
Abstract
The optimization of technology chains is usually conducted as a local problem of each individual process step. However, in order to optimize the technology chain in terms of product properties a local optimization is insufficient and a more holistic approach is indispensable. Existing methods, which consider the manufacturing history of a workpiece, are often accompanied by a high level of effort in research. This paper presents a systematic approach to integrate the manufacturing history into the technology chain optimization process going along with a significant reduction of effort compared to existing methods based on simulation and experiments. Resulting from previous methods and models a set of representative variables is identified to describe interactions and dependencies within technology chains. Furthermore, an approach consisting of three steps is developed which allows a visualization as well as an explanation of the cause-and-effect relationships within technology chains. This approach is used to deduce two different optimization strategies for technology chains. The first strategy allows a global optimization by adjusting specified parameters without changing the processes within the technology chain. Whereas the second strategy comprises a redesign of the whole chain.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Rapidly changing markets and the increasing globalization result in new competitors from emerging markets and a high pressure on prices. At the same time, the customer needs towards quality grow steadily. In order to assure competitiveness it is essential to optimize technology chain performance in terms of efficiency and effectiveness considerably. Therefore, the workpiece properties must be affected precisely by every manufacturing technology. A selective manipulation is often impossible due to the existing interactions between the workpiece properties and the applied technologies. In consequence, different technologies are optimized individually and mostly no consideration of the upstream and downstream technologies is carried out [1–5].
Hence, the identification of new optimization potentials requires a holistic view on the technology chain by taking the manufacturing history into account. This implies a significantly higher complexity of the optimization problem due to the interactions and dependencies within the technology chain. Existing approaches and methods based on experiments and numerical simulations coping with this problem are often specialised on one technology chain and not transferable to other applications. Furthermore, the existing approaches necessitate elaborated numerical simulation models or a huge number of experiments resulting in a high effort during implementation. Consequently, there is a high demand for methodologies allowing for a holistic technology chain optimization. Further, a simultaneously reduction of the application effort is needed during the implementation [3].
Therefore, this paper presents a methodology to identify the interactions and dependencies within a technology chain. Furthermore, a systematic approach to identify reasonable adjusting levers in order to optimize the whole technology chain in terms of product functionality is presented.
2 Overview of existing models
Existing approaches analyzing the interactions and dependencies within technology chains could be divided into three different types of models: theoretical, numerical simulations and experimental models. The basic principle of the theoretical approach by Brinksmeier et al. is the energy conversion, energy dissipation and material modification during machining. The so-called “process-signature” describes the characteristic energy input during one technology-step to which all changes in the workpiece material can be reduced. Consequently, a comparison of technologies is possible from an energy-oriented perspective [6]. Although this approach enables great future potential, the current benefit is rather small due to the lack of energy-oriented technology descriptions. A further theoretical approach from Wuest et al. offers a model to depict interdependencies within technology chains. To describe these interactions the product state is defined by different state characteristics at certain “checkpoints” along the technology chain. This model shows a conducive way to illustrate different types of interdependencies within technology chains, but it does not provide a deeper insight into the underlying cause-and-effect relationships [7].
Models based on numerical simulations are already widely used in industry and research. Within the numerical simulation based models two different types can be distinguished in terms of how the models are generated. The first type comprises models that use existing simulation-software-models by interlinking them with each other. In this case, one problem is a suitable implementation of interfaces between the existing models for the single technologies. This becomes particularly apparent by considering different modelling levels of the single technologies resulting in various data formats. Various examples have solved this problem for one specific technology chain. These “interface-solution” can be found in the research conducted by Schulz et al. [1], Denkena, Straube and Zäh [4, 5, 8–10]. Another problem using numerical models is to transfer these solutions to other applications. Furthermore, the time needed to implement a complete technology chain in a numerical model is comparatively long.
The second type aims at developing a complete new model for the whole technology chain without implementing existing models. Using this approach, interfaces for the data conversion are not required anymore. However, the approach involves several simplifications and results in a loss of quality in terms of quantification accuracy [2]. Summarizing, both approaches are able to realize a virtual technology chain that reflects the influences of the manufacturing history on the workpiece at an appropriate level. The main problem in both approaches consists in the high level of effort for implementation.
In contrast to the above mentioned approaches, experimental procedures can be used to investigate the interactions within the technology chain. In order to describe the manufacturing history of a workpiece a parameter variation is conducted for every single technology within the technology chain. An experimental procedure allows an identification of correlations between input and output variables without greater simplifications compared to the first two approaches. The benefit compared to theoretical models is relatively high, but a very high level of effort is needed considering large number of experiments. Examples can be found in the research by Klocke and Röttger [11, 12].
The above mentioned approaches indicate that the manufacturing history plays an important role regarding technology chain design. Moreover, existing models distinguish a high accuracy but require a high application effort. Hence, a new type of model with an appropriate expenditure of time to obtain revealing results in terms of technology chain optimization is indispensable.
3 Determination of transition variables
Prior to the model development, suitable transition variables have to be identified. Transition variables describe different properties stored in the workpiece due to mechanical, thermal and chemical effects of previous technologies. The transition variables describe different workpiece characteristics at a defined point in time during the manufacturing process or after. Therefore, transition variables are ascertainable measures, which can be described in a quantitative way such as the surface roughness. After every manufacturing step at least one transition variable changes due to influences of the technology. Hence, within the technology chain, the output of a technology represents the input of its successor. Thus, the output state of one manufacturing step (n) in terms of transition variables is simultaneously considered to be the input state for the following step (n + 1), see Fig. 1 [13].

Definition of technological interfaces within a technology chain
Due to the fact that the existing models allow a quantification of the manufacturing history, these models are analyzed with regard to the used transition variables respectively state characteristics. To identify the most suitable variables two aspects have to be taken into account: variables are required which can describe the workpiece state time-discrete at different technological interfaces and they have to be relevant in terms of product functionality [7]. Furthermore, the variables should specify the workpiece state at a sufficient level.
The analysis of the existing approaches by various researchers are shown in Fig. 2 [1, 2, 4–6, 8, 10–12, 14]. Taking the above mentioned aspects into account five transition variables could be determined: residual stresses, hardness, dimension- and form deviations, surface roughness and macro geometry namely the dimensions of the workpiece. The temperature profile is also used in several approaches, but the presented approach using transition variables does only allow a time-discrete description of the workpiece state. Furthermore, various approaches have shown, that without regarding the temperature profile a sufficiently accurate description of the manufacturing history is possible. Therefore, the temperature profile is neglected in the present approach. Moreover, the transition variable energy offers great potential [6], but research has not yet advanced enough to consider this variable. The approach by Schulz et al. takes all the mentioned transition variables into account and shows great potential for future application, see Fig. 2. However, in order to apply the approach to different technology chains, new products, or other materials further research needs to be conducted [1].

Analysis of existing approaches
For specific applications, it may be worthwhile to take further transition variables into account or to conduct a more precise detailing of the technology chain. In those cases the set of transition variables may be supplemented with the respective transition variables. Concluding, the set of transition variables chosen provides a holistic perspective on the workpiece characteristics, but it may easily be supplemented when necessary.
4 Model development
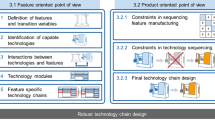
The presented approach considering the manufacturing history in technology chain optimization is divided in three steps building up on each other (compare Fig. 3). In the first step the relevant interactions within the technology chain regarding the transition variables are identified and depicted. Secondly, the effect of the different parameters of every technology on the transition variables is analyzed. In the last step promising starting points for the optimization of the technology chain are identified. For the model development various types of technological information are needed. Therefore, appropriate information sources have to be determined and subsequently a detailed preparation of the information is necessary to support the model development. A more detailed explanation of each step is presented below.

Model development
Firstly, a systematic approach to identify and visualize the relevant interactions and dependences within the technology chain was developed. The first step focuses on the interactions between the different technologies and thus the technologies are regarded as black boxes. The visualization of the interdependencies within the technology chain is conducted by using the approach of Wuest et al. In addition to the above mentioned approaches diverse publications on manufacturing history were analyzed, cf [15–17].
Three different types of interactions between the transition variables and the single technologies could be distinguished:
First of all, the input state of a transition variable may have an influence on the output state with regard to a manufacturing step (n) without influencing the working mechanisms of the manufacturing step. Klocke et al. [11] show that the mean peak-to-valley roughness Rz after hard turning has a significant influence on the mean peak-to-valley roughness Rz after the subsequent deep rolling process.
Furthermore, the output state of other transition variables may influence a transition variable without influencing the working mechanisms of a manufacturing step. Typical examples are interactions between the transition variable residual stress and the resulting distortion of the workpiece [17, 18]. During the soft machining process the workpiece is exposed to higher mechanical than thermal load. This results in a retention of compressive stresses in the surface zone of the workpiece. Due to the subsequent stress relieving the yield strength decreases and the high temperatures lead to a plastic compression of the near surface zone [18].
However, the input state of a transition variable may also influence the working mechanisms of a manufacturing step. For example, the hardness of a workpiece has a significant influence on the machining process. Klocke [19] shows that the cutting mechanisms during grinding are determined by the workpiece hardness.
In most cases, the influences of the technology on the transition variables are subject to scientific research. For example, Röttger [12] and Klocke et al. [11] show that the deep rolling process has a significant influence on the residual stresses state of the workpiece.
A systematic procedure regarding the mentioned types of interactions was developed. Figure 4 shows the procedure for a simplified technology chain to manufacture bearing races. At first, a bar of material SAE52100 (100Cr6) is forged and then annealed on spheroidal cementite to ensure an advantageous material structure for the subsequent machining operation. The basic shape is machined using a conventional turning process. In order to enhance the life time during application the races are hardened and the surface finish is finished using a hard turning process.

Systematic approach to determine needed explanatory models
In the first step it is checked for all relevant transition variables with respect to every technology whether the input state ISn of any transition variable has an impact on the output state OSn of the considered transition variable. In the scheme in Fig. 4 the respective input states are abbreviated as shown. This step is conducted neglecting whether the transition variable has an effect on the working mechanism of the technology or not. Furthermore, it is determined for every technology whether it has an impact on the transition variable. The identified technologies are marked as shown in Fig. 4. In step two it is analyzed whether an influence of the technology on the transition variable exists and further has an influence on the output state of the following technology step interacting with the respective transition variable. If one of these conditions is not fulfilled, the second step of the methodology is required. In the depicted example the forging process has an impact on the residual stresses. However, during the annealing process all stresses are relieved and therefore the output state of the residual stresses after forging is not relevant. Therefore a further inside on the influence of the forging process on the residual stresses is not required, Fig. 4. Contrary, the turning process has an influence on the transition variable geometry and even though the hardening process does not effect the geometry the output state of the turning process regarding the geometry is needed for the modelling of the influence of the hard turning process on the transition variable geometry. Therefore, the influence of the different process parameters of the turning process on the geometry needs to be analysed in the second step, see Fig. 4.
Using the described systematic approach the illustration of interactions within a technology chain proposed by Wuest [7] can be derived, see Fig. 5. The residual stresses are determined by the annealing process, the turning process, the hardening process and the hard turning process as well as the interactions between those processes. Furthermore, the residual stresses state prior to the hardening process has a significant impact on the form deviations as explained above. The hardness of the workpiece needs to be considered throughout most of the technology chain. Even though the hardness of the workpiece prior to the hardening process has no significant on the hardness after the hardening process, the hardness after the forging and the annealing process has an influence on the cutting mechanisms of the turning process and therefore needs to be considered. Due to the fact that the infeed in the turning process usual exceeds the dimensional and form deviations the input state can be neglected. The form deviations need to be considered especially for the turning, the hardening and the hard turning process. The surface roughness is primarily determined by the finishing process due to the ratio of infeed and initial surface roughness. Thus, the consideration of hard turning is satisfactory in terms of surface roughness. Regarding the geometry, all processes inducing a change in geometry have to be taken into consideration. Therefore the annealing and the hardening process can be neglected.

Illustration of interaction within a technology chain with reference to Wuest [7]
The second step allows a detailing of the interactions within a technology chain. Therefore, the influences of single process parameters on the transition variables is analysed. In addition, a quantification of the strengths of individual interactions is conducted. The aim is to determine the significance of different process parameters and thus the effects of a manipulation. The model is developed by means of a structural model to represent the relationships between the individual elements. A structural model describes the internal structure of a technical system. A technical system in this context depicts a limited number of objects which are connected with each other by relationships with defined properties. The objects are called elements and the relations as a whole are called the system structure [21].
In order to determine the interactions existing models are analyzed. Existing models can be distinguished into two types: direct and indirect models. In direct models, the influence of technology parameters on the output state of the transition variable are investigated and described. In indirect models the influences of technology parameters on the so-called technology characteristics, such as the cutting force Fc or the chip thickness hcu, are investigated. In further studies, then the influence of these technology characteristics on the output state of the workpiece respectively the transition variable is investigated, see Fig. 6.

Indirect and direct impacts/models
To develop the desired model of the manufacturing history all relevant cause-and-effect relationships are combined to one holistic model which characterizes the interactions within the whole technology chain. The model allows to depict the interactions in a graphical way. Furthermore, the whole technology chain can be merged in a table to compress the essential information. In Fig. 7 an extract from the model of the discussed technology chain to manufacture bearing races is depicted. The table depicts the direct effects of various process parameters on the transfer sizes as well as indirect effects of the transfer sizes from each other. Thus, not all interactions between the transition variables for the various technological interfaces are shown separately in the matrix. Instead, general indirect influences between the transition variables are mapped. A “+” or “−” therefore means that an influence of the transition variable in the column exists on the transfer size in the line. Further, the desired band widths of the transition variables, which were determined by experiments and expert knowledge during the model development are shown as well as the optimization direction. For example, an increase of the feed rate in the hard turning process tends to result in comprehensive stresses, smaller roundness errors and an increase of the surface roughness Ra, see Fig. 7 [18, 22]. The extract allows a demonstration of the selection procedure of an appropriate actuating variable respectively technology parameter to optimize the transition variables.

Design model
5 Technology chain optimization by systematic parameter variation
For the technology chain optimization two different strategies have been developed: parameter optimization and technology chain redesign. The parameter optimization utilizes the tabular representation of the developed model to identify suitable actuating variables. The selection of the actuating variables is based on the two axioms by Suh: The “Independence Axiom” and the “Information Axiom” [23]. The independence axiom states that a system is designed in an optimal way when the design parameters influence only one functional requirement without influencing other functional requirements. Transferred to the presented model the workpiece property respectively the transition variable, which should be optimized, must be affected by the actuating variable without influencing other transition variables. Furthermore, the information axiom states that an advantageous design has the least information content. By taking these both axioms into account and using the table from the design model, one or more adjusting variables can be chosen to optimize the technology chain with respect to the final workpiece properties [23–25].
The major issue in hard turning bearing races are deviations from the shape and position tolerances [20]. Especially roundness errors can lead to an early failure of bearings. In the depicted example the roundness is effected throughout the entire extract of the technology chain. By taking the axioms of Suh into account one or more actuating variables have to be determined in order to reduce the roundness errors. Therefore, all columns of the different parameters must be analyzed regarding the number of impacts. If there exists a column with only one impact on the variable, which should be adjusted, this parameter will be taken into consideration for optimizing the transition variable. In the depicted case the depth of cut used in the hard turning process only affects the roundness in terms of the analyzed transition variables. Thus, a decrease of the depth of cut may lead to an improvement of the roundness errors [18].
In the next step, it has to be considered whether indirect impacts of the transition variable ‘roundness’ have to be taken into account. In Fig. 7 it can be seen that the hardness and the residual stresses have an indirect influence on the roundness error. Increasing workpiece hardness tend to lead to higher process forces when machining, which leads to higher compressive stresses and may lead to higher roundness errors [18]. Furthermore, the relieving of residual stresses may lead to roundness errors as well [18]. However, there is no indication that the roundness error has an impact on the hardness nor the residual stresses. Consequently, no other transition variable has to be adapted due to the optimization of the roundness. Concluding, a decrease of the depth of cut may be a feasible way to decrease the roundness error.
However, if there is an indirect impact, further steps will be conducted. It has to be examined whether there is a conflict in terms of optimization direction between the primary optimized transition variable and the indirect manipulated transition variables. A conflict in terms of optimization direction exists if and only if the two transition variables have an opposite optimization direction. Consequently, if a transition variable experiences a positive change in terms of product quality, another transition variable will be manipulated in a negative way regarding the product quality. If there is no conflict in optimization direction, no other transition variable will be adapted. In case of a conflict in optimization direction, most likely an optimization has to be realized by manipulating more than one transition variable. Depending on the strength of the indirect influence a second transition variable must be manipulated to compensate the negative indirect influence. In this case, the variables may be selected taking into account the axioms by Suh.
Afterwards, an appropriate value for the actuating parameters must be determined to complete the optimization procedure. This can be realized by experiments or existing analytical models which describe the correlations between the technology parameters and the transition variables. An example for an analytical model is the relation between the feed rate, cutting edge radius and the surface quality in case of a turning process [26]. Subsequent to the parameter optimization an iteration has to be conducted in order to verify whether the optimization has been successful.
6 Technology chain optimization by technology chain redesign
In case of an unsuccessful optimization, a redesign of the existing technology chain may be necessary. According to Eichgrün [27] four possibilities of technology chain redesign can be distinguished, see Fig. 8. An alteration of technology-sequence technologies implies a rearrangement in terms of order processing the workpiece. An enlargement of the technology chain can be conducted by either adding an extra technology or by parallelizing technologies. A shortening of the technology chain may be achieved by combining or integrating two technologies or by eliminating a technology step. At last, a technology can be substituted by another.

Possibilities of technology chain redesign [27]
In order to conduct a technology chain redesign it has to be determined which process of the technology chain compels a redesign. To identify the respective process the risk factor is taken into consideration in addition to the design model. Risk is defined as a negative, undesirable and unexpected difference from objectives of a system and all its consequences [28]. The cause (contribution of risk factor) and the resulting difference of the transition variable (risk) can occur at different points in the technology chain. In case of the exemplary technology chain for bearing races the risk might be the roundness deviations due to the introduced distortion potential. The risk factor would thus be the distortion potential such as residual stresses induced by the form giving turning process and released during the heating process [2, 4].
To determine the risk and the risk-factor a risk-analysis is conducted, which is subdivided into risk identification and risk evaluation. In case of the presented application the failure mode and effects analysis (FMEA) is a suitable methodology to conduct the risk identification and the risk evaluation, see [29]. In a first step risks as well as possible consequences and the influencing risk factors are ana-lyzed. In a further step, it is determined to what extent the risk factor is affected by the relevant transition variables. In a last step the technologies influencing these transition variables are analysed. The effort to conduct the FMEA in this context is expected to decrease significantly with the number of risk analysis.
It can be shown for the presented technology chain that turning and hard turning are critical to the described roundness error. During turning, there is a high contribution of distortion potential due to residual stresses, which are resolved during the heat treatment and thus lead to roundness errors [2, 4]. The subsequent finishing process might then not be capable of compensating the roundness error. In case of the bearing race, especially the hard turning process is critical due to the fact that the tool wear has an extreme influence on the desired shape and position tolerance. Thus, two technologies are identified that are suitable in terms of starting points for a redesign of the technology chain. Starting from the critical technology one or a combination of the possible approaches for technology chain redesign according to Fig. 8 have to be chosen respectively elaborated.
In order to reduce the roundness errors the hard turning process may be substituted by a grinding process, which is characterized by easier to manage near surface damages and a higher technology reliability [30]. Alternatively, the turning process may be chosen to conduct a redesign of the technology chain. In the depicted example the forging and the soft machining process may be replaced by a precision forging process in order to eliminate the turning process and reduce the contribution of residual stresses. Afterwards, the existing models of the present technology chain have to be adapted and new sub models for the newly implemented technology/technologies have to be generated. Therefore, the three proposed descriptive, explanatory, and design model have to be adapted for the alternative technology chains.
7 Summary and outlook
This paper offers a systematic approach to integrate the manufacturing history in the process of technology chain generation and optimization. Therefore, suitable transition variables between different technologies within a technology chain were identified based on existing approaches, which deal with the problematic of the manufacturing history. In order to characterize a workpiece after every single technology the residual stresses, the hardness, the dimensional and form deviations, the geometry and the surface roughness seem to be feasible to describe the state of a workpiece. Subsequent, three different models have been developed to describe and explain interactions within the whole technology chain. Subsequent, these models can be used to optimize the existing technology chain by adjusting actuating variables within the single technologies or to support a systematic redesign of the present technology chain. Future research will focus on the handling of the workpieces. Especially, the influence of the clamping device is discussed in various papers, e.g. [20]. Furthermore, limitations due to the machine tool will be incorporated into the methodology. Moreover, interactions between three or more elements need to be taken into consideration to improve the prediction accuracy. Finally, the risk analysis to identify possible starting points for a technology chain redesign is objective to future research in order to reduce the necessary effort.
References
Schulz W, Bischof C, Bobzin K et al (2012) Virtual production systems. In: Brecher C (ed) Integrative production technology for high-wage countries. Springer, Berlin, pp 241–434
Zaeh MF, Tekkaya AE, Biermann D et al (2009) Integrated simulation of the process chain composite extrusion–milling–welding for lightweight frame structures. Prod Eng Res Devel 3(4–5):441–451. doi:10.1007/s11740-009-0190-0
Brandes A (2008) Positionierung technologischer Schnittstellen. Beitrag zur ganzheitlichen Auslegung fertigungstechnischer Prozessketten, 1st edn. Berichte aus dem IFW/Institut für Fertigungstechnik und Werkzeugmaschinen, vol 2008,06. PZH Produktionstechnisches Zentrum, Garbsen
Zaeh MF, Papadakis L, Langhorst M (2008) Simulation of the manufacturing process chain of welded frame structures. Prod Eng Res Devel 2(4):385–393. doi:10.1007/s11740-008-0122-4
Denkena B, Rudzio H, Brandes A (2006) Methodology for dimensioning technological interfaces of manufacturing process chains. CIRP Ann Manuf Technol 55(1):497–500. doi:10.1016/S0007-8506(07)60467-3
Brinksmeier E, Gläbe R, Klocke F et al (2011) Process signatures—an alternative approach to predicting functional workpiece properties. Procedia Eng 19:44–52. doi:10.1016/j.proeng.2011.11.078
Wuest T, Klein D, Seifert M et al (2012) Method to describe interdependencies of state characteristics related to distortion. Mat-wiss u Werkstofftech 43(1–2):186–191. doi:10.1002/mawe.201100908
Straube A (2004)Modularer Ansatz zur Simulation verfahrensübergreifender fertigungstechnischer Prozessketten. Ph. D. Thesis, RWTH Aachen, Shaker Verlag, Aachen
Straube A, Messner G, Schmitz R (2004) Berücksichtigung der Werkstoffhistorie in der simulierten Fertigungsprozesskette. In: Simulation in der Produkt- und Prozessentwicklung. Fraunhofer IRB Verlag, Stuttgart, pp 31–37
Zaeh M, Kleiner M, Weiner K (2004) Simulation von Prozessketten zur flexiblen Fertigung leichter Tragwerksstrukturen. Zeitschrift für Wirtschaftlichen Fabrikbetrieb (ZWF) 99(5):248–252
Klocke F, Maier B, Tönissen S (2012) Methodik zur Identifizierung von funktionsrelevanten Oberflächen- und Randzoneneigenschaften in der Hartfeinbearbeitung. Ergebnisbericht des BMBF Verbundprojektes PlanPP. PLANPP. Apprimus Verlag, Aachen
Röttger K (2003) Walzen hartgedrehter Oberflächen. Dissertation, RWTH Aachen, Shaker Verlag, Aachen
Denkena B, Henjes J, Henning H (2011) Simulation-based dimensioning of manufacturing process chains. CIRP J Manuf Sci Technol 4(1):9–14. doi:10.1016/j.cirpj.2011.06.015
Schulze V, Osterried J, Strauß T et al (2012) Analysis of surface layer characteristics for sequential cutting operations. HTM J Heat Treatm Mat 67(6):347–356
Hirsch J (2006) Through process modelling. MSF 519–521:15–24. doi:10.4028/www.scientific.net/MSF.519-521.15
Klocke F, Pampus A, Zeppenfeld C (2007) Funktionale Oberflächen. wt Werkstatttechnik online 97(6):405–410
Lübben T, Zoch H (2012) Einführung in die Grundlagen des Distortion Engineering. HTM J Heat Treatm Mat 67(6):275–290
Nowag L, Sölter J, Brinksmeier E (2007) Influence of turning parameters on distortion of bearing rings. Prod Eng Res Devel 1(2):135–139. doi:10.1007/s11740-007-0009-9
Klocke F (2009) Manufacturing processes 2. Grinding, honing, lapping. Springer, Berlin
Surm H, Hoffmann F (2009) Influence of clamping conditions on distortion during heating of bearing rings. Mat-wiss u Werkstofftech 40(5–6):396–401. doi:10.1002/mawe.200900466
Ropohl G (2009) Allgemeine technologie. Eine Systemtheorie der Technik. Univ.-Verl, Karlsruhe
Klocke F (2011) Manufacturing processes, RWTH edition. Springer, Berlin
Suh N (1990) The principles of design. Oxford series on advanced manufacturing, vol 6. Oxford University Press, New York
Suh N (1998) Axiomatic design theory for systems. Res Eng Des 10:189–209
Suh N (2005) Complexity in engineering. CIRP Ann Manuf Technol 54(2):46–63
Denkena B, Tönshoff HK (2011) Spanen. Grundlagen, 3rd ed. Springer, Heidelberg
Eichgrün K Prozesssicherheit in fertigungstechnischen Prozessketten. Systemanalyse, ganzheitliche Gestaltung und Führung. Dissertation, Universität Kaiserslautern
Königs H (2009) IT-risiko-management mit system. Von den Grundlagen bis zur Realisierung; ein praxisorientierter Leitfaden, 3rd edn. Vieweg Praxis. Vieweg + Teubner, Wiesbaden
Pfeifer T (2001) Qualitätsmanagement. Strategien, Methoden, Techniken; mit 3 Tabellen, 3rd ed. Hanser, München, Wien
Johlen G (2003) Prozessoptimierung für die Hartfeinbearbeitung durch Kombination von Hartdrehen und Schleifen. Dissertation, Universität Dortmund, Vulkan-Verlag, Essen
Acknowledgments
The authors would like to thank the German Research Foundation DFG for the support of the depicted research within the Project KL 500/109-1 “Statische und dynamische Bewertung soziotechnischer Fertigungssysteme” and the graduate program 1491 ‘‘Ramp-Up Management - Development of Decision Models for the Production Ramp-Up’’.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Klocke, F., Buchholz, S. & Stauder, J. Technology chain optimization: a systematic approach considering the manufacturing history. Prod. Eng. Res. Devel. 8, 669–678 (2014). https://doi.org/10.1007/s11740-014-0572-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11740-014-0572-9