
Abstract
Natural fibers are naturally supple and have various properties depending upon their chemical composition and physical aspects. Banana fiber is a derivative of the processing of the “banana plant’s pseudostem” (Musasepientum) the current research on the application of natural fiber composites has shown that the physical treatment of fibers improves their adherence to matrices. This works aims to investigate the effect of Cold glow discharge nitrogen plasma treatment on Musa sapientum (banana) fiber to modify the interfacial bonding of fiber-matrix, with cold glow discharge nitrogen plasma treatment 80 W (30 min) and 120 W (30 min) was being utilized. To improve the interfacial strength of banana fibers, induce a sufficient transfer of stress between the matrix and fiber. The cold glow discharge nitrogen plasma treatment 80 W (30 min.) of banana fiber provided the banana fiber reinforced epoxy composite(BFREC) has been found to have improved nearly 81.79% higher interlaminar shear strength, 66.16% higher flexural strength, and 57.54% higher tensile strength. To estimate the morphological characteristics for cold glow discharge nitrogen plasma treated banana fiber and untreated banana fibers performed by FT-IR spectroscopy and (XRD), which showed the improved fiber surface structure, better mechanical and tribological properties can be obtained, broaden the scope of green materials for industrial applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Effluent treatment has become a key cost contributor in recent years, owing to environmental laws and customer demand. This, including the strong inclination of adding value to locally available renewable resources, has enabled the development of biomaterials. Lignocellulosic materials, such as natural fiber, are prominent among these resources, yet composite materials are among the novel materials. Additionally, embracing the aforementioned materials would assist in long-term growth while also creating jobs in rural areas where they are available or produced [1]. Renewable biomaterials provide additional insights into the technical applications in recent years. These materials are eco-friendly, along with having identical or similar mechanical properties to artificial fibers. Such fibers are lighter in weight, inexpensive, low density, ecologically sustainable, viable to the environment, and recyclable [2, 3]. Natural fibers in composites, on the other side, exhibit significant disadvantages, poor fiber-matrix compatibility, and excessive moisture absorption. As a result, chemical treatments are considered when improving fiber surface properties [4, 5]. Natural fibers are nature-based fibber’s and natural fiber can assure demand of lightweight automotive vehicle components because natural fiber has good properties than traditional materials like bio-composites reinforced density. Automotive vehicle manufacturers are taking advantage of the natural fibers to achieve economic low manufacturing costs also in reducing the weight of the vehicle components like interior, door panels, etc. [6]. The plasma gas (or gases) employed, as well as other treatment parameters, influence the surface characteristics of the treated substrates. Physical treatment can be used to create both rougher and smoother surfaces. By introducing diverse functional groups, such a method of modification involve changing the chemical structure of fiber surface by reacting with a chemical reagent [6]. Photon and electron beam Irradiation requires more energy for modifying the surface of the fiber, resulting in the dissipation of excess heat due to breakage of C–C, C–H bonds of cellulose, eventually destroying the fiber [7, 8]. In plasma treatment, gaseous plasma-like nitrogen, Oxygen, helium, methane, ethylene, air ammonia, etc. are employed. N2 gas plasma is preferred for its low ionization level and low penetrating power. During plasma treatment, a hard layer is deposited on the surface, enhancing the surface roughness and hydrophobicity leading to enhanced bonding between fiber-matrix [9,10,11,12]. Sinha and Panigrahi et al. had studied [13], the flexural strength of composites manufactured with plasma-treated fibers was enhanced by about 14% compared to the raw composite material. The plasma machine was used to change the surface of Aramid fabrics and yarns to increase the strength and durability of the body armor material [14]. Plasma treatment on banana fibers was evaluated by Sobczyk-Guzendaa et al. [15]. Zhou et al. [16] exhibited with the treatment of Ramie fiber by plasma treatment, has also enhanced the elastic modulus of the ramie fiber, leading to a stiffer fiber. Kim et al. [17] used a carrier to treat jute fiber with polymerizing plasma gas, the tensile strength of the plasma-treated “jute-polypropylene composite” was increased. Bozaci et al. [18] investigated the “flax fiber surface using argon and air plasma treatment” to determine morphological fiber surface property. The cohesive force strength of the composite was found to be greatly increased. This works aims to investigate the effect of cold glow discharge nitrogen plasma treatment on Musa sapientum (banana) fiber to modify the interfacial bonding of fiber-matrix, cold glow discharge nitrogen Plasma treatment 80 W (30 min) and 120 W (30 min) has been used to modify banana fiber surface for higher interfacial strength induces a sufficient transfer of stress between the matrix and fiber. ILSS was used to investigate composite interfacial adhesion (interlaminar shear strength). In addition, ultimate tensile strength, % elongation, force–displacement, single fiber tensile test, fiber diameter, and flexure tests were also examined. To examine the “macromolecular structure, surface morphology, and fiber surface chemistry” of the untreated and cold glow discharge nitrogen plasma treated banana fibers performed by XRD and FT-IR respectively.
Materials and Methodology
Fiber and Matrix Materials
Banana fibers are being employed as reinforcement in this work, with epoxy Lapox Metalam—B as the matrix. Go Green Products Alwarthirunagar Chennai provided the banana fiber. The epoxy resin Lapox Metalam—B was chosen as the matrix material, with Lapox Metalam—B as the hardener and Lapox Metalam—B as the resin binder.Atul Industries Gujrat of India supplied Lapox Metalam B (Viscosity at 25 °C: 800—1,200 MPa, Density 1.00—1.20 g/cm3) and Lapox Metalam B Hardener (Viscosity at 25 °C: 300—600 MPa, Density 0.95—1.00 g/cm3).
Cold Glow Discharge Nitrogen Plasma Treatment of Banana Fibre
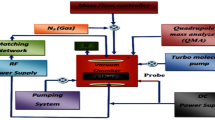
A system for manufacturing Glow Discharge plasma utilizing RF and DC power has been devised, constructed, and deployed at Shri Vaishnav Vidyapeeth Vishwavidyalaya, Indore’s Centre of Excellence for Plasma Research. A cylindrical stainless steel vacuum chamber [stainless steel material (SS304)] is used in the Plasma system. Figure 1 depicts a schematic representation of the plasma treatment system’s setup. which includes a reaction vacuum chamber with a capacity of 30Lit, a height of 300 mm, and a diameter of 360 mm, as well as a cathode assembly Electrode. An RF power supply “(SEREN RF Generator) with 13.56 MHz”, 600 Watt, and an automatic matching network for RF electric discharge of gas, as well as a high voltage “DC-power supply (2 kV, 1 amp)”. Glow discharge plasma is created using gas. For evacuating the chamber, the system uses a combination of a rotary pump (CG COMMERCIAL MOTORS) and a turbo molecular pump (Pfeiffer Vacuum, Germany). The “TurboMolecular Pump has a pumping speed of 60 L/s which is backed up by a rotary pump (RP)”. The reactor generates an ultimate vacuum of 1 × 10–6 mbar when all ports are blanked. A rotary pump is used to pump gas feed lines across spaces. Independent gas valves separate all inter-space lines to the gas cylinders, flow controllers, and vacuum chamber. An Ion gauge (PFEIFFER VACUUM) is used to measure vacuum within the chamber from 10−3 mbar to 10–9 mbar, and a digital Pirani gauge is used to measure vacuum inside the chamber from atmospheric pressure to 10−3 mbar. A mass flow controller (Dosing valve EVN 116) is a device that precisely controls the rate of gas flow.

Actual system for Producing Glow Discharge Plasma
In this work, the Banana fibers were modified employing Cold Glow Discharge Nitrogen Plasma Treatment with RF-plasma systems at different discharge powers 80 W (30 min), and 120 W (30 min) as shown in Fig. 2. First, compressed air was used to clean the inside of the chamber glass tube and the sample holder. The substrates(40 g of fibers) were weighed, to be treated, and placed in the vacuum chamber for both the “positive and ground electrodes.” The Chamber was then pumped with a combination of rotary and Turbomolecular pumps to achieve a vacuum of 3 × 10–4 millibars, then, nitrogen gas had been delivered into the chamber via a “Dosing valve” at a flow rate of 100 mbar lit/s, till the vacuum reaches nearly “1 × 10–1 millibars and then RF power is applied to the electrodes”, after automatic matching network the nitrogen plasma appears with zero watt reflection. Before reaching optimization we experiment with varying all the parameters like power, time, and flow rate. We get suitable results for banana fibers for a time of “30 min at 80 Watt and 30 min at 120 Watt”. After completing the treatment the gas flow was maintained for another 10 min to remove any unwanted reactant products. The treated fibers were maintained in a vacuum-sealed envelope for further characterization after being removed from the holder.

Line diagram for Producing Glow Discharge Plasma
Composite Preparation
Matrix material selected was epoxy resin, Lapox Metalam B (Viscosity at 25 °C: 800–1,200 MPa, Density 1.00–1.20 g/cm3 and Lapox Metalam B Hardener (Viscosity at 25 °C: 300–600 Mpa, density 0.95–1.00 g/cm3) as a binder for the resin. The composite was made with epoxy resin and a 2:1 ratio of hardener mixed. The matrix was created using this solution. These laminates were made using a hand lay-up technique that was adapted. Silicone spray was used to coat the plastic film, and the metal frame was used to cover the mold for simple removal and a high surface finish in the laminates. By brushing and pushing with the roller, the resin was evenly dispersed across the full area of each surface, and any air gaps were filled. EBEBE was used to stack the epoxy and fiber layers (E-Epoxy, B-Banana). The fiber orientation was kept constant at 0°. After detaching the laminates from the mold, they were allowed to solidify at ambient temperature. Each composite’s cast was cured for 24 h under a load of 60 kg. The dimensions of the composites were cut with a diamond cutter according to ASTM requirements. The composites were firm and dry enough for cutting after the curing procedure.
Testing of Composite
Mechanical Characterisation of Composite
The tensile specimen has dimensions of 165 mm × 19 mm × 3 mm and a notch circle radius of 76 mm was carried out according to ASTM D3039-00 standards using a computerized universal testing machine (UTM TUE-C-200/200 kN) at a cross-head speed of 5 mm/min. The flexural test was performed on Digital Tensile Testing Machine (KMI-1.3 D)/2.5 kN with a sample size of 125 mm × 12.7 mm × 3 mm and a cross-head speed of 5 mm/min under a gradual load of 10 KN in line with ASTM- D790. The flexural specimen has dimension 125 mm × 12.7 mm × 3 mm was carried out using the ASTM D 790–03 three-point bending method with a test speed of 5 mm/min. A Digital Tensile Testing Machine (KMI-1.3 D)/2.5 kN with a cross-head speed of 5 mm/min was used to determine ILSS values according to ASTM D-2344, a nominal 5:1 span-to-depth ratio was adopted. Each specimen measured 6.4 mm in breadth and 26.3 mm in length. Three samples were taken for each measured reading, and the average value of the analysis was recorded. For each measured reading, three samples were collected, and the analyses’ average result was recorded.
Morphological Analysis of Fiber
Mechanical Characterization of Banana Fiber
The tensile test sample preparation and testing methods were carried out according to the ASTMC1557-03 [19] requirements. The tensile test was performed on a “Digital Tensile Testing Machine (KMI-1.3D/2.5kN) template”, with the fibers clamped inside the testing machine’s jaws [20]. The mean diameter of samples was measured using a Polarising projection microscope (Innolab RPL-4,17,204 with 10 X Magnification), which was required for computing the cross-sectional area of cold glow discharge plasma nitrogen treated and untreated banana fiber. At least ten measurements were made. For each cold glow, more than 30 fibers were checked to verify that more than 10 precise measurements were taken.
Surface Characterization of Untreated and Cold Glow Discharge Nitrogen Treated Banana Fiber by Using FTIR
The alterations on the surface property of fiber as support the interfacial bonding, various physical treatments were investigated using FTIR analysis. In a twin beam “FTIR spectrophotometer (SHIMADZU FTIR-8900 spectrophotometer) with a resolution of 2 cm−1 in the wavenumber range of 4000–400 cm”, the materials were examined using an attenuated total reflectance device. An average of 25 scans was recorded.
Surface Characterization of Untreated and Cold Glow Discharge Nitrogen Treated Banana Fiber by Using Surface Characterization by Using XRD
The X-ray diffractograms were recorded on the “image plate (Mar 345 dtb) area detector of Indus-2 Angle-Dispersive X-ray Diffraction (ADXRD) Beamline (BL-12)” at calibrated photon energies(17.42111 keV), for cold glow discharge plasma nitrogen treated Banana Fibre and untreated banana fiber.
Results and Discussion
Ultimate Tensile Strength,% Elongation Versus %Volume of Fiber of Composite
The ultimate tensile strength and % Elongation break of an untreated banana fiber reinforced epoxy composite as illustrated in Figs. 3 and 4. The mechanical characteristics of untreated banana fibre reinforced epoxy composites with a volume percent of fibre of 30% exhibited the best mechanical behavior, including tensile strength and percent elongation break values of 54.74 MPa and 1.98 mm, respectively. The experimental results demonstrated that ultimate tensile and % Elongation break increased consistently up to 10% volume of fiber, and the trend continued in 30% volume of fiber, while tensile strength and % Elongation break declined at 40% volume of fiber. Increasing the volume percentage increases the mechanical characteristics up to a point. Furthermore “the enhanced cohesion between matrix-fiber results in significant improvement in mechanical strength of the composite reinforced by natural fiber” [21, 22]. The tensile strength and % Elongation break of Banana fiber reinforced epoxy composite rose to 86.24 Mpa, 5.21 mm and 70.76 Mpa, 4.43 mm, respectively, after cold glow discharge plasma nitrogen treatment of banana fiber using plasma powers of 80 W (30 min) and 120 W (30 min). This equates to about 57.54% and 29.26% rises, respectively. When banana fiber is exposed to cold plasma for 30 min at a power of 120 W, the fiber can deteriorate, lowering the compatibility between the fiber and matrix, Cold glow discharge plasma nitrogen treatment affects the mechanical characteristics of the fiber. This could be owing to “Physical sputtering and chemical etching is two methods of ablation of materials by plasma”. “The physical sputtering process is a knock-on process by high-energy ions, and it involves the sputtering of materials by chemically nonreactive plasma”. Chemical etching is a phenomenon that occurs in chemically reactive plasma.[23,24,25]. For enhancing ion density, a variable capacitance matching network is present; the technology allows for greater control of ion energies. [26].

Tensile strengths of untreated and cold glow discharge of plasma-treated banana fiber reinforced epoxy composites

% elongation at break of untreated and cold glow discharge of plasma-treated banana fiber reinforced epoxy composites
Flexural Test Versus %Volume of Fiber of Composite
Figure 5 depicts the flexural strength of different volumes of fiber % for untreated and cold glow discharge plasma nitrogen treated banana reinforced epoxy composites. The maximum flexural strength (38.92 MPa) comes from a 30% volume of fibre untreated banana reinforced epoxy composite, while the minimum comes from a 10% volume of fibre untreated banana reinforced epoxy composite (24.98 MPa). With increasing fiber loading, flexural strength usually increases. Because natural fibers have a high modulus, a higher concentration of fibers necessitates higher stress to achieve the same deformation. The enhanced cohesion between matrix-fiber results in significant improvement in the mechanical strength of the natural fiber-reinforced composite [27]. The average flexural strength of banana fiber reinforced epoxy composites grows progressively until 30% vol. of fiber banana fiber reinforced epoxy composite, then decreases somewhat for banana fiber reinforced epoxy composites with 40% vol. of fiber. Stress propagation among the fiber and matrix is impeded by the creation of partially separated “micro-spaces”. The “degree of blockage” increases as the fiber load increases [28]. The banana’s flexural strength improved to (66.16) MPa with a 30% fibre volume after being treated with a plasma power of 80 W for 30 min. Flexural strength (59.15 MPa) was reduced when banana fibre was exposed to a plasma intensity of 120 W for 30 min. The weight of the fiber surface is lost during the etching reaction, the upper surface layer is taken away. The rate of weight loss is highly influenced by the lamina composition as well as the “plasma’s energy level”.

Flexural strengths for untreated and cold glow discharge of plasma-treated banana fiber -reinforced epoxy composites
Interlaminar Shear Strength (ILSS) Versus %Volume of Fiber of Composite
Figure 6 illustrates the interlaminar shear strength values for banana reinforced epoxy composites that have been treated by cold glow discharge plasma nitrogen. According to the ILSS data, the ILSS of banana reinforced epoxy composites treated with cold glow discharge plasma nitrogen rises up to 80 W (30 min) at 30% vol. fibre. The ILSS then drops when the plasma power is raised to 120 W. (30 min). ILSS values of cold plasma nitrogen treated banana reinforced epoxy composites with plasma powers of 80 W and 120 W increase 81.79% and 78.72%, respectively, when compared to untreated banana reinforced epoxy composites. Plasma treatments chip away cellulose and hemicellulose more easily because they are more reactive to plasma, and boost cohesive adhesion [29]. The ILSS of the composite, however, decreases slightly after being nitrogen plasma treated at 120 W for 30 min. The mechanism of plasma surface treatment differs depending on the stage of plasma treatments, according to studies. At initially, the surface modification takes precedence, but later in the process, surface etching takes control [29,30,31,32,33].

Interlaminar shear strengths of untreated and cold glow discharge of plasma-treated banana fiber -reinforced epoxy composites
Force- Displacement Curve Versus %Volume of Fiber of Composite
The force vs. displacement graphs for untreated banana reinforced epoxy composite and cold glow discharge plasma nitrogen treated banana reinforced epoxy composite 20%, 30%, and 40% vol. of fiber were plotted using tensile tests, as shown in Fig. 7a–c, It can be seen in Fig. 7a that the load gradually increases until it reaches the material’s maximum load-carrying capability, after which it decreases. The linear path of force–displacement graphs is followed up to a load of 6714.2 N. As shown in Fig. 7b, when banana fibre is treated with cold plasma nitrogen at 80 W for 30 min, the load progressively climbs up to the material’s maximum load-bearing ability at 30% fibre volume and then gradually drops. The force–displacement graph is followed in a linear route up to a load of 10,577.87 N. When banana fiber is treated with cold plasma nitrogen at 120 W (30 min), the breaking point (breaking load 8679.15 N) on the force–displacement curve indicates total failure of the matrix material in the composite when the banana fiber is exposed to cold glow discharge plasma nitrogen for 30 min at 120 W, respectively, as depicts in Fig. 7c. Utilizing the plasma intensity of 80 W(30 min) and 120 W(30 min), the force(N) of cold plasma nitrogen treated banana reinforced epoxy composites rise 57.54% and 29.26%, respectively. In the linear curve, the load is distributed evenly between fibre and matrix. The material’s fibres begin to break out as the bends decrease. The failure mode depicts the tensile test specimen breaking due to bonding between banana fiber and epoxy matrix.

a Force–displacement curve for banana fiber -reinforced epoxy composites. b Force-Displacement Curve for cold glow discharge of plasma nitrogen treated banana fiber-reinforced epoxy composites. c Force-Displacement Curve for cold glow discharge of plasma nitrogen treated banana fiber-reinforced epoxy composites
Single Fibre Pull Out Test
Table 1 compares the average, fiber diameter, breaking load, ultimate tensile strength, and percent elongation data of untreated and cold glow discharge nitrogen treated banana single fibers. The breaking load, tensile strength, and % elongation break of banana fiber are 3.64 N, 65.2 Mpa, 12 mm, and 3.46 N, 43.04 Mpa, 10.4 mm, respectively, after cold glow discharge plasma nitrogen treatment of banana fiber with plasma intensity of 80 W (30 min) and 120 W (30 min). After plasma treatment, the fiber’s accessibility was improved as a result of the formation of fractures and grooves during the plasma treatment [34]. Plasma treatment, according to Morent et al. [35], has a positive impact on textile structures by altering the physical properties of yarns and textiles by forming micro pits on fiber surfaces [36, 37].
Fourier Transform Infrared (FTIR) Spectroscopy
Most materials’ ability to perform a given function is determined by their chemical characteristics, as measured by Fourier Transform Infrared (FTIR) spectroscopy, enabling the investigation of surface composition and/or interactions at composite material interfaces. [38, 39]. The untreated banana fiber’s FTIR spectrum is displayed in Fig. 8a. This diagram illustrates the peak positions of bands in the spectra from 4500 to 400 cm−1. The valence vibrations of hydrogen-containing C–H and O–H functional groups present in carbohydrate and alcohol compounds found in untreated banana fibers, i.e. cellulose, hemicelluloses, and lignin, are related to the broad intensive peaks with the regions of 4000–3500 cm−1 and 2900–2350 cm−1, as well as the medium at 3350–2900 cm−1 [18, 40,41,42]. The stretching vibrations in C=O and C=C groups of aromatic hydrocarbons, as well as ketone and aldehyde compounds, are related to the intense bands with the ranges 2350–1750 cm−1, 1750–1650 cm−1, and 1650–1450 cm−1. Even though the vibrations in aldehyde compounds can be attributed to cellulose [40], but these peaks have mostly been associated with ketone compounds found in hemicelluloses and aromatics found in lignin, which have higher reflectance intensities in these wave number regions than cellulose related compounds [40, 41]. Untreated banana fiber has a larger intensity peak with regions of 2300–1650 cm−1 and 1750–1650 cm−1 owing to the presence of more hemicelluloses, lignin components, etc. The C–C and C–O groups found in phenol, alcohol, and aromatic compounds are responsible for the sequence of peaks registered with the fingerprint region including 1450 and 400 cm−1, with lignin having the highest intensities in the range 1400–1200 cm−1 and cellulose and hemicellulose having the highest intensities between 1200 and 900 cm−1 [40, 41]. The FTIR spectra of the banana fiber after plasma treatment were altered as depicts in Fig. 8b, c, respectively. Cold plasma nitrogen treatment 80 W (30 min) and cold plasma nitrogen treatment 120 W (30 min) banana fibers showed similar modifications. The decrease of intensities in the ranges of 2300–2200 cm−1 and 1900–1800 cm−1 as the values of plasma treatment parameters increase can be attributed primarily to the decrease of aromatic and ketone compounds associated with the absorption of bulk cellulose from the fibers[42] as well as the decrease of spectra intensity at 1550 cm−1 [18, 42]. The more visible alterations were found when banana fiber was treated with cold plasma nitrogen treated 120 W (30 min), i.e. the higher the values of treatment parameters, the more significant the changes. The non-appearance of the typical peak at 1050 cm−1 further indicated the absorption of cellulose on treated fiber surface “[40]. It’s possible to notice changes in the fingerprint region, which indicate a shift in fiber content.

a IR spectrum of untreated banana fiber. b IR spectrum of cold glow discharge plasma nitrogen treated banana fiber 80 W (30 min). c IR spectrum of cold glow discharge plasma nitrogen treated banana fiber 120 W (30 min)
The quantity of crystalline structure in cellulose is related to the band at roughly 1420–1430 cm−1, while the amorphous area in cellulose is ascribed to the band at 898 cm−1 [43]. The Total Crystallinity Index and Lateral order Index values for banana fiber 80 W (30 min) treated with cold plasma nitrogen were the highest values(1.506,0.890) as shown in Table 2. Untreated banana fiber, on the other hand, had the minimum Total Crystallinity Index, and Lateral order Index values ((1.130,0.9539) as shown in Table 2, which could imply that its cellulose is made up of more amorphous domains.
X-ray Diffractograms (XRD)
Figure 9 illustrates the X-ray powder diffraction patterns for untreated banana fibers and cold glow discharge plasma nitrogen-treated banana fibers at different power levels of 80 W (30 min) and 120 W (30 min). A strong peak at 2θ values at 18.57° and a very strong peak at 22.14°, which correspond to 101, and 002 planes [48], describe the spectra of untreated banana fiber. The graph shows a tiny peak, which could be due to contamination in the fiber or inorganic material present in the fiber. After cold glow discharge plasma nitrogen application for banana fiber with plasma intensity of 80 W (30 min), 120 W (30 min), A strong peak at 2θ values at 18.18°, 18.12°, and a very strong peak at 22.57°, 22.29°, respectively, which correspond to 101, and 002 planes. The % Crystallinity, Crystallinity Index and amorphicity index values of banana fiber 80 W (30 min) treated with cold plasma nitrogen were the highest values (0.6922,55.54% and 0.44) as shown in Table 3. Increased value of % Crystallinity, Crystallinity Index, and amorphicity index due to the surface of crystallites corresponding to shrank of amorphous cellulose sections with increasing size of crystallite, crystallinity index increased [49].

XRD diffractogram for untreated banana fiber, Cold glow discharge plasma nitrogen treated banana fiber 80 W (30 Min), and cold glow discharge plasma nitrogen treated banana fiber 120 W (30 Min)
Conclusion
Due to the influence of cold glow discharge nitrogen plasma treatment for banana fibers, mechanical and surface characterization of banana fiber reinforced epoxy composites properties such as tensile, percent elongation, ILSS, flexural, force-extension curve, single fiber tensile test, FTIR, and XRD diffractogram were successfully improved. The experiments have led to the following conclusions:
-
After cold glow discharge plasma nitrogen treatment for banana fiber with plasma intensity of 80 W (30 min) and 120 W, the tensile strength and percent Elongation break of Banana fiber reinforced epoxy composite rose to 86.24 Mpa, 5.21 mm, and 70.76 Mpa, 4.43 mm, respectively (30 min). This equates to about 57.54 and 29.26% rises, respectively.
-
The flexural strength for the banana fiber reinforced epoxy composite improved to 66.16 MPa at vol. of fiber at 30% after being treated with a cold glow discharge plasma power of 80 W for 30 min. The Flexural Strength attributes for cold glow discharge plasma nitrogen treated banana fiber reinforced epoxy composites with plasma intensity of 80 W (30 min) and 120 W (30 min) increase 69.98% and 51.97%, respectively, when compared to untreated banana fiber reinforced epoxy composites.
-
The Inter Laminar Shear Strength values for cold glow discharge plasma nitrogen treated banana fiber reinforced epoxy composites with plasma intensity of 80 W (30 min) and 120 W (30 min) increase 81.79% and 78.72%, respectively, when compared to untreated banana fiber reinforced epoxy composites.
-
The Force-extension behavior for the banana fiber reinforced epoxy composite was improved by cold glow discharge plasma nitrogen treated banana fiber, With plasma intensity of 80 W (30 min.) and 120 W (30 min.), the force(N) values of cold plasma nitrogen treated banana fiber reinforced epoxy composites rise 57.54% and 29.26%, respectively, when compared to untreated banana fiber reinforced epoxy composite.
-
To establish the effect of pretreatment of cold glow discharge nitrogen plasma application for banana fiber influences the characterized fiber strength. The breaking load, tensile strength, and % elongation break of banana fiber are 3.64 N, 65.2 Mpa, 12 mm, and 3.46 N, 43.04 Mpa, 10.4 mm, respectively, after cold glow discharge plasma nitrogen treatment for banana fiber with plasma intensity of 80 W (30 min) and 120 W (30 min).
-
The Total Crystallinity Index and Lateral Order Index values for banana fiber 80 W (30 min) treated with cold plasma nitrogen were the highest values1.506,0.890), respectively.
-
The % Crystallinity, Crystallinity Index, and Amorphicity Index values of banana fiber 80 W (30 min) treated with cold plasma nitrogen were the highest values0.692,55.54% and 0.44, respectively, indicating that hemicellulose and lignin were greatly reduced after cold glow discharge plasma nitrogen treatment on banana fiber.
-
Plasma treatment significantly increased mechanical behavior and improve the cohesive forces between fiber and matrix.
References
K.G. Satyanarayana, G.C.A. Gregorio, F. Wypych, Biodegradable composites based on lignocellulosic fibers: an overview. Prog. Polym. Sci. 34, 982–1021 (2009). https://doi.org/10.1016/j.progpolymsci2008.12.002
A. Dangi and D. Thakur, “Investigation of tribological properties and fabrication of sisal fiber reinforced polyester composite,” vol. 30, no. October, pp. 25–30, (2019)
R. Gopakumar, R. Rajesh, Experimental study on the influence of fibre surface treatments and coconut shell powder addition on the compressive strength, hardness and tribological properties of sisal fibre-natural rubber composites. Int. J. Enterp. Netw. Manag. 10(1), 23–31 (2019). https://doi.org/10.1504/ijenm.2019.10019583
X. Li, L.G. Tabil, S. Panigrahi, Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. J. Polym. Environ. 15(1), 25–33 (2007)
S. Kalia, K. Thakur, A. Celli, M.A. Kiechel, C.L. Schauer, Surface modification of plant fibers using environment friendly methods for their application in polymer composites, textile industry and antimicrobial activities: a review. J. Environ. Chem. Eng. 1, 97–112 (2013)
G. Satyanarayana, J.L. Guimarães, F. Wypych, Studies on lignocellulosic fibers of Brazil. Part I: source, production morphology, properties and applications. Compos. Part A Appl. Sci. Manuf. 38(7), 1694–1709 (2007)
G. Borcia, C.A. Anderson, N.M.D. Brown, Surface treatment of natural and synthetic textiles using a dielectric barrier discharge. Surf. Coat. Technol. 201(6), 3074–3081 (2006)
F. Denes, L.D. Nielsen, R.A. Young, Cold plasma state—a new approach to improve surface adhesion in lignocellulosic-plastics composites. Lignocellul. Plast. Compos. 1, 61–110 (1997)
N. Vandencateele, F. Renier, Plasma modified polymer surface: characterization using XPS. J. Electron Spectrosc. Relat. Phenom. 394–408, 178–179 (2010)
M. Sarikanat, Y. Seki, K. Sever, E. Bozaci, A. Demir, E. Ozdogan, The effect of argon and air plasma treatment of flax fiber on mechanical properties of reinforced polyester composite. J. Ind. Text. 45(6), 1252–1267 (2016)
D. Altgen, G. Avramidis, W. Viol, C. Mai, The effect of air plasma treatment at atnmospheric pressure on thermally modified wood surfaces. Wood Sci. Technol. 50, 1227–1241 (2016)
B. Barra, B. Paulo, C. Alves Junior, H. Savastano Junior, K. Ghavami, Effects of methane cold plasma in sisal fibers. Key Eng. Mater. 517, 458–468 (2012)
E. Sinha, S. Panigrahi, Effect of plasma pretreatment on structural wettability of jute fibre and flexural strength of its composite. J. Compos. Mater. 45, 1791–1802 (2009)
D. Sun, G. Stylios, Fabric surface properties affected by low temperature plasma treatment. J. Mater. Process. Technol. 173(2), 172–177 (2006)
A. Anna Sobczyk-Guzendaa, H. Szymanowskia, W. Jakubowskia, A. Błasińskab, J. Kowalskia, M. Gazicki-Lipmana, Morphology, photocleaning and water wetting properties of cotton fabrics, modified with titanium dioxide coatings synthesized with plasma enhanced chemical vapor deposition technique. Surf. Coat. Technol. 217(25), 51–57 (2013)
Z. Zhou, X. Liu, B. Hu, J. Wang, D. Xin, Z. Wang, Y. Qiu, Hydrophobic surface modification of ramie fibres with ethanol pretreatment and atmospheric pressure plasma treatment. Surf. Coat. Technol. 205, 4205–4210 (2011)
B.S. Kim, M.H. Nguyen, B.S. Hwang, S. Lee, Effect of plasma treatment on the mechanical properties of natural fibre/PP composites, in High performance structures and materials IV. WIT Transactions on built environment. ed. by W.P. De Wilde, C.A. Brebbia (WIT Press, Southampton, 2008), pp. 159–166
E. Bozaci, K. Sever, M. Sarikanat, Y. Seki, A. Demir, E. Ozdogan, I. Tavman, Effects of the atmospheric plasma treatments on surface and mechanical properties of flax fiber and adhesion between fiber–matrix for composite materials. Compos. Part B 45, 565–572 (2013)
American Society for Testing and Materials—ASTM. ASTM C1557–03: Standard test method for tensile strength and young’s modulus of fibers. West Conshohocken, 15:787-796, (2010)
D. Ren, Y. Zixuan, W. Li, H. Wang, Y. Yan, The effect of ages on the tensile mechanical properties of elementary fibers extracted from two sympodial bamboo species. Ind. Crops Prod. 62, 94–99 (2014). https://doi.org/10.1016/j.indcrop.2014.08.014
A. Balaji, B. Karthikeyan, J. Swaminathan, Comparative mechanical, thermal, and morphological study of untreated and NaOH-treated bagasse fiber-reinforced cardanol green composites. Adv. Compos. Hybrid Mater. 2(1), 25–132 (2019)
M. Jacob, S. Thomas, K.K.T. Varughese, Mechanical properties of sisal/oil palm hybrid fiber reinforced natural rubber composites. Compos. Sci. Technol. 64(7–8), 955–965 (2004)
L. Wang, Z.-Q. Xiang, Y.-L. Bai et al., A plasma aided process for grey cotton fabric pretreatment. J. Clean. Prod. 54, 323–331 (2013)
J. Jang, H. Yang, The effect of surface treatment on the performance improvement of carbon fiber/polybenzoxazine composites. J. Mater. Sci. 35, 2297–2303 (2000). https://doi.org/10.1023/A:1004791313979
H. Yasuda, Plasma Polymerisation (Rulla Academic Press Inc., United States of America, 1985), pp. 344–355
C. Fairfield, Optimization of Ion and Electron Properties in IC Packaging Applications,Nordson Corp., United States America, (2000), www.marchplasma.com
C.W. Kan, K. Han, C.W.M. Yuen, M.H. Miao, Surface properties of low-temperature plasma treated wool fabrics. J. Mater. Process. Technol. 83(1–3), 180–184 (1998)
B.K. Goriparthi, K.N.S. Suman, N. Mohan Rao, Effect of fiber surface treatments on mechanical and abrasive wear performance of polylactide/jute composites. Compos. Part A Appl. Sci. Manuf. 43(10), 1800–1808 (2012)
X. Yuan, K. Jayaraman, D. Bhattacharyya, Effects of plasma treatment in enhancing the performance of woodfibre-polypropylene composites. Compos. Part A-Appl. S 35, 1363–1374 (2004)
C. Lu, P. Chen, Q. Yu, Z. Ding, Z. Lin, W. Li, Interfacial adhesion of plasma-treated carbon fiber/poly(phthalazinone ether sulfone ketone) composite. J. Appl. Polym. Sci. 106, 1733–1741 (2007)
J. Jang, H. Yang, The effect of surfacetreatment on the performance improvement of carbon fiber/polybenzoxazine composites. J. Mater. Sci. 35, 2297–2303 (2000)
M. Morra, E. Occhiello, F. Garbassi, Surface characterization of plasma-treated PTFE. Surf. Interface Anal. 16, 412–417 (1990)
N. Dilsiz, E. Ebert, W. Weisweiler, G.A. Kovali, Effect of plasma polymerization on carbon-fibers used for fiber/epoxy composites. J. Colloid Interface Sci. 170, 241–248 (1995)
F.R. Oliveira, L. Erkens, R. Fangueiro et al., Surface modification of banana fibers by DBD plasma treatment. Plasma Chem. Plasma Process 32, 259–273 (2012). https://doi.org/10.1007/s11090-012-9354-3
R. Morent, N. De Geyter, J. Verschuren, K. De Clerck, P. Kiekens, C. Leys, Non-thermal plasma treatment of textiles. Surf. Coat. Technol. 202(14), 3427–3449 (2008)
A. Baltazar-y-Jimenez, M. Bistritz, E. Schulz, A. Bismarck, Atmospheric air pressure plasma treatment of lignocellulosic fibres: impact on mechanical properties and adhesion to cellulose acetate butyrate. Compos. Sci. Technol. 68(1), 215–227 (2008)
E. Bozaci, K. Sever, M. Sarikanat, Y. Seki, A. Demir, E. Ozdogan, I. Tavman, Effects of the atmospheric plasma treatments on surface and mechanical properties of flax fiber and adhesion between fiber–matrix for composite materials. Compos. Part B Eng. 45(1), 565–572 (2013). https://doi.org/10.1016/j.compositesb.2012.09.042
E. Abraham, B. Deepa, L.A. Pothan, M. Jacob, S. Thomas, U. Cuelbar, R. Anandjiwala, Extraction of nanocellulose fibrils from lignocellulosic fibers. A novel approach. Carbohydr. Polym. 86(4), 1468–1475 (2011)
D. Fengel, G. Wegener, In wood—Chemistry, ultrastructure, reactions (Walter de Gruyter, Berlin Germany, 1989)
M.M. Kabir, H. Wang, K.T. Lau, F. Cardona, Effects of chemical treatments on hemp fibre structure. Appl. Surf. Sci. 276, 13–23 (2013)
H. Yang, R. Yan, H. Chen, D.H. Lee, C. Zheng, Characteristics of hemicelluloses, cellulose and lignin pyrolysis. Fuel 86, 1781–1788 (2013)
V. Udeye, S. Mopoung, The production of smokeless charcoal briquettes from banana peeland banana bunch for households use. Wulfenia 22, 454–468 (2015)
M. Akerholm, B. Hinterstoisser, L. Salmén, Characterization of the crystalline structure of cellulose using static and dynamic FT-IR spectroscopy. Carbohydr. Res. 339, 569–578 (2004)
S.Y. Oh, D.I. Yoo, Y. Shin, G. Seo, FTIR analysis of cellulose treated with sodium hydroxide and carbon dioxide. Carbohydr. Res. 340, 417–428 (2004)
F. Carrilo, X. Colom, J.J. Sunol, J. Saurina, Strucutral FTIR analysis and the thermal characterization of lyocell and viscose-type fibers. Eur. Polym. J. 40, 2229–2234 (2004)
S.C. Corgie, H.M. Smith, L.P. Walker, Enzymatic transformations of cellulose assessed by quantitative high-throughput fourier transform infrared spectroscopy (QHT-FTIR). Biotechnol. Bioeng. 108, 1509–1520 (2011)
M.L. Nelson, R.T. O’Connor, Relation of certain infrared bands to cellulose crystallinity and crystal lattice type. Part I. spectra of types I, II, III and of amorphous cellulose. J. Appl. Polym. Sci. 8, 1311–1324 (1964)
M. Wada, T. Okano, Localization of Iα and Iβ phases in algal cellulose revealed by acid treatments. Cellulose 8, 183–188 (2001)
U.J. Kim, S.H. Eom, M. Wada, Thermal decomposition of native cellulose: Influence on crystallite size. Polym. Degrad. Stab. 95, 778–781 (2010)
E. Gumuskaya, M. Usta, H. Kirei, The effects of various pulping conditions on crystalline structure of cellulose in cotton linters. Polym. Degrad. Stab. 81, 559–564 (2003)
M.-C. Popescu, C.-M. Popescu, G. Lisa, Y. Sakata, Evaluation of morphological and chemical aspects of different wood species by spectroscopy and thermal methods. J. Mol. Struct. 988, 65–72 (2011)
Funding
No funding was received by any of the authors on any level for research work to be carried.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors whose names are listed have NO affiliations with or involvement in any organization or entity with any financial interest (such as honoraria; educational grants; participation in speakers’ bureaus; membership, employment, consultancies, stock ownership, or other equity interest; and expert testimony or patent-licensing arrangements), or non-financial interest (such as personal or professional relationships, affiliations, knowledge or beliefs) in the subject matter or materials discussed in this manuscript.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Gupta, U.S., Tiwari, S., Sharma, U. et al. Cold Glow Discharge Nitrogen Plasma Pretreatment of Banana Fibre for Improving the Mechanical Characterisation of Banana/Epoxy Composites. J. Inst. Eng. India Ser. D 103, 417–429 (2022). https://doi.org/10.1007/s40033-022-00356-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-022-00356-8