
Abstract
Quality of a product is a function of many variables. These have been identified, and modeled in terms of quality digraph. The nodes in the digraph represent the quality features and the edges represent the degree of influence among these. An equivalent matrix representation of the digraph is developed to define the product system quality function (PSQF). Quality index (QI) is defined as a ratio of the actual to the ideal values of PSQF. The designer may use this index to evaluate and compare alternative designs and choose the best among these from the perspective of quality. A high value of QI indicates that the product structure is closer to the ideal state. The presented model is illustrated with an example.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Quality has been defined by people differently. It is a subjective term for each person or sector having its own definition. Product quality can have two meanings: the characteristics of a product that bear on its ability to satisfy stated or implied needs; a product free of deficiencies. “American Society of Quality (ASQ) Control, Standard A3—1987: Glossary and Tables for SQC”, which has been replaced by the standard “ASQ/ISO Q9000-2005—Quality management systems—Fundamentals and vocabulary” mentions the definition of quality as, the totality of features and characteristics of a product or service that bear on its ability to satisfy a given need.
However, quality experts have given brief definitions: Joseph Juran defines quality as “fitness for use” while Philip Crosby defines it as “conformance to requirements”. Deming opines that “the quality should be aimed at the needs of the consumer—present and future”. Feigenbaum defines quality as “the total composite product and service characteristics of marketing, engineering, manufacture and maintenance through which the product and service in use will meet the expectation of the customer”. In fact two decades back quality was vague and difficult to improve, yet critical to competitiveness (De Toni and Tonchia 1998; Upton 1995). Taguchi (1986) defined the product to be having ideal quality when it delivers on-target performance each time its user uses it under all intended operating conditions and throughout its intended life. He further quantified it using quality loss function (QLF) by minimizing the average QLF. Whatever may be the definition, the crux of defining the product quality lies in satisfying the customer during the entire product life cycle.
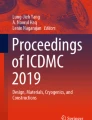
Research indicates that large proportion of design and development resources are wasted if the product does not satisfy the customer needs (Wang and Yang 2014). Product design process is a bottom-up approach wherein the focus is on the customer requirements gathered by the marketing professionals. These are translated into specification formulation by identifying its elements. The conceptual design stage attempts to equate these with the product design. This is followed by detailed design that completely equates the final product design by fine tuning the specifications to facilitate the launch of manufacturing drawings. These stages have an iterative flow of information. Figure 1 shows the schematic of choosing the best design alternative based on the product quality. It is relevant to note that the quality of a product is one single feature, which is responsible for its success and, therefore, its evaluation at conceptual design stage is critical as any attempt to improve it subsequently may be costly and often impossible to implement. Moreover, improved product quality ensures high volume of sales, which enhances production cost-effectiveness due to economies of scale. Therefore, it is envisaged that evaluating and ensuring appropriate product quality at conceptual design stage is essential and a scientific mechanism must be devised to evaluate it.

Choosing the best design alternative based on product quality
It is experienced that the quality of the product delivered to the customer depends on the entire process chain through which it undergoes, that is, from gathering of the customer requirements till the final product delivery including its’ life cycle during the operational phase. These are: requirement gathering using surveys; concept design; studying design alternatives and their feasibility (through iterative steps) vis-à-vis cost and technical aspects; choosing and freezing the product design from the available design alternatives; releasing manufacturing drawings; manufacturing operations including but not limited to sourcing of raw material and bought—out components; assembly and testing; quality control and inspection at appropriate steps; temporary storage, packing and transportation; storage at warehouse, distribution supply chain, and final delivery to customer. Subsequently, the product undergoes its operational life-cycle at the customers’ end, where its reputation as a good or a bad product is perceived. It is experienced that no mechanism ensures that the entire product output can satisfy the complete customer spectrum. Therefore, to ensure customer delight, the feed-back mechanism for customer complaints including its timely resolution is significant. It is relevant to note that perception of product quality is dependent on how efficiently each process is executed, but building quality characteristics at design stage is most appropriate as mentioned earlier. For example, recent incidents of overheating battery banks and wind-shield cracking in the Dreamliner aircrafts of Air India resulted in significant losses to the airlines as these had to be grounded for long periods for investigations (www.aeroinside.com/incidents/type/b788/boeing-787-8-dreamliner). Therefore, evaluating product quality at design stage is crucial and this work attempts to devise a suitable mechanism to meet this objective.
Moreover, it is experienced that a single quality characteristic is inappropriate to reflect the product quality. High quality products must have multiple quality features inbuilt into them. Therefore, the objective of this paper is to develop a methodology, which comprehensively considers the product quality features including their mutual interactions and inter-relations and synthesize them to evaluate the quality index (QI) for a specific design alternative. Reference was made to the available literature to unravel the haze surrounding the term “quality” by identifying the processes and features that influence the product quality and these are discussed in the next section.
The paper is divided into eight sections. Section 2 identifies the features influencing product quality. Section 3 details the graph-theoretical approach (GTA) to model these, which leads to QI that is used to rank the design alternatives. In Sect. 4 evaluation methodology of product quality is developed in terms of product system quality function (PSQF). Section 5 lists the steps, which quantify the QI for a specific product design alternative. A case study is illustrated in Sect. 6. Section 7 describes the utility of this work including scope for further development and finally, the last section concludes.
2 Features influencing product quality
Literature indicates that features such as, precision of the knowledge of product’s functions, product design process, product’s availability, manufacturing compatibility of the product, raw material quality and product characteristics have significant influence on product quality. These are discussed below to understand these and, therefore, will help in modeling the product quality.
2.1 Precision of the knowledge of product’s functions
The design process for a product is initiated under two conditions, i.e., either a new product is being developed, or an existing product undergoes modifications to address customer feedback. In case of the former, the new product is launched based on the market research surveys, while in case of latter, it is the feedback received from customers routed through the companies’ customer service department. However, in both instances, it is the quality and precision of sample data that influences the product quality. A high degree of confidence level covered by low variance data for each product function ensures a larger population of satisfied customers, and enables the voice of customer to be inbuilt into the product design by using techniques such as functional analysis phase of value engineering (VE); quality function deployment (QFD), which analyses successive matrices starting with first matrix called the ‘House of Quality’, etc. (Akao 1990; Akao and Mazur 2003; Cristiano et al. 2000).
2.2 Design process
Once the functional objectives of the product are listed, the design process is initiated. It is the quality of design process, which dictates product quality. Using principles of TRIZ (Hua et al. 2006) does generate creative thinking and leads to innovative ideas, which enhance the product quality significantly (Sheng and Kok-Soo 2010; Brad 2008). Several knowledge based models are used for decision making in product design, which have a significant influence on the product quality e.g. knowledge template CAD model (Tiwari et al. 2014). Producers that manufacture products designed in-house must be aware of the complete knowledge related to the product, whether direct or indirect. Hsu and Fang (2009) in their research showed that relational, structural and human capital in decreasing order was responsible for success of new products. Therefore, social awareness of product acceptability is paramount. The relational and structural capital, which indicate producers’ (designers) knowledge base are modeled using structural models e.g. ontology (Gupta and Gandhi 2013). Advent of high speed computational prowess together with addition of CAD resource to the design process improves product quality as chances of human errors reduce significantly (Tan and Vonderembse 2006). Moreover, a high quality product achieves its functions smoothly without any unusual wear and tear and, therefore, does not result in unexpected failures. This is achieved using appropriate material selection and correct evaluation of interactive forces between the mating surfaces as it is experienced that more than 90 % of the failures of equipment are on account of material and surface failure (Collins et al. 1976). Therefore, precise evaluation of dimensions of the product components is essential and techniques such as finite element analysis (FEA) do help in the design process. Moreover, techniques such as fault tree analysis (FTA), failure mode, effect and criticality analysis (FMECA), etc. help in identifying problem areas and, therefore, prevent product failures during operational stage (Lee et al. 1985; Bouti and Kadi 1994).
2.3 Product availability
Ensuring appropriate design process ensures an enhanced product quality, but the quality features that must be built in the product must be envisaged at the design stage. The single most important quality feature for any product is its increased availability (Vasantha et al. 2012). Availability, which is a ratio of uptime to the total time that the product is in operational use, depends on the product reliability and maintainability. Therefore, equipment with good reliability and maintainability features is preferred. Reliability, which is an intrinsic design feature of a product, can be predicted quite accurately using the available failure data of components that go into making the product and using techniques such as reliability block diagram (RBD), etc. The distribution that usually fits the failure data is Weibull. However, models such as proportional hazard model (PHM), logistic regression model (LRM), Monte-Carlo Simulations, Artificial Neural Networks, etc. have been extensively used to predict the reliability for a new product (Karunanithi et al. 1992; Düpow and Blount 1997; Tsai 2005; Liao et al. 2006; Lee et al. 2006; Gao et al. 2010; Kayrbekova et al. 2011). The product reliability is ensured using optimal number of field tests on product prototype (Ahmed and Chateauneuf 2014). The number of tests carried out, however, is an optimization between product failure and testing costs. It is, however, difficult to know the relationship between product reliability and its quality characteristics during the design and manufacturing stage. Expert judgments have been modeled to evaluate it (Jiang et al. 2010). Maintainability, which is characterized by the time to repair, however, depends on intrinsic and contextual criteria (Coulibaly et al. 2008; Gupta et al. 2013). It is expected that the products having least possible components and sub-assemblies and having low complexity will possess better quality because chances of assembly defects and human error will minimize (Ebeling 2000; Kumar and Gandhi 2011; Uddin et al. 2014). However, fabrication difficulties may compel the designer to take decisions otherwise, but efforts to reduce complexity in product architecture will enhance product quality. Experience suggests that modularity in product design helps in future modifications as only the module responsible for increased failure rate needs to be redesigned and not the entire product (Sanchez and Mahoney 1996; Baldwin and Clark 1999; Whitney 2002). A product having the capability to adapt to changes will imply a high quality product. This is termed as flexibility of the product (Saleh et al. 2009). It consists of state flexibility, which denotes adapting to changing circumstances (environment, for example suitability of radiation shield to protect the memory chips of a satellite due to proton bombardment in outer space); or action flexibility, which is the capability to respond to changes by taking actions; for example, the defective batch of batteries of a reputed mobile phone manufacturer could be replaced, because they were detachable from the phone housing and were not an integral part of the phone. In fact the idea of product flexibility was mooted by Taguchi (Ross 1996) and he suggested robust design method, which ensured that product characteristics are performance insensitive to noise factors. These are: external (temperature, dirt, dust, humidity, etc.), internal (wear during storage, transport, operation, etc.), and product to product variation noise between individual products that are produced to same specifications. Keeping these operational features in mind, the design process aims towards achieving the desired functions of the product.
2.4 Manufacturing compatibility
Dekkers et al. (2013) did an extensive literature review on product design, engineering and manufacturing. Improvement in product development strategies at design stage does improve product quality (Yutong et al. 2014). Design activity that is concurrent to manufacturing ensures good quality (Sapuan and Mansor 2014). In this context Nada et al. (2006) mapped manufacturing system configuration to the product quality using fuzzy inference mechanism. Inman et al. (2003) provided several scenarios from the automotive industry which showed that the manufacturing system’s configuration significantly affects the resulting product quality. The manufacturing configuration is decided, based on the complexity of the product architecture (Uddin et al. 2014). The tolerance design on the physical product dimensions is aligned with the design contact stresses among product components and the capability of the machines and processes used in manufacture of the components. This is based on the acceptable level of variations in dimensions or the acceptable level of defects, i.e., 2 parts per billion parts for ±6 σ, 574 parts per billion for ±5 σ, 63 parts per million for ±4 σ and so forth. However, tolerance design must also consider the “Capability Index” (CI) of the machines used in manufacturing as the mean of parts produced may deviate from the nominal dimension. The process is a trade-off between quality and cost (Jin et al. 2010). However, six-sigma techniques, which generate least % defects, show limitations in changing production contexts that are characterized by small batch productions and in-line product inspections. Inbuilt product quality, production logistics, maintenance design, management and control methods and advanced technological enablers have a key role to achieve the overall production quality goal (Colledani et al. 2014).
Not all components that go into making a final product are necessarily manufactured by the product manufacturer e.g. steering wheels of Maruti-Suzuki cars are supplied by one of the vendors. Research done on 153 UK manufacturers, shows that, the suppliers’ creative and technological capabilities indirectly influence improved product performance (Lawson et al. 2014). Research showed that supplier involvement in the design process does improve quality; the question as to when and how much of supplier involvement was dealt by Petersen et al. (2005) in their research. Simon et al. (2014) suggested a methodology to evaluate the supply chain management (SCM), which forms an important business process and does influence product quality. Morita et al. (2014) researched and introduced the concept of absolute supply chain orientation strategy (ASCOS) that focused on perpetual improvements to: lead-time, just-in-time control, demand variability and quality to ensure that the product characteristics and the supply chain is aligned. The strategies on business processes must, therefore, be frozen early at design stage to ensure a good product quality (Hempelmann and Engelen 2014). Lastly, appropriate inspection plan for outgoing products must be considered at product design stage to ensure high product quality.
2.5 Raw material quality
Raw material is sourced from raw material suppliers and their quality influences the final product quality. Appropriate acceptance sampling plans must be designed at the product design stage for the incoming raw material to ensure the target of achieving overall product quality (Schilling and Neubauer 2012).
2.6 Product characteristics
User friendly product e.g. Windows operating system developed by Microsoft is an essential feature of any product aiming for user perception of high quality. Moreover, ease of disassembly e.g. using a wing-nut instead of a hexagonal nut (that requires wrench to disengage) is a quality feature that most products aspire for. Also, product aesthetics is one of the key elements of a products’ success as it seeks to attract the attention of the potential customer (Veryzer 1993). Moreover, building appropriate form architecture in a product using the principles of ergonomics does delight the customer (Fulton and Marsh 2000). Lastly, growing concerns for environment has mandated sustainability of products and this must be considered at the design stage (Gagnon et al. 2012). Legislations and public interest groups have put the entire onus of the manufactured products on its producer till the end-of life. The size of the product, material used and ease of disassembly are significant parameters responsible for environmental impact and must be considered as elements of product quality (Ribeiro et al. 2014; Kim et al. 2015).
Evaluating product quality at design stage involves identification of variables influencing quality including, defining their metrics to objectively measure these (Heidari and Loucopoulos 2013). These have been discussed above and are summarized in Table 1.
It is already discussed that product design focuses on performance and other needs of the customer. Therefore, performance indicators must be used for different domains of product life cycle to evaluate behavioral performance during design stage (Coulibaly et al. 2007). The next Sect. 3 describes the GTA to rank design alternatives.
3 Graph-theoretical approach to model and rank design alternatives
The quality features have been identified in the previous section. Each quality feature has distinctive characteristics, which relate it to other features. The discussions suggest that the quality of a product is dependent on many variables, which may have mutual interrelations and interactions among themselves. Evaluating the overall quality of a particular design of a product is achieved by describing the product quality as a system, and constructing a structural model (Sousa et al. 2005), which can be conveniently decomposed into sub-structures, which are quality features specific to the chosen product design. These features have mutual influence to varying degrees. The quality of a product design is quantified by modeling the cumulative effect of these quality features, which possess unique values for different design alternatives. Such structural interactions are conveniently handled using graph theoretical approach (Deo 1974; Harary 1994). Traditional methods of evaluating different designs by assigning weights to the variables are prone to errors. Graphical approach permits variations of weighting criteria of variables as these are not too sensitive to decision making, therefore, enabling precise decisions (José et al. 2014). The modeling and evaluation of product quality at design stage is, therefore, attempted in this work using GTA.
Modeling of the product quality requires structural consideration of quality features and the mutual influence among these. Graph and digraph models are the most appropriate to incorporate these (Gupta et al. 2013; Darvish et al. 2009; Presig 2009; Paramasivam and Senthil 2009; Sharma and Gandhi 2008; Sehgal et al. 2000; Al-Hakim et al. 2000). This is conveniently represented by a digraph model called quality digraph (QD). QD for a product, Gd = (Q, E) is defined, where Q = {Q1, Q2, …, QN} is a set of nodes representing the N quality features and E = {e12, e13,….} is a set of edges, which signify the mutual relations among the nodes. For example, the edge e12 indicates that the quality feature Q1 influences the feature Q2. On the other hand, e21 indicates that Q2 influences Q1. Figure 2 shows a QD, in general, having N quality features, each feature influencing all others. These influences are, however, of varying strengths and are denoted by the set E and must be developed to quantify the set.

Quality digraph, in general
The quality digraph for the product is developed in the next section by considering the N quality features identified in Sect. 2, and their mutual influences. The N nodes of the digraph represent the N quality features, e.g. node 1 represents the precision of product’s function knowledge and the direction of edge from node 1 to node 2 represents the influence of precision of product’s function knowledge (node 1) upon the design process (node 2). In a similar way, edges in the QD are drawn keeping in mind the influence of one quality feature on the other. The QD is translated into an equivalent matrix for quantitative evaluation and is discussed below.
4 Matrix representation of quality digraph
Matrix representation of the QD helps in carrying out its analysis. One to one matrix of the digraph is developed for this purpose. Its expansion leads to an expression, which is characteristic of the matrix that relates to the quality of the product. Matrix representation of QD consisting of N features is considered, with all possible mutual influences among these N features. Corresponding matrix for the general case of a QD is given as expression (1) and is called the product quality matrix (MQuality).
Diagonal element Qi represents the value of the ith quality feature. The off diagonal elements eijs represent the degree of influence of the ith quality feature on the jth quality feature. Permanent of this matrix or Per (MQuality), is called the PSQF and is given as expression (2). The PSQF is a characteristic of the product quality because it contains terms, which are dependent on the quality features and their mutual influences. The permanent, which is used in combinatorial mathematics, is a standard matrix function (Jurkat and Ryser 1966). It is the determinant of the matrix with all its terms positive.
The PSQF, expression (2), contains information on all the N features influencing quality and their mutual interdependencies. There is no loss of information on overall product quality as it contains no negative signs. The terms in the multinomial expression are arranged in (N + 1) groupings, where N is the number of features influencing quality. The first grouping represents the presence of all quality features and is a product of the values of the N features. The second grouping is absent as there are no self-loops in the digraph, because it is presumed that no feature influences itself. The third grouping contains terms each of which is a product of (N − 2) features and two-feature facilitating loop (eij eji). The fourth grouping contains terms, which represent a set of the three features’ (i,j,k) relative importance loops or its pairs and the presence of (N − 3) features of quality. The fifth grouping contains two sub-groupings. The terms of the first sub-grouping contains a set of two (eij eji and ekl elk) features’ relative importance loops and presence of (N − 4) features. Each term of the second sub-grouping is a set of four features’ (eijejkekleli) relative importance loops or its pairs (eilelkekjeji) and the presence of remaining (N − 2) quality features. The sixth grouping contains two sub groupings. The terms of the first sub-grouping are a set of 2-features’ relative importance loops or its pairs and 3-features’ relative importance loops or its pairs and the presence of (N − 5) features. Each term of the second sub-grouping contains a set of 5-features’ relative importance loops or its pairs and the presence of (N − 5) features. Similarly other terms of the expression are defined.
5 Quantification of product system quality function (PSQF) and quality index (QI)
Evaluation of the PSQF needs quantitative values of each element of the quality matrix, i.e., off-diagonal elements eij s and diagonal elements Qi s.
The off diagonal elements representing the degree of relationship among the features, varies to varying levels of influence. This is represented between the two extremes; strong (value = 3) to none (value = 0). In between, two additional levels are taken as: medium (value = 2) and weak (value = 1). It is, however, important to note that these relationships among features must be determined by a team of experts from different functional groups, who are involved in design activities. For example, precision of functional knowledge of the product strongly influences the design process, but the design process does not have any influence on the precision of functional knowledge. This implies that e12 = 3, but e21 = 0. In the similar way, other relations between quality features are developed and are shown in Table 2 in Sect. 4. Table 2 forms the basis for evaluating the off-diagonal elements of the quality matrix and for developing the quality index (QI) of the particular design alternative.
Diagonal elements, i.e. Qi s, are evaluated, with scale of each Qi defined within the limits; 0 ≤ Qi ≤ 1. A low value of Qi indicates that the ith. Quality feature contributes poorly to overall product quality, while a higher value of Qi signifies vice versa. To evaluate Qi s suitable tables must be developed for quantification of these. These are also discussed in Sect. 4.
QI for a particular design alternative is evaluated from the equation:
QI is a ratio of actual to ideal product quality. Therefore, it is an appropriate metric for the product quality. The QI for each design alternative must be evaluated at the conceptual design stage and appropriate design alternative having the highest value of QI is selected with respect to the quality criteria.
6 Evaluation of PSQF
A quality digraph for a product’s system quality for a typical case is developed by considering the six identified features of Sect. 2 and their mutual influence. This is shown in Fig. 3. The six nodes of the digraph represent the six quality features, e.g. node 1 represents the ‘Precision of product’s function knowledge’. The direction of edge from node 1 to node 2 represents the influence of ‘Precision of product’s function knowledge’ upon ‘Design Process’. In a similar way, edges in the quality digraph are drawn keeping in mind the influence of one feature on the other. This digraph pictorially represents the mutual influences among the quality features. The digraph is represented by an equivalent matrix for quantitative/qualitative evaluation.

Quality digraph for product’s quality system—a typical case
It is already discussed that the evaluation of the PSQF needs quantitative values of each element of the quality matrix, i.e., off-diagonal elements eij’s and diagonal elements Qis. For example, it is relevant to note that precision of product’s function knowledge strongly influences product uptime and characteristics and has a weak influence on the design process itself. Intermittently, it has a medium influence on manufacturing compatibility and raw material quality. Similarly, other relations among the product quality features are determined using methods, such as consensus group technique (List 2001). The off-diagonal elements representing the varying degrees of influences among the quality features are developed and are shown in Table 2.
The digraph developed in Fig. 3 is represented by an equivalent matrix expressed as:
The ideal value of PSQF is obtained by assuming all the features to be in ideal state, i.e., Q1, Q2,…, Q6 = 1. Substituting the diagonal elements by all 1’s, the permanent of the quality matrix in expression (4) is evaluated as 46.
The value of each quality feature (Qi), i.e., the diagonal elements of the matrix is the weighted sum of all its sub-features. For ‘m’ sub-features of the ith quality feature (Sim), having weight (w im) the value of Qi is expressed as:
Tables 3, 4, 5, 6, 7, and 8 are suggested, to assign the values of each quality feature and its’ sub-features. For example, with reference to Table 3 for Q1 that denotes the precision of product’s function knowledge. Using brain storming sessions within the design group, the functional analysis phase of VE ensures that all product functions are comprehensively listed and earmarked for fulfillment by the product under consideration. A score of 1 is assigned for such an activity while a score of 0 is assigned for no such activity. Market surveys help the designers in fine tuning the expectations of the customer from the product. These are in the form of questionnaires that help the designers in freezing the functional requirements of the product i.e., the ‘Whats’ of the product. A low variance in the survey data ensures that a large proportion of the customers are satisfied with respect to the functional fulfillment of the product. Survey data from a random sample that satisfies >99 % of population is assigned a score of 1, whereas the data satisfying <95 % of population is assigned a score of 0. An interim score of 0.5 is assigned to the data that satisfies a population between 95 and 99 %. Further, QFD evaluates the relationship between the functions and the methodologies (‘Hows’) through which these will be accomplished. A score of 1 is assigned for QFD deployment whereas score of 0 is assigned for no such deployment. Lastly, a product design alternative satisfying a score of >99 % with respect to the benchmark score is assigned a value of 1 whereas 0 is assigned for score <95 %. Intermittent levels are assigned a score of 0.5.
Similarly, for other quality features, Tables 4, 5, 6, 7, and 8 are constructed. These will facilitate evaluation of quantitative values for each Qi s. It is noted that, a user may at his discretion add or delete features or its sub-features as per the product system. Relative importance can also be assigned to each quality feature and its sub-features. However, for simplicity and illustration, all quality features have been assigned equal importance.
7 Steps for evaluation of quality index (QI)
The procedure for evaluation of QI is given below:
-
i.
Consider the system. Identify its quality features from the point of view of product quality (Qi, i = 1, 2,…., N). Refer Sect. 2 for details.
-
ii.
Develop the quality digraph of the product system on the lines of Fig. 3. Refer Sects. 3 and 4 for details.
-
iii.
Identify the interrelations and interdependence, among the identified features under step I, i.e., eij (i, j = 1, 2, …, N) on the lines of Table 2.
-
iv.
List the characteristics of the product’s quality system for a specific design alternative and its constraints. Using Tables 3, 4, 5, 6, 7, and 8, evaluate the values of Qi’s, i = 1, 2, …., N. Refer Sect. 4 for details.
-
v.
Develop the matrix for the digraph on the lines of expression (3), which has diagonal elements as Qi’s, i = 1, 2,…., N and off- diagonal elements as eij’s (i, j = 1, 2,…, N). Refer Sect. 4 for details.
-
vi.
The PSQF of the matrix is evaluated for the ideal product quality by considering all Qi’s as 1.
-
vii.
The PSQF of the matrix (as in step-V), for the specific product design alternative is calculated by substituting the values of Qi’s as obtained in step-IV.
-
viii.
The value of QI for a specific design alternative is obtained using Eq. (3), i.e., by dividing the value of the PSQF obtained in step-VII by that obtained in step-VI.
8 An illustrative case study
This section illustrates step-by-step procedure for evaluation of QI for two design alternatives of single stage centrifugal pumps, which are used to circulate condenser water in a central air-conditioning plant. The design alternatives being considered for comparison are: horizontal split case design (Design A as shown in Fig. 4) and radial split case design pump (Design B as shown in Fig. 5). Deploying the data of both these pumps with respect to their design features into our model will facilitate in inferring a better design choice among the two designs. It is mentioned here that the data pertaining to these designs are collected from two central air conditioning plants in operation and these designs have not been evaluated at design stage. However, this case-study does illustrate the evaluation of these designs from product quality point of view. Figures 4 and 5 show the two designs under consideration.

Horizontal split case design pump—Design A

Radial split case design pump—Design B
Table 9 shows the basic operational data of the pumps of two different designs and Table 10 shows the evaluation of quality features for these design alternatives using Tables 3, 4, 5, 6, 7, and 8. Table 11 shows the evaluated values of the quality features and indices for the two design alternatives.
Table 11 shows that the design B has a better QI and must, therefore be a preferred choice. But, it must be noted that design B will not suit dismantling/assembly of a multi-stage pump.
8.1 Sensitivity analysis
Sensitivity analysis of the digraph model was conducted by changing the values of Qi’s one at a time and evaluating the % change in the QI. It suggests that, the QI changes by 1 % on changing each of the quality features i.e., precision of product’s function knowledge and product availability (one at a time) by 1 %. Further, a change in raw material quality, manufacturing compatibility and product characteristics by 10 % changes the QI by 7, 3.3 and 2.4 % respectively. The least change of 1 % in QI occurs for change in design process by 10 %. This is on expected lines as the digraph model did not consider cost constraints of building quality into the products and, therefore, the design process was unrestrained and was not significant in altering the product quality.
9 Utility of the work and scope for further development
Quality of the product does not depend on one single attribute, but depends on many features. These do not have one- to-one relationship with the product quality. This is due to their inter-relations and inter-dependencies. These can be conveniently modeled using GTA, which considers mapping of one feature onto another one at a time that is easier to perceive.
The proposed work can be used by product designers at conceptual design stage when they are faced with the challenge of choosing the best design alternative from the view point of product quality. The work demonstrated the methodology of evaluating the QI of a specific design. It showed that the design having the highest QI must be chosen as a preferred design as it is likely to meet most of the customer requirements being closer to ideal product quality. However, this work has not considered cost of quality, which is an essential element for product’s commercial success. As a future scope of this work, cost of quality may be synthesized with the quality features to evaluate the design having optimum quality. The model has not considered service quality of the product, which may have a significant influence on customer satisfaction. Moreover, this work does not claim to cover all the product quality features and further research may investigate adding onto the list of the features.
10 Conclusion
This paper dealt with evaluating the product quality at conceptual design stage, including identifying its variables and modeling these to evaluate the overall product quality. Necessary steps to evaluate it were detailed by using a case study to illustrate the methodology. The work is expected to help the designer in identifying the best design alternative among the available ones and will facilitate the movement of the design process towards the next step of fine tuning the detailed product design.
References
Ahmed H, Chateauneuf A (2014) Optimal number of tests to achieve and validate product reliability. Reliab Eng Syst Saf. doi:10.1016/jress.2014.04.014
Akao Y (1990) Quality function deployment (QFD). Integrating customer requirements into product design, Cambridge
Akao Y, Mazur GH (2003) The leading edge in QFD: past, present and future. Int J Qual Reliab Manag 20(1):20–35
Al- Hakim L, Kusiak A, Mathew J (2000) A graph-theoretic approach to conceptual design with functional perspectives. Comput Aided Des 32(14):867–875
Baldwin C, Clark K (1999) Design Rules. Harvard University Press, Boston
Bouti A, Kadi DA (1994) A state-of-the-art review of FMEA/FMECA. Int J Reliab Qual Saf Eng 1(4):515–543
Brad S (2008) Vectors of innovation to support quality initiatives in the framework of ISO 9001: 2000. Int J Qual Reliab Manag 25(7):674–693
Cristiano JJ, Liker JK, White CC (2000) Customer-driven product development through quality function deployment in the U.S. and Japan. J Prod Innov Manag 17(4):286–308
Colledani M, Tolio T, Fischer A, Benoit Iung B, Lanza G, Schmitt R, Váncza J (2014) Design and management of manufacturing systems for production quality. CIRP Ann Manuf Technol 63(2):773–796
Collins JA, Hagan BT, Bratt HM (1976) The failure experience matrix: a useful design tool. ASME Trans J Eng Ind 98(3):1074–1079
Coulibaly A, Mutel B, Ait-Kadi D (2007) Product modeling framework for behavioral performance evaluation at design stage. Comput Ind 58(6):438–449
Coulibaly A, Houssin R, Mutel B (2008) Maintainability and safety indicators at design stage for mechanical products. Comput Ind 59(5):438–449
Darvish M, Yasaei M, Saeedi A (2009) Application of the graph theory and matrix methods to contractor ranking. Int J Proj Manag 27(6):610–619
De Toni A, Tonchia S (1998) Manufacturing flexibility: a literature review. Int J Prod Res 36(6):1587–1617
Dekkers R, Chang CM, Kreutzfeldt J (2013) The interface between “product design and engineering” and manufacturing: a review of the literature and empirical evidence. Int J Prod Econ 144(1):316–333
Deo N (1974) Graph theory. Prentice Hall, Englewood Cliffs
Düpow H, Blount G (1997) A review of reliability prediction. Aircr Eng Aerosp Technol 69(4):356–362
Ebeling CE (2000) An introduction to reliability and maintainability engineering. Tata McGraw-Hill Education Private Limited, New Delhi
Fulton Suri J, Marsh M (2000) Scenario building as an ergonomics method in consumer product design. Appl Ergon 31(2):151–157
Gagnon B, Leduc R, Savard L (2012) From conventional to a sustainable engineering design process: different shades of sustainability. J Eng Des 23(1):49–74
Gao X, Barabady J, Markeset T (2010) An approach for prediction of petroleum production facility performance considering arctic influence factors. Reliab Eng Syst Saf 95(8):837–846
Gupta P, Gandhi OP (2013) Ontological modeling of spatial shaft-position knowledge for steam turbine rotor. Int J Syst Assur Eng Manag 4(3):284–292
Gupta P, Gupta S, Gandhi OP (2013) Modeling and evaluation of MTTR at product design stage based on contextual criteria. J Eng Des 24(7):499–523
Harary F (1994) Graph theory, Addison–Wesley: reading. McGraw-Hill, Massachusetts
Heidari F, Loucopoulos P (2013) Quality evaluation framework (QEF): modeling and evaluating quality of business process. Int J Account Inf Syst. doi:10.1016/j.accinf.2013.09.002
Hempelmann F, Engelen A (2014) Integration of finance with marketing and R&D in new product development: the role of project stage. J Prod Innov Manag. doi:10.1111/jpim.12237
Hsu Y-H, Fang W (2009) Intellectual capital and new product development performance: the mediating role of organizational learning capability. Technol Forecast Soc Chang 76(5):664–677
Hua Z, Yang J, Coulibaly S, Zhang B (2006) Integration TRIZ with problem-solving tools: a literature review from 1995 to 2006. Int J Bus Innov Res 1(1–2):111–128
Inman RR, Blumenfeld DE, Huang N, Li J (2003) Designing production systems for quality: research opportunities from an automotive industry perspective. Int J Prod Res 41(9):1953–1971
Jiang P, Guo B, Lim J-H, Zuo MJ (2010) Group judgement of relationship between product reliability and quality characteristics based on Bayesian theory and expert’s experience. Expert Syst Appl 37(10):6844–6849
Jin S, Zheng C, Yu K, Lai X (2010) Tolerance design optimization on cost-quality trade-off using shapely value method. J Manuf Syst 29(4):142–150
Bouza-Rodríguez JB, Alberto C-C, Agustín M-D (2014) A graphical method to assist quality decisions throughout the product development process. Qual Eng 26(4):467–478
Jurkat WB, Ryser HJ (1966) Matrix factorization of determinants and permanents. J Algebra 3(1):1–27
Karunanithi N, Whitley D, Malaiya YK (1992) Using neural networks in reliability prediction. Softw IEEE 9(4):53–59
Kayrbekova D, Barbadi A, Markeset T (2011) Maintenance cost evaluation of a system to be used in Arctic conditions: a case study. J Qual Maint Eng 17(4):320–336
Kim S, Baek JW, Moon SK, Jeon SM (2015) A new approach for product design by integrating assembly and disassembly sequence structure planning. In: Proceedings of the 18th Asia pacific symposium on intelligent and evolutionary systems, proceedings in adaptation, learning and optimization, vol 1. Springer International Publishing, Switzerland, pp 247–257. doi:10.1007/978-3-319-13359-1_20
Kumar VNA, Gandhi OP (2011) Quantification of human error in maintenance using graph theory and matrix approach. Qual Reliab Eng Int 27:1145–1172
Lawson B, Krause D, Potter A (2014) Improving supplier new product development performance: the role of supplier development. J Prod Innov Manag. doi:10.1111/jpim.12231
Lee J, Ni J, Djurdjanovic D, Qiu H, Liao H (2006) Intelligent prognostics tools and e-maintenance. Comput Ind 57(6):476–489
Lee WS, Grosh DL, Tillman FA, Lie CH (1985) Fault tree analysis, methods, and applications: a review. IEEE Trans Reliab 34(3):194–203
Yutong LI, Wang Y, Duffy AHB (2014) Computer-based creativity enhanced conceptual design model for non-routine design of mechanical systems. Chin J Mech Eng. doi:10.3901/CJME.2014.0620.117
Liao H, Zhao W, Guo H (2006) Predicting remaining useful life of an individual unit using proportional hazards model and logistic regression model. In: IEEE Reliability and Maintainability Symposium, RAMS’06, pp 127–132
List D (2001) The consensus group technique in social research. Field Res 13(4):277–290
Morita M, Machuca Jose AD, Flynn EJ, Pérez de los Ríos JL (2014) Aligning product characteristics and the supply chain process: a normative perspective. Int J Prod Econ. doi:10.1016/j.ijpe.2014.09.024
Nada OA, ElMaraghly HA, ElMaraghly WH (2006) Quality prediction in manufacturing system design. J Manuf Syst 25(3):153–171
Paramasivam V, Senthil V (2009) Analysis and evaluation of product design through design aspects using digraph and matrix approach. Int J Interact Des Manuf 3(1):13–23
Petersen KJ, Handfield RB, Ragatz GL (2005) Supplier integration into new product development: coordinating product, process and supply chain. J Oper Manag 22(3–4):371–388
Presig HA (2009) A graph-theory-based approach to the analysis of large-scale plants. Comput Chem Eng 33(3):598–604
Ribeiro JS, Gomes J, de O (2014) Extending producer responsibility: framework to incorporate life cycle assessment in aircraft preliminary design based on take-back policies. In: IEEE international conference on innovative design and manufacturing, Montreal, 13–15 August 2014
Ross PJ (1996) Taguchi techniques for quality engineering, 2nd edn. McGraw Hill, New York
Saleh JH, Mark G, Jordan NC (2009) Flexibility: a multi-disciplinary literature review and research agenda for design flexible engineering systems. J Eng Des 20(3):307–323
Sanchez R, Mahoney JT (1996) Modularity, flexibility, and knowledge management in product and organization design. Strateg Manag J 17(S2):63–76
Sapuan SM, Mansor MR (2014) Concurrent engineering approach in the development of composite products: a review. Mater Des 58:161–167. doi:10.1016/j.matdes.2014.01.059
Schilling EG, Neubauer DV (2012) Acceptance sampling in quality control. CRC Press, New York
Sehgal R, Gandhi OP, Angra S (2000) Fault location of tribo-mechanical systems: a graph theory and matrix approach. Reliab Eng Syst Saf 70(1):1–14
Sharma BC, Gandhi OP (2008) Digraph-based reliability assessment of tribo-pair. Ind Lubr Tribol 60(3):153–163
Sheng ILS, Kok-Soo T (2010) Eco-efficient product design using theory of inventive problem solving (TRIZ) principles. Am J Appl Sci 7(6):852–858
Simon AT, Di Serio LC, Pires SRI, Martins GS (2014) Evaluating supply chain management: a methodology based on a theoretical model. http://www.anpad.org.br/rac. Accessed 14 Oct 2014
Sousa GWL, Carpinetti LCR, Groesbeck RL, Aken EV (2005) Conceptual design of performance measurement and management systems using structured engineering approach. Int J Prod Perform Meas 54(5–6):385–399
Taguchi G (1986) Introduction to quality engineering. Asian Productivity Organisation, Tokyo
Tan CL, Vonderembs MA (2006) Mediating effects of computer-aided design usage: from concurrent engineering to product development. J Oper Manag 24(5):494–510
Tiwari V, Jain PK, Tandon P (2014) Design decision automation support through knowledge template CAD model. Comput Aided Des Appl. doi:10.1080/16864360.2014.949580
Tsai YT (2005) The preliminary investigation of system reliability and maintainability to develop availability sound designs. J Eng Des 16(5):459–471
Uddin A, Campean IF, Khan MK (2014) Complex product architecture analysis using an integrated approach. In: IOP conference series: material science and engineering, vol 65(1). IOP Publishing
Upton DM (1995) What really makes factories flexible? Harv Bus Rev 73(4):74–84
Vasantha GVA, Roy R, Lelah A, Brissaud D (2012) A review of product-service systems design methodologies. J Eng Des 23(9):635–659
Veryzer RW (1993) Aesthetic response and the influence of design principles on product preferences. Adv Consum Res 20(1):224–228
Wang HH, Yang QP (2014) Theoretical framework for innovation design with optimised customization. Appl Mech Mater 599–601:2206–2209
Whitney DE (2002) Physical limits to modularity. Working paper series, ESD-WP-2003-01.03, MIT, USA. http://www.aeroinside.com/incidents/type/b788/boeing-787-8-dreamliner. Accessed 11 March 2015
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gupta, S., Kota, S. & Mishra, R.P. Modeling and evaluation of product quality at conceptual design stage. Int J Syst Assur Eng Manag 7 (Suppl 1), 163–177 (2016). https://doi.org/10.1007/s13198-015-0357-3
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13198-015-0357-3