
Abstract
The aim of this research was to develop a lightweight, asbestos-free brake friction material using sisal, jute, and sisal/jute hybrid composites along with fillers and frictional additives. Sisal, jute, and sisal/jute hybrid fiber–reinforced epoxy polymer-filler-based composites were prepared using a compression molding process, and their mechanical and tribological properties were evaluated as per ASTM standards. The results were compared with commercial brake friction material. The study found that the compressive strength of sisal, jute, and hybrid composites increased by 21%, 11.6%, and 16.65%, respectively, while the hybrid composite (S3 + J3) exhibited nearly equivalent compressive strength. The impact strength, hardness, and water and oil absorption behavior of the hybrid composite exhibited the same performance as that of commercial brake pads. A pin-on-disc experiment was conducted and the results showed that wear loss and coefficient of friction decreased with an increased weight percentage of fiber. Scanning electron microscopy images depicted uniform dispersion, distribution, and defect-free laminates with a uniform wear track. Overall results suggest the potential use of these composites in brake pad applications. Therefore, this study presents the development of sisal-jute fiber epoxy filler–based hybrid composites for lightweight applications, which can be used as a substitute for asbestos in brake pads.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
A vehicle’s brakes are crucial because they allow for a controlled stopping distance in the event of an emergency [1]. The effectiveness of braking is dependent on the brake pad materials, which must possess minimum wear loss and maximum coefficient of friction (COF) along with higher compressive, impact, and hardness strength to withstand the applied braking load [2]. The woven cotton, molded asbestos, and sintered metal pads were used as automotive brake liners. They are thermally stable, regenerate the friction surface, are flexible, and remain intact up to 1400 °C [3]. As per the medical reports, continuous use of asbestos in brake pad material causes carcinogenic diseases and adverse respiratory conditions. Due to this, the EPA announced a proposal to ban asbestos, which resulted in the development of copper-based brake pads along with fillers, binders, and lubricants [4]. In light of the devastating effects of copper brake pad use on marine life, a bill (SS 6557) has been introduced to gradually phase out the use of copper in brake friction materials [5]. As a result, the research and development of composite friction materials free of asbestos and copper is of paramount importance. Chan et al. carried out investigations on the requirements of brake pads, constituent resins, reinforcing fibers, fillers, and frictional additives and their contributions towards the enhancement of both mechanical and tribological properties along with environmental concerns. It is suggested to use synthetic fibers, eco-friendly organic filler, and frictional additives such as graphite, Al2O3, ZrO2, SiC, and antimony sulfide as fillers and phenolic/epoxy resin as matrix materials to manufacture brake pads [6]. Ganguly et al. made AFBFM using fibers, matrix, fillers, and friction additives to do wear, thermogravimetric, and SEM analysis. It was clear that the properties of friction, thermal stability, and wear resistance were all better on the composites that were made [7]. Rao et al. made brake friction materials that are better for the environment by using different types of agricultural waste instead of asbestos. By changing the types of filler, fiber, and binder, physical and tribological properties were looked at. It was found that the amount of phenolic resin in banana peels made the friction properties got better, and adding too many banana peels makes the product last less [8, 9]. Aranganathan et al. made an eco-friendly brake friction material out of treated rock wool fibers to study mechanical, physical, and tribological characteristics to substitute copper. It was found that brake friction materials that were better for the environment worked better. For example, they had a higher thermal conductivity, were less dense, and caused temperatures to rise less [10]. Zhang et al. made short/long carbon fiber-epoxy composites to test how well they wear when slid across a dry surface using POD experiments. From the SEM micrographs, it was seen that the SCFs do not come off the matrix as easily as the LCFs do. Also, the contact pressure and temperature increased with a slight drop in COF, and the SCFs wore better than the LCFs [11]. Bijwe et al. made NAO-based FRP composites to test the effect of different amounts of brass and barite on the mechanical, physical, and chemical properties as well as the fade and recovery tests. It was seen that as the brass content went up, the mechanical properties went down and the density, voids, water absorption, specific heat, conductivity, and thermal diffusivity went up [12]. Elakhame et al. fabricated PKS-based AFBPM to investigate tribological and mechanical properties with varying sieve sizes. As the sieve size got smaller, it was seen that the mechanical and wear properties got better. Hence, PKS-filled composites could be used to develop AFBP composite materials [13]. Ilanko et al. made AFBFM with flax, basalt, and a mix of flax and basalt natural fibers to study how load and speed affect the wear on POD. It was noticed that basalt FRP composites exhibited better frictional characteristics compared to other composites [14]. Olabisi et al. made brake pads out of the shells of cocoa beans, maize husks, and palm kernel shells to study their tribological and mechanical characteristics. Based on the results, it was clear that as the wt% of resin went up, abrasion resistance, COF, and water absorption went down, while tensile strength and compressive strength went up [15]. Mohit et al. made eight-layer laminates containing biofillers, nanoparticles, synthetic textiles, and bio/synthetic epoxy. The 3F8LTSE composite had higher mechanical properties and lower water absorption, making it appropriate for lightweight buildings. Artificial neural networks were tested to optimize laminate characteristics [16]. Gapsari et al. examined pine fiber–reinforced polyester composites with calcium carbonate fillers. Fillers increased flexural, impact, elastic modulus, and heat resistance. SEM indicated significant interfacial adhesion in filler-based composites [17]. Puttegowda et al. examined engineering-grade Phoenix pusilla fibers, E-glass woven, and carbon woven fabric-reinforced epoxy composite laminates. Five hybrid laminates made by hand layup were examined for density, void fraction, and mechanical strength. Physical and mechanical qualities improved significantly, making composite laminates appropriate for medium-load structural applications [18]. In the present study, an attempt has been made to develop natural fiber–reinforced matrix-filler-based composites that could potentially be used in brake pad applications.
2 Materials for brake pad selection
Fibers, binders, fillers, and friction additives are the four different categories of materials that make up all of the newly developed brake friction materials. These four categories of materials are used to meet the following specifications of the brake pad [13,14,15,16,17,18,19]:
-
1.
Keep the friction coefficient of the brake disc high enough.
-
2.
At high temperatures, the materials must not break down or break down to the point where the friction coefficient of the brake disc is affected.
-
3.
Showcase a steady and predictable coefficient of friction with the brake disc.
2.1 Fibers
The nature of the reinforcing fiber is the main factor in a composite’s strength. There have been several attempts to make brake friction materials out of synthetic and natural fibers instead of asbestos and copper [20,21,22,23,24,25]. A synthetic fiber is non-biodegradable and emits a greenhouse gas, which causes environmental pollution [26]. So, this research tries to find ways to make brake friction materials that are safe for the environment and do not use asbestos.
2.2 Matrix
The matrix is responsible for holding the fibers and the other components together. In addition to this, they protect the constituents from potentially damaging chemical and moisture conditions. The matrix gives protection to the constituents from mechanical degradation. Matrix selection influences compressive, inter-lamellar shear, and in-plane shear properties [27,28,29]. Phenolic, polyester, epoxy, and other liquid or powder resins contain monomers that transform into polymers upon curing. Epoxy resin is widely utilized in the production of FRP composites due to its versatility, low shrinkage, and great adhesive characteristics at a reasonable cost. In this research, epoxy resin (LY556) and hardener HY951 are applied to develop friction materials for brakes due to their superior mechanical strength and thermal stability [29, 30].
2.3 Fillers
Fillers are introduced to polymers in order to manage the viscosity, decrease the cost, enhance the modulus, and reduce the amount of mold contraction. As per the literature, commonly used fillers in the fabrication of brake friction items are barium sulfate and calcium carbonate which take away the heat generated during braking. Coconut trees are cultivated in tropical Asia, with Indonesia, Philippines, and India producing more than 70% of the world’s total. Coconut shells have either been discarded or used as fuel and when these coconut shells are fired, they pollute the environment. Hence, in this research work, attempts are made to use these shells as filler in the development of asbestos free brake friction material (AFBFM). Since it is organic and biodegradable by nature, it acts as eco-friendly content with high strength, modulus, and thermal resistance.
2.4 Frictional additives and lubricants
Frictional additives and lubricants are used to make brake friction materials so that the friction coefficient and rate of wear can be changed. In this work, Al2O3 is used as a frictional additive; graphite and antimony sulfide are used as lubricants in the development of AFBFM by compression molding technique. Figure 1 depicts all of the brake friction materials that were employed in this project.

Brake friction materials
It is noticed that the use of less than 40 wt% of matrix and more than 30 wt% of reinforcement exhibited inadequate bonding between fiber and matrix interfaces [5]. Acknowledging the prior statement, in this study, different wt% of sisal, jute, and sisal/jute hybrid composites along with fillers and frictional additives were used to fabricate AFBFM (Table 1).
3 Fabrication of AFBFM
The process flow chart shown in Fig. 2 illustrates the steps in the fabrication of AFBFM. To make Dough Molding Compound (DMC), the mass of fiber, matrix, fillers, and frictional additives is first calculated for the different samples shown in Table 2 and weighed using a digital scale.

Process flow chart
The heating platens of the hydraulic type of compression molding machine are used to heat the steel metal mold shown in Fig. 3 to 150 °C, and then prepared DMC is poured into it. The heated mold and two platens of a compression molding machine are closed with a maximum clamping pressure of 120 bars, and the composite is left to cure for 45 min. After the composite material had cured, it was taken out of the mold and put in a hot air oven at 80 °C for about 24 h to make sure it was completely cured [3, 31]. Figure 4 depicts the cured composite laminates.

Pre heated metal mold

Cured composite laminates
Finally, the cured laminates shown in Fig. 4 were cut using a water jet machine as per ASTM standards to evaluate compression, hardness, and impact strength. Water and oil absorption behavior and wear characteristics are used check the suitability of materials for brake pad applications. Further, a comparative analysis was carried out using commercial brake pads.
4 Evaluation of mechanical properties of AFBFM
In this research project, ASTM methods were used to test the mechanical and wear properties of AFBFM. The compressive response of a brake lining or pad is an important part of a vehicle’s braking system, according to the literature. Material for brake pads should be strong and stable, and have consistent friction and wear under different loads, speeds, temperatures, and other conditions. ASTM D-695, ASTM D-256, ASTM D-2240, ASTM D-792–86, ASTM D570, and ASTM G 99–95 (Fig. 5) standards are employed to investigate compressive, impact, hardness strength, density, water and oil absorption, and wear properties, respectively [32,33,34,35].

ASTM test specimens
4.1 Compressive strength
Compressive strength is a measure of how well a material or structure can hold up under loads that tend to make it smaller. To figure out the compressive strength under uniaxial loading, tests were done with the Universal Testing Machine (UTM) at a test speed of 2 mm/min until the material broke. For each wt%, three tests were conducted for sisal, jute, and hybrid composites and an average of these test findings was used to estimate the effect of reinforcement.
Figure 6 demonstrates the compressive strength of different wt% of sisal, jute, and hybrid FRP composites. It is noticed that with an increase in wt% of reinforcing fibers, the compressive strength of sisal, jute, and hybrid composites exhibits 21%, 11.6%, and 16.65% higher compressive strength, respectively, compared to 10 wt% of reinforcing fibers. It is obvious that those fibers operate as load carriers, and that a sufficient number of fibers, along with uniform dispersion of frictional additives and binder, produce effective communication between fiber and matrix, which in turn results in better compressive strength [36,37,38,39]. Further, AFBFM S3 and S3 + J3 exhibit nearly equivalent compressive strength of commercially available asbestos-based brake pad material. As a result, both sisal fiber and the hybrid AFBFM that was produced over the course of this research can be utilized as friction materials in automotive brake pads.

Compressive strength of AFBFM
4.2 Impact strength
Using the ASTM D256 standard, Charpy impact tests were done on notched samples of sisal, jute, and hybrid composites to find out how strong they were and how much energy they lost when they were hit. Figure 7 shows how each sample’s impact strength is shown and compared to that of a commercial brake pad. It is clear that impact strength increases with fiber weight percentage. Furthermore, the impact strength of sisal and jute fibers is nearly identical, and the performance of jute and sisal is slightly lower than that of hybrid composites due to better bonding between inter and interply laminates [15, 40, 41]. In addition, the impact resistance of commercial brake pad liners is greater than that of hybrid composites, which can be reduced by automating the production process.

Impact strength of AFBFM
4.3 Hardness strength
In this research, a Shore-Durometer (Shore-D) is used to measure the resistance of composites to plastic indentation, which is in line with the ASTM D-2240 standard. Experiments were done in different places on the surfaces of different weight percentages of sisal, jute, and hybrid composite materials. Table 3 shows the average hardness numbers for each combination. It has been discovered that the incorporation of fibers, adequate mixing of ingredients, and binding between particles increase the hardness of composites created. In addition, the hardness of jute/sisal hybrid composites was compared to that of asbestos-based commercial brake pad materials, and it was discovered that the indentation strength of the composite is comparable.
4.4 Density
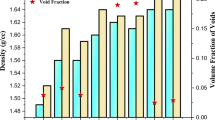
A substance’s density also known as volumetric mass density is its mass per unit volume and is used to determine a substance’s compactness. Mettler Toledo’s density tester was used to test the weight percentages of sisal, jute, and hybrid composites. The results are shown in Table 3 and are in line with ASTM D-792.
All combinations of fiber and matrix make the composites denser. This is because the fibers are packed more tightly into the matrix, which makes the specimen more uniform. It was found that AFBFM were lighter in weight than conventional brake pads of the same density (1.890 g/cm3). As a result of the lightweight and homogeneous distribution of CSP particles throughout a broader volume, the density of the samples drops. CSP can therefore be exploited in the creation of brake friction materials to minimize the price of brake pads.
4.5 Water and oil absorption
The composite laminates were cut into 12.7 × 12.7 × 3.2 mm rectangular specimens, which were initially dried at 80 °C in a hot air oven for 24 h before being lowered to ambient temperature. Before testing, each sample was weighed to a precision of 0.0001 g using a Sartorius balance (W1). The samples were submerged in distilled water for 24 h, after which they were withdrawn from the water and the surface of the sample was dried with blotting paper and weighed (W2). A similar procedure was adopted to test the oil absorption behavior of the composite using SAE-30 grade oil. Using Eq. 1, the percentage of water and oil absorption was computed.
Table 3 shows the amount of water and oil that sisal, jute, and sisal/jute hybrid composites can absorb. The results demonstrate that the water and oil absorption of sisal and jute FRP composites increases as the weight percent of fibers increases. Also, it is noticed that the sisal fiber absorbs more water and oil than the jute and hybrid FRP composites. Sisal fibers absorb significantly more water and oil than jute and hybrid FRP composites due to the presence of hemicellulose and a large number of porous tubular structures [42,43,44].
If brake friction materials are developed using single fibers, they result in more oil and water absorption than hybrid composites, which leads to debonding at the fiber–matrix interface and results in bulging of the brake pad materials which reduces contact area and braking effect. A comparison of the developed brake friction material and commercial brake pad was also performed. It was found that the oil and water absorption behavior of hybrid composites exhibits comparable results that of commercial brake pads.
5 Evaluation of wear properties of AFBFM
The wear behavior of different weight fractions of sisal, jute, and sisal/jute hybrid brake pad materials was studied as per the ASTM G 99–95 standard using a pin-on-disc (POD) machine. For this study, a 180-mm-diameter EN31-hardened steel disc with a hardness of 62 HRC was used to perform POD tests.
Figure 8 depicts the test specimens for the POD wear test. The tests were conducted by varying the normal load by 10, 20, and 30 N; the sliding velocity by 2, 3, and 4 m/s; and the sliding distance by 1, 2, and 3 km for various weight fractions of sisal, jute, and hybrid composites in accordance with the design of experiments (DOE). All trials utilized a track diameter of 120 mm. The weight reduction was calculated using an electronic scale that is accurate to 0.0001 g. To study the effect of braking, the frictional force and friction coefficient were recorded by a computer interfaced with the POD machine.

ASTM G 99–95 wear test specimens
Wear loss and coefficient of friction for different combinations of friction materials developed for brake pad applications were tabulated in Table 4 and Table 5.
A wear rate of newly developed asbestos free brake friction material is presented in Table 4 and Fig. 9 for 30 wt% of fibers. It is noticed that jute fiber–reinforced composites exhibit the highest wear rate compared to sisal and hybrid, since adhesion between the matrix and jute fibers is weaker because of the texture of fibers. The wear rate of jute fiber is 46.82% and 37.8% higher in comparison with hybrid (S3 + J3) composites. The literature indicates that the wear rate of commercially available brake pads is nearly identical to that of asbestos-free hybrid brake pads. This is due to the better cohesive strength established between jute, sisal, and other constituents. Table 5 depicts a comparison of the coefficient of friction (COF) for newly developed brake friction materials devoid of asbestos. The average value of COF is 0.323, 0.387, and 0.231 for sisal, jute, and hybrid composites respectively. This reduction in COF of hybrid composites is due to better adherence; better bonding prevents the fibers pull out and fragmentation of fiber from the matrix, during the sliding the fibers will only bend in the direction of the force and get embedded in the transfer film forming the plateaus and offering resistance to the sliding force, resulting in a higher COF [45, 46].

Wear rate for S3, J3, and S3 + J3
5.1 Microstructure analysis
The scanning electron microscope (SEM) uses a focused beam of high-energy electrons to make a variety of signals on the surface of a solid object. This shows information about the texture, crystalline structure, and orientation of materials. In the majority of applications, data are collected across a specific region of the sample, and two-dimensional pictures are produced to identify their attributes and analyze their crystalline structure. The specimens J3, S3, and S3 + J3 shown in Fig. 10 were used for microstructure analyses in this research.

POD worn out test samples
Figure 11 displays SEM images of 30 wt% sisal, jute, and hybrid composites; a flawless interface between the matrix, fibers, fillers, and frictional additives can be observed. Additionally, a homogeneous distribution of fillers was detected in the composite. This tendency may be attributable to the plugging of tiny fractures with coconut shell powders and improved adhesion between the layer’s fiber and matrix, as seen in these photographs. SEM pictures revealed the sliding wear behavior along the sliding direction of the worn surfaces. It has been shown that plastic deformation leads to the creation of parallel deep grooves and wear debris. The depth of the parallel groove is dependent on the wear load; as seen in the photographs, the depth of the groove grows as the load increases. Further, hybrid composites exhibit minimum wear loss with uniform wear along the direction of sliding.

SEM image of worn-out surface of 15 wt% sisal, jute, and hybrid FRP composite. a 30 wt% sisal FRP composite. b 30 wt% jute FRP composite. c 30 wt% hybrid FRP composite
6 Conclusions
The goal of this study is to evaluate the mechanical and tribological properties of hybrid natural composites made of sisal and jute. A non-asbestos brake friction material is formulated by the compression molding technique by varying the wt% of sisal, jute, natural fibers and 10 wt% of coconut shell powder (CSP) along with fillers and frictional additives. It is found that, with an increase in wt% of reinforcing fibers, compressive strength of sisal, jute, and hybrid composites enhances by 21%, 11.6%, and 16.65% in comparison with 10 wt% of reinforcing fibers. Further, sisal and jute hybrid composites (S3 + J3) exhibit nearly equivalent compressive strength that of commercially available asbestos-based brake pad material. Further, the impact strength, hardness, water, and oil absorption behavior of hybrid composites exhibited equivalent characteristics that of commercial brake friction materials. Wear loss and coefficient of friction of sisal, jute, and hybrid composites were evaluated using pin on disc experiments. It has been discovered that as the percentage of fiber weight increases, wear and COF decrease. Thirty wt% of hybrid composite exhibits better wear characteristics than commercial brake friction material. Further, SEM images depict the uniform dispersion, and distribution defect-free laminates with uniform wear track. Hence, sisal and jute hybrid asbestos-free brake friction material developed in this research work can be utilized in automobile brake pad applications.
Data availability
Not applicable.
References
Yang W, Liu J, Zhou K, Zhang Z, Qu X (2020) An automatic emergency braking model considering Driver’s intention recognition of the front vehicle. J Adv Transp 2020:1–15
Yavuz H (2023) Effect of limestone usage on tribological properties in copper and asbestos-free brake friction materials. Ind Lubr Tribol 75(2):238–245
Hee KW, Filip P (2005) Performance of ceramic enhanced phenolic matrix brake lining materials for automotive brake linings. Wear 259(7–12):1088–1096
Silverstein MA, Welch LS, Lemen R (2009) Developments in asbestos cancer risk assessment. Am J Ind Med 52(11):850–858
Kumar VV, Kumaran SS (2019) Friction material composite: types of brake friction material formulations and effects of various ingredients on brake performance–a review. Mater Res Express 6(8):082005
Chan DSEA, Stachowiak GW (2004) Review of automotive brake friction materials. Proc Inst Mech Eng, Part D: J Automob Eng 218(9):953–966
Ganguly A, George R (2008) Asbestos free friction composition for brake linings. Bull Mater Sci 31(1):19–22
Rao RU, Babji G (2015) A Review paper on alternate materials for asbestos brake pads and its characterization. Int Res J Eng Technol 2(2):556–562
Idris UD, Aigbodion VS, Abubakar IJ, Nwoye CI (2015) Eco-friendly asbestos free brake-pad: using banana peels. J King Saud Univ-Eng Sci 27(2):185–192
Aranganathan N, Bijwe J (2016) Development of copper-free eco-friendly brake-friction material using novel ingredients. Wear 352:79–91
Zhang H, Zhang Z, Friedrich K (2007) Effect of fiber length on the wear resistance of short carbon fiber reinforced epoxy composites. Compos Sci Technol 67(2):222–230
Bijwe J, Kumar M, Gurunath PV, Desplanques Y (2008) Optimization of brass contents for best combination of tribo-performance and thermal conductivity of non-asbestos organic (NAO) friction composites. Wear 265(5–6):699–712
Elakhame ZU, Alhassan OA, Samuel AE (2014) Development and production of brake pads from palm kernel shell composites. Int J Sci Eng Res 5(10):735–744
Ilanko AK, Vijayaraghavan S (2016) Wear behavior of asbestos-free eco-friendly composites for automobile brake materials. Friction 4:144–152
Olabisi AI, Adam AN, Okechukwu OM (2016) Development and assessment of composite brake pad using pulverized cocoa beans shells filler. Int J Mater Sci Appl 5(2):66–78
Mohit H, Rangappa SM, Gapsari F, Siengchin S, Marwani HM, Khan A, Asiri AM (2023) Effect of bio-fibers and inorganic fillers reinforcement on mechanical and thermal characteristics on carbon-kevlar-basalt-innegra fiber bio/synthetic epoxy hybrid composites. J Market Res 23:5440–5458
Gapsari F, Putri TM, Juliano H, Djakfar L, Handajani RP, Budio SP, Juwono PT, Jagadeesh P, Mavinkere Rangappa S, Siengchin S (2022) Influence of calcium carbonate fillers on pine fiber reinforced polyester composites. Polym Compos 43(7):4306–4317
Puttegowda M, Rangappa SM, Khan A, Al-Zahrani SA, Al Otaibi A, Shivanna P, Moure MM, Siengchin S (2020) Preparation and characterization of new hybrid polymer composites from phoenix pusilla fibers/e-glass/carbon fabrics on potential engineering applications: Effect of stacking sequence. Polym Compos 41(11):4572–4582
Moure MM, Rubio I, Aranda-Ruiz J, Loya JA, Rodríguez-Millán M (2018) Analysis of impact energy absorption by lightweight aramid structures. Compos Struct 203:917–926
Bharath KN, Madhu P, Gowda TY, Verma A, Sanjay MR, Siengchin S (2021) Mechanical and chemical properties evaluation of sheep wool fiber–reinforced vinylester and polyester composites. Mater Perform Charact 10(1):99–109
Bharath KN, Madhu P, Gowda TG, Verma A, Sanjay MR, Siengchin S (2020) A novel approach for development of printed circuit board from biofiber based composites. Polym Compos 41(11):4550–4558
Arpitha GR, Sanjay MR, Senthamaraikannan P, Barile C, Yogesha B (2017) Hybridization effect of sisal/glass/epoxy/filler based woven fabric reinforced composites. Exp Tech 41:577–584
Sanjay MR, Yogesha B (2018) Studies on hybridization effect of jute/kenaf/E-glass woven fabric epoxy composites for potential applications: effect of laminate stacking sequences. J Ind Text 47(7):1830–1848
Kumar AJ, Ramaseshan NA, Lakshmanan T (2021) Tribological analysis on basalt/aramid hybrid fiber reinforced polyimide composites: an alternate brake pad material. Tribol Ind 43(2):334
Kumar N, Singh T, Grewal JS, Patnaik A, Fekete G (2019) Experimental investigation on the physical, mechanical and tribological properties of hemp fiber-based non-asbestos organic brake friction composites. Mater Res Express 6(8):085710
Yashas Gowda TG, Vinod A, Madhu P, Sanjay MR, Siengchin S, Jawaid M (2022) Areca/synthetic fibers reinforced based epoxy hybrid composites for semi-structural applications. Polym Compos 43(8):5222–5234
Straffelini G, Ciudin R, Ciotti A, Gialanella S (2015) Present knowledge and perspectives on the role of copper in brake materials and related environmental issues: a critical assessment. Environ Pollut 207:211–219
Abdollah MFB, Shuhimi FF, Ismail N, Amiruddin H, Umehara N (2015) Selection and verification of kenaf fibres as an alternative friction material using Weighted Decision Matrix method. Mater Des 67:577–582
Athith D, Sanjay MR, Yashas Gowda TG, Madhu P, Arpitha GR, Yogesha B, Omri MA (2018) Effect of tungsten carbide on mechanical and tribological properties of jute/sisal/E-glass fabrics reinforced natural rubber/epoxy composites. J Ind Text 48(4):713–737
Bijwe J (2007) NBR-modified resin in fade and recovery module in non-asbestos organic (NAO) friction materials. Tribol Lett 27:189–196
Shin MW, Cho KH, Lee WK, Jang H (2010) Tribological characteristics of binder resins for brake friction materials at elevated temperatures. Tribol Lett 38:161–168
Jothibasu S, Mohanamurugan S, Vijay R, Lenin Singaravelu D, Vinod A, Sanjay MR (2020) Investigation on the mechanical behavior of areca sheath fibers/jute fibers/glass fabrics reinforced hybrid composite for light weight applications. J Ind Text 49(8):1036–1060
Ganesan K, Kailasanathan C, Sanjay MR, Senthamaraikannan P, Saravanakumar SS (2020) A new assessment on mechanical properties of jute fiber mat with egg shell powder/nanoclay-reinforced polyester matrix composites. J Nat Fibers 17:482–490
Sanjay MR, Arpitha GR, Senthamaraikannan P, Kathiresan M, Saibalaji MA, Yogesha B (2019) The hybrid effect of Jute/Kenaf/E-glass woven fabric epoxy composites for medium load applications: impact, inter-laminar strength, and failure surface characterization. J Nat Fibers 16(4):600–612
Yorseng K, Rangappa SM, Parameswaranpillai J, Siengchin S (2022) Towards green composites: bioepoxy composites reinforced with bamboo/basalt/carbon fabrics. J Clean Prod 363:132314
Joo BS, Chang YH, Seo HJ, Jang H (2019) Effects of binder resin on tribological properties and particle emission of brake linings. Wear 434:202995
Jafari SH, Fallahzadeh F, Rana SK (1999) Effect of post-curing on frictional behaviour of non-woven phenolic composite in automobile clutch facing. Iran Polym J 8:143–148
Hentati N, Kchaou M, Cristol AL, Najjar D, Elleuch R (2014) Impact of post-curing duration on mechanical, thermal and tribological behavior of an organic friction material. Mater Des 63:699–709
Nesrine H, Cristol AL, Najjar D, Elleuch R, Desplanques Y (2014) Influence of hot molding parameters on tribological and wear properties of a friction material. Tribol Trans 57(3):387–395
Raj SS, Kuzmin AM, Subramanian K, Sathiamoorthyi S, Kandasamy KT (2021) Philosophy of selecting ASTM standards for mechanical characterization of polymers and polymer composites. Materiale Plastice 58(3):247–256
Ramesh M, Palanikumar K, Hemachandra Reddy K (2016) Evaluation of mechanical and interfacial properties of sisal/jute/glass hybrid fiber reinforced polymer composites. Trans Indian Inst Met 69(10):1851–1859
Yorseng K, Rangappa SM, Pulikkalparambil H, Siengchin S, Parameswaranpillai J (2020) Accelerated weathering studies of kenaf/sisal fiber fabric reinforced fully biobased hybrid bioepoxy composites for semi-structural applications: morphology, thermo-mechanical, water absorption behavior and surface hydrophobicity. Constr Build Mater 235:117464
Dinesh S, Kumaran P, Mohanamurugan S, Vijay R, Singaravelu DL, Vinod A, Sanjay MR, Siengchin S, Bhat KS (2020) Influence of wood dust fillers on the mechanical, thermal, water absorption and biodegradation characteristics of jute fiber epoxy composites. J Polym Res 27:1–13
Ngaowthong C, Borůvka M, Běhálek L, Lenfeld P, Švec M, Dangtungee R, Siengchin S, Rangappa SM, Parameswaranpillai J (2019) Recycling of sisal fiber reinforced polypropylene and polylactic acid composites: thermo-mechanical properties, morphology, and water absorption behavior. Waste Manage 97:71–81
Mishra SK, Dahiya S, Gangil B, Ranakoti L, Singh T, Sharma S, Boonyasopon P, Rangappa SM, Siengchin S (2022) Mechanical, morphological, and tribological characterization of novel walnut shell-reinforced polylactic acid-based biocomposites and prediction based on artificial neural network. Biomass Convers Biorefinery 1–12
Jenish I, Veeramalai Chinnasamy SG, Basavarajappa S, Indran S, Divya D, Liu Y, Sanjay MR, Siengchin S (2022) Tribo-Mechanical characterization of carbonized coconut shell micro particle reinforced with Cissus quadrangularis stem fiber/epoxy novel composite for structural application. Journal of Natural Fibers 19(8):2963–2979
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
All authors are equally contributed to conceptualization; methodology; writing—original draft; writing—review and editing.
Corresponding author
Ethics declarations
Ethics approval
The authors hereby state that the present work is in compliance with the ethical standards.
Consent to participate
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Manjulaiah, H., Dhanraj, S., Basavegowda, Y. et al. A novel study on the development of sisal-jute fiber epoxy filler–based composites for brake pad application. Biomass Conv. Bioref. (2023). https://doi.org/10.1007/s13399-023-04219-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-023-04219-4