
Abstract
In this research, the samples were exposed to full and partial solution heat treatments and quenched in the air and nitrogen each period. Also, one sample was kept in the liquid nitrogen for 2 h after cooling in the air and isothermal process. In the end, the samples were aged. At every stage, samples were investigated using scanning electron microscope (SEM) and microhardness HV test. The results showed that the rejuvenation heat treatment leads to formation of nanoprecipitates with the cubic morphology in the matrix. The percentage of nanoprecipitates after aging increased by about 87/8%. Keeping in the liquid nitrogen after full solution increased the volume fraction of the small precipitates by about 85%. After partial solution heat treatment, the precipitates became coarse and volume fraction increased to 74%. By increasing the cooling rate, microhardness increased from 620 to 786 microhardness HV after aging. After solutionizing and high rate quench, the microhardness of the blade airfoil decreased to 361 HV, which means a successful solutionizing as the main stage of rejuvenation. During rejuvenation, the size and volume fraction of γ´ precipitates decreased in the solution step and increased by aging. The use of cryogenics and the high rate of quench caused the improvement in the rejuvenation process compared to previous researches. This research can be a start for using this new method of rejuvenation.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Superalloys are materials with high mechanical stability which can work in high temperatures. Nickel-based superalloys are primarily used in the production of the hot parts of gas turbines, including the blade, due to high strength in high temperature and high corrosion and oxidation resistance. IN738LC is one of the most commonly used nickel-based superalloys.
The main phases in the microstructure of the nickel-based superalloy are γ matrix, γ´, carbides, grain boundary γ´, borides, and TCP phases. Primary and secondary γ´ are one of the main solid phases with the composition of Ni3(Al,Ti) [1,2,3]. The strengthening process is carried out in three stages, including full solution, partial solution, and aging. The considered parameters in the heat treatment of nickel-based superalloy are temperature, cooling rate at the temperature of full solution, time and temperature of partial solution, cooling rate of the temperature of the partial solution and aging time, all of which affect the microstructure of these alloys [4,5,6,7,8].
With exposure to high temperature and during long-term service, microcoherent precipitates and bigger precipitates of γ´ are produced. With more time at a constant temperature, the morphology of the precipitates changes from cubic to spherical, and at high temperatures, big particles converge [9]. In the service, due to the microstructure changes including the transfer of chromium from the grain boundary and formation of the carbides and brittle phases, the hot corrosion resistance decreases because no protective film is formed or its formation is weak. Therefore, due to the investigation of hot corrosion resistance of blade with the aforementioned factors, almost all the gas turbine manufacturers have determined the limited service life (about 100,000 h) of the turbine blades in their maintenance guidelines. After this period of time, the blades must be changed despite good physical appearance. In recent years, due to the high cost of raw materials and production, some active companies rejuvenate the old turbine blades [10,11,12,13,14,15]. Rejuvenation includes a series of heat treatment in order to recover the microstructure changed due to high temperature and obtain an ordered structure similar to that before the service. The ultimate purpose is to obtain mechanical properties similar to the raw material as much as possible [16]. Distribution and final size of γ´ in the rejuvenation heat treatment depends on the solution temperature and aging operation. It seems that the cooling rate is an essential factor in the process of rejuvenation heat treatment. There is much research regarding the formation of γ´ precipitates under different cooling rates by different people. The results indicate that an increase in the cooling rates could reduce their numerical density and size [17,18,19,20,21]. The increase in the numerical density of γ´ precipitates with cooling rate shows that decomposition of γ´ phase happens under high supercooling. Under significant supercooling and equilibrium instability, the driving force for the nucleation of γ´ phase increases dramatically; as a result, the nucleation rate of γ´ precipitates increases at the unit of volume. Meanwhile, under very high supercooling (very high cooling rate), the nucleation rate decreases due to the atomic mobility [22, 23]. The use of different cooling rates in the solution annealing stages has already been considered. But so far, ultrafast cooling rate and the use of cryogenics for heat treatment of superalloys have not been investigated. These two issues are studied for the first time in this research. It seems that both of these parameters lead to a reduction in the size of precipitates through the freezing of electrons, the reduction of interatomic distances, and the reduction of the diffusion rate and significantly improve the rejuvenation and repair process. The purpose of this research is to investigate the effect of the cooling operation on deep cryogenic temperature and maintenance after the solution on the rejuvenation of service exposed blade of IN738LC superalloy.
Materials and Method
This research was carried out using a piece of gas turbine blade of IN738LC superalloy based on nickel. The chemical composition of this alloy was obtained using atomic electron spectroscopy (AES), and the results are shown in Table 1. For this reason, the samples of a cuboid with the width, length and height of 5 cm were prepared using cutting by a wire and electronic discharge.
To investigate the quenching effect after the solution on the structural changes, samples were solubilized in the furnace box model amalgams manufactured in Iran under the argon gas at 1210 °C for 5 h. Then samples were cooled in the air and nitrogen. One sample was cooled in the air, and after the isothermal process, it was kept in the liquid nitrogen for 2 h. Then the samples were solubilized at 1120 °C for 2 h and cooled in the air and nitrogen. At this stage, one sample was cooled in the air, and after the isothermal process, it was kept in the liquid nitrogen for 2 h. In the end, samples were aged at 845 °C for 24 h. The schematic for the cycles of rejuvenation heat treatment is shown in Fig. 1 and Table 2 shows the naming of the samples based on different cooling conditions.

Schematic of heat treatment cycle that used for rejuvenation of service exposed blade
After heat treatment and cooling, samples were investigated in terms of microstructure after surface preparation using SEM model VEGA/TESCAN manufactured in Czech Republic. For this reason, samples were electronically etched using 170 ml of the H3PO4 solution, 10 ml of the H2SO4 solution, and 1.6 g of CrO3 for 4 to 6 s under the potential difference of 3–4 V and the current strength of 120 mA/cm2 [24]. The hardness of the samples was measured using the Copa device MH3 according to the ASTM E 82–16 standard under 0.1 kg and 15 s stop time after the solution [25]. In this research, the volume percentage of the precipitates and nanoprecipitates were analyzed by Clemex software.
Results
Service exposed blade precipitates are changed due to high temperature, and their morphology is elongated. After full solution, the precipitates become spherical, and then the partial solution turns into cubes with spherical corners. In the aging stage, the precipitates are stabilized and become perfectly cubic [15]. The schematic of the cycle is shown in Fig. 2. Based on this, during the solution step of rejuvenation, γ´ stabilizing elements such as aluminum diffused into the matrix. So the precipitates are either removed or reduced. The precipitates removed during cooling are formed spherically as cooling precipitates. These fine deposits are stabilized in the stage of incomplete dissolution and appear in the field with a post-aging cubic morphology [15, 26].

Schematic of morphological evaluation of coarsen γ´ precipitates after rejuvenation
Figure 3 shows the SEM image of the MSR sample which is the root gas turbine blade of IN738LC nickel based. The morphology of the samples includes matrix (γ), the primary cubic precipitates of γ´, and the secondary spherical precipitates of γ´. As it is obvious in Fig. 3, the primary spherical precipitates of γ´ is distributed with similar size and cubic shape along the secondary spherical precipitates in the structure. In the blade root, the temperature and tension are low; hence, the existing structure must be cubic. However, since the function affects all parts of the blade including the root, its morphology is flower shaped. Therefore, this is the first stage for changing the structure and becoming octonary.

SEM image of MSR sample
Figure 4 shows SEM image of the MS0 sample which is the service exposed gas turbine blade with IN738LC nickel-based superalloy. As can be seen, at high temperature, the morphology of the samples has become more irregular, and the precipitates in some parts are more coherent and bigger. The distribution of the non-uniform from the precipitates is evident. Precipitates have lost their primary morphology in most cases; the primary precipitates have changed from cubic to spherical.

SEM image of MS0 sample
Figure 5a illustrates SEM image of the MS1 sample after full solution and quench in the air. As it is obvious, while cooling in the air, there was not enough time for the precipitates to be formed. Volume fraction and the size of the precipitates are smaller. Generally, the energy of the interface in γ/γ´ phases and the tensile elasticity due to nonconforming of the γ/γ´ crystal lattices affect the γ phase. The most important effect of the heat treatment solution is solving the primary γ´ that was formed during the cooling after solidification. These precipitates after cooling with the temperature of the solution re-emerge with smaller sizes. Each of the morphologies of the γ´ phase is obtained from special heat treatment and has unique properties related to nonconforming of the disordered morphology [27,28,29].

SEM image of the sample after the full solution of the heat treatment: a MS1, b MS2, and c MS3
Figure 5b shows the SEM image of the MS2 sample after full solution and quench in the liquid nitrogen. Fast cooling in the liquid nitrogen decreases the volume fraction, and the size of the precipitates is remarkably reduced due to freezing of the precipitates at very low temperatures, and decreasing the atomic distances and reducing the atomic spaces prevent the precipitates from becoming bigger, and therefore there is no way for the precipitates to grow. Figure 5c shows SEM image of the MS3 sample after the full solution and isothermal process with the environment and then quench in the liquid nitrogen. The isothermal process with the environment and then cooling in the nitrogen reduces the volume fraction and the size of the γ ´precipitates. As it is evident, a little pause leads to nucleation of the precipitates and then cooling in the liquid nitrogen reduces the size and volume fraction of the precipitates. As it is evident, the volume fraction of MS3 precipitates is reduced to MS1 sample, and the size of its precipitates increases. The volume fraction of MS3 sample also increased compared to MS2 sample, and its precipitates also increased.
Figure 5a, b, and c was compared to Fig. 4, and it shows a reduction in the size and volume fraction of the γ´ particles. Therefore, the coarse precipitates of γ´ are solved at 1210 °C in the matrix, and as the size of γ´ decreases, a uniform microstructure is formed with the particles of the spherical γ´. In a solution with the same temperature and time, the precipitates size due to cooling in the nitrogen is reduced, and the precipitates are spherical. According to Fig. 5, cooling affects the number, size, and morphology of the precipitates. As the cooling becomes slower, the supercooling is reduced, and as a result, the free chemical energy for generating the precipitates decreases. Consequently, the size of the critical nucleus increases and activation of energy barrier against nucleation increases. Thus, fewer precipitates will be formed; the number of nucleated precipitates is small, and the distance between them is large [30, 31]. As it is obvious with a comparison between Fig. 5b and c, the volume fraction, and the precipitates size in MS2 sample was reduced to MS3. Since the difference lattice parameter for γ and γ´ is less than 1% and the growth and nucleation of the γ´ precipitates is fast, and also due to the high supersaturated and as a result of high driving force related the formation of the precipitate, some precipitates are also formed even in the matrix. Since the cooling rate is very high, and the distance between the atoms is reduced, and there is not enough time for diffusion, the growth of the volume fraction and the precipitates size decreases [32, 33]. Specifications of γ´ precipitates before and after the full solution of the heat treatment are provided in Fig. 6.

Specification γ´ of root and airfoil of exposed blade and full solved samples
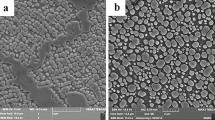
Figure 7a illustrates the SEM image of MS4 sample after the partial solution and quench in the air. Since the cooling rate in the air is low, it is observed that precipitates are almost in the form of a sphere with corner edges. Figure 7b shows the SEM image of MS5 sample after partial solution and quench in the liquid nitrogen, and Fig. 7c shows the SEM image of MS6 sample after the partial solution and isothermal process with the air and then quench in the liquid nitrogen. As it is obvious, the higher cooling rate increases the supercooling and decreases the effective driving force of nucleation and critical radius of nucleation, and after cooling the sample from the partial solution heat treatment, the precipitates of the secondary γ΄ are formed with high nucleation rate. Therefore, it can be observed that under super high cooling, despite thermodynamic factors to reduce critical radius of nucleation and an increase in the nucleation rate, there is not enough time to diffuse alloy elements to form the secondary γ΄; hence, after cooling the sample from temperature of the partial solution in the liquid nitrogen, no secondary γ΄ is observed, and the matrix is also supersaturated. Meanwhile, during the cooling the sample from the temperature of the partial solution in the air, in addition to thermodynamically available factors to nucleate, there is enough time to diffuse the alloy elements [15]. As a result, it is expected that the γ΄ precipitates are observed in the microstructure after cooling the sample and the supersaturation of the matrix relative to the quenching mode is less in two other environments.

SEM image of the samples after partial solution: a MS4, b MS5, and c MS6
It seems that in the stage of partial solution, all particles are more likely to have spherical morphology. This is obvious for the cubic particles after solving the edge precipitates in the matrix for spherical particles with a reduction of the size and maintaining the morphology and for particles with a solution of the edgy sides. The edges of the precipitates have higher local tension, and there is more dislocation in this area. Therefore, it is working as a short and easy method for diffusion, and at the stage of solution treatment, it tends more to solve in the matrix. The cooling rate has made a difference in the morphology of the particles after cooling in the air relative to cooling in nitrogen, because less cooling rate occurs in the air due to an increase in the time needed to diffuse in the alloy particle reduces the precipitates coherence, and there is a chance to grow the particles during the cooling. This means that during the partial solution and with the solution of some parts of the precipitates, the chemical compositions of the matrix around the precipitates are rich with the alloy elements, and during cooling and due to supersaturation, it is suitable for new phase formation or growth of the precipitate particles that are dissolved in the matrix [34,35,36]. Specifications of γ´ precipitates before and after the partial solution of the heat treatment are provided in Fig. 8.

Specifications γ´ of root and airfoil of exposed blade and after the partial solution of rejuvenation heat treatments
Figure 9 shows SEM image of MS1, MS2, and MS3 samples after aging. As shown in Fig. 9a, since the sample is cooled in the air after the solution, the distribution of the precipitates is not uniform, and the precipitates are agglomerate and long. Figure 9b shows the cubic and spherical precipitates, and the reason is fast cooling after the solution; therefore, some of the precipitates remain spherical. If there is such morphology from the primary γ΄ precipitates in all the areas of the sample, it is possible to state that this morphology is suitable as one of the final morphologies for rejuvenation. In Fig. 9c, precipitates are cubic, which is the reason for the differences in the size and shape of the precipitates of MS2 samples relative to MS3 samples in the cooling temperature. In MS3 sample, undercooling is reduced with the reduction of the cooling rate, and as a result, the free chemical energy is reduced for precipitates formation; the critical size of nucleation increases and there is less new nucleation.

SEM image of samples after full solution and aging: a MS1, b MS2, and c MS3
Figure 10 shows SEM image of MS4, MS5, and MS6 samples after aging. According to Fig. 10a, since the sample is cooled in the air after partial solution, the precipitates are cubic. Figure 10b shows the γ´ precipitates with the cubic morphology, surrounded by the secondary γ´ precipitates. As observed in Fig. 10c, in some parts, there are γ´ precipitates with spherical morphology, which are not so different from their nearly cubic shape in terms of density and size. According to the images in Figs. 9 and 10, it is possible to conclude that with an increase of the cooling rate, the energy of the interface increases for γ/γ´ phases. In other words, the component of shear stress between matrix and precipitates increases, and this high energy breaks the dendrite of γ´, and γ´ precipitates will have long and sometimes cubic microstructure. As it is observed, after the solution and the aging processes, the size of γ´ precipitates decreases with an increase of nucleation points. The amount of precipitates increases with nucleation points. This increase results in the reduction of Al and Ti elements in the matrix, and given the increasing chemical concentration, the growth is limited, and in most cases, the total volume fraction of the precipitates increases after aging in comparison with the solution. Specifications of γ´ precipitates before and after the aging are presented in Fig. 11.

SEM image of the samples after full solution, partial solution and aging: a MS4, b MS5, and c MS6

Specifications γ´ of root and airfoil of exposed blade and rejuvenated samples after aging
According to Figs. 9, 10 and 11 the size of the primary (large) and secondary (small) precipitates decreases after aging with an increased cooling rate. This is because there is not enough time for the precipitates to grow. As it is observed, total volume fraction of the precipitates in the samples of MS5 and MS6 decreases compared to other samples with a higher cooling rate. During the solution, the remaining precipitates grow larger and larger, and secondary nanoprecipitates are formed along with larger precipitates. When the time of the solution stage increases, there are more precipitates after aging, which is because of the larger precipitates in the solution and join together during the aging process, and when there are bigger secondary precipitates with higher volume fraction with the passage of time in the solution process. The reason for differences in the size of the precipitates after aging is the cooling rate in the previous stages. Therefore, the higher the cooling rate was in the previous stages, the size and volume fraction of precipitates after aging also decreases. Increasing the volume fraction of the precipitates is also related to the system energy. Hence, because of the increasing energy of the system after aging, the volume fraction of the precipitates increases and changes the shape of the precipitates. Since the solution reduces the volume fraction and the size of γ´ precipitates, hardness is reduced to half [37,38,39,40]. As collision dislocation increases with precipitates, an increase occurs in the volume fraction of the nano- γ´ precipitates, and γ´ precipitation during the aging can increase the hardness [41]. Figure 12 shows a comparison of microhardness changes in the sample.

Microhardness comparison of samples during rejuvenation steps: full solution, partial solution and aging and root and airfoil of exposed blade
As shown in Fig. 12, hardness increases in the aging due to the increasing volume fraction of nanoprecipitates and γ´ precipitation. After aging, γ´ precipitates are formed with double cubic-spherical morphology in the matrix alloy. Since the strength for some parts of the superalloy is formed by the interaction of the coherent precipitates and dislocation in the system, it is expected that cubic morphology would increase the hardness of the alloy [42]. In the end, MS4 sample is introduced as the microstructure of the rejuvenation by investigation of the obtained images using image analysis software, and comparing the morphologies obtained with different references.
In general, the rejuvenation process of exposed blades can be eliminated by using high cooling rates and cryogenic treatments as in Fig. 13.

Rejuvenation schematic of an exposed blade using high cooling rate and cryogenic treatment
In general, in the structure of the exposed turbine blade, there are spherical, grown, and stretched γ´ precipitates. This morphological change, together with the thickened boundaries, interconnected M23C6 carbides, and creep cavities, leads to a reduction in high temperature properties and useful life of the blade [24, 41].
Rejuvenation of these parts initially requires a precise and complete dissolution to eliminate the coarse and harmful phases [24]. In dissolution, these phases disappear and, if cooled in air, show themselves as compact nanospheres in the structure.
However, if the cooling rate is too high, the generated nucleuses during cooling have little chance of growth, so as shown in Fig. 13, the number of γ´ precipitates generated under cooling increases and their size decreases. This process continues with keeping in liquid nitrogen and cryogenic performance. In partial solution, the small precipitates formed in the previous stage grow until reaching the stable stage. As the cooling rate increases, this stabilization occurs in the lower range and the number of secondary γ´ precipitates increases. This process is most effective with cryogenic. This effect shows its role in the final structure well. After aging, in the samples cooled at a higher rate, the size of the primary γ´ precipitates decreased and their number increased, and the possibility of dislocation cutting was greatly reduced. But in the cryogenic sample, the precipitates grew abnormally after aging; they began to lengthen and grow from the corners. This indicated that the aging conditions for these samples were severe and aging should have been done at a lower temperature or time. In fact, by applying cryogenic treatment after dissolution, ∆G of formation and growth is reduced during aging, and as a result, the aging temperature and time are reduced.
Conclusion
The results obtained from the test are as follows:
-
(1)
After full solutionizing, as the cooling rate increased, the volume fraction precipitate in the MS2 sample relatively increased in comparison with MSR and MS0 samples. Also, the number and the size of precipitates increased and decreased, respectively, resulting from the increase in the free chemical energy and the formation of the precipitates.
-
(2)
An increase in the cooling rate led to the size reduction in MS3 precipitates compared to the MS1 sample. Also, the isothermal process in the air and keeping in the nitrogen caused an increase in the size of the MS2 precipitate in comparison with the MS3 sample.
-
(3)
Size and density of primary γ´ precipitates in partial solution not only changed due to the cooling rate but also were affected by the cooling rate after full solutionizing.
-
(4)
With an increase in the cooling rate after the partial solution, the secondary γ´ precipitates with a medium size destroyed, and spherical nanoprecipitates were formed.
-
(5)
High cooling rate prevents the atom from diffusion; therefore, it prevents nucleation and formation of secondary precipitates. With an increase in the cooling rate, the secondary precipitates were formed, and as the cooling rate declined, fewer but coarser precipitates formed.
-
(6)
Formation of γ´ precipitates at the aging stage depended on the cooling conditions in the full and partial solution stage. An increase in the cooling rate in both processes can reduce the volume fraction of γ´ precipitates after aging.
-
(7)
In the full solution stage, the hardness of the MS2 sample was reduced compared to the MS1 and MS3 samples due to the high cooling rate as a result of the liquid nitrogen and reduction in the size of γ´ precipitates. However, in the partial solution stage, the MS4 sample experienced more hardness due to the slow cooling rate compared to other samples. Since the volume fraction has an inverse relationship with hardness, in full solutionizing, lower hardness indicated that a better solution can increase the hardness in aging. Therefore, after aging, the hardness in the MS5 sample was higher than that of the other samples.
-
(8)
In the rejuvenation heat treatment, the interface energy in the matrix phase and γ´ phase increased as the cooling rate increased, leading to spherical shapes becoming cubic.
-
(9)
Applying rejuvenation heat treatment on the MS4 sample, which was service exposed turbine blade made of IN738LC, can restore microstructure dramatically in terms of size and shape of γ´ precipitates in comparison to the pre-work conditions.
References
C. Yang, H. Nie, Y. Xu, Z. Shen, Effects of heat treatments on the microstructure and mechanical properties of Rene 80. Mater. Des. 43, 66–73 (2013)
Y.Q. Chen, T.J.A. Slater, E.A. Lewis, E.M. Francis, M.G. Burke, M. Preuss, S.J. Haigh, Measurement of size-dependent composition variations for gamma prime (γ′) precipitates in an advanced nickel-based superalloy. Ultramicroscopy. 144, 1–8 (2014)
H.T. Mallikarjuna, W.F. Caley, N.L. Richards, The dependence of oxidation resistance on gamma prime intermetallic size for superalloy IN738LC. Corros. Sci. 147, 394–405 (2019)
Y.Q. Chen, E. Francis, J. Robson, M.P. Reuss, S.J. Haigh, different cooling rates in an advanced Ni-based superalloy. Acta Mater. 85, 199–206 (2015)
W. Hongyu, X. Zhuang, Y. Nie, Y. Li, L. Jiang, Effect of heat treatment on mechanical property and microstructure of a powder metallurgy nickel-based superalloy. Mater. Sci. Eng. A. 754, 29–37 (2019)
Y. Shajari, S.H. Razavi, Z.S. Seyedraoufi, M. Samiee, The effect of time and temperature of solutionizing heat treatment on γ′ characterization in a Ni-Base superalloy. Metallogr. Microstruct. Anal. 10, 441–447 (2021)
Z. Mazur, A.L. Ramirez, J.A. Islas, C. Amezcua, Failure analysis of a gas turbine blade made of Inconel 738LC alloy. Eng. Fail. Anal. 12, 474–486 (2015)
M.M. Barjesteh, S.M. Abbasi, K. Zangeneh Madar, K. Shirvani, The effect of heat treatment on characteristics of the gamma prime phase and hardness of the nickel-based superalloy Rene 80. Mater. Chem. Phys. 227, 46–55 (2019)
Z. Liao, D. Axinte, M. Mieszala, R. M’Saoubi, J. Michler, M. Hardyd, On the influence of gamma prime upon machining of advanced nickel based superalloy. CIRP Ann. 67, 109–112 (2018)
J. Safari, S. Nategh, On the heat treatment of Rene80 nickel-base superalloy. J. Mater. Process. Tech. 176, 240–250 (2006)
X. Qin, J. Guo, C. Yuan, M.Y. Cuilian, C. Chunlin, Decomposition of primary MC carbide and its effects on the fracture behaviors of a cast Ni-base superalloy. Mater. Sci. Eng. A. 458, 74–79 (2008)
J.R. May, M.C. Hardy, M.R. Bache, D.D. Kaylor, Microstructure and mechanical properties of an advanced nickel-Based superalloy in the as-hip form. Adv. Mat. Res. 278, 265–270 (2011)
N. Kontikame, S. Polsilapa, P. Wangyao, Effect of precipitation aging temperatures on reheat treated microstructures and its phase stability after long-term exposure in cast nickel base superalloy. Mater. Sci. 891, 433–437 (2017)
E. Lvova, D. Norsworthy, Influence of service-induced microstructural changes on the aging kinetics of rejuvenated Ni-based superalloy gas turbine blades. J. Mater. Eng. Perform. 10, 299–313 (2001)
Y. Shajari, Z.S. Seyedraoufi, A. Alizadeh, S.H. Razavi, M. Porhonar, K. Mirzavand, Effect of solution temperature of rejuvenation heat treatment on the stability of γ’ precipitates in Ni-base superalloy IN738LC during long-term heating. Mater. Res. Express. 6, 126571 (2019)
S.R. Bell, Repair and rejuvenation procedures for aero gas turbine hot section components. J. Mat. Sci. Tech. 2, 629–634 (1985)
X. Fan, A. Zhang, Z. Guo, X. Wang, J. Yang, J. Zou, Growth behavior of γ′ phase in a powder metallurgy nickel-based superalloy under interrupted cooling process. J. Mater. Sci. 54, 2680–2689 (2019)
S. Xiang, S. Mao, H. Wei, Y. Liu, J. Zhang, Z. Shen, H. Long, H. Zhang, X. Wang, Z. Zhang, X. Han, Selective evolution of secondary γ′ precipitation in a Ni-based single crystal superalloy both in the γ matrix and at the dislocation nodes. Acta. Mater. 116, 343–353 (2016)
M.P. Jackson, M.J. Starink, R.C. Reed, Determination of the precipitation kinetics of Ni3Al in the Ni-Al system using differential scanning calorimetry. Mater. Sci. Eng. 264, 26–38 (1999)
H.J. Penkalla, J. Wosik, A.C. Filemonowicz, Quantitative microstructural characterization of Ni-base superalloys. Mater. Chem. Phys. 81, 417–423 (2003)
H.H. Dastgerdi, M. Ostad Shabani, Y. Shajari, The effect of cooling rate on the solutionizing of IN718 superalloy produced via selective laser melting (SLM) method. J. Environ. Friend. Mater. 3, 17–22 (2019)
N. El Bagoury, M. Waly, A. Nofal, Effect of various heat treatment conditions on the microstructure of cast polycrystalline IN738LC alloy. Mater. Sci. Eng. A. 487, 152–161 (2008)
J. Tiley, G.B. Viswanathan, R. Srinivasan, R. Banerjee, Coarsening kinetics of γ′ precipitates in the commercial nickel-base superalloy René 88 DT. Acta. Mater. 57, 2538–2549 (2009)
A. Khodabakhsh, A. Mashreghi, Y. Shajari, S.H. Razavi, Investigation of microstructure properties and quantitative metallography by different etchants in the service-exposed nickel-based superalloy turbine blade. Trans. Indian Inst. Met. 71, 849–859 (2018)
A. Polkowska, W. Polkowski, M. Warmuzek, N. Cieśla, G. Włoch, D. Zasada, R.M. Purgert, Microstructure and hardness evolution in haynes 282 nickel-based superalloy during multi-variant aging heat treatment. J. Mater. Eng. Perform. 28, 3844–3851 (2019)
Y. Shajari, S.H. Razavi, Z.S. Seyedraoufi, Comparative study of solution heat treatment of IN738LC superalloy in conventional conditions and salt bath. J. Mater. Eng. Perform. 31, 2525–2541 (2022)
M. Qian, J.C. Lippold, The effect of rejuvenation heat treatments on the repairweldability of wrought alloy 718. Mater. Sci. Eng. A. 340, 225–231 (2003)
B. Galizoni, A.A. Couto, D. Reis, Heat treatments effects on nickel based superalloy inconel 713C. Defect. Diffusion. Forum. 9, 32–40 (2019)
J. Brenneman, J. Wei, Z. Sun, L. Liu, G. Zou, Y. Zhou, Oxidation behavior of GTD111 Ni-based superalloy at 900 °C in air. Corros. Sci. 100, 267–274 (2015)
Z. Yao, C.C. Degnan, R.C. Thomson, Effect of rejuvenation heat treatments on gamma prime distributions in a Ni based superalloy for power plant applications. Mater. Sci. Tech. 29, 775–780 (2013)
S. Saladi, J.V. Menghani, S. Prakash, Characterization and evaluation of cyclic hot corrosion resistance of detonation-gun sprayed Ni-5Al coatings on inconel 718. J. Thermal. Spray. Tech. 24, 778–788 (2015)
S.H. Razavi, S.S. Mirdamadi, H. Arabi, J. Szpunar, Mathematical model of influence of rapid induction heating on nucleation and growth of precipitates. Mater. Sci. Tech. 17, 1205–1210 (2001)
A. Baldan, Rejuvenation procedures to recover creep properties of nickel-base superalloys by heat treatment and HIP techniques. J. Mater. Sci. 26, 3409–3421 (1991)
C. Monti, A. Giorgetti, L. Tognarelli, F. Mastromatteo, On the effects of the rejuvenation treatment on mechanical and microstructural properties of IN738 superalloy. J. Mater. Eng. Perform. 26, 2244–2256 (2017)
A. Yang, Y. Xiong, L. Liu, Effect of cooling rate on the morphology of γ’ precipitates in a nickel-base superalloy under directional solidification. Sci. Tech. Adv. Mater. 2, 105–107 (2001)
N. Hashemi, Z.S. Seyedraoufi, Y. Shajari, The effect of partial solution heat treatment parameters on microstructure evaluation of IN792 superalloy. Metallogr. Microstruct. Anal. 10, 627–633 (2021)
R.J. Mitchell, M. Preuss, S. Tin, M.C. Hardy, The influence of cooling rate from temperatures above the γ′ solvus on morphology mismatch and hardness in advanced polycrystalline nickel-base superalloys. Mater. Science. Eng. A. 473, 158–165 (2008)
B. Ruttert, D. Burger, L.M. Roncery, P.A.B. Arsa, Rejuvenation of creep resistance of a Ni-base single-crystal superalloy by hot isostatic pressing. Mater. Des. 134, 418–425 (2017)
H. Yang, J. Zhang, Z. Zhang, Rejuvenation heat treatment’s influence on the microstructure and properties of superalloys. Mater. Sci. Tech. 18, 1018–1024 (2018)
Y. Gai, R. Zhang, J. Yang, C. Cui, J. Qu, Effects of heat treatment on γ′ precipitates and tensile properties of a Ni-base superalloy. Mater. Sci. Eng. A. 842, 143079 (2022)
R.S. Moshatghin, S. Asgari, The effect of thermal exposure on the characteristics in a Ni-base superalloy. J. Alloys. Compd. 368, 144–151 (2004)
P.M. Mignanelli, N.G. Jones, M.C. Hardy, H.J. Stone, The Influence of Al-Nb Ratio on The Microstructure and Mechanical Response of Quaternary Ni–Cr–Al–Nb Alloys. Mater. Sci. Eng. A. 612, 179–186 (2014)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Samiee, M., Shajari, Y., Razavi, S.H. et al. Effect of Cryogenic Treatment After Full Solution on Rejuvenation of Exposed IN738LC Gas Turbine Blade. Metallogr. Microstruct. Anal. 12, 4–14 (2023). https://doi.org/10.1007/s13632-022-00917-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-022-00917-z