
Abstract
The increasing demand for complex components with filigree secondary functional elements promotes the application of new process technologies to extend the process limits of sheet-bulk metal forming (SBMF). The filling of cavities poses great challenges for manufacturing with sufficient quality. In cold forming, a considerable potential could be observed regarding mould filling, through a local adaptation of friction properties by surface structuring. In this study the transferability to hot sheet-bulk metal forming, which offers specific advantages due to thermal support, is to be investigated. The machinability of a hardened (53 HRC) hot work tool steel (HWS) AISI H11 by micro- and high feed milling is investigated related to tool wear and surface quality. Functional surface structures are applied on dies and adapted within the scope of hot sheet-bulk metal forming. Subsequent a developed hot ring compression test is to be used for tribological investigation of the structure-dependent material flow. In addition, an increase in the wear resistance of the structures by wet abrasive jet machining is to be focused on. Finally, the improvement of the surface modifications by introducing selected structures into a prototype tool is to be evaluated under real operating conditions with regard to their durability and mould filling.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


1 Introduction
The increasing complexity of components and requirement regarding weight reduction as well as ecological restrictions put pressure on the manufacturing industry to continuously improve the production processes. However, the recent requirements for improved part quality, weight and the integration of the functional components reach the limits of conventional sheet metal and bulk metal forming processes [1]. One process that extends the process limits is sheet-bulk metal forming (SBMF). By combining sheet and bulk metal forming, complex components with integrated functional elements can be produced efficiently [2].
Cold forming processes have particular advantages with regard to shape accuracy, so that near-net-shape functional surfaces can be produced. However, the strength of the materials used and the increasing degree of deformation needed for complex components are limiting factors [3]. On the other hand, semi-hot and hot forming can offer advantages over cold forming at higher degrees of deformation required. At higher temperatures, the yield stress decreases, which reduces the forming forces needed [4]. Based on the temperature range used, semi-hot forming (650 °C < T < 900 °C) is to distinguish from hot forming processes (1000 °C < T < 1200 °C) [5]. The high temperatures offer the possibility of converting austenite into martensite, which allows the production of highly durable components [6]. However, a disadvantage is that due to the temperature, an increase in friction and adhesion of the workpiece material must be expected during the forming process. Although high degrees of deformation can be achieved, small functional elements can still have insufficient cavity filling or limit the design options due to undesired material flows.
To improve the tribological system in hot forming, various coating systems have been investigated in recent years. Kondratiuk et al. analyzed the friction and wear behavior of tools and workpieces [7]. They evaluated various AlSi and ZnNi coatings, which were examined with regard to friction coefficients at different temperatures using a specially developed hot strip drawing test. By applying a ZnNi coating to the workpiece the lowest friction coefficient could be determined. In addition, different coatings on the tool were analyzed, whereby an uncoated tool in combination with coated workpiece sheets led to the lowest tool wear. Similar investigations were carried out by Lee et al., who analyzed the influence of different coatings during hot forming of AZ31 sheets [8]. They used a pin-on-disc test to determine the friction coefficients between tool and material. Three different coatings were considered, which were examined under different temperatures and load conditions. Hereby, a great impact of the process temperature on the resulting friction was shown. According to Lee et al., an increase in friction can be expected with rising temperature. However, the interrelation of the process temperature with surface structures has yet not been investigated either in publication or in current subject of this collaborative research.
Combined hot sheet-bulk metal forming (HSBMF) is developed to enable the production of complex components made of high-strength steel materials at high degrees of deforming. At the company Faurecia Autositze, for example, highly stressed components for the automotive industry are produced using this advanced process. However, the increase in complexity results in insufficient forming of the functional shape elements, such as gears. Figure 1 illustrates the shape deviation around the gearing on a prototype. Due to the insufficient shaping, components have to be considered as non-releasable. Despite various process optimization steps, the error could not be completely prevented so far. An insufficient cavity filling with an undersize of more than 10% cannot be compensated by conventional methods.

Measurement of a prototype part with insufficient shaping of the gearing
In order to ensure an adequate shaping of components in hot forming processes, highly durable forming tools made of heat and wear resistance materials are required, which promotes the increasing use of hot work tool steels (HWS). Due to its mechanical properties, HWS is to be assigned to the group of difficult-to-cut materials. To ensure the required dimensional and geometrical accuracy as well as surface quality, the forming tools have to be machined in the hardened condition with a hardness of over 48 HRC. The material hardness as well as the presence of secondary carbides cause a high stress on the cutting edges. Especially in micromachining (tool diameter d ≤ 1 mm) this can lead to rapid tool wear progressions and premature tool failure. Therefore, a robust tool design is indispensable. An adaptation to these challenges of hard machining has so far been achieved mainly by a more wear-resistant coating system. Machining concepts adapted to the requirements of hot work steels are currently not available, which means that the potential of micromilling is limited.
2 Objective and Methodology
The main objective of this study is an improvement of the form filling in semi-hot and hot forming processes based on the application of functional surface structures on the forming tools. The associated research concept is designed in three phases, as shown in Fig. 2. In the first phase the machining strategies high-feed milling (HFM) and micromilling (MM) processes are investigated with regard to an efficient and reliable machining of HWS. The tool load is analyzed by measuring tool wear and process forces. The achievable surface quality is determined. Within these methods suitable machining parameters and strategies will be specified to ensure a sufficient manufacturing quality with acceptable tool wear.
Furthermore, the optimization of MM tools with a specific cutting edge preparation in terms of machining and surface structuring of HWS is focused. In the following phase, the results regarding surface structuring of the previous investigations considering high speed steels (HSS) [9, 10] will be transferred to an application on HWS. By introducing selected surface structures to hot forming processes, their potentials are investigated regarding friction and wear. By using a hot ring compression test fundamental investigations of the interrelation of the surface structures with the process temperature and the lubricants used can be examined. In the final phase, the findings on the surface modification will be transferred to real operational conditions of the hot sheet-bulk metal forming. The achievable improvement of form filling as well as a detailed analysis of the occurring wear progressions will be analyzed.

Conception of the technology transfer from the previously conducted cooperative research, which focused on HSS [10]
3 Process Design
In the following sections the experimental setup and process strategies are described for the HFM and MM processes. The machining by HFM will be conducted on a machine tool type DECKEL MAHO HSC 75 linear, a 5-axis CNC machining centre. Due to the linear driven axis, the high achievable acceleration and the feed rate of up to vf = 90 m/min, the machine tool is highly suitable for HFM. The MM experiments will be performed on a machine tool KERN HSPC 2522. The high working accuracy of 2.5 µm and the speed range of the tool spindle (<160,000 rpm), makes this machine tool particularly suitable for MM processes. Furthermore, an acceleration of the axes of a = 2 m/s2 and maximum feed rate of vf = 6 m/min provide sufficient kinematic capabilities for the demanding machining task of surface structuring (Fig. 3).

Used machining center Deckel Maho, HSC 75 linear and KERN HSPC 2023
In the HF machining tests, conventional HFM cutters made of ultra-fine grain carbide with a hardness value of 1900 HV and a diameter of d = 10 mm are used, as shown in Fig. 4. The so-called X-Al coating applied is based on a TiAlCr coating system, which makes these tools particularly suitable for machining hardened steels. The measured rake angle values γ = 0°. Due to the four face cutting edges with a setting angle of κ = 9°, which merges into a corner radius of rε = 0.5 mm, high feed rates can be achieved with low active machining force [11]. For the MM process, end mills made of ultrafine grain carbide as well as spherical ball end tools with a diameter of d = 1 mm are used. Due to the applied TiAlN-PVD coating, these tools are highly suitable.

Used milling tools for HFM (Fraisa) and MM (Seco Tools)
In Table 1 the specification of the workpiece material AISI H11 is listed. This high-alloy hot work steel is hardened to approx. 53 ± 1 HRC and offers high toughness and high-temperature strength, insensitivity to hot cracks and good thermal conductivity. Therefore, this tool steel is one of the most common materials to be used for tools within the hot forming process.
In order to analyze the machining processes of HWS, process forces will be recorded with the three-component dynamometer MiniDyn 9119AA2 (HFM) and the MicroDyn 9109AA (Kistler) (MM) using a sampling rate up to 200 kHz. For the iterative determination of tool wear accruing a Keyence VHX-2000 digital microscope (Keyence) is used. Furthermore, a qualitative assessment of tool wear with the secondary electron microscope (SEM) Mira3 XMU (Tescan) with back scattered electron (BSE) detector and a coplanar energy-dispersive X-ray and electron backscatter diffraction (EDX/EBSD) system is focused. In addition, the tool geometry is to be digitized using the optical focus variation microscope Infinite Focus G5 (Alicona Imaging) in order to quantify and characterize the tool wear by the volume difference method. The achievable surface quality is to be analyzed with a confocal white light microscope μsurf explorer (NanoFocus) with regard to certain roughness parameters in order to obtain detailed information about the achievable manufacturing quality.
For the design of experiments (DoE) a Latin hypercube design (LHD) is used for machining parameters to achieve a statistical experimental design and a reduced extend of experiments, see Fig. 5. DACE (Design and Analysis of Computer Experiments) models can then be created based on the experimental results for evaluation purposes.

Schematic DoE using LHD and DACE models
To analyze the achievable manufacturing quality in HFM processes, a variation of the lead angle in the range 0° < βf < 6°, the feed per tooth 0.05 mm < fz < 0.5 mm and the width of cut 0.5 mm < ae < 3 mm is planned. Due to this parameter range, test should be carried out in a quantity of n = 40. For the purpose of measuring the cutting forces during structuring HWS, beside the lead angle in the area 0° < βf < 10°, the depth of cut and the cutting speed will be varied to conduct the structure specific tool load. In terms of tool wear the cutting speed will be varied at vc = 100, 160 and 200 m/min. The respective parameter set is shown in Table 2.
Particularly in MM, the wear-related running-in behavior of tools leads to an inconsistent surface quality. Furthermore, shape deviations of the tools due to e.g. intense abrasive wear can lead to insufficient manufacturing quality. To prevent such effects and to increase the durability of the tools, a preparation of the cutting edges has proven to be a target-oriented optimization of milling tools. Thus, wet abrasive jet machining will be used to modify the tools microgeometry with the aim of reducing the wear-related decrease of the performance of the tools. For this modification, a robot-based wet abrasive jet machining system (Nicolis Technology) is available, which includes a six-axis guidance of the tool to be prepared. This system allows an exact adaptation to the task depending on the type of abrasive grain, jet pressure, distance of the nozzle and feed speed. In addition, in a cooperation with the industrial partner Jabro Tools B.V., a subsidiary of Seco Tools, a modified tool design is focused on in order to achieve a further optimization of the tools performance due to an blended radii, that extends the effective length of the cutting edge [12].
3.1 Machinability of HWS – Thermally Assisted MM
In terms of high-strength materials, suitable manufacturing processes such as MM are limited in regard of productivity due to high tool load and resulting wear. This promotes hybrid manufacturing processes that offer possibilities to increase the performance [13,14,15]. In this respect different variants of thermally assisted machining processes are focused on in several research [16, 17]. Thus, a new conduction-based thermally assistance for MM process has been developed to homogeneously heat the entire workpiece [18]. Due to a temporary softening of the workpiece material a temporary reduction in the yield strength could be achieved. The resulting decrease in resistance to deformation reduces the cutting force with positive influence on tool life of the end mills.
The thermally assisted MM is based on a device developed at the Institute of Machining Technology (ISF) for passive resistance heating, see Fig. 6. It was possible to generate a high thermal difference between the workpiece (up to 500 °C) and the contact surface to the machine tool (<30 °C). System tests showed a high homogeneity in the workpiece temperature TW at the surface of ΔTW,500°C < 20 °C, which ensures a constant processing situation.

Experimental setup to realize a thermally assisted MM process [18]
The construction limits the thermal expansion in height of the experimental setup during the machining process within a range of Δh < 1 µm per minute as soon as the heating phase was completed. Accordingly, defined and constant machining conditions can be assumed during the experiments. By varying the workpiece temperature by 20 °C < TW < 500 °C, a HWS AISI H11 (53 HRC) was machined using PVD-TiAlN coated micro-end milling tools (d = 1 mm). Hereby, positive influences on the machinability, manufacturing quality as well as tool wear could be determined. Therefore, a thermally assisted MM process could be realized with the shown experimental setup.
As shown in Fig. 7, especially at a workpiece temperature TW = 380 °C, the temporary thermal softening of the materials leads to a considerable reduction in the resulting cutting forces FR up to 26.5% and, thus, of the resulting tool wear. However, especially at high process temperatures this was accompanied by a negative influence on the surface quality, which was attributed to oxidative effects. Furthermore, a significant reduction in the burr height hBurr of up to 44% at TW = 260 °C was observed, while only minor effects with regard to surface roughness were observed. The high potential of a conduction-based thermally assisted MM could be demonstrated regarding to the tool wear as well as with regard to high demands on burr-free production tasks [18].

Cutting force and tool wear when thermally assisted MM a HWS [18]
3.2 Structured Dies in Hot Ring Compression Test
In the following the focused surface structures are presented, which will be used in warm forming processes within the later phases. To evaluate the achievable friction factor m in a hot ring compression test, different milling processes and strategies have to be considered in order to manufacture the variation of (quasi)-deterministic surface structures, as shown in Fig. 8. Structures of the two milling processes HFM and MM can be seen, which have to be investigated. The structuring process by HFM allows the application of numerous variations of defined roughness by adjusting the cutting parameters, which can be characterized as quasi-deterministic structures. However, due to the tool size and the necessary accessibility, this process is limited to larger areas. Instead, structuring by MM has advantages due to the high flexibility and variance of the structure designs, which are partly based on natural examples (bionic structures). Therefore, micromachined deterministic surface structure can also be applied to complex freeform surfaces. According to the time-consuming machining this strategy is more suitable for small areas.

Example for different structures in dependency to the machining process
Due to processing-related weak points, such as burr formations, an initial wear development of the structural elements during forming processes can be observed. Therefore, a post-processing of the machined structures by a wet abrasive jet machining is considered within the framework of the research [18]. The reduction of sharp edges as well as burr formations on the surface structure, which can be observed as peaks in the roughness profile, leads to a reduced susceptibility to wear of the dies, see Fig. 9. In addition, it is expected that the coatability and coating adhesion of e.g. applied PVD coatings can be significantly enhanced by this post-processing.

Post-processing of HF milled surface structures by wet abrasive jet machining [18]
In order to investigate the frictional behavior of the different surface modifications under influence of process temperatures, a hot ring compression test will be used. Depending on the friction of the tool surface in contact, the inner diameter of the ring sample increases at low and decreases at high friction, which indicates the direction and, thus, the controllability of material flow. Due to the different surface structures introduced by MM and HFM, the influence on the material flow can be observed. Specimens with the ratio of outer diameter, inner diameter and height of 15 : 9 : 2 (Da : Di : h) are to be used. The specimen material is the commercially acquired DP600 steel and composed of ferrite and martensite, which is mainly located along the boundaries of the ferrite grains. The chemical composition is shown in Table 3.
In collaboration with the Institute of Forming Technology and Lightweight Construction (IUL), a hot ring compression test is realized by a modified furnace using an integrated compression tool, see Fig. 10. The Nabertherm system provides a temperature range of up to T = 1250 °C and the press provides a maximum process force of Fmax = 475 kN. In general, due to the small size of the specimen and the low mass, a very rapid heat loss by convection and conductive effects during contact with the forming tools has to be assumed. However, the developed procedure allows a high reproducibility due to the enclosed experimental setup and the ability of specific control of the sample temperature, dies and atmosphere. Due to the small number of process cycles conducted for each tool configuration, the wear progression of the introduced structure, can be neglected. During the tests a height reduction of the ring samples from 2 to 1 mm is to induce. An additional precise spacer ring with a thickness of 1 mm leads to a sudden increase in the process force on contact and thus to an interruption of the compression process, as soon as the targeted deformation is reached.

Developed apparatus to realize a hot ring compression test with structured dies
In hot forming, release agents are generally used to prevent the material from bonding to the mould. For example, sprayed-on graphite can be used to reduce the friction between workpiece and mould. Therefore, in cooperation with the industrial partner Faurecia, the typically used release agents and lubricants are included in the investigation to analyze the interrelation with surface structures and process temperatures. At a structure depth of 5–40 µm and structure shapes with varying entry and exit angles, interactions with the lubricants can be expected. Subsequently, the geometry formed in the hot ring compression test is measured with the coordinate measuring machine Prismo Vast (Carl Zeiss Industrielle Messtechnik). By the use of a friction factor model according to Tresca it will then be possible to determine the maximum transmittable friction shear stress and thus the resulting friction factor m for the DP600 in dependency of the inner diameter [21]:
4 Prototype Tool Under Real Operating Conditions
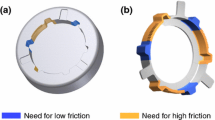
Following the fundamental investigations, a prototype tool will be designed and manufactured in cooperation with the industrial partner Faurecia. This forming tool is supposed to have complex cavities, which result in an insufficient shaping of the gearing during a conventional hot sheet-bulk metal forming. In addition to the construction of a suitable prototype, the HFM and MM of the investigated structures especially at critical areas of the forming tool is planned to adapt the friction factor m to the desired material flow. In extensive forming tests under real operating conditions, the performance of a modified mould is to be investigated under consideration of a structure- related process improvement. Finally, the potential of the approach is to be assessed based on the detected wear and the achievable manufacturing quality of more than N = 1000 parts.
The complex tribological stress during forming processes can lead to a change in the shape of surface structure introduced, which influences the service life of the moulds. In order to analyze the wear-related change structural shape, the surface topography is to be observed with a white light interferometer by means of arithmetic mean roughness Ra as well as the valley void volume Vvv, which allows a conclusion about the extent of tool wear. Additional SEM images provide qualitative information about adhesion effects and delamination of coating and therefore complement the analysis of the operational behavior of the modified mould.
In the following, examples of measured topographies of polished and HF milled structured surfaces are shown to schematically illustrate the measuring principle used to evaluate the wear, see Fig. 11. These methods allow the evaluation of the wear resistance of the examined structures and allow the detection of undesired running-in behavior or layer delamination, in the case of applied CrAlN coating systems.

SEM measurements of HF milled dies after 10,000 process cycles [10]
5 Achievable Component Quality
In order to analyze the manufacturing quality, e.g. the shaping of the gearing, by adjusting the friction of the moulds, an evaluation of the resulting geometry is necessary. To ensure a sufficient cavity filling, the produced components are digitized focusing of critical areas of the gearing, as shown in Fig. 12. In addition to the workpiece shape, wear-related changes of the surface structure can lead to insufficient mould filling after a high number of process cycles. Therefore, a comparison of components formed by conventional tools and modified tools is to be carried out over the considered tool life. With regard to the process capability, the quality of more than 1000 parts has to be analyzed with regard to sufficient form filling of complex cavities. The experiment will be carried out at the industrial partner Faurecia.

Comparison of mould filling of parts produced with conventional and structurally modified dies [10]
6 Conclusion and Outlook
The increasing demand for complex components with integrated functional elements and weight reduction is encouraging the development of SBMF, a potentially efficient process that enables the production of complex parts in fewer process steps. The fundamental results achieved in previously conducted investigations with regard to the application of surface modifications in cold SBMF process promote the transfer of these findings to the hot forming HSBMF. The present work shows a consistent concept for achieving these results by describing in detail the machines, tools, and investigation methods. Furthermore, an approach is described showing how already developed surface structures can be used. Regarding the thermally assisted HSBMF process, a developed method to perform a hot ring compression test was introduced, allowing the evaluation of surface structures and lubricants under defined temperatures and process conditions. With the help of the described investigations it is attempted to investigate the potentials of surface structures for the targeted control of material flow in hot forming processes to enhance the shaping of secondary shape elements. Furthermore, the intended added value through the cooperation with the industrial partners Jabro Tools and Faurecia Autositze was highlighted.
References
Tekkaya, A.E., Khalifa, N.B., Grzancic, G., Hölker, R.: Forming of lightweight metal components need for new technologies. Procedia Eng. 81, 28–37 (2014)
Merklein, M., Hagenah, H.: Introduction to sheet-bulk metal forming. Prod. Eng. Res. Dev. 10, 1–3 (2016)
Liewald, M., Metzko, C., Schiemann, T.: Lauwarmumformung von Stahl. Umformung im Temperaturbereich zwischen Kalt- und Halbwarmumformung. Schmiede J. 6, 32–35 (2010)
Lange, K., Kammerer, M., Pöhlandt, K., Schöck, J.: Fließpressen - Wirtschaftliche Fertigung metallischer Präzisionswerkstücke (2008)
Doege, E., Behrens, B.A.: Handbuch Umformtechnik. Springer, Berlin (2010)
Lenze, F.J., Sikora, S., Banik, J., Straube, O.: Hot forming – new potentials for innovative manufacturing. Steel Grips 6, 428–432 (2009)
Kondratiuk, J., Kuhn, P.: Tribological investigation on friction and wear behaviour of coatings for hot sheet metal forming. Wear 270, 839–849 (2011)
Lee, Y., Kim, S., Park, S., Yoo, J., Moon, Y.: Friction effect of surface treated tools used for warm forming of Mg alloy sheets. Int. J. Precis. Eng. Manuf. 15, 2631–2637 (2014)
Behrens, B., Meijer, A., Stangier, D., Hübner, S., Biermann, D., Tillmann, W., Rosenbusch, D., Müller, P.: Static and oscillation superimposed ring compression tests with structured and coated tools for Sheet-Bulk Metal Forming. J. Manuf. Process. 55, 78–86 (2020)
Freiburg, D.: Hochvorschubfräsen zur Strukturierung von Werkzeugoberflächen für die Blechmassivumformung. Ph.D. thesis, TU Dortmund University, Dortmund, Germany (2019)
Fraisa Gmbh (Hrsg.): High Feed Cutting HFC XFeed und XFeed-R (2014)
Biermann, D.: Skaupy Vortrag. In: Hagener Symposium (2019)
Bissacco, G., Hansen, H.N., De Chiffre, L.: Micromilling of hardened tool steel for mould making applications. J. Mater. Process. Technol. 167, 201–207 (2005)
Li, P., Oosterling, J.A.J., Hoogstrate, A.M.: Performance evaluation of micromilling of hardened tool steel. In: Proceedings of ICOMM, vol. 30, pp. 219–224 (2007)
Biermann, D., Baschin, A., Krebs, E., Schlenker, J.: Manufacturing of dies from hardened tool steels by 3-axis micromilling. Prod. Eng. 2, 209–217 (2011)
Sun, S., Brandt, M., Dargusch, M.S.: Thermally enhanced machining of hard-to- machine materials—a review. Int. J. Mach. Tools Manuf. 50, 663–680 (2010)
Pushparghya Deb, K., Melkote, S.: Effect of minimum quantity lubrication and vortex tube cooling on laser-assisted micromilling of a difficult-to-cut steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 234(11), 1422–1432 (2020)
Platt, T., Meijer, A., Biermann, D.: Conduction-based thermally assisted micromilling process for cutting difficult-to-machine materials. J. Manuf. Mater. Process. 4, 34 (2020)
Freiburg, D., Aßmuth, R., Garcia Carballo, R., et al.: Adaption of tool surface for sheet-bulk metal forming by means of pressurized air wet abrasive jet machining. Prod. Eng. Res. Dev. 13, 71–77 (2019)
Doege, E., Behrens B.-A.: Handbuch Umformtechnik: Grundlagen, Technologien, Maschinen. 3. überarbeitete Auflage. VDI-Buch. Springer, Berlin (2017)
Löffler, M., Schulte, R., Freiburg, D., Biermann, D., Stangier, D., Tillmann, W., Merklein, M.: Control of the material flow in sheet-bulk metal forming using modifications of the tool surface. Int. J. Mater. Form. 52(2), 1–510 (2018)
Acknowledgment
This study was supported by the German Research Foundation (DFG) within the scope of the Transregional Collaborative Research Centre for sheet-bulk metal forming (TCRC 73, Subproject T07) under grant number 68237143. The authors are in addition grateful to all laboratory assistants and students who supported the realization of this work.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Platt, T., Biermann, D. (2021). Functionalization of Tool Topographies for Material Flow Control and Tool Life Optimization in Hot Sheet-Bulk Metal Forming – A Concept Study. In: Merklein, M., Tekkaya, A.E., Behrens, BA. (eds) Sheet Bulk Metal Forming . TCRC73 2020. Lecture Notes in Production Engineering. Springer, Cham. https://doi.org/10.1007/978-3-030-61902-2_25
Download citation
DOI: https://doi.org/10.1007/978-3-030-61902-2_25
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-61901-5
Online ISBN: 978-3-030-61902-2
eBook Packages: EngineeringEngineering (R0)