
Abstract
This paper proposes a statistical approach to analyze the mechanical properties of a standard test specimen, of cylindrical geometry and in steel 4340, with a diameter of 6 mm, heat-treated and quenched in three different fluids. Samples were evaluated in standard tensile test to access their characteristic quantities: hardness, modulus of elasticity, yield strength, tensile strength and ultimate deformation. The proposed approach is gradually being built (a) by a presentation of the experimental device, (b) a presentation of the experimental plan and the results of the mechanical tests, (c) anova analysis of variance and a representation of the output responses using the RSM response surface method, and (d) an analysis of the results and discussion. The feasibility and effectiveness of the proposed approach leads to a precise and reliable model capable of predicting the variation of mechanical properties, depending on the tempering temperature, the tempering time and the cooling capacity of the quenching medium.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Alloy steel 4340 is heat treatable steel. When it undergoes a heat treatment it gets a strong robustness, strong toughness, good ductility and immunity against embrittlement [1]. These many qualities allow it to be chosen as a premium alloy in the aviation, marine and automotive industries [2]. It is found in crankshafts of the automotive sector and in the marine environment, in the piston rods, the wheel shafts, aircraft parts, the gears, mechanical parts of boreholes, as well as in several other applications. When heated to a temperature above the Ac3 austenitization temperature, it changes from a solid phase to another solid with notable mechanical properties [3, 4]. This eutectic reaction plays a very important role in its heat treatment with a maintenance of the shape of its structure, during heating and cooling. Oven heat treatment controls heating and cooling, by acting at the microstructure level of the material, by modifying the mechanical properties, modifying physical properties such as thermal and electrical conductivity and also change the chemical properties like corrosion resistance [5]. This type of heat treatment consists in varying the temperature of the material by keeping it in the solid state. This time-dependent variation of temperature is called a thermal cycle and consists of a heating at a certain temperature above the Ac3 temperature, followed by a maintenance of the temperature at a certain time, and finally a cooling at a certain speed of well-defined cooling. Cooling is generally done in water, oil or air [6].
Each cooling medium is characterized by a convective heat transfer coefficient, which can be evaluated by empirical correlations. For alloy steel 4340, the rapid cooling of the austenite to a temperature below the critical value Ms causes a fixation of the carbon atoms inserted in the gamma (γ) region. At the atomic scale, the structure becomes quadratically centered instantly. This new solid insertion solution is called martensite and its formation is related to the rate of cooling of the heat-treated material in the oven. The cooling rate must be greater than the critical speed of the martensitic quench which is of the order of 8 °C s−1 for the alloy steel 4340. It is obvious that this condition depends on the thermal conductivity of the metal, the shape and dimensions of the material, and also the cooling capacity of the quenching medium [7]. In practice, after quenching, samples are returned to the oven in order to eliminate the intermolecular tensions of the rapid cooling which weakens the material. And also to obtain a change in mechanical properties by a change in the microstructure of the material. At the scale of the microstructure, after cooling, a mixture of martensite, residual austenite, bainite and carbides is obtained. While during the tempering this martensite turns into ferrite and the carbides and residual austenite turns into martensite and bainite.
A standard test specimen of a diameter of 6-mm in alloy steel 4340 can be considered as a thin body because it has a Biot number of less than 0.1 (number that compares heat transfer resistances inside and on the surface of the sample). This makes it possible to evaluate the cooling power of the quenching medium by using the approximation of the uniform temperature at any point of the sample. To determine the elastic behavior of a material and to measure its degree of tensile strength one can perform a tensile test which is a physics experiment in a uniaxial stress state. For metallic materials such as 4340 steel, the reference standard for a tensile test is ASTM E8 (Standard test methods for tension testing of metallic materials) which generally defines the shape and dimensions of the specimen, the loading speed and the calibration of the machine [8,9,10]. This test provides the values of the mechanical properties of a material such as the longitudinal modulus of elasticity, the Poisson’s ratio, the yield strength, tensile strength and elongation at break. An empirical correlation between Brinell hardness and Su tensile strength for low-work hardening alloys such as steels, aluminum alloys and titanium alloys was formulated by Datsko et al. in 2001. To estimate the accuracy of the results, Datsko et al. compared the experimental values and the estimated values of Su. The error obtained was weak and did not exceed 10% in most of the prediction cases. It has been shown that this method of predicting the value of Su from the value of hardness is easy to use and can be applied to a wide range of materials [11]. In the field of martensitic quenching, an interesting but untapped prediction using experimental analysis of the mechanical properties of AISI-4340 steel was developed in this study. The proposed approach allows for prediction and control based on oven heat treatment parameters: the variation in mechanical properties (hardness, yield strength, tensile strength and elongation at break) for a 4340-alloy steel specimen with a cylindrical geometry and a diameter of 6-mm. The approach is built progressively by a presentation of the experimental setup, a presentation of the experimental design and mechanical test results, an Anova variance analysis and a representation of the output responses using the response surface method. RSM, and an analysis of the results and discussion.
2 Experimental Procedure
2.1 Experimental Setup
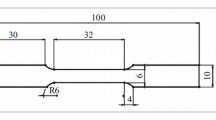
The experimental tests were carried out on standard test specimens in 4340 steel and cylindrical geometry, with a diameter of the calibrated portion of 6-mm. Figure 1 shows the dimensions of the specimen studied according to ASTM E8.

3D visualization of the geometry of the specimen
The samples were prepared, and heat treated in oven. The oven was set at a temperature of 900 °C, who is the eutectoid temperature of 4340 alloy steel, before receiving the samples. Once in the oven, the samples remained there for 20-min to reach the austenitic phase, then cooled in groups of three in air, oil and water. After quenching, the samples received a tempering at three different heating temperatures (300, 500 and 650 °C) and three different residence time in the oven (30, 60 and 90-min). After the heat treatment in the oven, the samples are carefully prepared, polished and etched using a Nital chemical solution (95% ethanol and 5% nitric acid). The hardness profiles were characterized by microhardness measurements programmed using the Clemex machine, and by macrohardness measurements using the Wilson-Rockwell-574 machine, with the Rockwell-C as a unit of measure for hardness.
Subsequently, they were subjected to tensile tests to evaluate their mechanical properties after quenching and tempering. Tensile tests were carried out using the MTS-810 tensile testing machine, which is an automated machine used to develop and qualify the use of materials. With a total load in tension, up to 100-kN. The flexibility of the configuration of this automatic tensile testing machine allows a variety of applications and centralized management of test results using the MTS TestWorks program. Once the specimen is in place, a displacement of the span is carried out which has the effect of stretching the specimen, and the force generated by this displacement is measured. The movement is done by a hydraulic piston system and the effort is measured by a force sensor inserted into the load line. The tensile load applied in our experiments was between 28- and 50-kN, with a strain rate of 0.015-min−1 [8]. At each increment of load, a measurement is taken by a displacement measuring sensor which makes it possible to accurately evaluate displacements. The test stops at the rupture of the specimen. Figure 2 shows the flow chart of the experimental tests.

Description of the experimental device
2.2 Experimental Design
To predict the mechanical properties of a material, using experimental modeling, it is essential to have relevant tests to adequately represent these characteristics according to the parameters of the test. To obtain results validating a model with as few tests as possible, it is essential to define an ordered sequence of experimental tests using an experimental design. This will collect new information by controlling one or more input parameters. Because of its efficiency and simplicity, factorial design is generally the most commonly used model for selecting values for each factor by simultaneously varying all factors. This type of experiment makes it possible to study the effect of each variable on the process, but with many tests that can then become very large. To avoid having to end up with a considerable number of tests to be carried out, it is essential to determine through a Taguchi experience plan the parameters of the optimal control factors that make the process more robust, more resistant, with a more efficient performance, consistent and statistically significant data in a minimum number of tests [12, 13]. In the case of furnace heat treatment, it is important to avoid the non-transformation of the steel and the melting of the surface layer of the material.
The experimental tests begin by defining the low and combined levels of the three factors used (oven temperature, oven residence time, and cooling medium) to ensure that these conditions are met. Table 1 shows the factors and levels used in the planning of experiments. As a result, three factors with three levels are considered. They are continuous and linked to oven tempering temperature (T), residence time (ORT) and convection heat transfer coefficient (HTC). The oven temperature in °C, the residence time in minutes and the coefficient of heat transfer by convection in W m−2 K−1 are considered as input parameters. The design that answers this problem is an L9 matrix corresponding to nine tests. Each test consists of following the experience methodology detailed in Fig. 2. The mechanical properties are determined by examining the tensile test results on the MTS machine (modulus of elasticity, yield strength, tensile strength, and ultimate strain) and examining the cross-sectional area of the samples to determine the average value of the hardness by measuring the microhardness.
The results obtained from the Taguchi L9 matrix were exploited using the contributions and the average effects of each factor on the final response. The percentage contribution of a single factor reflects the total variation observed in the experience attributed to this factor, and from the interactions between the factors.
2.3 Cooling Rate According to the Quenching Medium
In this study, the coefficient of heat transfer by convection was estimated according to the quench medium and using the empirical correlation formulated by Churchill et al. [14]. This correlation, which is adapted to scientific computing, involves the adimensional number of Nusselt (Eq. 1), Prandtl (Eq. 2) and Rayleigh (Eq. 3). And it is valid only for a Rayleigh number less than 1012.
The number of Prandtl which characterizes the ratio between the kinematic viscosity ϑ and thermal diffusivity α is given by Eq. (2). And the Rayleigh number that characterizes the heat transfer within a fluid, is given by Eq. (3). With Tf the average between the surface temperature of the solid Ts and the initial temperature of the cooling bath T∞, and D the diameter of the calibrated portion of the sample.
Equation (4) presents the adimensional number of Biot. For a specimen of diameter 6-mm and steel AISI-4340, the number Bi < 0.1 therefore we can consider that the body is thermally thin and we can then use the approximation of the uniform temperature to study the evolution over time of temperature.
Equation (5) presents the thermal balance and Eq. (6) presents the evolution of the sample temperature according to the convective heat transfer coefficient (Eq. 1), the geometric and thermal parameters of the material.
Figure 3a shows the evolution of sample temperature according to time and cooling medium. For 4340 steel, there is a critical fast cooling rate, which gives rise to the formation of a completely martensitic structure, and which is of the order of 8.3 °C s−1. We see in Fig. 3, by superposition with the 4340-steel cooling curve, that cooling in cold water (160 °C s−1), in oil (70 °C s−1) and in the air blown (20 °C s−1) will provide a fully martensitic structure. While cooling in the open air (2 °C s−1) will provide a mix between martensite and bainite. Figure 3b shows the value of the average hardness of the samples according to the quenching medium. These values were obtained by measurements of the micro-hardness of the surface at the center of the radial section of the cylinder, by cooling batch, and by repetition (×3) of the tests for a good statistical significance. Austenitization was performed at a temperature of 900 °C for a period of 20-min followed by cooling in three different fluids (water, oil and air).

Quenching medium. a Cooling speed. b Average variation in hardness
Figure 4 shows a microscopic visualization with magnification (×2000) of the observed microstructure. Figure 4a shows a completely martensitic structure with a low percentage of residual austenite observed for the majority of samples that received cooling in water and in oil. And Fig. 4b shows a structure composed of martensite, bainite and a small percentage of residual austenite observed for the majority of samples that received cooling in air.

Microscopic visualization. a Cooling in water and in oil. b Cooling in air
2.4 Measurements of Mechanical Properties
Table 2 presents the test grid with the results of the measurements of the yield strength, the ultimate tensile strength, the elongation at break, and the average hardness after tempering. The average hardness was determined by examining the cross-sectional area of the samples by microhardness testing.
Figure 5a–c shows the stress–strain curves of the tensile tests of the experiment planning tests in Table 2, according to the tempering temperature, the residence time in the oven and quenching medium. Figure 5d shows the values of hardness measurements, by test, before and after oven tempering.

a Strain versus tensile stress for test 1, 4 and 7. b Strain versus tensile stress for test 2, 5 and 8. c Strain versus tensile stress for test 3, 6 and 9. d Hardness before and after tempering
We notice that, the higher the temperature of the oven is high, and the longer the residence time in the oven is high, more the load corresponding to ultimate tensile strength is lower. So for an oven temperature of 300 °C and a residence time in the oven of 30-min, the maximum breaking load of our samples is 50-kN. And for an oven temperature of 650 °C and a residence time in the oven of 90-min, the minimum breaking load observed is 28-kN.
It is also noted that the power of the quenching medium after austenitization has an influence on the ultimate tensile strength. This influence on the load corresponding to the tensile strength is proportional to the coefficient of heat transfer by convection of the quenching medium.
Regarding the hardness, it is noted that it is inversely proportional to the temperature of the oven and the residence time in the oven. Its value changes from 45-HRC (Rockwell C) for an oven temperature of 300 °C and a residence time in the oven of 30-min, to 30-HRC for an oven temperature of 650 °C and a residence time in the oven of 90-min. It should also be noted that the value of the hardness is proportional to the coefficient of heat transfer by convection of the quenching medium.
2.5 Analysis of Variance (ANOVA)
To determine the influence of model input parameters (T, ORT, and HTC) on output responses (Sy, Su, Er and \({\mathcal{H}}\)), and thus quantify the decisions using hypothesis tests to know if the variation is influenced by a single parameter, different parameters or by a combination of parameters. An analysis of variance (ANOVA) [15, 16] was performed which is a widely used calculation technique to determine which design parameter affects the variation of mechanical properties. The parameter with the lowest contribution ratio is set to error factor to capture only the main factor affecting the final response. Generally, the ANOVA table contains the degrees of freedom, the sum of the squares, the average square, the value of P and the value of F. For each parameter studied, the value of the variance ratio F was compared with the values of the tables F standard.
Tables 3, 4, 5 and 6 present a variance analysis of the respective responses for Sy, Su, Er and \({\mathcal{H}}\) using the general stepwise method under the terms of order 1 for Sy, and the term order 2 for Su, Er and \({\mathcal{H}}\). A value of P less than 5% indicates that the corresponding factor (characteristic) has a significant effect on the model response. It is noted that the conventional elastic limit Sy is influenced mainly by the temperature of the oven (T), with a percentage of about 91.1%, and by the coefficient of heat transfer by convection (HTC) with a percentage of contribution of approximately 3.7%. The tensile strength Su, in turn, is influenced mainly by the temperature of the oven (T) with a percentage of 94%, as well as by the other parameters with a contribution percentage of about 5%.
Analysis of variance showed that the total elongation at break Er is influenced mainly by oven temperature (T) and oven residence time (ORT) and a combination of temperature and residence time, with a total contribution percentage of about 87.7%. Regarding the hardness after tempering, we note that it is influenced mainly by the oven temperature with a percentage of 81.3% and a combination of the other parameters (HTC and ORT), including their iteration, with a total percentage about 18.5%. It was concluded, within the range of parameter variation ranges that oven temperature, oven residence time, and convective coefficient of cooling medium are significant for the 94% response value of the model. Figure 6 shows the effect of all parameters on the average response value. The results obtained confirm that the value of the hardness, the Offset yield strength and the ultimate tensile strength decrease with increasing oven temperature, and that the elongation at break increases with the temperature and the residence time in the oven. And that the cooling medium has a significant effect on elongation at break.

Main effects plot: a Offset yield strength. b Ultimate tensile strength. c Elongation at break. d Hardness
Equation (7) presents the formulation of the multiple linear regression model, ANOVA analysis of variance, between the parameters used in the sensitivity study (T, ORT and HTC) and the output results (Sy, Su, Er and \({\mathcal{H}}\)). The regression model was obtained using the Minitab statistical analysis software (version 18). Table 7 shows the coefficients of the multiple linear regression polynomial P of the four output responses. The residual value squared (R2) of the regression polynomial is about 0.94, which is a value close to 1 (exact solution). Therefore, the responses of the prediction polynomial to the experimental tests are quite correct.
Figure 7 shows the measured and predicted curves of the regression model responses. The results are displayed for the nine tests of experience planning. In the range of the parameters defined in Table 1, it is possible to predict the mechanical properties with an error not exceeding 6%. The predicted curves align very well with the measured curves, which explains the good agreement between the predicted values and the measured values.

Measured versus predicted: a Offset yield strength. b Ultimate tensile strength. c Elongation at break. d Hardness
2.6 Analysis of RSM Model
To produce contour lines with variable response intervals according to the furnace heat treatment parameters of 6-mm diameter cylindrical specimens. And in order to analyze the relationships between the parameters (T, ORT and HTC) and the mechanical properties (Sy, Su, Er and \({\mathcal{H}}\)), the RSM experimental analysis was used, which is a technique of statistical analysis and, which has the advantage of being easy to apply [17, 18]. We chose to use the interpolation method Thin-plate-spline which gave a coefficient of determination of the order of 0.93, which is close to the value of the exact solution 1. Figure 8a shows the estimated response area for the change in the yield strength, according to the oven temperature and the convection heat transfer coefficient. The residence time in the oven was not considered in the graphical representation because it has a small percentage contribution (about 5%) on the variation of the value of Sy. Figure 8b shows the estimated response surface for the variation of tensile strength, according to the oven temperature and convection heat transfer coefficient. The residence time in the oven was not considered in the graphical representation because it has a small percentage contribution (about 1%) on the variation of the value of Su. Figure 8c shows the estimated response area for the change in ultimate elongation at break, according to oven temperature and oven residence time. The coefficient of heat transfer by convection was not considered in the graphical representation because it has a small percentage contribution (about 12%) on the variation of the Er value. Figure 8d, in turn, shows the estimated response area for the change in average hardness value according to oven temperature and oven residence time. The coefficient of heat transfer by convection was not considered in the graphical representation because it has a small percentage contribution (about 3%) on the variation of the total value of \({\mathcal{H}}\).

Contour plot. a Offset yield strength. b Ultimate tensile strength. c Elongation at break. d Hardness
The heat treatment process engineer may use multiple linear regression polynomials to predict mechanical properties as a function of parameters (T, ORT and HTC). As it can rely on response surfaces to evaluate mechanical properties, by perpendicular intersection of the chosen value in the abscissa axis (T) and the value chosen in the ordinate axis (ORT or HTC).
3 Discussion
From the contour lines and the analysis of variance, as shown in Figs. 6 and 8, it can easily be seen that the yield strength and the ultimate tensile strength are affected mainly by the cooling power of the quenching medium, and also the tempering temperature. And the elongation at rupture and the average hardness is influenced mainly by the residence time in the oven and the tempering temperature. The variation of the value of the average hardness before and after tempering as shown in Fig. 5d, can be explained by dependence on tempering temperature and cooling medium after austenitization of the material. According to stress–strain curves of tensile tests, as shown in Fig. 5a–c, we note that the groups of samples 1, 6 and 7, which were treated by tempering at a high temperature, have a limited resistance to traction greater compared with other samples groups that received a tempering at a higher temperature. From the point of view of ultimate elongation at break, it can be seen that a high temperature considerably increases its value to the detriment of the conventional limit of elasticity and the tensile strength limit. Which is quite normal as mechanical behavior of this type of material [1, 19]. At the level of the microstructure, it is noted that a cooling in the air, after austenitization, will provide a mixture between martensite and bainite. And that cooling in oil or water will provide a completely martensitic structure, because the cooling rate of our samples, as shown in Fig. 3a, is greater than the critical cooling rate which causes the formation of a completely martensitic structure.
4 Conclusions
In this study, we analyzed the variation of the mechanical properties of AISI-4340 steel according to three tempering temperature (300, 500 and 650 °C), three residence times in the oven (30, 60 and 90 min) and three cooling media (air, oil and water). The coefficient of heat transfer by convection of the quenching medium was evaluated for a 6-mm cylinder using empirical correlations adapted to scientific computation. The experimental approach developed using Taguchi experience planning and analysis of variance, allowed to highlight the influence of oven temperature on the set of mechanical properties, the influence of the cooling medium on the yield strength and the ultimate tensile strength, and finally the influence of the residence time in the oven on the elongation at break and the value of the final hardness after tempering. Prediction equations for mechanical properties have been proposed according to oven heat treatment parameters of the AISI-4340. The microstructure as showed a completely martensitic structure for the samples that received cooling in the oil or in the water, and a structure composed of martensite and bainite for samples cooled in air. The main findings found in this study can be used in practice for the steel industry. It would be interesting to consider completing this study by including other quenching fluids, and a thorough investigation to see the behavior of this approach in fatigue tests. We believe that the type of approach proposed in this study is the most appropriate way to develop mechanical properties control models for simple cylindrical geometries.
Abbreviations
- Ac3 :
-
Heating temperature at point A3 (°C)
- T :
-
Oven temperature (°C)
- ORT:
-
Oven residence time (min)
- HTC:
-
Heat transfer coefficient (W m−2 K−1)
- RaD :
-
Rayleigh number
- Nu:
-
Nusselt number
- Pr:
-
Prandtl number
- k :
-
Thermal conductivity of the material (W m−1 K−1)
- T s :
-
Surface temperature of the material (°C)
- T ∞ :
-
Ambient air temperature (°C)
- D :
-
Diameter of the specimen (mm)
- ϑ :
-
Kinematic viscosity (m2 s−1)
- α :
-
Thermal diffusivity (m2 s−1)
- g :
-
Gravitational acceleration (m s−2)
- T f :
-
Average temperature between Ts and T∞ (°C)
- Bi:
-
Biot number
- h :
-
Thermal transfer coefficient (W m−2 K−1)
- C p :
-
Specific heat (J kg−1 K−1)
- ρ :
-
Density (kg m−3)
- S :
-
Surface of the sample (m2)
- V :
-
Volume of the sample (m3)
- S y :
-
Offset yield strength (MPa)
- S u :
-
Ultimate tensile strength (MPa)
- E r :
-
Elongation at break (mm mm−1)
- \({\mathcal{H}}\) :
-
Hardness, HRC (Rockwell C)
- P :
-
Prediction polynomial
References
W.-S. Lee, S. Tzay-Tian, Mechanical properties and microstructural features of AISI 4340 high-strength alloy steel under quenched and tempered conditions. J. Mater. Process. Technol. 87(1), 198–206 (1999)
T.V. Philip, T.J. McCaffrey, Properties and Selection: Irons, Steels, and High-Performance Alloys, ASM Handbook, vol. 1 (ASM International, Materials Park, OH, 1990), pp. 430–448
R.K. Shiue, C. Chen, Laser transformation hardening of tempered 4340 steel. Metall. Mater. Trans. A 23(1), 163–170 (1992)
M. Jahazi, B. Egbali, The influence of hot rolling parameters on the microstructure and mechanical properties of an ultra-high strength steel. J. Mater. Process. Technol. 103, 276–279 (2000)
J.J. Kai et al., The effects of heat treatment on the chromium depletion, precipitate evolution, and corrosion resistance of INCONEL alloy 690. Metall. Mater. Trans. A 20(10), 2057–2067 (1989)
H. Cheng, H. Wang, X. Huang, Calculation of thermal stress field with non-linear surface heat-transfer coefficient during quenching. Met. Mater. 4(4), 601–604 (1998)
Y.V. Murty, T.Z. Kattamis, R. Mehrabian, M.C. Flemings, Behavior of sulfide inclusions during thermomechanical processing of AISI 4340 steel. Metall. Mater. Trans. A 8, 1275–1282 (1977)
ASTM E8/E8M. Standard test methods for tension testing of metallic materials. ASTM International, West Conshohocken (2009)
K. Liu, X. Cao, X.-G. Chen, Tensile properties of Al–Cu 206 cast alloys with various iron contents. Metall. Mater. Trans. A 45(5), 2498–2507 (2014)
D. Shahriari, M.H. Sadeghi, A. Akbarzadeh, M. Cheraghzadeh, The influence of heat treatment and hot deformation conditions on g′ precipitate dissolution of Nimonic 115 superalloy. Int. J. Adv. Manuf. Technol. 45, 841–850 (2009)
J. Datsko, L. Hartwig, B. McClorv, On the tensile strength and hardness relation for metals. J. Mater. Eng. Perform. 10, 718–722 (2001)
Phillip J. Ross, Taguchi Techniques for Quality Engineering (McGraw-Hill, London, 1988), p. 66
D.H. Kim, D.J. Kim, D.C. Ko, B.M. Kim, J.C. Choi, The application of the artificial neural network and taguchi method to process sequence design in metal forming processes. Met. Mater. 4(3), 548–553 (1998)
Stuart W. Churchill, Humbert H.S. Chu, Correlating equations for laminar and turbulent free convection from a vertical plate. Int. J. Heat Mass Transf. 18, 1323–1329 (1975)
K. Dehnad, Quality Control, Robust Design, and the Taguchi Method (Springer, New York, 1989)
K. Palanikumar, L. Karunamoorthy, R. Karthikeyan, B. Latha, Optimization of machining parameters in turning GFRP composites using a carbide (K10) tool based on the Taguchi method with fuzzy logics. Met. Mater. Int. 12(6), 483–491 (2006)
R.H. Myers, Response Surface Methodology (Allyn and Bacon, Boston, MA, 1971)
K. Dehghani, A. Nekahi, Interactive effects of aging parameters of AA6056. Met. Mater. Int. 18(5), 757–767 (2012)
G.Y. Lai et al., The effect of austenitizing temperature on the microstructure and mechanical properties of as-quenched 4340 steel. Metall. Trans. 5(7), 1663–1670 (1974)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Fakir, R., Barka, N. & Brousseau, J. Mechanical Properties Analysis of 4340 Steel Specimen Heat Treated in Oven and Quenching in Three Different Fluids. Met. Mater. Int. 24, 981–991 (2018). https://doi.org/10.1007/s12540-018-0120-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12540-018-0120-9