
Abstract
Sheet-bulk metal forming (SBMF) is characterized by successive and/or simultaneous occurrence of quite different load conditions regarding stress and strain states. These conditions significantly influence the material flow and thus the geometrical accuracy of the components. To improve the product quality a control of the material flow is required. An appropriate approach is given by locally adapted tribological conditions due to surface modifications of tool and workpiece, so-called tailored surfaces. Within the present study different methods to adapt the surfaces are presented and investigated with respect to their tribological effectiveness in SBMF. In a first step, requirements regarding necessary adaptions of the friction values for two SBMF processes are numerically defined. Based on the requirements different tailored surfaces are presented and analyzed regarding their tribological influence. Finally, the potential of surface modifications to improve SBMF processes is shown.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Global competition and legal requirements associated with ecological challenges and growing customer expectations force the forming industry to upgrade their products. A promising approach to deal with the existing requirements such as lightweight construction and material use minimization is given by closely tolerated and highly integrated functional components. Conventional bulk and sheet metal forming processes often reach their limits in producing geometrically complex parts [1]. An innovative approach to meet these challenges is given by the process class SBMF which is characterized by the application of bulk and sheet forming processes on sheets [2]. This combination leads to globally and locally spatial and a temporal variation of load conditions. Within one single process, low contact normal stresses combined with long sliding paths can simultaneously occur with very high contact normal stresses and short sliding paths. The resulting gradient in contact normal stresses between different areas leads to an uncontrolled material flow, in many cases yielding a reduced product quality. Thus, one key challenge in SBMF is given by the control of the material flow. An appropriate method to realize this is given by the local adaption of the tribological conditions. As the surface properties are major influencing factors on the tribological conditions, the modification of workpiece and tool surface are possible approaches to meet the challenges. To use the potential of these so-called tailored surfaces, the selection of suitable surface adaptions adjusted to the respective boundary conditions, is required. The aim of the present study is the definition of requirements and the investigation of different tailored surfaces regarding their functional efficiency.
2 Definition of requirements for controlling material flow
2.1 Process analysis
To define requirements regarding the tribological adaption, two processes are analyzed: a forward extrusion process and a combined deep-drawing/upsetting process. Both represent typical SBMF processes with varying forming conditions. The processes start from circular blanks and are aimed to produce a gearing component. Based on a general description, a numerical investigation is used to determine requirements regarding a local adaption of the tribological conditions.
2.1.1 Forward extrusion process
The investigated forward extrusion process enables the simultaneous forming of rectangular carrier elements and triangular tooth elements on a circular blank (Fig. 1). The forming of different functional element geometries within one component is investigated to analyse how element geometry is influencing material flow and die filling.

Resulting geometry
The tool set-up consists of a pre-stressed die including the functional element cavities, a punch, a blank holder and a counter punch (Fig. 2).

Process design of a forward extrusion process
At the beginning of the process, a blank with an outer diameter of 120 mm and a thickness of 2 mm is positioned on the die (Fig. 3a). By a defined punch movement of 1.7 mm in z direction, the gearing is formed (Fig. 3b).

Tool kinematic a beginning and b end of the process
The process can be divided into two zones of different tribological load conditions (Fig. 4).

Zones of varying tribological load conditions
Table 1 shows the numerically identified tribological load conditions for both regions. For the FE simulation the Tresca friction law was used. As contact algorithm a node-to-segment contact of the FE program simufact.forming 12.0.1 was applied. In general zone 1 is defined as the contact area between blank, punch, blank holder and counter punch. This zone is characterized by low contact stresses, nearly no surface enlargement and moderate sliding paths. The contact area between die and blank where the functional elements are formed is defined as zone 2 which can be characterized by high contact stresses, high sliding paths and a significant surface enlargement occur.
Due to the high contact stresses in zone 2, material flow is directed into the middle of the blank resulting in a reduced die filling of the functional elements. To impede the material flow from zone 2 into zone 1 an increase of the friction in zone 1 is a promising approach. By such a measure the material flow into the cavities is increased whereas the flow into the surrounding areas is constrained. The effectiveness of such an approach was numerically investigated using the FE software simufact.forming 12.0.1. As reference, the process was simulated with a constant friction factor of 0.05 in all contact areas. The effectiveness was evaluated for two different gradients in friction factor of zone 1 (varied) and zone 2 (fixed to reference value) defined by 0.15 and 0.25, respectively. As shown in Fig. 5, the adaption leads to just a slight increase of the die filling of the triangular element and a significant improvement for the rectangular element. This effect becomes more distinct with increasing friction factor gradient. As a general result the local adaption based on the zones with varying tribological load conditions is useful to improve the process results.

Die filling of a triangular and b rectangular element
2.1.2 Combined deep-drawing and upsetting process
The combined deep drawing and upsetting process is used to produce a cup-shaped component with a circumferential gearing (Fig. 6).

Resulting geometry
The tool set-up consists of a drawing die, an upsetting punch, an upsetting plate and a drawing punch (Fig. 7). The drawing die has an internal gearing which determines the outer dimensions of the cup.

Process set-up for the combined deep drawing and upsetting process
In the initial position the blank with a diameter of 100 mm and a sheet thickness of 2 mm is axially clamped between the drawing die and the upsetting punch (Fig. 8a). As the drawing die moves over the drawing punch the deep drawing process starts by forming a cup (Fig. 8b).

Tool kinematic a beginning, b after deep drawing and c end of the process
When the drawing die is in contact with the upsetting plate the upsetting process is initiated by moving both the upsetting and drawing punch downwards. Due to a reduction of the cup height during upsetting the material flows radially into the gear cavity (Fig. 8c).
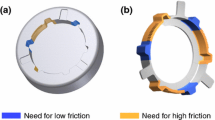
The forming process can be divided into two zones with different tribological load conditions (Fig. 9).

Zones of varying tribological load conditions
Zone 1 is the contact area between upsetting and drawing punch being characterized by low contact stresses, low sliding paths and no surface enlargement (Table 2). In contrast, in zone 2, where the functional elements are formed, contact stress, sliding path and surface enlargement are getting comparatively high (Table 2). For the determination of the tribological load conditions simufact.forming 12.0.1 was used with the same conditions as in Sect. 2.1.1.
Due to the high contact stresses in zone 2, the material flow is directed from zone 2 into zone 1 resulting in a reduced die filling of the functional elements. Analogously to the extrusion process, the material flow into zone 1 might be reduced by increasing the friction in this area. Using the same approach as for the extrusion process discussed above, the effect of local friction adaption can be shown, cf. Fig. 10.

Die filling of functional elements
Again, the higher the gradient between the friction factor of zone 1 and 2 is the higher is the die filling. Thus, the increased friction in the cup bottom impedes the material flow into this area, simultaneously increasing die filling, and finally positively influencing the geometrical component accuracy.
2.2 Definition of requirements
Based on the results of the process analyses in Sect. 2.1 the investigated processes can be divided into zones of specific tribological load conditions. The forming zone of the functional elements, respectively zone 2, is characterized by high contact pressures, high surface enlargement and long sliding path. This leads to an impeded material flow into the cavities and a material flow into zone 1, which is characterized by low contact stresses, low surface enlargement and nearly no sliding paths. By increasing the friction factor in zone 1 the material flow into this area can be impeded. Using numerical investigations it has been shown that with an increasing gradient between the friction factor of zone 1 and 2 the die filling of the functional elements is improved. Thus, methods to locally increase friction in zone 1 and to locally reduce the friction in zone 2 are required.
3 Development and application of tailored surfaces
Based on the defined requirements an adaption of the friction conditions is needed. The tribological behaviour is highly influenced by the workpiece and tool surface and the used lubricant. In conventional sheet and bulk forming operations a polishing step is used as surface finish for tool surfaces [3]. This is aimed to reduce friction and abrasive wear during forming [4]. Additionally, hard coatings, like TiN or TiC, are applied on the polished tool surface to reduce the abrasive wear. Beneath the tool surface properties the lubricant is very import for the tribological conditions in conventional processes. In sheet-forming operations oil-based lubricants are applied on the workpiece-surface to reduce friction, abrasive and adhesive wear [5]. For bulk forming operations a zinc phosphate layer in combination with lubricants, like molybdenum disulfide, are often used [6]. All approaches of the conventional processes have in common that they are used to reduce friction and to globally change friction. Thus, based on the numerically defined requirements these conventional approaches are not always useful as methods to locally increase and reduce friction in SBMF processes. This motivates the need for an investigation of non-conventional modifications of the tribological system for an application in SBMF. As a local adaption is needed the application of different lubricants is complicated due to the often liquid consistency of lubricants. Thus, the modification of workpiece and tool surface to so-called tailored surfaces is the most promising approach. In general, there are two different methods to adapt the friction conditions of tool and workpiece surface: a modification of the chemical surface composition or of the near surface properties like topography and strain hardening.
Within this study a-C:H:W and Cr based hard coatings are analyzed regarding the potential to influence the friction. Both types of coatings have the potential to fulfill the requirements in zone 2 due the friction decreasing potential. An adaption of the surface topography can be realized by different manufacturing processes applied on tool or workpiece surface. To modify the tool surface micromilling, grinding and high-feed milling are investigated. The use of micromilling enables the generation of deterministic structures. Grinding and high-feed milling are aimed to produce quasi-stochastic structures and quasi-deterministic structures, respectively. The application of these structures in general leads to a roughness increase and thus an increase of the friction conditions as needed in zone 1. For an adaption of the workpiece topography deterministic and stochastic structures applied by micro embossing and abrasive blasting are investigated. The application of deterministic structures is aimed to generate lubrication pockets and thus to reduce friction. The increase of surface roughness and near surface strain hardening by abrasive blasting is aimed to increase the friction. Figure 11 summarizes the described classification.

Classification of tailored surfaces in SBMF
Within the next paragraphs the characteristics of the different tailored surfaces are presented. Besides the general description, surface properties and tribological behavior of two surface modifications for each surface modification are analyzed. The surface properties are described using the 3-D measured topography, the average surface roughness Rz, and the near surface state of strain hardening. The strain hardening can be measured indirectly by the full width at half maximum FWHM of X-ray interference lines [7]. To determine the tribological behavior of the tailored surfaces a ring compression test (RCT), which has been adapted to the forming conditions in SBMF [8], is used as laboratory friction test (Fig. 12). In such a test lower inner diameters are indicating high friction and v.v.

a Test principle and b initial workpiece geometry of the RCT
Table 3 gives an overview of numerically identified tribological load conditions of the RCT. The values were determined using the FE program simufact.forming 12.0.1 applying the Tresca friction law and a node-to-segment contact.
The tribological load conditions in the laboratory friction test deviate from the described SBMF processes especially with regard to the contact stresses. Thus, the laboratory friction test does not exactly cover the occurring load conditions in SBMF processes. This simplification of the real conditions leads to the consequence that the tribological behavior of the surface modification in the RCT is not transferable directly to the behavior in the SBMF process. But it is a good method, to model the general conditions with challenging tribological load conditions especially with regard to surface enlargement and sliding path. The FE model of the RCT can also be used to numerically identify friction factors. To realize this, several friction factors are simulated and a calibration curve is determined. The friction factor is derived by comparing the simulated and the experimentally determined inner diameters after forming. The friction factors can be used to evaluate the tribological behavior of the investigated surface modifications.
For all the experiments the deep drawing steel DC04 as workpiece material and ASP2023/1.3344 (60 ± 1 HRC) as tool steel was used. The experimental investigations were carried out on a hydraulic deep drawing press Lasco 100SO with a ram speed of 10.00 mm/s. To guarantee a statistical coverage three workpieces were tested for each test series. Beruforge 150DL with an amount of 10 g/m2 was used as lubricant.
3.1 Tool-sided adaption
3.1.1 Adaption of chemical surface composition
By an adaption of the chemical surface composition using coatings a reduction of the friction should be realized. Additionally, due to the specific load spectrum in SBMF a good wear behavior of the coatings is needed. To meet both requirements two different coatings were investigated: a-C:H:W coatings and Cr based hard coatings. a-C:H:W coatings are known for their high friction reducing potential. Cr based hard coatings are characterized by a good wear behavior.
3.1.1.1 a-C:H:W coatings
Amorphous carbon coatings are known for their low friction combined with a high wear resistance and hardness [9]. Due to comparatively low compressive stresses [10] and high mechanical toughness of the coating material [11], especially a-C:H:W are suitable for an application under high contact pressures which occur in SBMF. The necessary adaption of the tribological behavior [12] can be realized by a variation of the deposition parameters.
3.1.1.2 Cr based hard coatings
The nitridic or carbo-nitridic Cr-based hard coatings are synthesized by nitrogen and/or hydrocarbon compounds (acetylene) by means of reactive sputtering processes. In general, the friction conditions of these coatings can be influenced by the element composition. For example carbon incorporation leads to the formation of C-rich phases and thus reduced friction. Additionally, the application of metallic interlayers either stops or reduces growth of defects in the coating both leading to minor friction.
3.1.1.3 Evaluation of the tribological influence
To exemplarily evaluate the tribological behavior of the tool-sided coatings two a-C:H:W and two Cr based hard coatings are investigated. To analyze the potential of a-C:H:W coating these coatings vary regarding their deposition parameters (Table 4). The DLC1 coating is characterized by a lower bias voltage Ubias and a higher argon flow rate Φ(Ar). This combination normally leads to a higher percentage of hydrogen, a lower wettability of the coating and thus higher friction values.
The Cr based hard coatings vary regarding the elemental composition with respect to the ratio of nitrogen/carbon and therefore influence the friction conditions (Table 5). The main difference is given by the C content.
As the coating process itself leads to a slight increase of the roughness due to surface defects, all coated surfaces were afterwards polished. Figure 13 shows the result of the RCT. The friction factor varies within a range of 0.08–0.13. The higher friction of the DLC1compared to the DLC2 coating is caused by the lower affinity to interact with the lubricant due to the lower wettability. The lower friction of the CrAlCN coating compared to the CrAlN coating can be explained by the carbon content, forming amorphous phases [13].

Results of the RCT
In general, all investigated coatings are useful to reduce friction and thus to adapt the tool surface in zone 2.
3.1.2 Adaption of surface topography
Besides an adaption of the chemical surface composition, a modification of the tool topography is also suitable to influence the friction. The different structures reach from deterministic to quasi-deterministic and quasi-stochastic patterns. This broad investigation of different types is needed as the effect of structures under SBMF conditions has not been investigated yet.
3.1.2.1 Deterministic-structures: micromilling
Micromilling can be used to manufacture small deterministic microstructures on the tool surface which are aimed to adapt the tribological behavior. This process enables the near-shape machining using CAD models of the structures and NC programs and is especially suitable for generating sophisticated tool geometries. The structures can be machined in many different designs which are limited by the cutter geometry and cutter diameter. The research focuses on bionically-inspired [14] and technological structures as micro dimples [15]. These deterministic structures normally lead to an increase of the friction [116].
3.1.2.2 Quasi-deterministic structures: high-feed milling
Similar to the micromilling process high-feed milling is used to manufacture microstructures which are aimed to adapt the tribological behavior of the tool surface [17]. While micromilling is used to produce deterministic microstructures designed by CAD, high-feed milling processes leads to quasi-deterministic microstructures. Surface topographies with a high reproducibility can be machined by the use of different cutting edge forms and milling parameter values. One characteristic of the high-feed milling process are the low axial cutting depth as well as the high feed per tooth. This combination leads to a special kind of surface topography due to the fact that some areas of the material are not machined [16].
3.1.2.3 Quasi-stochastic structures: grinding
Grinding with toric pins is a promising process for grinding free form surfaces with constant contact conditions. In general the two strategies frontal and lateral can be distinguished. The frontal strategy is defined by cutting and feed direction transverse to each other, while when grinding laterally, cutting direction and feed direction are parallel. These strategies and process parameters can be used to realize different surface roughnesses [18] and thus varying tribological conditions. The frontal strategy normally leads to lower surface roughness and higher productivity [18]. A higher feed rate also leads to higher productivity but at the same time and as a function of the cutting speed it also leads to feed marks on the surface and thus worsening of the surface quality.
3.1.2.4 Evaluation of tribological influence
For the evaluation of the tribological influence two selected surface modifications of each manufacturing process are investigated. The topographies shown in Fig. 14 are influenced by the process parameters which are explained below.

Topographies of structured tool surfaces
The micromilling structures are characterized by a bionically inspired deterministic pattern (MiMi1) with a 100 % degree of coverage and a technological structure (MiMi2) with a 10 % degree of coverage. The structure depth amounts to 10 µm. The MiMi1 is manufactured using a micromilling tool with a diameter of 1 mm. The tool which was used for the MiMi2 has a diameter of 0.2 mm. The application of the structures results in an increase of the averaged profile depth what should significantly influence the tribological conditions.
The high-feed milling structures HiFe1 and HiFe2 are generated using a feed per tooth fz of 0.25 mm, a lead angle α of 3° and a width of cut ae of 1 mm. For both structures a milling tool with a diameter of 10 mm was used. The tool used for HiFe1 is additionally characterized by a free-formed cutting edge. This should result in a lower roughness compared to HiFe2 which was generated using a tool with a straight cutting edge.
The ground surfaces GR1 and GR2 were manufactured using electroplates tools with CBN grinding grains with a grain size of dg = 91 µm and a cutting speed of vc = 30 m/s. Radial lines were chosen as tool path with a tool path distance of ab = 1° resulting in a surface finish symmetrical to the centre of the die. The feed rate of GR1 amounts to vf1 = 200 mm/min. To manufacture GR2 a feed rate of vf2 = 1000 mm/min, which results in feed marks transverse to feed direction, was used. These feed marks are especially prominent in the extracted profile from the 3D surface. Combined with the grinding groves these results in a higher surface roughness compared to GR1 where no clear feed marks are distinguishable from the grinding grooves anymore.
The lowest determined friction factor of the presented surface modifications amounts to 0.14. The highest friction factor has a value of 0.2. To determine the influencing factors on the friction conditions Fig. 15 correlates the roughness and the resulting inner diameters. All described tailored surfaces act friction increasing. There is a tendency to increasing friction values with increasing roughness values. Thus, all manufacturing processes can be used to adapt the tool surfaces in zone 1 which has been defined in Sect. 2.

Correlation between roughness and friction
3.2 Workpiece-sided adaptions
Besides an adaption of the tool surface, a modification of the workpiece surface is possible. The following paragraphs are aimed to present two friction influencing methods.
3.2.1 Deterministic structures: micro embossing
Micro embossing processes are used to generate deterministic, friction reducing lubricant reservoirs on the workpiece surface which originally is characterized by a stochastic electrical discharge texture (EDT). Due to flattening of the workpiece-sided deterministic microstructures during forming, a hydrostatic pressure in the closed lubricant reservoirs is built up which takes over a part of the nominal load, thus relieving the real contact area and reducing friction. The friction-reducing potential depends on the specific properties of microstructures which mainly can be characterized by structure diameter, structure depth, degree of coverage, and the total quantity of structures on the whole workpiece surface. The investigations revealed that the friction reducing potential depends on the total quantity of structures. The lower the quantity, the lower is the friction. This is explainable by the interaction of the stochastic structures of the EDT surface and the deterministic structures. An interaction of the deterministic and stochastic structures may benefit the formation of open lubricant reservoirs what results in a lower potential to reduce friction.
3.2.2 Stochastic structures: abrasive blasting
The surface characteristics of specimens modified by abrasive blasting can be used to adapt the tribological conditions. The application of stochastic structures by blasting leads to a roughening and a near surface strain hardening, significantly influencing the material flow and thus friction conditions [19]. The higher the values of roughness and strain hardening, the higher is the friction [19].
3.2.3 Evaluation of tribological influence
Figure 16 shows the topographies of two exemplary micro embossed surfaces.

Topographies of micro embossed workpiece surfaces
The characteristics of both structures are described in Table 6. Structure depth and degree of coverage were kept constant for both surfaces. This leads to the same total structure volume. The structure diameter varies between 300 and 500 µm. Thus, ME2 has a lower number of structures due to a constant degree of coverage.
The correlation between micro embossed surfaces and the results of the RCT, shown in Fig. 17, reveal that micro embossed structures in general act friction reducing and are thus useful to modify the workpiece surface in zone 2. The friction factor of both surfaces is about 0.12. The friction values decrease with decreasing quantities of structures. This can be explained by an interaction of the deterministic micro embossed structures and the stochastic structures of the EDT surface.

Correlation between quantity of structures and friction
Additionally, two blasted workpiece surfaces are investigated regarding their tribological behavior (Fig. 18).

Topographies of blasted workpiece surfaces
The blasted surfaces vary regarding the used blasting grit size and pressure (Table 7). These parameters significantly influence the roughness and near surface strain hardening [19].
The friction factor of AB1 amounts to 0.16. The use of AB2 leads to a friction factor of 0.20. To investigate the influence of these surface properties on the tribological behavior Fig. 19 correlates friction and surface properties [19]. Blasted workpiece surfaces are generally useful to increase friction and thus to adapt the workpiece surface in zone 1. In general, the friction values increase with increasing roughness and strain hardening values [16]. This confirms the assumption that strain hardening and roughening significantly influences the tribological conditions and thus the material flow.

Correlations between a roughness and b strain hardening and friction
3.3 Comparison between workpiece- and tool-sided tailored surfaces
The investigation of the tailored surfaces revealed that an adaption of the tribological conditions according to the defined requirements in Sect. 2.2 can be realized. Table 8 classifies the investigated tailored surfaces regarding the zone where the modifications can be applied.
Within the investigation different influencing factors of the tailored surfaces on the friction values were identified. Figure 20 gives an overview on the identified influencing factors.

Classification of tribological influencing factors
The topography of the tool surface significantly influences the friction. A high roughness of the tool surface normally leads to high friction values. To reduce the friction the adaption of the chemical composition of the tool surface is a suitable approach. Strain hardening and roughness of the workpiece surface were identified as main influencing factors on the tribological behavior of modified workpiece surfaces [19]. An adaption of the characteristics of deterministic lubricant reservoirs, especially the total number of structures on the whole surface can be used to reduce the friction.
Besides the influencing factors on the tribological conditions, the advantages and disadvantages of tool- or workpiece-sided surface modifications have to be considered. Tool-sided modifications require lower manufacturing efforts, as the modification is only necessary once before the tool is used. A disadvantage is given by an increasing wear of the surface modifications during the operating time of the tool which can lead to a reduced effectiveness. The advantage of workpiece-sided modifications is given by the full utilization of the effectiveness, as the adaption is afresh for every single forming process. The disadvantage of these adaptions is given by the high manufacturing effort, as every single semi-finished product needs to be adapted. As both adaptions have advantages and disadvantages the potential of a combined workpiece- and tool-sided modification has been additionally investigated. Figure 21 exemplary shows the results of the RCT for the tool- and workpiece-sided adaption with the highest friction and the combined application of these adaptions. A combination of workpiece-and tool sided adaption results in a friction factor of 0.24.

Results of RCT
The results reveal that a simultaneous adaption of tool and workpiece leads to a further increase of the friction. This can be explained by the combination of two very high roughness values. Thus, due to this simultaneous modification the advantages and disadvantages of both adaptions can be used for a further increase of friction can. The investigations of the different tailored surfaces in Sect. 3 and the identified friction influencing factors can now be used for a target-oriented selection of suitable surface modifications with regard to the defined requirements in Sect. 2.
4 Experimental verification
The effectiveness of exemplary tailored surfaces, which has been described in Sect. 3, has already been exemplary shown for the extrusion process [20] and the combined deep-drawing and upsetting process [21]. To investigate the general effectiveness of tailored surfaces in both processes zone 1 has been adapted. This region can easily be modified due to the flat geometry of the tool components. Based on the RCT results shown in Sect. 3 the required friction increase in this zone can be realized by workpiece-sided abrasive blasting, the adapted tool topographies and the combined adaption. For the extrusion process the effectiveness of a combined tool- and workpiece-sided adaption has been applied. The tool components in zone 1 were adapted using the HiFe2 structure. The workpiece has been blasted in the corresponding region. Due to the increased friction in zone 1 more material remained in the area of the gearing yielding an increased die filling of the functional elements. The maximum height of the triangular element was increased by 12 % [20]. For the rectangular element the height increase amounts to approximately 17 % [20].
For the combined deep-drawing and upsetting process the workpiece-sided abrasive blasting was exemplarily applied [21]. The blanks were blasted in the area of the cup bottom which represents zone 1. Due to the increased friction in this area a decrease of the bottom thickness by 0.05 mm and thus a reduced material flow into the cup bottom has been observed [21]. This results in an increased die filling of the functional elements by 2.1 % [21].
Thus, it can be stated that locally adapted tribological conditions are a useful method to improve the die filling of functional elements and thus to expand the process limits of SBMF processes.
5 Summary and outlook
Based on defined requirements for SBMF processes workpiece- and tool-sided tailored surfaces were identified as appropriate methods to adapt the friction and thus to extend the process limits. As tool-sided adaptions Cr based hard coatings and a-C:H:W coatings were identified as suitable to reduce the friction values by an adaption of the chemical surface composition. An adaption of the tool topography using micromilling, high-feed milling and grinding was identified as a suitable method to increase friction due to an increased surface roughness. Through abrasive blasting of the workpiece surface an increase of the friction conditions can be realized due to an increased roughness and near surface strain hardening. Workpiece-sided micro embossing is identified as an appropriate modification to reduce the friction. Additionally, it has been shown that a simultaneous modification of workpiece and tool surface further strengthens the tribological influence.
Future work should focus on a further development of the tool- and workpiece-sided tailored surfaces. The tool-sided tailored surfaces should be analyzed regarding their wear behavior, in particular with respect of long-time stability of the geometrical micro patterns. The workpiece-sided tailored surface needs to be further developed, too. Especially, an improved understanding of the impact of specific geometrical features and their interactions might open the perspective towards optimized tailored friction conditions which beneficially can be used in SMBF.
References
Kleiner M, Geiger M, Klaus A (2003) Manufacturing of lightweight components by metal forming. Ann CIRP 52(2):521–542
Merklein M, Allwood JM, Behrens BA, Brosius A, Hagenah H, Kuzman K, Mori K, Tekkaya AE, Weckenmann A (2012) Bulk forming of sheet metal. Ann CIRP 61(2):725–745
Klocke F, Dambon O, Behrens B (2011) Analysis of defect mechanisms in polishing of tool steels. Prod Eng Res Dev 5(5):475–483
Lange K (1985) Handbook of metal forming. McGraw-Hill, New York
Lange K, Kammerer M, Pöhlandt K, Schöck J (2008) Fließpressen. Springer, Berlin
Bartz W (2004) Tribologie und Schmierung bei der Massivumformung. Expert Verlag, Renningen
Tosha K (2008) Effect of shot peening on surface integrity. In: Tosha K (ed) Prof. ICSP 10. DGM-Informationsgesellschaft, Tokyo
Vierzigmann U, Schneider T, Koch J, Gröbel D, Merklein M, Engel U, Hense R, Biermann D, Krebs E, Kersting P, Henning L, Denkena B, Herper J, Tillmann W (2013) Untersuchungen von Tailored Surfaces für die Blechmassivumformung mittels angepasstem Ringstauchversuch. In: Merklein M, Behrens BA, Tekkaya AE (eds) 2. Workshop Blechmassivumformung. Bamberg, Meisenbach, pp 137–162
Fontaine J, Donnet C, Erdemir A (2008) Fundamentals of the Tribology of DLC Coatings. In: Donnet C, Erdemir A (eds) Tribology of Diamond-Like Carbon Films. Springer, New York, pp 139–154
Strondl C, Carvalho NM, DE Hosson JTHM, Krug TG (2005) Influence of energetic ion bombardment on W-C: H coatings deposited with W and WC targets. Surf Coat Technol 200(1–4):1142–1146
Voevodin AA (2008) Hard DLC growth and inclusion in nanostructured wear-protective coatings. In: Donnet C, Erdemir A (eds) Tribology of diamond-like carbon films. Springer, New York, pp 263–281
Hetzner H, Tremmel S, Wartzack S (2012) Amorphous carbon coatings for locally adjusted tribological properties in sheet bulk metal forming. Key Eng Mater 504–506:969–974
Polcar T, Cvrcek L, Siroky P, Novák R (2005) Tribological characteristics of CrCN coatings at elevated temperature. Vacuum 80(1–3):113–116
Zhoua H, Chena L, Wanga W, Renc LQ, Shana HY, Zhanga ZH (2005) Abrasive particle wear behavior of 3Cr2W8V steel processed to bionic non-smooth surface by laser. Mater Sci Eng A 412(1–2):323–327
Kitamura K, Makino T, Nawa M, Miyata S (2016) Tribological effects of punch with micro-dimples in blanking under high hydrostatic pressure. CIRP Ann Manuf Technol (in press)
Kersting P, Gröbel D, Merklein M, Sieczkarek P, Wernicke S, Tekkaya AE, Krebs E, Freiburg D, Biermann D, Weikert T, Tremmel S, Stangier D, Tillmann W, Matthias S, Reithmeier E, Löffler M, Beyer F, Willner K (2016) Experimental and numerical analysis of tribological effective surfaces for forming tools in sheet-bulk metal forming. In: Production engineering. Research and development, pp 1–14. doi:10.1007/s11740-015-0651-6
Zabel A, Surmann T, Peuker A (2008) Surface structuring and tool path planning for efficient milling of dies. In: 7th international conference on high speed machining proceedings, pp 155–160
Denkena B, Grove T, Lucas H (2016) Influences of grinding with Toric CBN grinding tools on surface and subsurface of 1.3344 PM steel. J Mater Process Technol 229:541–548
Löffler M, Andreas K, Engel U, Merklein M (2016) Applicability of blasted blanks for adaption of tribological conditions in sheet-bulk metal forming. Procedia CIRP 45:239–242
Löffler M, Gröbel D, Engel U, Andreas K, Merklein M (2015) Analysis of effectiveness of locally adapted tribological conditions for improving product quality in sheet-bulk metal forming. Appl Mech Mater 794:81–88
Löffler M, Schneider T, Vierzigmann U, Engel U, Merklein M (2015) Locally adapted tribological conditions as a method for influencing the material flow in sheet-bulk metal forming processes. Key Eng Mater 639:267–274
Acknowledgments
This work was supported by the German Research Foundation (DFG) within the scope of the Transregional Collaborative Research Centre on sheet-bulk metal forming (CRC/TR 73, Subprojects A1, A2, B2, B3, B4, B5, B8 and C1).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Löffler, M., Andreas, K., Engel, U. et al. Tribological measures for controlling material flow in sheet-bulk metal forming. Prod. Eng. Res. Devel. 10, 459–470 (2016). https://doi.org/10.1007/s11740-016-0695-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-016-0695-2