
Abstract
Demand-Driven Material Requirements Planning (DDMRP) was designed to improve supply chain performance in complex and uncertain environments. Literature on the topic suggests that production replenishment orders should be dispatched for execution based on the buffers’ penetration ratio of the products ordered, which is a measure of protection against stock depletion. However, the actual performance impact of this dispatching rule remains largely unknown as is the impact of different lot transfer policies. A simulation analysis was carried out to compare the performance of the lowest net flow position, the highest buffer penetration ratio, earliest operation due date and first-come first-served rules under synchronized and unsynchronized lot transfer policies. Results of our study show that the choice of dispatching rules is contingent on the setting of top-of-yellow and top-of-green, which determine the re-order quantity, and on the demand mix of products. The earliest operation due date rule shows great potential to outperform the rule typically applied in a DDMRP context specifically for a high demand mix. These findings provide important insights for improving industrial practice and for guiding future research on DDMRP.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Demand-Driven Material Requirements Planning (DDMRP) is a recent approach to Production Planning and Control (PPC) designed to improve the performance of supply chains in complex and uncertain environments. Studying this type of environments gains increasingly in importance given recent systemwide disruptions. MRP (Material Requirements Planning, e.g., Orlicky 1975), which is one of the most applied PPC systems, is inherently forecast-driven. That is, MRP determines which materials and parts to order, how many of each are necessary, and when they will be required based on forecasts. The calculated requirements are then enacted as purchase orders for external suppliers and manufacturing orders to the factory shop floor. MRP may perform effectively, as long as forecasts are accurate and there are no unexpected changes to demand. In complex, uncertain environments, however, things change quickly. DDMRP therefore attempts to align production with demand by enabling purchase and manufacturing orders based on customer orders instead of relying on forecasts as MRP. Additionally, DDMRP proposes an intuitive way to manage production flows by strategically positioning decoupling buffers and managing the buffer levels.
As pointed out by Ducrot and Ahmed (2019), DDMRP is not the first flow-based approach to PPC. Lean is also a flow-based approach, but its just-in-time (JIT) and one-piece flow principles try to minimize stocks, e.g., by use of value stream mapping, instead of using them to buffer against variability. Given this potential to buffer variability, which is often what companies sell to their customers as customization, a large literature on DDMRP recently emerged, e.g., Miclo et al. (2019), Lee and Rim (2019), Dessevre et al. (2019), Thürer et al. (2022), Azzamouri et al. (2022), and Martin et al. (2023). Most of this literature focuses on case studies and comparing DDMRP with other PPC approaches, e.g., Kortabarria et al. (2018), Dessevre et al. (2019), Miclo et al. (2019) and Thürer et al. (2022). Only a subset is focused on DDMRP parametrization, e.g., Acosta et al. (2020), Martin et al. (2023), Lee and Rim (2019), Lahrichi et al. (2022) and Damand et al. (2023). This work contributes to this latter stream of literature by comprehensively investigating the execution performance of DDMRP in a capacity-constrained production environment characterized by complexity and uncertainty. More specifically, we assess which rules should be used to prioritize open replenishment orders waiting in the shop queues in terms of lot transfer and demand priority, assessing the following research question (RQ):
RQ: How should DDMRP open replenishment orders be prioritized during their execution on the shop floor?
Findings provide important insights for improving industrial practice, where managers need to deal with these decisions, and for guiding future research on DDMRP.
The remainder of the paper is organized as follows. Section 2 reviews the literature on DDMRP, the relevant priority dispatching rules and lot transfer policies. Section 3 then presents the simulation study carried out to answer our research question before the results are presented and discussed in Sect. 4. Finally, conclusions will be drawn in Sect. 5, which also identifies limitations and future research directions.
2 Literature Review
The literature review is split into three sections. Section 2.1 introduces DDMRP, followed by a review of previous work concerning priority dispatching for execution in Sect. 2.2. Lot transfer is discussed in Sect. 2.3. Finally, Sect. 2.4 discusses the literature and identifies the research gap that motivates our study.
2.1 Background
Ptak and Smith (2011, 2016) introduced DDMRP, a multi-echelon planning and execution system specifically developed to reduce delivery times by aligning production with demand. It builds on successful PPC approaches, such as MRP, Kanban (e.g., Ohno, 1988), and Drum-Buffer-Rope (DBR, e.g., Goldratt & Cox, 1984).
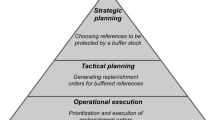
DDMRP is built around three principles - position, protect, and pull - requiring the following five sequential phases for system design and operation (Ptak and Smith 2016):
-
1.
Strategic inventory positioning: This phase determines where decoupling inventory buffers are placed in the supply chain to compress lead times, reduce tied-up capital, and ensure a balanced flow of materials to all stages of production.
-
2.
Buffer profiles and levels: This phase defines the level of protection at each decoupling point, i.e., the amount of inventory, considering aspects such as holding costs and the probability of stockouts.
-
3.
Dynamic adjustments: This phase defines how the level of protection should change at each buffer mainly depending on the operational parameters and demand changes.
-
4.
Demand-driven planning: This phase defines how replenishment orders are generated for keeping inventory in the buffers at the defined levels.
-
5.
Visible and collaborative execution: This phase schedules the manufacturing of open replenishment orders released to the shop floor.
The first three phases, strategic inventory positioning, buffer profiles and levels, and dynamic adjustments essentially determine the initial configuration of the DDMRP system and its evolution to absorb and mitigate variability in both demand and supply. These are outside of the scope of this paper, the interested reader is referred to Rim et al. (2014) and Jiang & Rim (2016, 2017). The remaining two phases, Demand-driven Planning and Visible and Collaborative Execution focus on operational aspects, such as orders generation and release, and their execution.
DDMRP is based on the idea of Decoupling Lead Time (DLT), which is the longest manufacturing lead time between consecutive inventory buffers. According to Adetunj (2023), the idea may seem simple but has a powerful logic that helps managers choose their battle points, i.e., the inventory buffers and location, to their advantage, i.e., to compress lead times to required ranges and obtain realistic due dates. In DDMRP each buffer comprehends three distinct inventory zones (the green, the yellow, and the red), each with a specific purpose. The green zone is at the core of order generation, determining the order generation frequency and the order size. This is determined as the product of Average Daily Usage (ADU), DLT, and a lead time factor. When the lead time is long, the lead time factor should be small to minimize inventory, resulting in more frequent and small orders. The yellow zone is at the core of the demand coverage, which is determined by the ADU during DLT. The red zone refers to the safety embedded in the buffer and depends on the variability of both the daily usage and the lead time.
While Ptak and Smith (2016) provide general rules for determining these parameters that allow users to select values subjectively from a range, Lee and Rim (2019) propose a heuristic formula to determine the safety stock level, i.e., the red zone of inventory buffers. Lahrichi et al. (2022) propose a Mixed Integer Linear Programming (MILP) model for the parameterization of DDMRP, while Damand et al. (2023) provide a multi-objective simulation-optimization algorithm to determine a set of eight parameters. Martin et al. (2023) used discrete event simulation to analyze the impact of both ADU and DLT on buffer sizes, showing that for most of the tested cases varying buffer sizes may be less effective than having fixed values. Krajčovič et al. (2024) proposes a simple methodology for defining the buffer sizes.
In terms of the execution phase, literature on DDMRP parametrization is however scarce or inexistent. Execution or manufacturing priorities on the shop floor are focused on the current state of the buffers, with all workstations following the highest Buffer Penetration Ratio (BPR), as suggested by Ptak and Smith (2016). The BPR is the inverse of the percentage of safety remaining, i.e., the amount of on-hand inventory divided by the top of the entire red zone. The higher the BPR, the lower the percentage of safety remaining. Planners can then quickly judge the relative priority of open replenishment orders, with the highest execution priority given to the order with the lowest percentage of safety remaining. In other words, the closer or deeper in the red zone, the higher the priority. In this study, we explore whether this suggested priority is the best choice, given that there are different possibilities in the literature. The objective is to provide practitioners with valuable information on how to prioritize open replenishment orders in the context of DDMRP.
2.2 Execution priority
The execution priority in complex systems is usually managed through priority dispatching rules. Dispatching, as a part of scheduling, decides which order to process first from a set of orders waiting for execution. Dispatching does not exactly determine when an order needs to be processed but simply prioritizes orders waiting in queue to be executed. Reviews of priority dispatching research found hundreds of dispatching rules (e.g., Panwalker and Iskander 1977; Blackstone et al. 1982), from very simple rules, such as First-Come-First-Served (FCFS) to much more sophisticated ones, including due date oriented dispatching rules. One such class of powerful priority dispatching rules are Operation Due Date (ODD) oriented rules, which have been shown to perform well in make-to-order contexts (e.g., Kanet and Hayya 1982).
The key assumption beyond decoupled points in DDMRP is that stock is always available to protect and promote flow. Therefore, DDMRP execution priorities focus on immediate and near-term future on-hand status of buffers, so that any expediting activity can quickly be determined and focused upon. This means that open replenishment orders are prioritized based on the percentage of safety stock remaining, a concept borrowed from the theory of constraints (Goldratt and Cox 2014). The lower the safety remaining, the higher the execution priority.
Using the BPR results in all lot units of the same order having the same execution priority. This happens because on-hand inventory does not change between order generations to the shop floor. However, the Net Flow Position (NFP), i.e., on-hand inventory plus open replenishment orders minus qualified demand orders, gives different priorities to the lots of an order if these are treated as separate replenishment items of the same product type. Therefore, as soon as one of the lots of the generated order is released to the shop floor it may flow with higher priority than remaining lots of the same order to avoid the stockouts of the product type. The reasoning is that it needs to restore the inventory level of the product type for which the order was generated as soon as possible, while the remaining lots may have lower and decreasing priority values. Thus, this study uses the NFP in addition to the BPR suggested in the DDMRP literature for prioritizing the execution of orders and determines its influence on manufacturing system performance. In addition, we also use the Earliest Operation Due Date (EODD) rule, as it also prioritizes the lots of an order differently by assigning different virtual Due Date (DD) values.
In fact, the Earliest Operation Due Date (EODD) rule is the default priority rule in make-to-order contexts when schedule reliability is important (Lödding & Pionte, 2017). However, as pointed out by Ptak and Smith (2016), when things are closer to being due, they become more important, and if they are past due, they become even more important. This often results in teams of expediters being employed to determine how important things really are. For make-to-stock contexts, authors such as Schönsleben (2011, p. 731–739) and Beemsterboer et al. (2017) prioritize replenishment orders based on a virtual due date that considers the demand rate, and thus on the expected inventory consumption time. This virtual due date is then used to determine operation due dates or planned start times for each operation of an order using backward scheduling. In this study we therefore also consider this approach to order lot prioritization. We follow Beemsterboer et al. (2017) and calculate the due date of a lot j as follows:
$${DD}_{j}={t}_{j}+ I+P/\lambda \left(1\right)$$
Where I is the inventory level of the product type at the order release time t, P is the number of units of a product type in production, and λ the demand rate for the product type.
2.3 Lot splitting
DDMRP creates production lots. In this context, lot splitting is an important manufacturing strategy for improving order progress and making better use of capacity (Fernandes et al. 2020), since it avoids starvation at downstream stations (Calleja and Pastor 2014), allows order progress to be accelerated, and ultimately improves delivery performance (Jacobs and Bragg 1988; Wagner and Ragatz 1994). As a result, there is a broad literature on lot splitting, which however pays insufficient attention to lot transfer policies. Notable exceptions are Kher et al. (2000) and Thürer et al. (2018). Kher et al. (2000) introduced a policy that synchronizes lots at each routing step. This policy only allows a lot to progress to the next station if all of the lots that make up the order have been completed. The only exception to this is if a downstream station is starving. Where a downstream station is starving, a lot can be pulled forward to avoid wasted capacity downstream. Thürer et al. (2018) showed that not synchronizing lots improves performance when compared to various lot transfer policies in high-variety shops. But to best of our knowledge, no study to-date assessed the impact of lot transfer policies in the context of DDMRP.
2.4 Discussion of the literature
DDMRP is a relatively new PPC approach that showed much promise in complex, uncertain environments (e.g., Miclo et al. 2019; Ducrot and Ahmed 2019; Thürer et al. 2022; Acosta et al. 2020). A key element of DDMRP’s execution logic is priority dispatching, which is based on the status of the buffers. While this information is important from an end-customer perspective, it overlooks the need for order progress coordination of lot units generated by the same replenishment order. Order progress coordination of lot units with different priority values is provided by other dispatching rules, such as the NFP, and lot transfer policies. In response, this work investigates how replenishment orders should be prioritized and transferred during their execution on the shop floor. To the best of our knowledge, this study comprehensively analyses for the first time the impact of priority dispatching and lot transfer rules on the performance of DDMRP. It provides guidance to managers on what is the best choice for DDMRP in practice while also guiding DDMRP research.
3 Simulation Study
Discrete event simulation is used as a research method in our study. We used simulation because it allows for modeling complex systems for which analytical models are not available or hardly tractable (Melnyk et al. 2024), as in the situation modelled here. It has been applied in several previous studies considering similar stochastic contexts (e.g., Thürer et al. 2020, 2021, Costa et al. 2023a, b). Section 3.1 details the production system and main model assumptions, while Sect. 3.2 presents the experimental design and the main performance measures considered. Experimentation in our study was carried out using Arena® software.
3.1 Production system and assumptions
The production system follows Martin et al. (2023) concerning shop configurations. Three configurations have been considered, each one isolated into a separated buffer stage, see Fig. 1. These are named A Type, V Type, and O Type. The A Type refers to a shop configuration where all routings for product processing have convergent flows to a final workstation. The routings in the V Type follow divergent production flows, with all product routings starting at the same workstation (Umble 1992). Lastly, in the O Type shop, all routings have the starting and the finishing workstations in common. In this study, whatever the configuration, the manufacturing of each product requires three operations to be completed, each one at a different workstation.

Configurations of the Manufacturing Shops Considered in the Study
The production system produces ten product types that are manufactured across workstations, denoted as WS in Fig. 1. Each workstation is modeled as a single constant capacitated resource with stochastic operation processing times and perfect yield. Raw materials at each gateway workstation are assumed to be always available. So, we assume infinite raw materials buffers as in Martin et al. (2023). Operation processing times are defined to ensure 94% utilization at all workstations, based on an average demand interarrival time of one time unit. The demand interarrival time is also stochastic and follows an exponential distribution, while the probability of assigning a product type to a customer order is considered an experimental factor. Demand relates to one unit of a specific product type, and the probability is defined to test both, equal and different product mixes. Both, the equal and the different product mixes are generated from a random discrete distribution.
As in Azzamouri et al. (2022) and Martin et al. (2023), DDMRP has been implemented with two buffer types, the raw parts buffer (RPB) and the finished goods buffer (FGB), as illustrated in Fig. 1. Customer demand for a final product is immediately fulfilled from the FGB when available and otherwise waits in a backlog.
DDMRP uses colored buffers for order generation. If the NFP of a product falls to the yellow or red zones of the buffer, i.e., reaches the re-order point, a production order of the same product type is generated. The Top of Yellow (TOY) zone of the buffer was considered an experimental factor and varied stepwise in the study. The re-order quantity of the replenishment order may be obtained by the difference between the Top of Green (TOG) zone of the buffer and the NFP, as suggested in the DDMRP literature. Therefore, our study tests the TOG at different levels. The re-order quantity is expressed in this study in terms of production lots of size one. Therefore, a re-order quantity of 6 units means the simultaneous generation of 6 production lots for a replenishment order of a given product type. That implies that if we have several lots (e.g., 6) of a product type, each one can have a different NFP and DD value, while the BPR values are equal for all lots of the order. In our study, BPR and NFP values are determined at order generation. Once generated, replenishment orders are immediately released to the shop floor for production.
Released orders are dispatched for processing at the workstations. The following priority rules are considered for dispatching: the highest BPR (HBPR), the lowest NFP (LNFP), the earliest ODD (EODD) and as a baseline First Come First Served (FCFS). Meanwhile, we also consider two lot transfer policies:
-
Lot policy I (no synchronization): where each lot can progress independently on the shop floor.
-
Lot policy II (synchronization): where lots must be processed together, i.e., a minimum number of lots of a given product type equal to the re-order quantity must have arrived at the station before processing can begin.
3.2 Experimental design and performance measures
A full factorial design of six experimental factors with different levels is implemented as follows: (i) four levels for the priority rule, i.e., HBPR, LNFP, EODD and FCFS; (ii) two levels for the lot transfer rules, i.e., policy I, and policy II; (iii) three levels for the shop configuration, i.e., Type A, Type V, and Type O, (iv) two levels for product mix, i.e., equal mix, and different mix, (v) five levels for the TOY, i.e., 10, 11, 12, 13, and 14 units, and (vi) two levels for the TOG, low, i.e. TOY + 2, and high, i.e. TOY + 6 units. This leads to a total of 480 (4 × 2 × 3 × 2 × 5 × 2) experimental scenarios. Results of the simulation were collected over 13,000 time units following a warm-up period of 3000 time units. Two main performance measures were recorded: (i) the fill rate, i.e., the fraction of customer orders that are immediately fulfilled from stock when demand occurs; and (ii) the finished goods inventory (FGI), i.e., the average number of end products in stock.
4 Results
Statistical analysis has been conducted by applying an Analysis of Variance (ANOVA). The ANOVA is here based on a block design with the TOY and TOG as blocking factors. Results are summarized in Tables 1 and 2 for fill rate and FGI, respectively. The main effects for all factors are shown to be significant at α = 0.05, as are most of the interactions for priority rule, shop configuration, product mix, and transfer policy, except for the 4-way interaction in terms of FGI.
To further assess these performance differences, detailed performance results will be presented in the next sections. Results for an equal mix of products are presented first, before we focus on the scenarios for the different mix of products.
4.1 Equal Mix of products
The key trade-off in make-to-stock production environments is between FGI and the fill rate. A large inventory allows for high fill rates, but it comes at a cost, such as inventory holding costs, the risk of product obsolescence, deterioration, and damage. This trade-off is best depicted by performance curves. We consequently evaluate performance results graphically, being the FGI at the x-axis and the fill rate at the y-axis in the following figures. The performance curves for an equal mix of products are given in Figs. 2 and 3, for transfer policies I and II, respectively. Each one of these figures depicts the six main scenarios for the three levels of shop configuration (horizontally) and the two levels of TOG (vertically). The left-hand data point on each curve represents the tightest TOY value, i.e., 10 units. The TOY value increases stepwise by moving from left to right in each curve, with each data point representing one value, i.e., 10, 11, 12, 13 and 14 units.

Results for an Equal Mix of Products under Lot Transfer Policy I

Results for an Equal Mix of Products under Lot Transfer Policy II
The two main parameters of the order generation system used in our study are the TOG and the TOY. Note that because demand is for one product unit, if TOG is equal to TOY + x units, this results in a re-order quantity of x units. We observe that both, TOG and TOY, have an impact on system performance. Both are known factors of system variance and were consequently considered blocking factors in our ANOVA. A higher TOY leads to a lower probability of stockouts and consequently to a higher fill rate, as could be expected. A higher TOG leads to a higher re-order quantity, which in turn leads to higher throughput times and thus to a lower fill rate. Nevertheless, this negative effect is offset by the EODD and LNFP rules if lots progress independently on the shop floor, as can be observed from Fig. 2. If lots progress independently, some lots of a replenishment order can be speeded up. If there is synchronization for lot transfer, EODD and LNFP rules also deteriorate performance for a higher TOG, as can be observed from Fig. 3Concerning the relative performance of priority dispatching rules, HBPR performs identically to LNFP and EODD, and slightly better than FCFS for a low TOG. For a higher TOG, the LNFP and EODD rules perform better than HBPR.
As previously discussed, the LNFP and EODD rules are expected to perform better than the HBPR when the re-order quantity increases because each unit of the re-order lot will get a different priority value, having the first unit a higher priority. Note that LNFP, EODD and HBPR may lead to priority changes during production, as the product’s buffer status changes and new replenishment orders are generated. FCFS on the other hand keeps the same relative priority in which orders are processed, ensuring stable throughput times. Therefore, in our study, to restrict the potential negative impact of priority changes during production, the NFP, the DD and the BPR are updated for each re-order lot at release and do not change during their production on the shop floor.
Finally, although the shop configuration has an impact on performance, it does not seem to have much impact on the relative performance of priority rules. This can be observed by comparing the positions of the curves relative to each other. It is also confirmed by our ANOVA, having this factor one of the lowest F-values for the interaction with the priority rule.
4.2 Different Mix of products
The performance curves for the scenarios with a different mix of products are given in Figs. 4 and 5 for transfer policies I and II, respectively. Again, the TOY increases stepwise by moving from left to right in each curve, with each data point representing one value. Comparing these results with the results for an equal mix of products, we observe that in general an equal mix of products results in better system performs, i.e., identical, or higher fill rates are obtained for lower inventory levels.

Results for Different Mixes of Products under Lot Transfer Policy I

Results for Different Mixes of Products under Lot Transfer Policy II
For a different mix of products, the relative performance of LNFP and HBPR changes. Now the HBPR rule outperforms LNFP, with the latter having a large performance degradation relative to the scenarios with an equal mix of products, as can be observed from Fig. 4. For a high TOG, the relative performance of these two priority rules is identically, but curves, and thus performance differences, get closer, compared to scenarios with a low TOG. Again, the LNFP rule improves its performance as the re-order quantity increases. EODD clearly improves its performance for a different mix of products, outperforming the remaining rules. Having different mixes of products also appears to be more favorable to letting lots progress independently, performing lot transfer policy I much better than lot transfer policy II. Finally, although the shop configuration has an impact on performance, it does not have much impact on the relative performance of priority dispatching and lot transfer rules.
4.3 Discussion of results
A main tenet of this study is that if we give a different priority value to each lot of a generated order and/or allow each lot to progress independently, then we improve system performance. This positive effect can be observed for LNFP and EODD particularly when TOG is high and thus the re-order quantity (number of lots) is high. But if we have different products mixes, and thus a different TOY for each one, then LNFP performance deteriorates. This deterioration originates from two of the ten products, resulting the LNFP rule in more work-in-process for products 5 and 7. Both products have been tested with a higher demand rate (0.133 units/ time unit) compared to products 4 and 6 (0.067 units/ time unit) and to the remaining products (0.1 units/ time unit). Note that for equal mix, the demand rate is 0.1 units/ time unit for all products. Both products consequently have a higher TOY than the remaining products. This leads to higher NFP values at order generation, and thus to decreased priority for these products compared to the others. Consequently, lots stay longer in the system, which further increases work-in-process and throughput times, while FGI levels decrease. This in turn, may lead to a further triggering of replenishment orders, and thus work-in-process for these products. This effect can be observed from Fig. 6, which gives the work-in-process and the NFP development over time for Products 1 and 5. Results are presented for an arbitrary simulation run and for 2000 time units after the warm-up period. EODD does not create this effect and consistently leads to better performance, outperforming alternative rules specifically for high demand mixes.

Work-in-Process and Net Flow Position Development Over Time
Meanwhile, lot transfer policy II, although outperformed, has the potential to perform similar to transfer policy I in the studied context, specifically for an equal mix of products. This partly questions our tenet and previous research on order release and dispatching that considered lot transfer in the context of make-to-order (e.g., Kher et al. 2000; Thürer et al. 2018). These previous studies did not consider a make-to-stock context and neglected FGI. Lot synchronization in our study is based on the product type, which means that different replenishment orders of the same product type may be combined to reach the minimum number of lots for processing at a station. This delays order progress of individual orders and leads to lower FGI levels, which is an important performance variable in make-to-stock contexts. For high demand mix, transfer policy I outperforms transfer policy II.
5 Conclusions
Our main objectives were twofold: (i) to compare the performance of different priority rules for dispatching and lot transfer of open replenishment orders in the context of DDMRP, and (ii) to identify to what extent these rules are impacted by factors as TOY/TOG, product mix, and the manufacturing shop configuration. We consequently asked: How should DDMRP open replenishment orders be prioritized during their execution on the shop floor? Simulation results indicate that in most of the scenarios considered in the study priority dispatching based on the buffer penetration ratio outperforms dispatching based on the net flow position. This finding is aligned with what is suggested in the DDMRP literature. However, we have identified situations where the net flow position should be considered for dispatching. Most importantly, using a due date oriented dispatching rule that updates operation due dates was shown to outperform alternative rules specifically for a high demand mix. This rule can be an advantageous alternative to order dispatching based on the buffer status as suggested in the DDMRP literature. Meanwhile, results also indicate that lot synchronization can be a viable lot transfer policy since it reduces finished goods inventories. However, only in contexts with equal demand mix since otherwise lower finished goods are set of by a much lower fill rate. A main limitation of the study is its limited environmental setting. It would be of interest for future research to test our findings in further production scenarios, e.g., with new sources of uncertainty or disruptions, different bottleneck occupation levels, different replenishment lead times for each product type, and/or more complex product structures.
Data availability
The data that support the findings is provided upon reasonable request to the first author.
References
Acosta APV, Mascle C, Baptiste P (2020) Applicability of demand-driven MRP in a complex manufacturing environment. Int J Prod Res 58(14):4233–4245
Adetunj O (2023) From the Foundational Theories to the Prospects of the DDMRP: A Review and Research Agenda. Proceedings of the 8th North American International Conference on Industrial Engineering and Operations Management, Houston, Texas, USA, June 13–16
Azzamouri A, Baptiste P, Pellerin R, Dessevre G (2022) Impact of the continuous and periodic assessment of a buffer replenishment on the DDMRP method. Int J Prod Res 61(16):1–22
Bart Beemsterboer, Martin Land, Ruud Teunter, Jos Bokhorst, Integrating make-to-order and make-to-stock in jobshop control, International Journal of Production Economics, Volume 185, 2017, Pages 1-10,https://doi.org/10.1016/j.ijpe.2016.12.015
Blackstone JH, Philips DT, Hogg GL (1982) A state-of-the-art survey of dispatching rules for manufacturing job shop operations. Int J Prod Res 20(1):27–45
Calleja G, Pastor RA (2014) Dispatching algorithm for flexible job-shop scheduling with transfer batches: an Industrial Application. Prod Plann Control 25(2):93–109
Costa F, Kundu K, Rossini M, Portioli-Staudacher A (2023a) Comparative study of bottleneck-based release models and load-based ones in a hybrid MTO-MTS flow shop: an assessment by simulation. Oper Manage Res 6:33–48
Costa F, Thürer M, Portioli-Staudacher A (2023b) Heterogeneous worker multi-functionality and efficiency in dual resource constrained manufacturing lines: an assessment by simulation. Oper Manage Res 16:1476–1489
Damand D, Lahrichi Y, Barth M (2023) Parameterisation of demand-driven material requirements planning: a multi-objective genetic algorithm. Int J Prod Res 61(15):5134–5155
Dessevre G, Martin G, Pierre B, Lamothe J, Pellerin R, Lauras M (2019) Decoupled Lead Time in Finite Capacity Flowshop: A Feedback Loop Approach. The 8th International Conference on Industrial Engineering and Systems Management, Shangai, China
Ducrot L, Ahmed E (2019) Investigation of potential added value of DDMRP in planning under uncertainty at finite capacity. MIT Libr https://hdl.handle.net/1721.1/121296
Fernandes NO, Thürer M, Stevenson M, Carmo-Silva S (2020) Lot synchronization in make-to-order shops with order release control: an assessment by simulation. Int J Prod Res 58(21):6724–6738
Goldratt EM, Cox J (2014) The goal: a process of Ongoing Improvement; 30th Anniversary Edition. North River
Jacobs FR, Bragg DJ (1988) Repetitive lots: Flow-Time reductions through sequencing and dynamic batch sizing. Decis Sci 19:281–294
Jiang, Jingjing, Rim, Suk-Chul, Strategic Inventory Positioning in BOM with Multiple Parents Using ASR Lead Time,Mathematical Problems in Engineering, 2016, 9328371, 9 pages, 2016. https://doi.org/10.1155/2016/9328371
Jiang, Jingjing, Rim, Suk-Chul, Strategic WIP Inventory Positioning for Make-to-Order Production with StochasticProcessing Times, Mathematical Problems in Engineering, 2017, 8635979, 7 pages, 2017.https://doi.org/10.1155/2017/8635979
Kanet JJ, Hayya JC (1982) Priority dispatching with operation due dates in a job shop. J Oper Manag 2(3):167–175
Kher HV, Malhotra MK, Steele DS (2000) The effect of push and pull Lot Splitting approaches on Lot Traceability and Material handling costs in Stochastic Flow Shop environments. Int J Prod Res 38(1):141–160
Kortabarria A, Apaolaza U, Lizarralde A, Amorrortu I (2018) Material management without forecasting: from MRP to demand driven MRP. J Ind Eng Manag 11(4):632–650
Krajčovič M, Gabajova G, Gaso M, Schickerle M (2024) Parameter setting for Strategic buffers in demand-driven material Resource Planning through statistical analysis and optimisation of buffer levels. Appl Sci 14(7):3012
Lahrichi Y, Damand D, Barth M (2022) A first MILP model for the parameterization of demand-driven MRP. Comput Ind Eng 174:108769
Lee CJ, Rim SC (2019) A mathematical safety stock model for DDMRP inventory replenishment. Math Probl Eng. https://doi.org/10.1155/2019/6496309
Lödding H, Piontek A (2017) The surprising effectiveness of earliest operation due-date sequencing. Prod Plann Control 28(5):459–471
Martin G, Lauras M, Baptiste P (2023) Dynamical multi-parameter sizing of DDMRP buffers in finite capacity flow-shops. Comput Ind Eng 175:1–10
Melnyk SA, Thürer M, Blome C, Schoenherr T, Gold S (2024) Re)-discovering simulation as a critical element of OM/SCM research: call for research. International Journal of Operations & Production Management. (in print)
Miclo R, Lauras M, Fontanili F, Lamothe J, Melnyk SA (2019) Demand driven MRP: assessment of a new approach to materials management. Int J Prod Res 57(1):166–181
Orlicky J (1975) Material requirements planning—the New Way of Life in Production and Inventory Management. McGraw-Hill, New York
Panwalker SS, Iskander W (1977) A survey of scheduling rules. Oper Res, 45–61
Ptak C, Smith C (2011) Orlicky’s material requirements planning 3/E. McGraw Hill Professional, New York
Ptak C, Smith C (2016) Demand driven material requirements planning (DDMRP). Industrial, Norwalk, CT
Rim, SC., Jiang, J., Lee, C.J. (2014). Strategic Inventory Positioning for MTO Manufacturing Using ASR LeadTime. In: Golinska, P. (eds) Logistics Operations, Supply Chain Management and Sustainability. EcoProduction.Springer, Cham. https://doi.org/10.1007/978-3-319-07287-6_31
Schönsleben, P. (2011). Integral logistics management: Operations and supply chain management within andacross companies. CRC Press
Thürer M, Stevenson M (2021) Material handling and order release control in high-variety make-to-order shops: an assessment by simulation. Oper Manage Res 14:494–506
Thürer M, Fernandes NO, Carmo-Silva S, Stevenson M (2018) Lot splitting under load-limiting order release in high-variety shops: an assessment by simulation. J Manuf Syst 48:63–72
Thürer M, Stevenson M, Aitken J, Silva C (2020) State-dependent service rates in make-to-order shops: an assessment by simulation. Oper Manage Res 13:70–84
Thürer M, Fernandes NO, Stevenson M (2022) Production planning and control in multi-stage assembly systems: an assessment of Kanban, MRP, OPT (DBR) and DDMRP by simulation. Int J Prod Res 60(3):1036–1050
Umble M (1992) Analyzing Manufacturing problems using V-A-T analysis. Prod Inventory Manage J 2nd Quarter:55–60
Wagner BJ, Ragatz GL (1994) The impact of Lot Splitting on due date performance. J Oper Manag 12(1):13–25
Funding
This work has been supported by FCT – Fundação para a Ciência e Tecnologia within the R&D Unit Project Scope UIDB/00319/2020.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. The first draft of the manuscript was written by first author and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript. The authors have no relevant financial or non-financial interests to disclose.
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Fernandes, N.O., Thürer, M. & Silva, S.C. DDMRP relative priority for production execution: an assessment by simulation. Oper Manag Res (2024). https://doi.org/10.1007/s12063-024-00503-2
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s12063-024-00503-2