
Abstract
Highly iterative product development is a promising approach to continuously involve customers in development and to meet global challenges such as short product life cycles and increasing variant diversity. In this context, the planning of production technologies, which takes place in parallel to product development, faces the challenge of processing uncertain product information in early planning phases. This is due to the frequent change of the required product characteristics while the product is being developed. Technology planners must therefore adapt the effort of their planning methods to the existing information uncertainty. This paper presents a new methodology for processing uncertain information from various information sources in technology planning. Firstly, individual information are modelled using fuzzy sets. Afterwards, a new method based on the Dempster–Shafer theory of evidence is presented, which enables an aggregation of individual information from different sources considering their uncertainties. The aggregated information regarding the product characteristics are used to determine the product maturity in the current iteration loop of the highly iterative development process. Finally, the user of the methodology selects a suitable technology planning level based on the prevailing product maturity.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Due to ever shorter product life cycles, increasing individualization and high market uncertainty, companies are forced to continuously involve their customers in product development [1]. Even in late development phases, it is necessary to take into account changes in customer requirements for the product with as little effort as possible [2]. In software development, this problem was addressed early on by introducing agile methods [3], in particular the Scrum model [4]. Scrum models the product development in a highly iterative way using short development cycles (sprints) with continuous involvement of the customer in the development process [5]. This highly iterative development process is becoming increasingly important in the development of physical products as well, where the result of a sprint is represented by a prototype [6]. Due to the production of a prototype in every sprint, information uncertainties regarding the product and the production processes are continuously reduced [7]. The planning of manufacturing technologies (technology planning) is an integral part of product development [8]. Due to the increasing importance of highly iterative product development processes, new requirements arise for technology planning, which takes place in parallel to the product development.
In the following, Sect. 2 briefly describes the basics of highly iterative development of physical products. In Sect. 3, the new requirements resulting from highly iterative development processes for the planning of manufacturing technologies are derived and a brief insight into the state of the art is given. Section 4 then contains a detailed description of the methodology developed. The paper concludes with a summary and an outlook in Sect. 5.
2 Highly iterative product development
Figure 1a shows the basic principle of the Scrum model. The Product Backlog is a collection of requirements for the product to be developed [9]. In the beginning of a sprint, the development team transfers a number of requirements to be solved in that sprint into the Sprint Backlog [9]. Designers are then responsible for deriving specific product features and characteristics on the basis of the requirements from the Sprint Backlog. These required product features and characteristics form the basis for the planning of manufacturing technologies. The result of a sprint in the development of physical products is a prototype that includes the product features and characteristics that were derived based on the Sprint Backlog [9]. The information from this prototype then leads to confirmations of the product design developed so far or to changes of the product design that are considered in the next sprint.

Fields of technology planning in highly iterative product development
In parallel to product development, technology planning is responsible for the technical and economical selection of manufacturing technologies as well as connecting them to technology chains and process sequences. A technology chain is defined as the abstract combination of manufacturing technologies that is independent of the means of production, whereas in process sequences specific means of production are assigned to the technologies [10]. As shown in Fig. 1b, there are two planning fields for technology planning in the context of highly iterative product development. On the one hand, the alternative process sequences for the production of the respective prototype must be planned and evaluated in each sprint. On the other hand, a continuous design and evaluation of process sequences for the series product is necessary to ensure that a product development suitable for series production is assured as early as possible.
3 New requirements for technology planning and state of the art
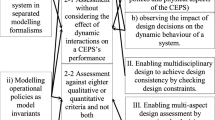
In order for highly iterative product development (HIPD) to significantly reduce the development time of physical products, the planning of manufacturing technologies must meet new requirements. In comparison to classical product development methods (e.g. VDI 2221), the focus of HIPD no longer lies on a phase-controlled development but on the systematic reduction of product and manufacturing technology uncertainties in a highly iterative way, see [7]. For that reason, technology planners need to be able to quantify product uncertainties and the product maturity along the product development process in every sprint. This enables them to identify, which product features and characteristics must first be reduced in their uncertainties (e.g. by producing prototypes [12]) in order to be able to increase the overall product maturity as quickly as possible. Moreover the product changes very frequently in the HIPD due to the constant involvement of the customer. Therefore, an adjustment of the degree of detail, with which process sequences are identified and evaluated, depending on the prevailing product maturity, is inevitable. Otherwise, the manufacturing technologies are already designed in a very detailed way, even though the risk of comprehensive product changes is still very high.
An analysis of the state of the art in the two areas of HIPD and technology planning shows, that these requirements have not yet been taken into account in existing approaches. Within the field of technology planning, several approaches exist that deal with the identification and evaluation of process sequences based on product information, see [8, 10, 13,14,15]. However, in all of the approaches, the assumption is made that the product characteristics are unchangeable. No approach considers the frequent product changes that occur during HIPD and their effects on the planning of manufacturing technologies. Methods are missing that enable a quantification of uncertainties of product information originating from different sources that are used in technology planning. In addition, although the need to use different levels of detail in technology planning methods is mentioned within some approaches, no approach allows a decision regarding the level of detail of the planning methods depending on the product maturity in the development process.
Most approaches within the young research field of HIPD of physical products are dealing with the development of descriptive models for the structure and process organization of HIPD processes, see for example [16,17,18,19]. All of the approaches neglect the necessity of the planning of manufacturing technologies during the HIPD process, which has to be considered in order to make use of the full potential of HIPD.
4 Methodology
To support technology planners in considering the challenges in highly iterative product development using Scrum described in Sect. 3, the methodology shown in Fig. 2 was developed. The steps of the methodology are to be carried out by the technology planner in every sprint of the Scrum process. At the beginning of each sprint, technology planners have access to new information on required product features or characteristics that result from the previous sprint and form the basis for the planning of manufacturing technologies. Therefore, in the first step of the methodology, a model for processing the uncertainties of individual information in technology planning is presented (Sect. 4.1). Then a method is developed with which individual information of different uncertainties regarding a product characteristic or technology capability can be aggregated to one overall information in the second step (Sect. 4.2). For a consideration of the interactions between different product features and characteristics, the product structure is modelled in the third step (Sect. 4.3). The fourth step of the methodology contains models for calculating the prevailing product maturity degree in the current sprint. Steps three and four are described in Sect. 4.3. In the fifth step, this product maturity degree is used by the technology planner as a basis for the selection of a suitable technology planning level (Sect. 4.4). The technology planning level determines the level of detail of the planning methods to be used for the process sequences. This ensures that methods that can be applied quickly and with little effort are used in the case of low product maturity (high product change risk), whereas more detailed and complex methods are used in the case of higher product maturity (low product change risk).

Conceptual design of the methodology
4.1 Processing of individual information
A central part of technology planning is the processing of information on product features and characteristics. Features are information carriers that refer to geometric or other attributes of the product and can be used to plan the development, production or assembly of a product [20]. A feature represents a surface or volumetric element of a product to which one or more sub-functions or production purposes can directly be assigned [21]. According to Klocke a feature can be described by its macro-, micro-, meso- and nanogeometric properties [22]. Such a property of a feature (e.g. the microgeometric property surface roughness) is defined as a characteristic in this paper.
In order to plan production process sequences, the required product characteristics must be compared with the capabilities of the production technologies to achieve these characteristics. Information on both product features and technology capabilities is subject to uncertainties. In addition, technology planners often use different sources of information whose statements differ from one another and show different uncertainties [23]. A typical expert statement containing an information regarding a required product characteristic is shown in Fig. 3.

Example for an expert statement containing product information
The uncertainties of these individual information on component characteristics or technology capabilities can be modelled using fuzzy set theory [24]. The theory uses fuzzy sets which, in contrast to sharp sets, allow a gradual membership of an element to a set [25]. This set is described by the membership function \(\mu (x) \to [0;1]\). The membership \(\mu (x)=r\) with \(0 \leqslant r \leqslant 1\) indicates the membership \(r\) of the element \(x\) to set A [26]. The membership function can take different forms, see Fig. 4 [27]. In this paper, the uncertainties of the individual information are modelled with the trapezoidal shape, since this is most suitable for modeling intervals that are often given for product information. In the following the parameters of the trapezoidal shape \(\alpha\) and \(\delta\) are defined as uncertainty parameters of an information and \(\beta\) and \(\gamma\) are defined as information parameters. For the example shown in Fig. 3 the information parameters are \(\beta =0.4\) µm and \(\gamma =0.8\) µm.

Modelling the uncertainty of single information with fuzzy sets referring to [24]
On the one hand, the uncertainty of the statement depends on how certain an expert is about his own statement. This uncertainty is considered in the next step of the methodology (3.2). On the other hand, it depends on how trustworthy the technology planner assesses the corresponding information source. The trustworthiness of the information source TWE must be specified by the technology planner with a percentage value.
Next, this trustworthiness \(T{W_{\text{E}}}\) is used to calculate the uncertainty parameters \(\alpha\) and \(\delta\) by the following formulas:
with \({x_0}\) as interval width, \(R\) as the required resolution of the definition of a component characteristic and \({{\varvec{\Delta}}}\) as absolute uncertainty of the statement.
For the calculation of the absolute uncertainty \({{\varvec{\Delta}}}\), two different cases are distinguished in Eq. (2) to take into account values for \(\beta\) and \(\gamma\) that are given “approximately” (see Fig. 3). Such a statement is subject to a higher degree of uncertainty than a statement that contains an exact interval or value.
If a statement does not contain an interval but a specific value as information, no interval width \({x_0}\) can be determined. In this case, the required resolution \(R\) of the definition of a component characteristic is determined and used for the calculation of \({{\varvec{\Delta}}}\), see Eq. (3). This indicates the resolution (\(R={10^y},~y\epsilon {\mathbb{Z}}\)), with which a product characteristic is defined sufficiently accurate. This resolution has to be defined by the user of the methodology. The introduction of \(R\) is necessary, because the required resolution often differs greatly between product characteristics. As an example, the specification of a required residual stress with a resolution of 100 MPa \((R={10^2})\) can be sufficiently accurate, whereas for a hardness HRC a resolution of 1 HRC \((R={10^1})\) or for a surface roughness Ra a resolution of 0.1 µm \((R={10^{ - 1}})\) is required.
After the determination of the fuzzy quadruple the uncertainty of a single information is modelled. Section 4.2 comprises the processing of several individual information with different uncertainties.
4.2 Aggregation of the information
Particularly when information is subject to uncertainties, technology planners often collect several individual information from different sources. In addition, further information is continuously collected in future sprints of the highly iterative development process. It is therefore necessary to link new information with existing information in order to generate aggregated information.
A newly developed procedure based on the evidence theory according to Dempster–Shafer (DS theory) [28] is used to link different individual information. The theory allows the combination of information from different sources into aggregated information, taking into account the trustworthiness of each source [29]. The DS theory differs significantly from classical probability theory. In classical probability theory, a probability about the occurrence of an event is always opposed by a counter-probability. The sum of the two probabilities is always one [30]. If one source of information indicates that event A occurs with a probability of 60%, but another source indicates that event A does not occur with a probability of 60%, the total probability is 120%, which results in a conflict. This conflict is due to the uncertainties contained in the statements. The classical probability calculation does not take into account these uncertainties and is therefore not suitable for the present problem. In DS theory however, only specific statements about the occurrence or non-occurrence of an event are processed and referred to as evidence. A statement that an event A occurs with probability x does not mean that event A does not occur with probability \((1 - x)\). In DS theory, the residual probability is defined as uncertainty rather than counter-probability [31]. When combining different information from different sources, the so-called intervals of belief, uncertainty and doubt result (see Fig. 5). The sum of belief and uncertainty results in the plausibility interval [32].

Intervals of Dempster–Shafer theory [32]
The set of all possible and mutually exclusive events is referred to in DS theory as the frame of discernment \(\Omega\) [25]. Each event can be represented as a subset of \(\Omega\). The basic probability assignment \(m\) is the measure of belief that is assigned exactly to the set \(U\). It denotes a function \(m:{2^\Omega } \to [0;1]\) which must fulfill the following two conditions [23]:
The two conditions ensure that no belief can be assigned to the empty set and that the total belief is one. A subset \(U\), for which the basic probability assignment \(m(U)~>~0\) applies, is referred to as a focal element [28].
The two basic functions of the Dempster–Shafer theory are called belief and plausibility function. The belief function describes all statements \(V\) that are contained in the subset \(U\) and therefore belong to the belief interval (Eq. 6). The plausibility function contains all statements \(V\) that do not conflict with subset \(U\) (Eq. 7). These statements are therefore assigned to the intervals of belief and uncertainty [28].
The Dempster combination rule is used to combine several information from different sources [33]:
Two basic dimensions \({m_1}\) and \({m_2}\) of two information sources form the starting point. V and W designate different focal elements. The degree of conflict \({k_{\text{g}}}\) normalizes the result and is calculated as follows [33]:
So far, the basic calculation rules of the Dempster–Shafer theory have been used mainly in sensor data processing, artificial intelligence and failure analysis [23]. A methodical application to product information in the product development process is missing so far. The combination of different product information relevant for technology planning is explained in the following using an example. For this purpose, in Fig. 6 two further statements and sources of information are added to the statement shown before in Fig. 3.

Example for statements from different information sources
In order to apply the Dempster–Shafer theory, the information must be converted into usable statements. First, the information parameters \(\alpha\) and \(\delta\) are calculated for each information source according to Eqs. (1)–(3) (see Fig. 7a). In addition, a basic probability assignment mi is assigned to each statement. This corresponds to the uncertainty of the statement according to the information source’s own assessment.

Preprocessing of information for Dempster–Shafer theory
After that, the basic statements are generated. The values of the previously determined uncertainty parameters are sorted in ascending order independently of the information source and defined as basic statements (see Fig. 7b). This is necessary so that the basic statements are strictly delimited from each other and can thus be processed using the Dempster–Shafer theory. The basic statements are supplemented by the theoretically smallest and largest value (in this example \(0\) and \(\infty\)), which ensures the definition of the entire frame of discernment \(\Omega\). The statements of the information sources are then described by a combination of the basic statements (Fig. 7c). A combination of two basic statements always means that all intermediate values are contained. In addition, when describing an interval, all basic statements in between must be included. In the example, the information generated from expert 1 contains all values between 0.28 and 0.92. Using the table in Fig. 7b, this interval is therefore described by the information \(\{ {\text{BCDEFG}}\}\), see Fig. 7c.
After this preprocessing procedure, the information is combined in the next step using the Dempster combination rule (Eq. 8). An exemplary calculation using the introduced example is shown as a step-by-step procedure in Fig. 8. First, the two information of expert 1 and customer are combined (Fig. 8a). In this combination there is no conflict between the information, therefore the degree of conflict is \({k_{\text{g}}}=~0\). In the next step the evidences from the first combination are combined with the third information (expert 2) (Fig. 8b). Since a conflict exists between individual information in this combination, the degree of conflict results in \({k_{\text{g}}}=0.15\). Thus, aggregated evidences can be calculated for the three combinated information \({U_j}\) (Fig. 8c). These are used for the calculation of the belief and plausibility values for the different roughness intervals (Eqs. 6 and 7) (Fig. 8d).

Combination of different information using Dempster–Shafer theory
After combining the information, it must be decided which of the intervals will be used for planning the production technologies in the current sprint. As a basis for this decision the maturity degree of the characteristic \(MDC\) is defined. It takes into account the accuracy and uncertainty of an information and is calculated as follows:
with \(A({U_j})\) as accuracy and \(Bel({U_j})\) as belief of the combined information \({U_j}\). The accuracy of an information \(A({U_j})\) is calculated as follows:
\({\delta _j} - {\alpha _j}\) denotes the interval size of the information resulting from the uncertainty parameters. The equation uses linear interpolation to determine, how accurately a product characteristic is defined by the information on a scale between 0 and 1. It is defined that an interval size ten times bigger than the required resolution of a characteristic’s definition \((R)\) equals an information accuracy \(A({U_j})~=~0\). For the surface roughness example, the required resolution is \(R~=~{10^{ - 1}}\) μm. This results in an accuracy of \(A({U_j})~=0\) for an interval size of \({\delta _j}~ - ~{\alpha _j} \geqslant ~1\) μm.
Using Eqs. (10) and (11) for the introduced example, the highest maturity degree of the characteristic surface roughness \(MDC=0.36\) is reached with the combined information {EF}, which equals the roughness interval of 0.59–0.71 µm. Therefore, this interval is to be used for the planning of manufacturing technologies in the current sprint. However, if new information is generated in following sprints, all current information is again combined with the new information. Thus, the interval regarding a product characteristic to be used for technology planning may change again in the next sprints if it is strengthened in its belief by further information. The described procedure is to be used analogously in every sprint for information on the capabilities of production technologies (e.g. achievable surface roughnesses). Therefore, the newly developed methodology can be used to quantitatively determine how the uncertainty regarding individual product and technology characteristics changes in each sprint due to the collection of new information.
4.3 Modeling the product structure
Within a product, dependencies between different product characteristics exist. In order to determine the maturity degree of an entire product, these dependencies must be taken into account. For this purpose, this chapter presents a model for describing the dependencies between characteristics within a product.
A newly developed model based on graph theory is used to calculate the product maturity within product development considering the dependencies between product characteristics and their types as well as the functional relevance of product characteristics. A graph consists of vertices and edges, each edge connecting two vertices. If the direction of the connection is not relevant, the graph is called an undirected graph, which is used for modeling in the following. The edges can be weighted by specifying edge weights [34].
The principle of the developed description model is shown in Fig. 9a. A feature consists of different characteristics and a part consists of different features. Different parts make up the entire product. A characteristic is modeled as a vertex and the dependency between two characteristics as an edge between the vertices.

Modeling the dependencies between characteristics within a product
First, all characteristics for which information was available in the previous step are modeled as vertices and assigned to their corresponding features and parts (Fig. 9a). A distinction is made between functionally relevant characteristics and not functionally relevant characteristics. A characteristic is described as functionally relevant if it affects at least one sub-function of the product. A methodical derivation of product characteristics based on functions and sub-functions is not part of the methodology described in this paper, because it is not part of technology planning but of design and this is already dealt with in existing approaches, see [35] or [36].
Then it is analyzed which characteristics have dependencies with other characteristics (Fig. 9a). A distinction is made between feature-internal dependencies, cross-feature dependencies and cross-part dependencies. The weight of an edge \(E{W_{n,m}}\) between two vertices \(n\) and \(m\) is calculated as follows:
with \(R{V_n}\), \(R{V_m}\) as the functional relevance of vertices (characteristics) \(n\), \(m\) and \(R{D_{n,m}}\) as relevance of the dependency between the vertices. For a functionally relevant characteristic \(RV~=~2\), for a functionally not relevant characteristic \(RV=1\). Moreover, \(R{D_{n,m}}=1\) for a feature-internal dependency, \(R{D_{n,m}}=~2~\) for a cross-feature dependency, and \(R{D_{n,m}}=3~\) for a cross-part dependency.
Afterwards, the vertices and edges are converted into a matrix notation to take the number of dependencies of a characteristic into account (Fig. 9b). The matrix entries correspond to the calculated edge weights \(E{W_{n,m}}\) between the vertices. The value 1 has to be filled in on the diagonal. Afterwards the row totals \(R{T_n}\) are calculated as follows:
with \(M\) as the number of vertices. The row totals are then used to calculate weighting factors \({g_n}\) for the vertices (characteristics):
Therefore, these weighting factors are influenced by the functional relevance of a characteristic and the number and importance of the dependencies with other characteristics. The higher this weighting factor is, the more the characteristic is weighted in the calculation of the entire product maturity. As an example, a functionally not relevant characteristic with few and only feature-internal dependencies has a lower weighting for product maturity than a functionally relevant characteristic with many cross-feature or cross-part dependencies.
From the weighting factors of the characteristics and the maturity degrees of the characteristics \(MDC\) (calculated in Sect. 4.2), the maturity degree \(MDF\) of a feature \(l\) is calculated as follows:
with \(MD{C_{l,k}}\) as the maturity level of the characteristic \(k\) of feature \(l\) (s. ch. 3.2), \({g_{l,k}}\) as the weighting factor of the characteristic \(k~\) of feature \(~l\) and \({C_l}\) as the completeness of feature \(l\). \({C_l}\) describes in percent how complete a feature is described at the current planning time. It is assumed that a functionally relevant feature for technology planning is fully described if information is available on the categories macrogeometry (characteristics: length, width, height and their tolerances), microgeometry (characteristic: surface roughness) and mesogeometry (characteristics: hardness, residual stresses) [36].
Based on this, the maturity level \(MDP\) of a part \(p\) and the entire product maturity degree \(MDPR~\) is calculated:
with \(L\) as the number of features per part \(p\) and \(P\) as the number of parts of the product. After this step, the methodology enables a calculation of the product maturity based on the available information in each sprint. In this context, the complex dependencies that exist between different component characteristics of a product are taken into account.
4.4 Selection of the technology planning level
In the last step of the methodology, the calculated product maturity degree \(MDPR\) is used as a basis for selecting a suitable level of detail in the methods for planning manufacturing technologies. As shown in Fig. 10, the technology planner selects a suitable planning level based on the product maturity. The pre-planning level is selected for \(MDPR~<~0.25\) and provides fast and simple to use methods with low need of information, enabling the generation of rough technology chains. In rough planning (\(MDPR~=~0.25 - 0.75\)), technology capabilities and required component characteristics are compared and thus technology chains are generated. If \(MDPR~>~0.75\), means of production are assigned to the technology chains and process sequences are generated. In this level, the manufacturing history is taken into account in order to consider the complex interactions between manufacturing technologies and product characteristics in the interfaces of a process sequence. The detailed technology planning methods to be used in the different levels will be presented in a future publication.

Levels of technology planning
5 Summary and outlook
This paper presents a new methodology which enables technology planners to consider information uncertainties regarding product characteristics and technology capabilities. Firstly, fuzzy sets are used to model the uncertainty of individual information. Secondly, a new method based on the Dempster–Shafer theory of evidence is presented, which enables an aggregation of individual information from different sources considering uncertainties. Thirdly, this aggregated information is used to calculate the product maturity in the current sprint of the highly iterative development process. For this, a newly developed method is presented which uses the graph theory. Finally, a suitable technology planning level is chosen considering the calculated product maturity.
The new approach presented in this paper enables the user to systematically consider uncertainties regarding product and technology information during technology planning. On the one hand, the methodology provides the basis for a quantitative evaluation of information uncertainty in the product development and technology planning process. The maturity degree of characteristics and their weighting with respect to the entire product maturity are modelled. This enables the identification of product characteristics for which additional information must be generated as quickly as possible in order to reduce information uncertainties in the product development process. Thus, the approach contributes to an acceleration of the highly iterative product development process. In addition, the methodology enables technology planners to adapt the level of detail of the planning methods specifically to the existing information uncertainty.
Future research will focus on the development of suitable planning methods for the different technology planning levels. Additionally, the planning of technologies for prototype production during the highly iterative development process will be addressed. In this context it will be investigated how prototypes can be used systematically to reduce the information uncertainties regarding the product and manufacturing technologies, which were described in this paper.
References
Schuh G, Wetterney T, Lau F, Schröder S (2016) Next generation hardware development: framework for a tailorable development method. In: Kocaoglu DF (ed) Proceedings of PICMET’16: technology management for social innovation, Portland International Center for Management of Engineering and Technology, Honolulu, pp 2563–2572. https://doi.org/10.1109/PICMET.2016.7806807
Cooper RG, Sommer AF (2018) Agile—stage-gate for manufacturers. Res Technol Manag 61(2):17–26. https://doi.org/10.1080/08956308.2018.1421380
Goevert K, Lindner M, Lindemann U (2018) Survey on agile methods and processes in physical product development. In: ISPIM Innovation Forum, Boston, pp 1–13
Böhmer AI, Hostettler R, Richter C, Lindemann U, Conradt J, Knoll A (2017) Towards agile product development—the role of prototyping. In: Maier A et al (eds) Proceedings of the 21st international conference on engineering design (ICED 17). Design methods and tools. The Design Society, Vancouver, pp 1–10
Komus A (2014) Status Quo Agile. Success and forms of usage—hybrid and selective approaches. In: Berlin Days of Software Engineering, Berlin
Sommer AF, Hedegaard C, Dukovska-Popovska I, Steger-Jensen K (2015) Improved product development performance through agile/stage-gate hybrids. The next-generation stage-gate process? Res Technol Manag 58(1):34–45. https://doi.org/10.5437/08956308X5801236
Gartzen T, Brambring F, Basse F (2016) Target-oriented prototyping in highly iterative product development. Proced CIRP 51:19–23. https://doi.org/10.1016/j.procir.2016.05.095
Milberg J, Müller S (2007) Integrated configuration and holistic evaluation of technology chains within process planning. Prod Eng Res Dev 1(4):401–406. https://doi.org/10.1007/s11740-007-0055-3
Schuh G, Gartzen T, Basse F, Schrey E (2016) Enabling radical innovation through highly iterative product expedition in ramp up and demonstration factories. Proced CIRP 41:620–625. https://doi.org/10.1016/j.procir.2016.01.014
Klocke F, Fallböhmer M, Kopner A, Trommer G (2000) Methods and tools supporting modular process design. Robot CIM Int Manuf 16(6):411–423. https://doi.org/10.1016/S0736-5845(00)00024-7
Cooper RG (2017) Idea-to-launch gating systems. Better, faster, and more agile. Res Technol Manag 60(1):48–52. https://doi.org/10.1080/08956308.2017.1255057
Zink L, Hostetter R, Böhmer AF, Lindemann U (2017) The use of prototypes within agile product development. Explorative Case Study of a Makeathon. In: Jardim-Goncalves et al (eds) Proceedings of 2017 international conference on engineering, technology and innovation (ICE/ITMC). Madeira, pp 68–77. https://doi.org/10.1109/ICE.2017.8279871
Borsdorf R (2007) Methodische Ansatz zur Integration von Technologiewissen in den Produktentwicklungsprozess. Dissertation RWTH Aachen
Klocke F, Buchholz S, Stauder J (2014) Technology chain optimization: a systematic approach considering manufacturing history. Prod Eng Res Dev 8(5):669–678. https://doi.org/10.1007/s11740-014-0572-9
Stauder J, Buchholz S, Mattfeld P, Rey J (2016) Evaluating the substitution risk of production systems in volatile environments. Prod Eng Res Dev 10(3):305–318. https://doi.org/10.1007/s11740-016-0670-y
Cooper RG (2014) What’s next?: after stage-gate. Res Technol Manag 57(1):20–31. https://doi.org/10.5437/08956308X5606963
Schneider S (2015) Agile Prozessplanung im Produktentstehungsprozess am Beispiel der Motorenproduktion. Dissertation Technische Universität Dortmund
Klein TP (2016) Agiles Engineering im Maschinen- und Anlagenbau. Dissertation Technische Universität München
Diels F (2018) Indikatoren für die Ermittlung agil zu entwickelnder Produktumfänge. Dissertation RWTH Aachen
Salomons OW, van Houten FJAM, Kals HJJ (1993) Review of research in feature-based design. J Manuf Syst 12(2):113–132. https://doi.org/10.1016/0278-6125(93)90012-I
Klocke F, Müller J, Mattfeld P, Kukulies J, Schmitt R (2018) Integrative technology and inspection planning. A case study in medical industry. J Manuf Sci E-T ASME 140(5):1–10. https://doi.org/10.1115/1.4039114
Klocke F, Brinksmeier E, Weinert K (2005) Capability profile of hard cutting and grinding processes. CIRP Ann 54(2):22–45. https://doi.org/10.1016/S0007-8506(07)60018-3
Limbour P, Savic R, Petersen J, Kochs HD (2007) Fault tree analysis in an early design stage using the Dempster–Shafer theory of evidence. In: Aven T, Vinnem JE (eds) Risk, reliability and societal safety: proceedings of the european safety and reliability conference. Taylor & Francis, London, pp 713–722
Trommer G (2001) Methodik zur konstruktionsbegleitenden Generierung und Bewertung alternativer Fertigungsfolgen. Dissertation, RWTH Aachen
Zadeh LA (1965) Fuzzy sets. Inf Control 8(3):338–353. https://doi.org/10.1016/S0019-9958(65)90241-X
Heinsohn J, Socher-Ambrosius R (1999) Wissensverarbeitung. Eine Einführung. Spektrum Akademischer Verlag, Heidelberg
Schell H (1997) Bewertung alternativer Handhabungs- und Fertigungsfolgen. Dissertation, RWTH Aachen
Shafer G (1976) A mathematical theory of evidence. Princeton University Press, Princeton
Rebner G, Auer E, Luther W (2012) A verified realization of a Dempster–Shafer based fault tree analysis. Computing 94(2–4):313–324. https://doi.org/10.1007/s00607-011-0179-3
Boersch I (2007) Wissensverarbeitung. Spektrum Akademischer Verlag, Heidelberg
Beierle C (2014) Methoden wissensbasierter Systeme. Springer, Wiesbaden
Gordon J, Shortliffe EH (1990) The Dempster–Shafer theory of evidence. In: Pearl J, Shafer G (eds) Readings in uncertain reasoning. Morgan Kaufmann Series, San Mateo, pp 272–292
Rakowsky UK (2007) Fundamentals of the Dempster–Shafer theory and its applications to reliability modeling. Int J Reliab Qual Saf Eng 14(6):579–601. https://doi.org/10.1142/S0218539307002817
Rao PK, Kong Z, Duty CE, Smith RJ, Kunc V, Love LJ (2016) Assessment of dimensional integrity and spatial defect localization in additive manufacturing using spectral graph theory. J Manuf Sci E-T ASME 138(5):1–12. https://doi.org/10.1115/1.4031574
Feldhusen J, Grote KH (2013) Pahl/Beitz Konstruktionslehre. Methoden und Anwendung erfolgreicher Produktentwicklung. Springer, Berlin
Klocke F, Mattfeld P, Stauder J, Müller J, Grünebaum T (2017) Robust technology chain design. Considering undesired interactions within the technology chain. Prod Eng Res Dev 11(4–5):575–585. https://doi.org/10.1007/s11740-017-0756-1
Acknowledgements
The authors would like to thank the German Research Foundation DFG for the support of the depicted research within the project KL 500/211-1 “Methodology for the highly iterative design of production process sequences”.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rey, J., Apelt, S., Trauth, D. et al. Highly iterative technology planning: processing of information uncertainties in the planning of manufacturing technologies. Prod. Eng. Res. Devel. 13, 361–371 (2019). https://doi.org/10.1007/s11740-019-00882-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-019-00882-7