wire in the preheating unit. A comparison of the outer seam appearance of two parameter sets with different feed angles is shown in Fig. 9.

Outer seam appearance and height profile for examinations with vGMAW = 10 m/min, vHW = 15 m/min, and IHW= 180 A. c) feed angle = 30°, g) feed angle = 50°
Based on the weld appearance and height profiles, it can be seen that, all other parameters being equal, a steeper feed angle leads to a more uniform result. The generated weld is wider and flatter than the weld with a feed angle of 30°. This suggests a higher temperature of the weld pool due to greater heating of the wire in the arc.
6 Conclusion
In this work, the first investigations regarding a novel GMAW hot-wire process were presented. The process is characterized by a combination of a conventional GMAW process and a hot-wire process with an upstream preheating of the auxiliary wire. For this type of wire preheating, contact of the filler wire with the melt pool is no longer necessary. As a result, a number of process disadvantages of conventional hot-wire processes can be addressed. With the developed process, no magnetic blow occurs, thus compensating for the directional dependency of the process. In addition, the process is more stable with a simultaneously greater tolerance to positioning irregularities.
Based on the investigations performed, it can be seen that the hot-wire parameters, as well as the GMAW parameters and the hot-wire feed angle, have a significant influence on the process stability and the outer seam appearance. To improve process stability and produce uniform seams, a high GMAW wire feed rate and a high hot-wire current are contributing factors. However, if the hot-wire current is too high, failure of the process will occur.
The investigations outlined in this paper represent the first step in the development of the process. Based on these experiments, the process boundaries will be determined. In this context, the process is compared with other high-performance processes in terms of performance. The results obtained also show that steeper feed angles of the filler wire lead to better results. As a result, the process will be investigated later in the project to determine whether it can be used in additive manufacturing. For this purpose, hot-wire angles (angle between workpiece and wire) of up to 70° are to be realized.
References
Goecke S-F, Hedegard J, Lundin M, Kaufmann H (2001) Tandem MIG/MAG welding. Svetsaren 56(2):24–28
Moinuddin SQ, Kapil A, Kohama K, Sharma A, Ito K, Tanaka M (2016) On process–structure–property interconnection in anti-phase synchronised twin-wire GMAW of low carbon steel. Sci Technol Weld Join 21(6):452–459
Cabral TD, de Magalhães Braga E, Augusto Maciel Mendonça E, Scott A (2015) Influence of procedures and transfer modes in MAG welding in the reduction of deformations on marine structure panels. Weld Int 29(12):928–936
Ribeiro RA, Assunção PDC, Dos Santos EBF, Filho AAC, Braga EM, Gerlich AP (2019) Application of Cold Wire Gas Metal Arc Welding for Narrow Gap Welding (NGW) of High Strength Low Alloy Steel. Materials. 12(3):335. https://doi.org/10.3390/ma12030335
Almeida PMS, Williams S (2010) Innovative process model of Ti-6al-4v additive layer manufacturing using cold metal transfer (CMT). In: Conference: Proccedings of the 21st Annual International Solid Freeform Fabrication Symposium, Austin (USA)
Rhee S, Kannatey-Asibu E (1992) Observation of metal transfer during gas metal arc welding. Weld J-New York 71:381
Kah P, Suoranta R, Martikainen J (2013) Advanced gas metal arc welding processes. Int J Adv Manuf Technol 67(1):655–674
Hausmann J, Kuhn F (1985) MIG-Auftragsschweißen mit zusätzlichem stromlosen Schweißdraht. ZIS-Mitteilungen Halle 27(6):599–603
Heinitz, A., Rose, S., Jäckel, S., Hertel, M. and Füssel, U., Emissionsarmes MSG-Heißdrahtschweißen - Reduzierung gefährlicher Schweißrauche durch die partielle Trennung von Lichtbogen and Zusatzwerkstoff. Abschlussbericht IGF Vorhaben Nr. 18.179 B / DVS-Nr. Q6.019, Dresden, 2016
Stol I (1989) Development of an advanced gas metal arc welding process. Weld J 68(8):313
Spaniol E, Ungethüm T, Trautmann M, Andrusch K, Hertel M, Füssel U (2018) Development of a novel TIG hot-wire process for wire and arc additive manufacturing. IIW Annual Assembly, Bali, Indonesia
Ribeiro RA, Dos Santos EBF, Assunção PDC, Braga EM, Gerlich AP (2019) Cold wire gas metal arc welding: droplet transfer and geometry. Weld J 98:135–149
Acknowledgements
The authors are grateful for the support given by the Federal Ministry for Economic Affairs and Climate Action on the basis of a decision by the German Bundestag.
Funding
Open Access funding enabled and organized by Projekt DEAL. IGF project No. 21716 BG / P 1530 “Hoheit” of FOSTA - Forschungsvereinigung Stahlanwendung e. V., Düsseldorf, is funded by the Federal Ministry for Economic Affairs and Climate Action via the AiF within the framework of the program for the promotion of joint industrial research (IGF) on the basis of a decision of the German Bundestag. The project is being carried out at the Institute of Manufacturing Science and Engineering of TU Dresden.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XII - Arc Welding Processes and Production Systems
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ungethüm, T., Schilling, P., Spaniol, E. et al. GMAW hot-wire process with indirect resistive heating of the auxiliary wire. Weld World 67, 2031–2038 (2023). https://doi.org/10.1007/s40194-023-01529-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01529-z