
Abstract
Sheet-bulk metal forming (SBMF) processes are characterized by a successive and/or simultaneous occurrence of different load conditions such as the stress and strain states. These conditions influence the material flow and often lead to a reduced geometrical accuracy of the produced components. To improve the product quality, a control of the material flow is required. One suitable approach, the local adaption of tribological conditions by means of surface modifications of tool or workpiece, so-called tailored surfaces. To control the material flow and thus to improve the component accuracy, methods to reduce and to increase friction are needed. The aim of this study is to determine requirements for necessary adaptions of the friction, the identification of tribological mechanisms for different types of tool-sided tailored surfaces as well as the verification of the effectiveness of these surface modifications to improve the results of a specific SBMF process. The numerical analysis of a combined deep drawing and upsetting process revealed that this process is characterized by two areas of varying tribological load conditions. Using a numerical analysis, the friction factor gradient between these two areas was identified as a main influencing factor on the material flow. Based on this finding, Chromium-based hard coatings for the reduction of the friction and high-feed milled surfaces for an increase of the friction were investigated regarding their frictional behaviour. The results of the ring-compression tests revealed that the carbon content and the post treatment of coated tool surfaces are relevant to reduce the friction. The increased profile depth of the milled surfaces was identified as the main influencing factor on the tribological behaviour of this kind of tailored surfaces. The effectiveness of both types of tailored surfaces was verified for the combined deep drawing and upsetting process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Requirements for an increased light-weight construction [1] and a near-net shape manufacturing [2] of functional components forces the manufacturing industry to upgrade their products. This trend is strengthened by ecological challenges and legal requirements. A promising approach to deal with the requirements is to manufacture close tolerance and highly integrated functional components. Conventional bulk and sheet metal forming processes are limited when producing these components. An innovative approach to meet the existing challenges is the combined application of sheet and bulk forming operations, using SBMF processes. These processes are defined as the application of bulk forming operations on sheet metals [3]. A classification of sheet-bulk metal forming processes is exemplary given by Mori [4]. The importance of this process class is shown by several research results within the last years. Mori exemplary analysed the manufacturing of semi-finished products, so-called tailored blanks, using a sheet-bulk forming operation [5]. Wang [6] investigated the manufacturing of a pin shaped functional element using a process combination of deep drawing and upsetting. Especially the combination of a sheet and a bulk forming operation applied on sheet metals allows varying load conditions. Thus, within one single process, high contact normal stresses combined with short sliding paths can occur simultaneously with low contact normal stresses and high sliding paths. The resulting load gradient significantly influences the material flow, in many cases yielding a reduced product quality. Based on this limitation of the process, one main challenge within SBMF processes is the control of the material flow to improve the geometrical accuracy of the produced components. Former investigations have shown that a local increase or reduction of the friction is an efficient approach to control the material flow in SBMF [7]. As the surface properties are major influencing factors on the tribological conditions, the modification of the sheet or the tool surface is one possible approach to meet the unsolved challenges within the scope of SBMF.
The modification of the tool as well as the sheet surface is characterized by advantages and disadvantages. An adaption of the tool surfaces requires a lower manufacturing effort. A disadvantage is the increasing wear during the operating time of the tool, which can lead to a reduced effectiveness of the modified tribological system. An advantage of the adaption of the sheet surface is the full utilization of the effectiveness, as every single forming process requires a new adaption. The main disadvantage is the higher manufacturing effort. Every single semi-finished product needs to be adapted. One important aim in SBMF is the shortening of the process chains. Concerning this requirement a modification of the tool surface seems more suitable than a modification of the sheet surface. Based on this assumption, the current study focuses on the fundamental investigation of different types of modifications of the tool surface and their tribological influencing factors. This is necessary to use the full potential of this type of surface modification.
Methodology
The aim of the study is to investigate the effectiveness of locally applied surface modifications on tool components using a holistic experimental and numerical approach. The effectiveness of tool-sided surface modifications is validated using a combined deep drawing and upsetting process. The applied methodology is shown in Fig. 1.

Methodology
For a comprehensive investigation of the effectiveness of tool-sided tailored surfaces requirements regarding the local adaption of the friction conditions have to be defined. Therefore, an FE model of the investigated combined deep drawing and upsetting process was used. Based on an evaluation of the tribological load conditions, a suitable local friction adaption of the respective tool components was selected. To identify how the friction in the different tool areas needs to be adapted, different friction factor combinations were numerically investigated and evaluated regarding their influence on the die filling of the functional elements. The FE program Simufact.forming 12.0.1 was used for the numerical identification. To reduce the simulation time, a 4.5° segment of the component was calculated using the symmetry of the part. Based on the numerical results, two manufacturing processes that can be applied to increase or reduce friction were selected. Both processes were evaluated regarding the influenced surface properties and their frictional behaviour using a laboratory friction test. The aim is to identify the surface properties which mostly influence the friction. Based on the identified surface properties and the results of the numerical study, suitable tailored surfaces were selected. The chosen tailored surfaces were used to evaluate the effectiveness of tailored surfaces regarding their potential to improve the die filling of functional elements within the investigated SBMF process.
For the analysis of the tribological behaviour of the tool-sided tailored surfaces, specimens made of the deep-drawing steel DC04 (1.0338) and the high-strength steel DP600 (1.0936) were used. Both workpiece materials have an initial sheet thickness t0 of 2 mm and were cut by a Trumpf CO2 – laser. As tool material, the powder metallurgical tool steel ASP2023 (1.3344) with a hardness of 60 ± 1 HRC was used.
To investigate the tribological behaviour of the tailored surfaces, a ring-compression test as a laboratory friction test was used. A scheme of the setup of the test is shown in Fig. 2 a).

a) Test principle and b) initial workpiece geometry of the ring-compression test
Due to the requirements in SBMF, a specific workpiece geometry, which was adapted to the forming conditions, was used, as presented in Fig. 2 b. Using a numerical feasibility study, the highest sensitivity regarding changes in tribological conditions for an initial sheet thickness t0 of 2 mm was identified for an inner diameter of 9 mm and an outer diameter of 15 mm. The friction conditions can be determined based on the resulting workpiece geometry after a punch stroke of 1 mm. The smaller the resulting inner diameter, the higher is the friction. Trescas friction law was used for the evaluation of the friction factor. The friction factor m was determined by means of numerical identification. In this regard, an FE model of the ring compression test was implemented in Simufact.forming 12.0.1. The inner diameter functions as an indicator for the occurring friction. Several friction factors were simulated for both sheet materials DC04 and DP600 and calibration curves were derived using the curve fitting tool of the programme Matlab R2013b.
Both functions are shown in Fig. 3. These functions can be used to derive the friction factors from the experimentally determined inner diameters of the formed specimen. The experimental investigations of the RCT were carried out on the hydraulic deep drawing press Lasco 100SO with a ram speed of 1 mm/s. To guarantee a statistical coverage, three workpieces were tested for each test series. Beruforge 150DL with an amount of 10 g/m2 was used for lubrication.

Functions to determine the friction factor m based on the measured inner diameter Di
Numerical identification of tribological requirements
Within this chapter, requirements regarding the tribological adaptions for the investigated SBMF process are numerically defined. In order to understand the process itself, the process and the limitations are described in a first step.
Process description and analysis
The investigated SBMF process is a single stage process combination of a deep drawing and an upsetting step. The tool consists of an internally geared drawing die, an upsetting punch, an upsetting plate and a drawing punch in Fig. 4. The drawing die, which determines the outer dimension of the cup, and the upsetting punch are part of the upper tool. The upsetting plate and drawing punch belong to the lower tool. The manufactured functional component, analysed within this study, is an external geared cup with 80 teeth. The outer diameter of the component amounts to 82.72 mm. Within the investigation, the height of the cup after forming is 9 mm. The component is manufactured from a blank with an initial diameter of 100 mm and a sheet thickness of 2 mm. In a first step, the blank is clamped between the upsetting punch and drawing punch. The cup is drawn, by a movement of the drawing die downwards over the drawing punch. When the drawing die is positioned on the upsetting plate, the upsetting process is initiated by a downward movement of the upsetting punch and the drawing punch. Due to the resulting reduction of the height of cup, a radial material flow into the gear cavities of the drawing die is induced. This enables the forming of the functional elements. The process is described in detail in [7]. The load conditions vary during forming due to the process combination of deep drawing and upsetting.

Tool setup of combined deep drawing and upsetting process [7]
These varying load conditions significantly influence the material flow and thus the geometry of the produced part. One resulting problem is the limited die filling of the functional elements, which is exemplary shown in Fig. 5 for a 4.5° segment of the functional area.

Limited die filling of functional elements
The die filling of the experimentally formed functional elements is lower than the die filling of the aimed geometry. This will negatively influence the in-service behaviour of the manufactured component and is thus a major process limit. The reduced die filling can be explained by the uncontrolled material flow during forming which is caused by the locally varying load conditions. Especially during the upsetting, the material flow is directed from the functional area into the bottom of the cup, which leads to a thickening of the cup bottom and thus a reduced die filling of the functional elements. The uncontrolled material flow is highly influenced by the two areas of varying load conditions. In the area of the functional elements, the load values regarding the contact normal stress and surface enlargement are comparatively high [7]. The bottom area of the cup is characterized by comparatively low load values [7]. Both areas are shown in Fig. 6. Numerically determined values of contact stress, sliding path and surface enlargement are discussed in [7].

Zones of varying load conditions [7]
Due to an increase of the friction in the area of the cup bottom, the material flow from the functional area into the cup bottom should be impeded. Additionally, a friction reduction in the gearing area promotes the material flow into the gearing cavities, which leads to a higher die filling. Thus, methods to increase and to reduce friction are needed. A detailed numerical study was used to determine the requirements regarding the needed local adaption of the friction.
Numerical study
The experimental design of the friction factor study is shown in Fig. 7. It can be stated that the friction factor in the area of the gearing mGearing needs to be smaller than in the area of the cup bottom mBottom. Within the study, mGearing was set to 0.05. This value was chosen because this is the lowest identified friction factor in SBMF investigations so far. For mBottom, six different values were chosen. The values range from 0.075 to 0.45. The aim is to generate different friction factor gradients ΔmBottom/Gearing between the gearing area and the cup bottom. This friction factor gradient is defined as:

Experimental design of the numerical feasibility study
The selection is based on the assumption that a higher friction factor gradient between both areas leads to a higher impedance of the material flow into the cup bottom and hence a promotion of the material flow into the gearing cavities. The influence of the friction factor gradient was evaluated by determining the material volume in the functional area using the CAD program Creo Parametric 2.0. The evaluation area, respectively the functional area, is shown in Fig. 8. The determined volumes are referenced to the volume of a component with 100% die filling.

Evaluation area
Figure 9 shows the results of the numerical study. The diagram shows that a local adaption of the friction is suitable to influence the material flow, and thus the die filling of the functional elements.

Die filling of the functional area
Additionally, the die filling increases with higher values of the friction factor gradient ΔmBottom/Gearing. For the lowest gradient of 0.025, the die filling amounts 88%. For the highest gradient 0.4, the die filling has a value of 93%. The greater the difference between mBottom and mGearing, the higher the die filling of the functional elements. This confirms the assumption above. Based on these results, it can be stated that an increase of the friction factor difference between zones of varying load conditions leads to higher die filling ratios of the functional elements. Thus, a surface modification that leads to comparatively high friction conditions needs to be applied in the area of the cup bottom. In the gearing, a surface modification with comparatively low friction factors has to be chosen. Within the next chapters, different manufacturing processes to increase or reduce friction due to a modification of the tool surface, is presented.
Modification of tool surfaces
In conventional sheet and bulk forming operations, the tools are manufactured by a combination of hard machining and a surface finishing step. Hard machining generates the tool geometry. Typical processes are grinding, electrical discharge machining and milling. A polishing step is usually used to finish the surfaces [8]. This kind of surface finish reduces friction and abrasive wear during forming [9]. Additionally, hard coatings, like TiN or TiC, are usually applied on the polished tool surface to reduce the abrasive wear. Apart from wear reduction DLC coatings are also known for their very low and stable friction conditions [10]. There are further approaches to influence the friction due to a modification of the tool topography in sheet and bulk forming operations. Twardy [11] investigated the influence of micro milled tool surfaces on the friction in micro deep-drawing processes including that micro milling can be used to reduce the friction. Another approach is machine hammer peening of sheet forming tools [12]. This method leads also to a reduction of the friction during forming. Neudecker [13] investigated the friction reducing potential of deterministically arranged microstructures manufactured by laser. In bulk forming operations, the friction can be exemplary reduced by an application of deterministically arranged lubricant pockets using laser texturing [14]. This friction reducing potential of laser textured tool surfaces was confirmed by Wagner [15] using the Double Cup Extrusion test.
It can be stated that all listed methods, which are used to modify the tool surface in conventional processes, are applied to reduce friction. In SBMF, a method to increase the friction is needed as well. Thus, new tool surface finishing processes need to be investigated. The selection must consider the requirement in SBMF regarding a shortening of the process chain as well as during the tool manufacturing process. As a friction reducing method, Cr-based hard coatings, which affect the chemical surface composition, were applied on the tool surface. To increase the friction, a high-feed milling process, which influences the surface roughness, was selected. This hard machining step replaces the manual polishing step and thus shortens the process chain during the manufacturing of the tool. To use the full potential of both types of surface modifications, the surface properties, which influence the friction, need to be determined. Within the next chapters, both processes are described and relevant surface properties are identified by analyzing their influence on the tribological conditions.
Friction reduction – Cr-based hard coatings
Chromium-based hard PVD coatings are known for their high wear resistance [16], which is one requirement in SBMF. Especially CrN based coatings are characterized by a high toughness and a good oxidation resistance [17]. An addition of aluminium elements leads to a further increase of the hardness due to a reduced grain size and a finer microstructure of the coating [18]. Another advantage of this kind of coating is given by the opportunity to tailor the chemical composition of thin films by adjusting the carbon and nitrogen content. This leads to an adjustment of the tribological properties of the surface [19]. For this reason, nano-crystalline aluminium-rich CrAlN coatings are modified by incorporating carbon leading to a phase separation. Previous studies revealed that the formed nanocomposite coating consists of a crystalline fcc CrAlN phase that is surrounded by amorphous carbon [20]. By a further shifting of the atmosphere to pure carbon and increasing the Cr/Al ratio, the carbon can be dissolved into the Mn + 1AXn-phase structure. These ternary carbides (Cr2AlC) are formed by recrystallization during the PVD process with temperatures above 450 °C [21]. The chemical composition (at. %) of the investigated coating systems, their mechanical properties as well as fracture images of their cross sections are given in Fig. 10. All coatings show a very dense morphology with no defect, which indicates a high adhesion to the substrate. Additionally, it is noticeable that the mechanical properties such as the hardness and Young’s modulus are highly dependent on the carbon level.

Chemical composition and mechanical properties of Cr-based hard coatings
As mentioned above, the chemical composition is one surface property which highly influences the friction conditions [19]. Table 1 shows the element composition of the three investigated Cr-based hard coatings synthesized in a magnetron sputtering device CC800/9 Custom (CemeCon AG, Germany). Especially the carbon content influences the friction. The higher the carbon content, the lower the friction should be [22]. This is known from literature and needs to be proven for SBMF processes as well.
Additionally, the coating process itself increases the surface roughness. The higher the roughness, the higher the friction. As this is contrary to the requirements concerning the frictional behaviour of coatings in SBMF, this surface property needs to be considered as well. Thus, the coatings are evaluated in an as-deposited and a mechanical post-treated state to identify correlations between the tribological behaviour and the surface roughness. For the post treatment, a polishing step, which is supposed to reduce the roughness, is applied.
In a first step, the influence of the coating process itself and the post-treatment on the surface roughness need to be evaluated. For this evaluation, the reduced peak height Rpk has been determined. The reduced peak height determines the average height of the protruding peaks above the roughness core profile. The higher roughness peaks impede the material flow. Thus, the higher the Rpk value, the greater the impedance of the material flow. Figure 11 shows the results of tactile roughness measurements.

Reduced peak height of the as-deposited and post-treated coatings
The evaluation of the as-deposited condition confirms the assumption that the application of coatings leads to an increase of the roughness compared to the uncoated original surface. The Rpk value of the CrAlN coatings amounts to 0.12 ± 0.01 μm. This equals a roughness increase of 53% compared to the uncoated reference. The roughness increase correlates directly with the amount of carbon in the PVD-coatings and can be explained by the higher amount of amorphous C-phases. This is valid for both conditions. Additionally, the evaluation shows that a post-treatment of the coated surfaces leads to a reduction of the roughness compared to the as-deposited condition. Thus, the influence of the surface roughness on the friction conditions can be investigated independently from the influence of the carbon content.
To identify the influence of the roughness and the carbon content, these properties were correlated with the determined friction factors. Both correlations are exemplary shown in Fig. 12 for DC04. The results are transferable to DP600. The correlation between friction and carbon content in Fig. 12 a) reveals that there is a trend towards a reduced friction with increased carbon content. For the post-treated condition, the friction factor is reduced from 0.13 ± 0.01 to 0.11 ± 0.002 from the lowest to the highest carbon content. This equals a reduction of 15%. For the as-deposited conditions the friction can be lowered by 24%. The influence of the carbon content can be explained on the one hand by the phase separation forming a nanocomposite with an amorphous carbon phase and, on the other hand, by the ternary Mn + 1AXn-phase. The evaluation also shows that there is a difference between the as-deposited and the post-treated condition. The friction factor of all three polished surfaces is lower than the friction values of the as-deposited condition. Thus, the roughness also influences the friction. This is indicated in Fig. 12 b). The lower the roughness, the lower is the friction. All three friction factors of the as-deposited surfaces are higher than the friction factor of the reference. The friction factors of the polished surfaces are lower than the reference. Thus, beside the carbon content, the surface roughness of the coated surfaces highly influences the resulting friction. To use the friction reducing potential of Cr-based hard coatings, the coated surfaces need to be post-treated to reduce the roughness increase caused by the coating process. All in all, it can be stated that the chemical surface composition and the surface roughness are relevant properties, which needs to be considered when generating coatings with a high friction reducing potential.

Correlation between friction factor and a) carbon content b) roughness for DC04
Friction increase – High-feed milling
To increase the friction on hardened surfaces, a high-feed milling process was investigated within this study. High-feed milling is a process that is mainly used for rough machining or milling of hardened materials [23]. Compared to the conventional milling process, high feeds per tooth with a low axial cutting depth are used [24]. The tools have complex cutting edges and are optimized to transfer the milling force in z-direction which stabilises the process and leads to compressive residual stresses in the tool surface [25]. Depending on the process parameter and the tool geometry, high-feed milling can produce a wide range of surface structures [26]. Peuker [27] showed that higher feed rates lead to higher roughness values.
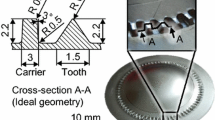
Furthermore, a variation of the lead angle can affect the roughness as well. The surface roughness highly influences the friction. The higher the roughness, the higher the friction should be. In order to analyse the influence of the surface roughness, different surface structures, manufactured by using different lead angles, were applied within this study. The milling process was conducted with a DMG HSC 75 5-axis milling machine. In order to achieve a higher friction in radial direction, the tool paths for the milling process were orientated radially. The process parameters as well as the NC-paths for the milling process are shown in Fig. 13.

Experimental setup and process parameter for investigated surface structures
By processing radial surface structures on the tool surfaces with round areas, the radial immersion ae varies depending on the radius of the surface. This leads to a small radial immersion value in the centre of the tool surface and a large value at the border. To achieve a more balanced proportion and thus to minimize the influence on the friction, the NC-paths were split. Therefore, the lowest value of radial immersion is set to 0.75 mm. If the NC-path spreads more than 1.5 mm because of a larger radius, new NC-paths were generated between the NC paths to vary the friction on the tool surfaces. Three different surface structures were milled using the described NC-paths. The surface roughness is adjusted using three different lead angles βf: 0°, 1.5°, and 3°. All other parameters were kept constant.
Figure 14 shows scans of all three topographies and the respective Rpk values. The higher the lead angle βf, the higher is the reduced peak height.

Topographies and roughness values of high-feed milled tool surfaces
The Rpk value increases from 0.49 to 1.38 from the lowest to the highest lead angle. This can be explained by the fact, that depending on the lead angle βf, a different part of the cutting edge is in contact with the material. This highly influences the resulting roughness of the surface. While using a lead angle of 0°, all four cutting edges are in contact with the material and only one cutting edge is in contact at an angle of 3°, which leads to an increase of the surface roughness. The differences in the surface roughness should lead to varying friction conditions. To investigate this, the friction factor values were correlated with the Rpk values. Figure 15 reveals that high-feed milled tool surfaces are a suitable method to increase the friction in comparison to an unmodified tool surface. The friction factor for a lead angle of 3° and the workpiece material DC04 amounts to 0.24 ± 0.001. This equals an increase of 75% compared to the reference surface. For DP600, the increase amounts to 65%. The trend between roughness and friction is almost linear. The higher the roughness, the higher is the friction. This can be explained by the fact that due to the higher roughness, the interaction between the roughness peaks of the tool and the workpiece surface is enforced. This results in an impedance of the material flow and thus leads to higher friction values. Due to the high-feed milling of the tool surface, the roughness and thereby the friction are significantly influenced. The highest roughness and thus friction can be realized within this investigation using a lead angle of 3°.

Correlation between friction factor and roughness for DC04 and DP600
Effectiveness of tool surface modifications
Based on the results of the numerical study of the SBMF process and the experimental friction investigation of the different tailored surfaces, appropriate surface modifications were selected. These were used to investigate their effectiveness to improve the die filling of the functional elements within the combined process.
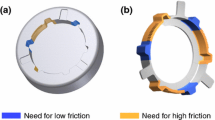
The numerical results in Fig. 9 reveal that the friction in the area of the cup bottom needs to be increased while the friction in the area of the functional elements should be reduced. Thus, in the area of cup bottom a tailored surface, which leads to a very high friction factor, needs to be chosen. As shown above, a high-feed milled tool surface using a lead angle of 3° generates the highest friction factor within the investigated parameter range. Thus, based on the tool components defined in Fig. 6, the upsetting punch and the front face of the drawing die were modified by high-feed milling. Additionally, in the area of the functional elements, the friction needs to be reduced. This can be realized by the application of Cr-based hard coatings at the gearing cavities of the drawing die and the lateral surface of the drawing punch. Within the investigation, only the lateral surface of the drawing punch was modified. This is due to the fact that an adaption of the drawing die would make this tool component unusable for further investigations. For the investigation, the CrAlCN coating in combination with a post treatment was applied in this area. This is not the coating that leads to the lowest friction factor. But this coating combines the advantages of a nitridic coating system and high carbon content. Fig. 16 shows the adapted tool components and the tailored surfaces.

Positions of the different tailored surfaces on the respective tool components
Besides the investigation of the general effectiveness of modifications of the tool surface, the influence of the friction factor gradient ΔmBottom/Gearing should be investigated.
In addition to the application of the high-feed milling structure and the coating on the respective tool components, only the high-feed milling structure was applied on the drawing and upsetting punch. Thus, two different friction factor gradients ΔmBottom/Gearing were investigated.
The experiments were performed on the triple-acting hydraulic press Lasco TZP 400/3 with a maximum press force of 4.000 kN. The part ejection is enabled by an external hydraulic cylinder. To determine the die filling, the parts were scanned using a topometric 3D–sensor ATOS. Based on this measurement results, the die filling was determined analogously to the numerical investigation. The material volume in the functional area was detected using the CAD system Creo parametric 2.0. The determined material volume was referenced to the material volume of a component, which is characterized by 100% die filling.
Figure 17 shows the results of the die filling analyses. Both surface modifications lead to an increase of the die filling in comparison to the reference surface. The die filling of a just high-feed milled tool surface has a value of 91 ± 0.27% for DC04 and 88.8 ± 0.45% for DP600. This is just a slight increase in comparison to the reference. For DC04, the increase is 0.25% and for DP600, 1.6%. The combination of high-feed milled and coated tool surfaces leads to a higher increase of the die filling. For DC04, the die filling increases by 3.6% compared to the reference. These values amount to 3.1% for DP600. In a first step, the results show the general effectiveness of tool-sided tailored surfaces to control the material flow in SBMF.

Die filling of functional elements
The difference regarding the die filling between the only high-feed milled tool surface and the combination of the two surface modifications confirms the assumption for the friction factor gradient ΔmBottom/Gearing. Due to the application of the high-feed milling structure on the drawing and the upsetting punch as well as the application of the coating on the lateral surface of the drawing punch, the gradient is higher than for the other investigated modification. Thus, the higher the gradient, the better the control of the material flow. The friction increases in the area of the cup bottom using high-feed milling what impedes the material flow in this area. Thus, more material remains in the area of the functional elements. Additionally, using a CrAlCN coating for the friction reduction in the area of the gearing promotes the material flow, which increases the die filling.
It can be stated that tool-sided surface modifications are an appropriate approach to control the material flow in SBMF. The investigation of Cr-based hard coatings and high-feed milling structures revealed the suitability of these two surface modification processes. To increase the die filling, the friction conditions between the two areas of different tribological load conditions need to be enlarged.
Summary and outlook
Within this study, the suitability of modifications of the tool surface to improve the process result of a selected SBMF process was shown. Based on a numerical study and with regard to the needed tribological adaptions, different manufacturing methods to adapt the tool surface were analysed. To increase the friction, high-feed milling was invested as a surface finishing step. The analysis revealed that an increase of the roughness leads to higher friction factors due to higher lead angles. This can be explained by an enforced interaction of the roughness peaks of the tool and sheet surface. Cr-based hard coatings were investigated as a method to reduce friction. The results reveal that the increased roughness due to the coating process and the change of the chemical surface composition influence the resulting frictional behaviour. To obtain low friction values, the coated surfaces need to be post-treated to reduce the roughness. Additionally, the analysis revealed that the carbon content highly influences the friction. The higher the carbon content, the lower the friction. To verify the effectiveness of coated and milled tool surfaces, two structures were selected and applied onto selected tool components of the combined deep drawing and upsetting process. The analysis of the die filling of the functional elements showed that a local adaption of the tribological conditions is suitable to control the material flow and thus to improve the geometrical accuracy of the produced parts. Additionally, it was shown that the difference of the friction between the tool areas of varying load conditions needs to be increased to ensure the best possible material flow control.
Future works should focus on the investigation of the wear behaviour of modifications of the tool surface. Furthermore, the effectiveness of a combination of workpiece- and tool-sided surface modifications should be analysed.
References
Kleiner M, Geiger M, Klaus A (2003) Manufacturing of lightweight components by metal forming. Annals of the CIRP 52(2):521–542
Doege E, Thalemann J (1989) Near net-shape forming in sheet-metal forming and forging. Annals of the CIRP 38:609–616
Merklein M, Allwood JM, Behrens BA, Brosius A, Hagenah H, Kuzman K, Mori K, Tekkaya AE, Weckenmann A (2012) Bulk forming of sheet metal. Annals of the CIRP 61(2):725–745
Mori K (2012) Bulk forming of sheet metals for controlling wall thickness distribution of products. Steelresearch Journal, Weinheim: Wiley-VCH: 17–24
Mori K, Abe Y, Osakada K, Hiramatsu S (2011) Plate forging of tailored blanks having local thickening for deep drawing of square cups. J Mater Process Technol 211(10):1569–1574
Wang ZG, Yoshikawa Y, Osakada K (2013) A new forming method of solid bosses on a cup made by deep drawing. Annals of the Cirp 62(1):291–294
Löffler M, Andreas K, Engel U, Schulte R, Groebel D, Krebs E, Freiburg D, Biermann D, Stangier D, Tillmann W, Weikert T, Wartzack S, Tremmel S, Lucas H, Denkena B, Merklein M (2016) Tribological measures for controlling material flow in sheet-bulk metal forming. Prod Eng 10(4–5):459–470
Klocke F, Dambon O, Behrens B (2011) Analysis of defect mechanisms in polishing of tool steels. Production Engineering Research and Development 5(5):475–483
Lange K (1985) Handbook of Metal Forming. McGraw-Hill, New York
Fontaine J, Donnet C, Erdemir A (2008) Fundamentals of the tribology of DLC coatings. In: Donnet C, Edemir A (ed) Tribology of diamond like carbon films. Springer, New York, pp 139–154
Twardy S (2014) Funktionsgerechte Fertigung von Mikroumformwerkzeugen durch Mikrofräsen. phd thesis, Universität Bremen
Trauth DH (2016) Tribology of machine hammer peened tool surface for deep drawing. phd thesis, RWTH Aachen
Neudecker T (2004) Tribologische Eigenschaften keramischer Blechumformwerkzeuge – Einfluss einer Oberflächenendbearbeitung mittels Excimerlaserstrahlung. phd thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg
Popp U (2006) Grundlegende Untersuchungen zum Lasterstrahlstrukturieren von Kaltmassivumform-werkzeugen. phd thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg
Wagner K (2011) Beanspruchungsangepasste Kaltmassivumformwerkzeuge durch local optimierte Werkzeugoberflächen. phd thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg
Vetter J, Lugscheider E, Guerreiro SS (1998) (Cr:Al)N coatings deposited by the cathodic vacuum arc evaporation. Surf Coat Technol 98:1233–1239
Krawate M, Hashimoto A.K, Suzuki T (2003) Oxidation resistance of Cr1-xAlxN Ti1-xAlxN films. Surf Coat Technol 165(2):163–167
Ding XZ, Zeng XT (2005) Structural, mechanical and tribological properties of CrAlN coatings deposited by reactive unbalanced sputtering. Surf Coat Technol 200(6):1372–1376
Tillmann W, Stangier D, Schröder P (2016) Investigation and optimization of the tribo-mechanical properties of CrAlCN coatings using Design of Experiments. Surf Coat Technol 308:147–157
Ahn S-K, Kwon S-H, Kim K-H (2011) Effect of carbon on microstructure of CrAlCxN1-x coatings by hybrid coating system. Trans Nonferrous Metals Soc China 21:78–82
Sun Z, Ahuja R (2006) Ab initio study of the Cr2AlC (0001) surface. Appl Phys Lett 88:161913
Polcar T, Cvrcek L, Siroky P, Novák R (2005) Tribological characteristics of CrCN coatings at elevated temperature. Vacuum 80(1–3):113–116
Paulo JA (2011) Machining of Hard Materials. Springer, London
Abele E, Dewald M, Heimrich F (2010) Leistungsgrenzen von Hochvorschubstrategien im Werkzeug- und Formenbau. Werkzeug und Formenbau 105:737–743
Lucas H, Denkena B, Grove T, Krebs E, Kersting P, Freiburg D, Biermann D (2015) Analysis of Residual Stress States of Structured Surfaces Manufactured by High-Feed and Micromilling. HTM Journal of Heat Treatment and Materials 70(4):183–189
Zabel A, Surmann T, Peuker A (2008) Surface structuring and tool path planning for efficient milling of dies. In: Abele E (ed) 7th international conference on high speed machining proceedings, Bamberg, pp 155–160
Peuker A (2015) Werkzeugentwicklung für die Transplantation thermisch gespritzter mikrostrukturierter Funktionsschichten auf Druckgusswerkstücke, Vulkan Verlag, Essen
Funding
This work was supported by the German Research Foundation (DFG) within the scope of the Transregional Collaborative Research Centre on Sheet-Bulk metal forming (CRC/TR 73, Subprojects A1, B3, B5 and C1).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Löffler, M., Schulte, R., Freiburg, D. et al. Control of the material flow in sheet-bulk metal forming using modifications of the tool surface. Int J Mater Form 12, 17–26 (2019). https://doi.org/10.1007/s12289-018-1399-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-018-1399-2