
Abstract
The author examines the mechanical properties of epoxy hybrid composites reinforced with boron carbide (B4C) particle filler, Luffa cylindrica, and sisal fiber. The fibers from Luffa cylindrica and sisal were treated with 5% of NaOH solution. Composite laminates were created using the compression molding technique in various compositions such as 10–15 wt.% of Luffa cylindrica, 10–15 wt.% of sisal fiber, and 0–10 wt.% of B4C particles with 70 wt.% of epoxy resin. As per the ASTM standards, the specimens from each composition were prepared to observe the mechanical properties such as ultimate tensile strength (UTS), flexural test, and impact test. The sample of 11.25 wt.% Luffa cylindrica/11.25 wt.% sisal fiber/7.5 wt.% B4C particles significantly improved the UTS of 38.56 MPa and impact strength of 6 J, whereas 10 wt.% Luffa cylindrica/10 wt.% sisal fiber/10 wt.% B4C particles had demonstrated notable improvements in flexural strength of 58.23 MPa. As a result, it is observed that the mechanical properties of the fabricated composites were markedly improved by the increment of B4C particles. A scanning electron microscope was used to examine the morphological behavior of the fabricated composites, comprising void formation and the interfacial bond between the binder and fibers.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In present scenario, manufacturers are increasingly turning to natural fibers for applications in automotive, construction, and packaging industries. Extensive research has been conducted to develop novel materials using natural fibers, prompted by the increased emphasis on environmental morals [1]. Flax, hemp, sisal, jute, and coconut are examples of natural fiber reinforcement materials that are often used in thermosetting and thermoplastic polymer matrix composites [2]. Natural fibers are fully biodegradable, renewable resources, and globally available. Their tensile strength and E-modulus are comparable to those of synthetic fibers [3]. Natural fibers may be essential in developing biodegradable composites to current ecological and environmental problems [4]. In Shih et al. [5] observed that water retention of the composite materials was significantly lowered by enhanced adhesion between the treated fibers and the matrix whereas PBS and PLA had notable improvements in tensile strengths of 121.7% and 66.1%, respectively. Surajarusarn et al. [6] analyzed fiber concentrations of 2, 5, and 10 parts (by weight) per hundred of rubber using dynamic mechanical analysis across a temperature spectrum. Reddy et al. [7] observed the mechanical properties of jute, pineapple leaf fiber, and glass fiber in a 1:1:1 ratio, and fibers in a mixture of polyester and epoxy resin and polyester composites have better mechanical properties than epoxy composites. Senthilkumar et al. [8] investigated the mechanical, morphological, free vibrational, and damping properties and showed a significant enhancement in tensile, compressive strength, and flexural properties as the PALF loading increased. Suriyaprakash et al. [9] created the composite laminates using the compression molding method, by incorporating ramie and hemp fibers that were treated under various conditions and resulted that the mechanical performance with tensile and flexural strength was improved. Sivakandhan et al. [10] studied the combinations of glass, ceramic fibers, ridge gourd, epoxy resin, and polyester resin laminates which have been found to enhance the mechanical properties of fiber mat that exhibits increased strength, reaching 140.68 MPa and 77.3 in hardness strength. Brucely et al. [11] investigated the mechanical strength of the combination of Luffa cylindrica and pineapple fibers in a ratio of 3:1 yielded the most remarkable results compared to other hybrid combinations. Santha Rao et al. [12] implemented to boost the mechanical and microstructural properties of polymer composites by incorporating jute, sisal, and banana fibers along with a 2% addition of titanium diboride as filler material. Ferede et al. [13] examined the sisal fiber-reinforced polypropylene composite that has a maximum tensile strength of 52.69 MPa and flexural strength of 127.8 MPa, and it was observed that the water absorption rate increased as the weight proportion of the sisal fiber increased. Premnath [14] investigated the mechanical properties of sisal and jute reinforced with epoxy resin and the tensile strength showed a 20% increase and flexural strength exhibited a 25% improvement in the case of surface treated composites. Ragunath et al. [15] analyzed that the tensile strength of sisal/glass fiber composites measured at 255.80 MPa, which is comparable to the strength of artificial fiber composites at 260.10 MPa. Chakrabarti et al. [16] examined the chemical treatment-reinforced Luffa composite which exhibited a tensile strength of 10.20 MPa and Luffa fibers were incorporated into the hybrid composite; the bending strength significantly increased to 105.12 MPa. Arpitha et al. [17] observed that the optimal contents of sugarcane bagasse and alumina micro-fillers increased the flexural properties to 3.5 wt.% and 3.5 wt.%, respectively. Nagaraju et al. [18] increased the mechanical properties of tensile, compressive, hardness, and impact strength, with in B4C composites. Gowda et al. [19] found the enhancement in bonding between the fiber and matrix by roughening the fiber surfaces on alkali treatment, which improved the overall performance of the composites.
As there are no previous literatures in the combination of Luffa cylindrica, sisal fiber, and epoxy composite reinforced with B4C particles, this unique combination has been selected. Also, the natural fibers such as Luffa cylindrica and sisal fibers are selected due to their superior mechanical properties and cost-effectiveness. The reinforcement (B4C particles) has been selected to improve the hardness of the composite materials. Hence, the unique combination of the hybrid composites has been made in various compositions using compression molding technique to observe the mechanical properties and characterization for the application of automobile industries.
2 Experimental work
2.1 Materials used
The compositions are formed by combining epoxy resins with a blend of natural fibers, such as Luffa cylindrica, sisal fibers, and B4C. Different weight percentages (wt. %) of the fibers is used in preparing the samples, as outlined in Table 1. Following this, the samples are subjected to various tests to analyze the results obtained.
2.1.1 Luffa cylindrica
Luffa belongs to the Cucurbitaceae family, and its unripe fruits are eaten as vegetables and its ripe fruits are used as natural cleaning sponges. The exceptional strength, stiffness, and strength of Luffa fibers are comparable to those of metals with an equivalent density. Figure 1 shows a typical cylindrical Luffa cylindrica. The contents of lignin, hemicellulose, and cellulose vary from 10 to 23%, 8 to 22%, and 55 to 90%, accordingly. As Luffa ages, its cellular structure transforms from being made up of several separate threads to becoming fibrous.

Luffa cylindrica fiber preparation
2.1.2 Sisal fiber
Sisal fibers are natural fibers derived from the leaves of the agave sisalana tree. It is commonly used in materials testing due to its strength and durability. The test generally involves the use of sisal fibers as reinforcement in composites to enhance the mechanical properties of the material under test. It can be used in applications such as automotive components, construction materials, and consumer products. Sisal fibers are valued for their high tensile strength, corrosion resistance, and biodegradability, making them a sustainable option for testing and manufacturing areas. Figure 2 shows the untreated sisal fiber.

Sisal fiber
2.1.3 Boron carbide
Boron carbide (B4C) is renowned for its exceptional hardness, ranking just below diamond and cubic boron nitride. It boasts a high melting point exceeding 2300 °C, making it suitable for high-temperature applications. Despite its hardness, B4C is relatively lightweight, appealing for aerospace and armor applications. It exhibits excellent chemical resistance, particularly against acids and alkalis. B4C is an outstanding neutron absorber, vital for nuclear applications such as control rods and shielding. It possesses moderate thermal conductivity and semiconductor properties, expanding its utility in various electronic and thermal management applications.
2.2 Methods
2.2.1 Preparation of resin and hardener
Aerospace structures are the main use of epoxy resin for high-performance applications. Epoxy LY556 and araldite HY951 are combined in a resin weight ratio of 10:1. The hardener known as araldite HY951 is well known for its remarkable adherence and resistance to breakdown from chemicals and the atmosphere.
2.2.2 Chemical treatment
The process involves the treatment of fibers with sodium hydroxide (NaOH) to eliminate lignin, hemicelluloses, pectin, wax, oils, and other organic compounds from the surface. This treatment aims to increase the exposure of cellulose molecules on the surface, enhancing the adhesion of fibers to the polymeric matrix by providing more reaction sites. A mixture was created by combining 5% NaOH with distilled water in a glass vessel [20].
The Luffa and sisal fibers shown in Fig. 3a and b are immersed in the NaOH solution and placed under regular lighting for a duration of 3 h. Following this, the fibers are air-dried to eliminate moisture and then thoroughly dried in the sun. These procedures detail the treatment process for natural fibers.

Treatment of samples: a Luffa fiber in NaOH solution, b sisal fiber in NaOH solution
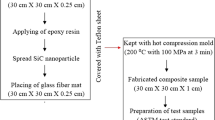
2.2.3 Fabrication of composite
The production of composite laminates is carried out using the compression molding machine shown in Fig. 4. In this particular study, a combination of Luffa cylindrica and sisal fibers is utilized to create hybrid laminate samples. These fibers are chopped and mixed in specific with epoxy resin, hardener, and B4C filler shown in Fig. 5. The resulting mixture is then placed in a preheated mold. Afterward, the hybrid fiber mixture is left in the mold for 1 h at a temperature of 130 °C, while a pressure of 120 bar is applied for the same duration. Once the process is complete, the laminate is removed from the mold. The composite laminate is restricted to dimensions of 300 mm × 300 mm × 3 mm, with a visual depiction of the sample shown in Fig. 6. Different weight percentages of Luffa cylindrica and sisal fibers are employed to prepare the samples.

Preparation of fibers in die

Compression molding machine

Composite laminate
3 Results and discussion
3.1 Tensile test
The tensile test is conducted on specimens that are shaped like dog bones, following the ASTM D3039 standards. The test specimens are prepared with dimensions of 150 mm × 25 mm × 6 mm [21]. To analyze the samples of each composition, a computerized universal tensile testing machine shown in Fig. 7 is employed for the purpose. The specimens subjected to tensile testing are shown in Fig. 8.

Tensile testing machine

Specimen after tensile test
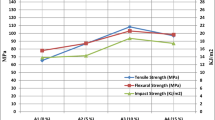
The UTS for various compositions of the fabricated hybrid composites varies between 28 and 60 MPa. It is evident from Fig. 9 that the minimum value of the UTS is 28.63 MPa found for the sample ID LCSF/B4C-1 in Table 2 (combination of 15% sisal, 15% luffa, 0% B4C powder, and 70% epoxy resin), whereas the UTS is found to be a maximum value 38.56 MPa from the sample ID LCSF/B4C-4 (combination of 11.25% sisal, 11.25% luffa, 8% B4C powder and 70% epoxy resin) among the fabricated hybrid composites. It is noticed that the UTS for the sample ID LCSF/B4C-4 is better when compared to other hybrid composites. It is evident that the UTS of hybrid composites has been increased owing to the elasticity of natural fibers and the hardness of the reinforcement are high.

Results of UTS of the samples
3.2 Impact test
The impact test specimens have been produced with measurements of 63.5 mm by 12.7 mm by 3.2 mm in compliance with ASTM-A370 specifications [20]. The specimen is inserted into the impact testing device shown in Fig. 10, and then the pendulum is released until the specimen fractures or breaks. After testing, the specimens are shown in Fig. 11.

Impact testing machine

Specimen after impact test
The impact test of the fabricated hybrid composites varies between 4 and 6 J. Figure 12 clearly shows that the lowest impact value is 4 J observed for the sample LCSF/B4C-1 in Table 2 (consisting of 15% sisal, 15% Luffa, 0% B4C powder, and 70% epoxy resin), while the highest impact value is 6 J recorded for the sample LCSF/B4C-5 (comprising of 10% sisal, 10% Luffa, 10% B4C powder, and 70% epoxy resin) among all the hybrid composites tested. It is evident that the impact strength of the sample LCSF/B4C-5 surpasses that of the other hybrid composites.

Results of impact test of the samples
3.3 Flexural test
The samples have been readied in accordance with the ASTM D79022 guidelines for conducting flexural tests [20]. The specimen being tested measures 125 mm in length and 12.7 mm in width, with the examination being carried out using a computerized universal testing machine shown in Fig. 13. The outcomes of the test differ depending upon the composition. The samples that were tested are illustrated in Fig. 14.

Flexural testing machine

Specimen after flexural test
The flexural testing results for the fabricated hybrid composites range from 45 to 60 MPa. From Fig. 15, it is apparent that the sample LCSF/B4C-1 (with 15% sisal, 15% Luffa, 0% B4C powder, and 70% epoxy resin) exhibits the lowest impact value as 46.44 MPa given in Table 2, while the sample LCSF/B4C-5 (comprising of 10% sisal, 10% Luffa, 10% B4C powder, and 70% epoxy resin) demonstrates the highest flexural strength as 58.23 MPa among all tested hybrid composites. The impact strength of LCSF/B4C-5 is notably superior to that of the other hybrid composites. It is evident that the UTS of hybrid composites has been increased owing to the elasticity of natural fibers and the hardness of the reinforcement is high.

Results of Flexural Test of the samples
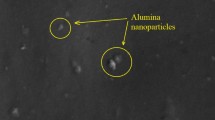
3.4 Scanning electron microscopy (SEM)
The SEM images post-tensile testing reveals the surface morphology of fiber orientation in strengthened composites, as well as provides information on the bond between the fibers and matrix. Luffa cylindrica, sisal fiber, and B4C showed non-homogeneous distribution with fiber breakages, fiber pullouts, and matrix cracks which have lesser mechanical properties (Fig. 16a and b). Natural fiber has a well-distributed fiber structure with certain surface deformations that improved to better properties (Fig. 16c and d). Alkali treatment provided roughness on the surface by removing impurities and wax content.

a–d SEM microstructures of fibers reinforced hybrid composites
4 Conclusion
The reinforced epoxy hybrid composites were produced using different weight compositions of natural fibers (Luffa cylindrica and sisal fiber) and filler materials (B4C), along with epoxy resin in compression molding. The samples were manufactured following ASTM standards and subjected to various mechanical tests to determine their properties.
-
UTS has been increased by composition of LCSF/B4C-5 which is found to have better tensile properties with a maximum peak load of 38.56 MPa.
-
The combination of LCSF/B4C-4 has led to a notable enhancement in the flexural strength, with a maximum strength of 58.23 MPa.
-
The composition of LCSF/B4C-5 has significantly enhanced the impact strength, reaching a maximum value of 6 J.
-
The hybrid composites have been increased due to the elasticity of natural fibers and B4C and the hardness of the reinforcement is high.
5 Future scope
This study motivates the researchers to fabricate the natural fiber-infused composites using saline treatment and permanganate treatment methods for the specific applications with its superior mechanical performance under fatigue, vibration, and impact conditions using injection molding technique for mass production in automotive and aerospace industries.
References
P.K. Mallick, “Fiber-reinforced composites: materials”, Manufacturing, and Design, CRC Press, 2007.
Palanikumar K, Ramesh M, Hemachandra Reddy K (2016) Experimental investigation on the mechanical properties of green hybrid sisal and glass fiber reinforced polymer composites. Journal of Natural Fibers 13(3):321–331
S.R.D. Petroudy, 3 –“Physical and mechanical properties of natural fibers”, Elsevier Ltd, 2017.
G. R. Arpitha, Naman Jain, Akarsh Verma & M. Madhusudhan, “Corncob bio-waste and boron nitride particles reinforced epoxy-based composites for lightweight applications: fabrication and characterization”, Biomass Conv. Bioref. , Vol 14, 2024, pp 12531–12538. https://doi.org/10.1007/s13399-022-03717-1
Shih YF, Chang WC, Liu WC, Lee CC, Kuan CS, Yu YH (2014) Pineapple leaf/recycled disposable chopstick hybrid fiber-reinforced biodegradable composites. J Taiwan Inst Chem Eng 45(4):2039–2046
Surajarusarn B, HajjarGarreau S, Schrodj G, Mougin K (2020) Taweechai Amornsakchai”, Comparative study of pineapple leaf microfiber and aramid fiber reinforced natural rubbers using dynamic mechanical analysis”. Polym Testing 82:106289
M. Indra Reddy, U.R. Prasad Varma, I. Ajit Kumar, V. Manikanth, P.V. Kumar Raju, Comparative evaluation on mechanical properties of jute, pineapple leaf fiber and glass fiber reinforced composites with polyester and epoxy resin matrices, Materials Today: Proceedings,Volume 5, Issue 2, Part 1,2018, Pages 5649–5654.
K. Senthilkumar, N. Saba, M. Chandrasekar, M. Jawaid, N. Rajini, Othman Y. Alothman, Suchart Siengchin, Evaluation of mechanical and free vibration properties of the pineapple leaf fibre reinforced polyester composites, Construction and Building Materials,Volume 195,2019,Pages 423-431
M. Suriyaprakash, M. Nallusamy, K. Shri Ram Shanjai, N. Akash, V. Rohith, Experimental investigation on mechanical properties of Ramie, Hemp fiber and coconut shell particle hybrid composites with reinforced epoxy resin, Materials Today: Proceedings,Volume 72, Part 6,2023, Pages 2952–2956.
C. Sivakandhan, R. Balaji, Ganesh Babu Loganathan, D. Madan, G. Murali, Investigation of mechanical behaviour on sponge/ridge gourd (Luffa aegyptiaca) natural fiber using epoxy and polyester resin, Materials Today: Proceedings,Volume 22, Part 3,2020, Pages 705–714.
Y. Brucely, Manas Ranjan Sahoo, Shubhajit Halder, M. Thiyagu, A Sathish Kumar, Lukesh Parida, Investigating mechanical strength of luffa and pineapple fibre reinforced polymer composite, Materials Today: Proceedings,Volume 69, Part 3,2022, Pages 1300–1303.
D. Santha Rao, “Evaluation of mechanical and micro structural properties of natural fiber reinforced polymer composites”, Materials Science Forum, 2022, 1065:69–77.
Ferede E, Atalie D (2022) Mechanical and water absorption characteristics of sisal fiber reinforced polypropylene composite. Journal of Natural Fibers 19(16):14825–14838. https://doi.org/10.1080/15440478.2022.2069188
Premnath AA (2019) Impact of surface treatment on the mechanical properties of sisal and jute reinforced with epoxy resin natural fiber hybrid composites. Journal of Natural Fibers 16(5):718–728. https://doi.org/10.1080/15440478.2018.1432002
Ragunath Sundaram, Chinnusamy Velmurugan, T. Kannan, “Evaluation of tensile, flexural and impact properties on sisal/glass fiber reinforced polymer hybrid composites”, Indian Journal of Engineering and Materials Sciences, 2018.
Chakrabarti, D., Islam, M. S., Jubair, K., & Sarker, M. R. H. Effect of chemical treatment on the mechanical properties of luffa fiber reinforced epoxy composite. Journal of Engineering Advancements, 1(02), (2020), 37–42. https://doi.org/10.38032/jea.2020.02.002
G. R. Arpitha, H. Mohit, P. Madhu & Akarsh Verma “Effect of sugarcane bagasse and alumina reinforcements on physical, mechanical, and thermal characteristics of epoxy composites using artificial neural networks and response surface methodology”, Biomass Conv. Bioref. , Vol 14, pp 12531–12538, 2024. https://doi.org/10.1007/s13399-023-03886-7
Nagaraju SB, Sathyanarayana K, Somashekara MK, Pradeep DG, Puttegowda M, Verma A (2024) Artificial neural networks for predicting mechanical properties of Al2219-B4C-Gr composites with multireinforcements. Proc Inst Mech Eng C J Mech Eng Sci 238(6):2170–2184. https://doi.org/10.1177/09544062231196038
Anand Hassan Rajamudi Gowda, Govardhan Goud, Karthik Sathynarayana, Madhu Puttegowda, “Influence of water absorption on mechanical and morphological behaviour of Roystonea-Regia/banana hybrid polyester composites”, Applied Science and Engineering Progress, Vol. 17 (1), (2024), https://doi.org/10.14416/j.asep.2023.10.003.
M. Suriyaprakash, R. Ranganathan and V. S. Sreebalaji, M.Nallusamy, "Influence of alkali treatment on mechanical characteristics and microstructural examination of Luffa cylindrica and snake grass fiber-reinforced epoxy composites”, Surface Review and Letters, 30(3), 2023, 2350012 (8 pages).
Manjulaiah H, Dhanraj S, Basavegowda Y (2023) Laxmana Naik Lamani, Madhu Puttegowda, Sanjay Mavinkere Rangappa & Suchart Siengchin, “A novel study on the development of sisal-jute fiber epoxy filler–based composites for brake pad application.” Biomass Conv Bioref. https://doi.org/10.1007/s13399-023-04219-4
Author information
Authors and Affiliations
Contributions
All the authors have contributed in all the stages of the research work. Some of the predominant contribution of the authors has been tabulated for your reference and perusal.
M. Suriya Prakash and Dr. M. Nallusamy Idea generation for proposed work, overall monitoring in the experimental works and research article writing. Dr. V. S. Sreebalaji Collection of literature review and procurement of materials, assistance in research article writing. P. Santhosh, M. Dinesh and S. Nameeth Fabrication of laminates, cutting of samples and carried out the tests.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
M., S.P., M., N., S., S.V. et al. Investigation of mechanical properties and characterization of Luffa cylindrica and sisal fiber-reinforced epoxy hybrid composites: influencing of B4C. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-06114-y
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-06114-y