
The mechanical properties of steel 30CrMnSi (30KhGSA) are studied upon optimization of the mode of heat treatment with respect to four parameters [the duration of austenitization (15 – 40 min), the temperature of the first tempering (480 – 530°C), the temperature of the second tempering (the temperature of the first tempering ± 50°C), the duration of the second tempering (60 – 100 min)] and upon changing the cooling medium in quenching, first tempering, second tempering, and second refinement. The parameters are optimized using the method of analysis on the response surface for 30 tests. The structure of the steel after the treatment by the optimized modes is studied by scanning electron microscopy, including the methods of back-scattered electrons and energy dispersive analysis.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Steel 30CrMnSi (30KhGSA) is a well known representative of high-strength low-alloy steels. Various variants of heat treatment of this steel provide a wide range of mechanical properties, which makes this grade suitable for various operating conditions. The composition of steel 30CrMnSi fully matches that of the Russian 30KhGSA counterpart; the western counterparts are grades AISI 4130 and 5130 [1]. Table 1 presents the chemical compositions of steel 30KhGSA prescribed by the Russian Standard and of steel 30CrMnSi determined by a spark emission spectroscopic analysis. The design critical points for 30CrMnSi are as follows: Ac 1 = 718°C, Ac 3 = 846°C (reported values are Ac 1 = 760°C and Ac 3 = 830°C). The preferred temperature of austenitizing is about 890°C [2].
Repeated tempering of tool steels is a well known method, but such tempering is applied rarely to low-alloy steels. As a rule, the required properties are obtained by varying the parameters of one-stage (first) tempering. The available data show that two-stage tempering affects little the rupture strength. The dependence of the ductility and of the impact toughness on the composition of the steel and on the tempering temperature and time is more complex [3]. The effect of two-stage tempering is stronger in silicon-alloyed steels due to the action of silicon on formation of carbides during tempering. At a high Si : C proportion in the solid solution an ε-carbide may precipitate due to low-temperature tempering of martensite. At higher tempering temperatures carbon becomes steadier in the solid solution, and the volume fraction of the carbide phase decreases. The impact toughness of a steel can be raised by choosing the temperatures of the first and second tempering, if the steel contains alloying elements decelerating the decomposition of martensite. The appropriate choice provides optimum distribution of the carbide phase, admissible level of stresses in the martensite, and hence creation of optimum properties in the metal [3]. In [1] the impact toughness of steel 30KhGSA was measured after 3-h tempering at 200 – 600°C and cooling in air. Tempering at 250 – 400°C lowers the impact toughness, i.e., the steel becomes susceptible to temper brittleness. In [4] the microstructure and mechanical properties of steel 30KhGSA were studied after thermomechanical treatment in the range of intermediate stability of the austenite (austempering) under continuous cooling at different cooling rates, and the tempering temperature was optimized with the aim to obtain a bainitic structure. After austenitization at 900°C and 15-min deformation at 360°C, water quenching and 1-h tempering at different temperatures the structure acquired round-shape bainite. It should be noted that optimization of several parameters always requires a laborious statistical analysis for obtaining the best result. Today many researchers resort to different methods of design of experiment, including commercial ones widely used in the industry for reducing the time and the cost of the processes.
The most popular method of the kind is one-factor sequential experiment (OFSE). In some cases of complex mutual influence of the studied parameters such an experiment requires considerable time and economic resources and may give an inaccurate result.Footnote 1 The most effective way to raise the accuracy and efficiency of the time and economic resources is to resort to modified methods.
In the method of OFSE the parameters may vary with time sequentially (i.e., not simultaneously), and the mutual effect of several parameters is hardly determinable. Modern methods of design of experiment make it possible to allow for the mutual effect of two and more parameters [5]. The most popular methods of design of experiment are factorial design [6], Taguchi approach [7], and analysis of response surface (RSA) [8].
In the method of RSA the response may give a curve instead of a straight line obtained in the factorial approach. This may give a more accurate estimate and will make it possible to use polynomial models of the first order [9].
The aim of the present work was to optimize the modes of heat treatment (the time of austenitizing, the temperatures of the first and second tempering operations, and the duration the second tempering) of steel 30CrMnSi (30KhGSA) using the method of response surface analysis (RSA).
Methods of Study
The optimization criteria were the rupture and yield strengths, the hardness, and the elongation. We also took into account the effect of the environment after austenitizing and tempering, second tempering, and repeated refinement.
Optimization by the method of design of experiment was performed in two stages.
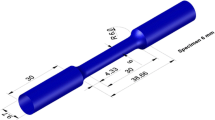
Stage 1. The initial materials were plates from steel 30CrMnSi 360 × 280 × 4 mm in size; the plates were used to cut specimens for tensile tests according to the ASTM E8M Standard (Fig. 1).

Sizes of a specimen for tensile tests according to ASTM E8M.
The chemical composition of the steel is presented in Table 1. It can be seen from the table that the content of phosphorus and sulfur in the metal is below the standardized upper limit (0.025%).
The steel was heat treated in a muffle furnace. The specimens were subjected to austenitizing at 900°C, cooled in oil at a temperature of 25°C and in air at 25°C. The time of the first tempering was 2 h. The ranges were as follows: the austenitizing time τaust = 15 – 40 min, the temperature of the first tempering t I = 480 – 530°C, its duration t I = 2 h, the temperature of the second tempering t II = t I ± 50°C, its duration t II = 60 – 100 min. In accordance with ASTM E8M two specimens were treated in each cycle. After this we measured their HRC hardness and performed tensile tests of each specimen. In all the cases the design was performed with the help of the Design Expert v7.0.0 software (Central Composite Design subset for creation of the model, simulation, statistical analysis and optimization by RSA). The tests were conducted in a random mode in order to minimize the effect of not controllable factors [10]. To raise the accuracy of the model and to lower the systematic errors and the human factor effect [11] five central points were used in the design of the experiments. Table 2 presents the parameters of the experiments designed. The standard number characterizes the sequence of computations, and the test number characterizes the sequence of conduction of tests. These numbers are required for obtaining random responses and lowering the influence of interferences on the results [9]. The experiments were performed in five periods. Each period was represented as a block in order to determine the possible error in each block.
When the results of each test are introduced as output data, the software forms a table for analysis of variance (ANOVA) and a model, and formulates conditions for conduction of a confirmatory trial. The ANOVA exhibits the effect of each parameter on the responses [9, 12]. After optimization, the results of the confirmatory trial are compared to the values predicted by the model.
Stage 2. We conducted six experiments by optimum regimes determined in the first stage for estimating all possible effects of each parameter. The modes of these experiments are presented in Table 3. The specimens with the best properties were studied by the methods of light and scanning electron microscopy.
RESULTS AND DISCUSSION
First Stage of Optimization by the Method of Design of Experiment
The responses for the experiments designed according to Table 2 are presented in Table 4. The optimization was based on the values of the rupture strength and elongation, but models were derived for all the four optimization criteria (responses).
A. Model for the yield strength σ0.2 (MPa):
where t I and t II are the temperatures of the first and second tempering stages (°C), respectively.
B. Model for rupture strength σr (MPa):
where τaust is the duration of the austenitizing (min).
C. Model for elongation δ (%):
Since the model of the elongation does not reflect the hierarchic tendency, the program has coded the former.
D. Model for HRC hardness:
Tables 5 and 6 present the results of the analysis of variance (ANOVA) for the rupture strength and the elongation, respectively. With allowance for the value of p of the model, we may state that the model is essential for both criteria (σr and δ) with probability 99.99%. In addition, the effect of the interferences is minimum, and the model is steady, because is inadequacy is low.
We compared the experimental results and the values computed by the model for each optimization criterion (Fig. 2). It can be seen that the experimental points deviate little from the computed values for the case of σr (Fig. 2b ).

Relation between computed (the ordinate) and experimental (the abscissa) values of the yield strength (a), ultimate strength (b ), elongation (c), and HRC hardness of steel 30CrMnSi.
Table 7 presents the values of the responses computed by the models. Comparison of the data of Tables 7 and 4 shows the relation between the experimental results and the values computed by the models.
With allowance for the data obtained for each criterion we may distinguish the effective parameters, i.e.,
– the temperatures of the first and second tempering — for the yield strength;
– the duration of the austenitizing, the temperatures of first and second tempering, and the duration of the second tempering — for the rupture strength;
– the temperatures of the first and second tempering — for the elongation;
– the temperatures of the first and second tempering — for the hardness.
We continued the optimization with allowance for the following conditions:
– maximization of σr (over 1050 MPa);
– maximization of δ (over 10%).
The optimized conditions were as follows: the time of the austenitizing 20 min, the temperature of the first tempering 480°C, the temperature of the second tempering 430°C, the duration of the second tempering 60 min.
The properties of the two specimens after this variant of heat treatment are presented in Table 8. In addition, we give in the table the scattering of the values of each optimization parameter with confidence interval 90%. The data of Table 8 show that the optimization has been successful. The experimental and computed (by the model) data agree well.
Second Stage of Optimization
In this stage we made experiments on estimation of the effect of the following parameters of heat treatment on the mechanical properties of the steel (Table 9):
A ) specimens after the first stage of statistical optimization;
B ) cooling medium after tempering and cooling rate;
D) repeated quenching and tempering;
E ) cooling medium after austenitizing;
F ) one-stage tempering after quenching;
G) normalizing before the principal treatment;
H) quenching without subsequent tempering.
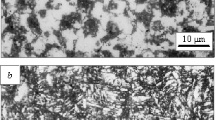
Figure 3 presents the results of metallographic analysis of initial and optimized (variant A ) specimens. In the initial condition we observe a ferrite-perlite structure with perlitic colonies (Fig. 3a ). After the optimized treatment the structure is represented by tempered martensite (Fig. 3b ). Figure 4 presents images of the structure of a specimen after optimum treatment obtained in secondary and back-scattered electrons. The image in back-scattered electrons presents a homogeneous structure with uniform distribution of the alloying elements in the matrix without a feature of segregation. The image in secondary electrons presents an ultrafine grained structure of acicular martensite. The results of the energy dispersive spectroscopy are presented in Fig. 5.

Microstructure of steel 30CrMnSi in the initial condition (a) and after optimization according to cycle A (b ).

Microstructure of steel 30CrMnSi after optimization (scanning electron microscopy): a) in secondary electrons (morphological analysis); b ) in back-scattered electrons (distribution of alloying elements).

Energy dispersive spectroscopy of heat treated steel 30CrMnSi (30KhGSA).
Experiment A is a result of statistical optimization after which the steel exhibits the best properties in accordance with the data of Table 9.
Experiment B proves the effect of the cooling medium (air or oil) on the mechanical properties of the steel. The strength increases and the ductility decreases upon growth of the cooling rate after the tempering, which causes high residual stresses.
The results of experiment D are lower than those of experiment A. The repeated quenching and first tempering in experiment D result in a lower level of mechanical properties. The second austenitizing after quenching and tempering naturally require less time than the austenitizing of a perlitic structure [13]. In addition, air heating of the steel causes its decarburization.
Experiment E shows that the cooling after the quenching determines the mechanical properties of the steel. The high cooling rate in water may give rise to high thermal and phase stresses and, as a consequence, to microcracks. Despite the fact that the stresses may decrease during tempering, microcracks will appear at stresses below the level of σr.
We may conclude from experiment F that 2-h tempering 480°C does not give an optimum result. It also follows from this experiment that in the process of second tempering at the relatively low temperature the internal stresses in the martensite decrease, whereas σr and δ grow.
Experiment G reflects positive action of normalizing on the mechanical properties of the steel (as compared to the results of experiment A ). Normalizing improves the perlitic microstructure of the initial specimen. In this case the optimum time of austenitizing is 20 min. The refinement of the microstructure of perlite not only improves its homogeneity but also promotes marked growth in the number of places of formation of nuclei. By the data of the crystallographic analysis the coarse-grained perlite in the initial specimen has a heterogeneous nature and, therefore, the austenitization lowers the mechanical properties.
The aim of experiment H was to compare the microstructures of the specimens before and after tempering. We expected a brittle behavior of the quenched specimen. However, the result was unexpected, namely, the combination of σr = 1650 MPa and δ = 9% was unusual for the steel studied.
Since the second tempering stage was absent in experiment F, comparison of the properties obtained after experiments F and A shows that the second tempering increases σr by 45 – 50 MPa, σ0.2 by 35 MPa and the hardness by 2 HRC, and lowers δ by 0.6% and ψ by 1.25%.
Conclusions
1. The method of plotting of response surface has been used for optimizing the regime of heat treatment for steel 30CrMnSi (30KhGSA) including two-stage tempering. The optimization criteria were the mechanical properties.
2. The optimum conditions for heat treatment of the steel are 20-min austenitizing at 900°C, first tempering at 480°C, and second tempering at 430°C for 60 min. After such treatment the steel has σ0.2 = 1003 MPa, σr = 1084 MPa, δ = 10.8%, and a hardness of 36 HRC.
3. After the optimum variant of heat treatment the steel acquires a more homogeneous structure of tempered martensite.
Notes
In addition, in some cases OFSE may skip optimum estates of the factors (Ed. note).
References
K. Amini, M. A. Soltani, A. Naghian, and M. Bashiri, “Effect of tempering on the impact resistance of 30CrMnSi steel,” MAJLESI J. Mat. Eng., No. 4, 59 – 63 (2009).
Worldwide Guide to Equivalent Irons and Steels, ASM International, USA (2006).
S. A. Madyanov, “Effect of double tempering on the properties of steels,” Metalloved. Term. Obrab. Met., No. 7, 63 – 64 (1973).
G. Hu, Z. Liu, P. W. Wang, et al., “Tempered bainite embrittlement in some structural steels,” Acta Metall. Sin., 2, 337 – 342 (1989).
A. Gonzales, “Two level factorial experimental designs based on multiple linear regression models: tutorial digest illustrated by case studies,” Anal. Chim. Acta, 360, 227 – 241(1998).
A. N. Semenov, M. I. Plyshevskii, V. P. Gordo, and N. S. Rossoshkina, “Application of the method of design of an optimum experiment to determine regimes of thermomechanical treatment of welded joints of zirconium alloys,” Met. Sci. Heat Treat., 55(5 – 6), 265 – 269 (2013).
Q. Dai, R. Song, and Z. Guo, “Choosing the optimum heat treatment for cold-rolled dual-phase steel by the method of orthogonal design,” Met. Sci. Heat Treat., 55(5 – 6), 270 – 274 (2013).
Y. K. Kovneristyi, S. P. Efimenko, G. F. Korznikova, and A. I. Milyaev, “Thermomagnetic treatment of magnetically hard alloy of the Fe – Cr – Co system with 8% Co,” Met. Sci. Heat Treat., 46(5 – 6), 192 – 195 (2004).
M. Anderson and P. Whitecomb, DOE Simplified: Practical Tools for Effective Experimentation, Productivity Inc., Oregon (2000), pp. 1 – 196.
S. Kehoe, M. Ardhaoui, and J. Stokes, “Design of experiments study of hydroxyapatite synthesis for orthopaedic application using fractional factorial design,” J. Mater. Eng. Perform., 20, 1423 – 1437 (2010).
M. Ghadiri, A. Vatanara, D. Doroud, and A. Najafabadi, “Paromomycin loaded solid lipid nanoparticles characterization of production parameters,” Biotechnol. Bioproc. E, 92, 2580 – 2585 (2011).
Software Help. Design-Expert Software, Version 7.1, User’s Guide, Technical Manual, Stat-Ease Inc., Minneapolis (2007).
M. A. Golozar, Principles and Application of Heat Treatment of Steel, Markaze Nashre Daneshgahi, Isfahan (2008).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallovedenie i Termicheskaya Obrabotka Metallov, No. 11, pp. 57 – 65, November, 2015.
Rights and permissions
About this article

Cite this article
Nekouei, R.K., Akhaghi, R., Ravanbakhsh, A. et al. A Study of the Effect of Two-Stage Tempering on Mechanical Properties of Steel 30CrMnSi Using Analysis on Response Surface in Design of Experiment. Met Sci Heat Treat 57, 694–701 (2016). https://doi.org/10.1007/s11041-016-9945-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11041-016-9945-3