
Abstract
The main purpose of this study was to form cold-sprayed copper coatings on A 516 low carbon steel, which is considered a prospective material for manufacturing used nuclear fuel containers. The 3 mm-thick Cu coatings were formed using the high pressure cold spray method with Nitrogen as the propellant gas. The deformation of copper particles during the deposition process was studied. The obtained SEM images of the Cu layer-A 516 low carbon steel substrate interface cross sections demonstrated that the Cu layer at the substrate interface had a dense microstructure with localized jet-metallic mixing areas. The Cu particles were deformed considerably more severely in this layer than in the consequently deposited upper layers. The steel substrate underwent severe deformation due to the impact of Cu particles. The mutual severe deformation of Cu particles and steel substrate resulted in a considerable increase of adhesion strength up to 120 MPa. The structure of coatings and coating-substrate interface was studied.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Grain refinement by severe plastic deformation (SPD) is being developed increasingly as a way of processing materials to achieve improved mechanical properties, such as high mechanical strength and plasticity. The cold gas dynamic spray (CS) is widely known as a surface coating technique in which coating is formed due to bombardment of a metallic substrate by accelerated to high velocities metallic particles, and the consolidation of the particles due to an impaction process. This process can generate nanocrystalline layers in the impact zone of both the particles impinging upon the substrate and the substrate itself (Ref 1, 2). Understanding the physical mechanisms underlying the severe deformation of the impact zones and grain refinement of material deposited by CS is crucial for optimization and improvement of the CS technology (Ref 3-10).
Localized shear is known to be an important mode of deformation which leads to super high strains and development of interparticle bonding between particles in various powder composites. The CS technology is known to be the process of metallic particles impacting the substrate with a velocity of about 600-1000 m/s that results in the particle deformation at strain rates in the range of 103-109 s−1. That is why it is well recognized that localization of deformation induced by an adiabatic shear band formation in the impacting particles is one of the dominant mechanisms for successful bonding in CS (Ref 11-16). However, there is a lack of experimental data demonstrating the contribution of SPD to CS coating bonding as well as numerical simulation of the process. That is due to several factors, including unknown characteristics of each impinging particle and the substrate under very high strain conditions during multi-particle impact, resulting in severe deformation of both, complexity of the dislocation structure formation processes at high temperatures such as dynamic recrystallization.
In this article, an experimental investigation of properties and structure formation of the CS-deposited Cu coatings has been conducted, the finite element (FE) simulations of multi-particle impact to characterize the severe deformation in the areas impacted by the impinging particles has been implemented, and the influence of SPD on nanocrystalline structure of the formed coatings-substrate interface has been shown.
Experimental Procedure
The CS process was used for depositing Cu coatings on A516 low carbon steel substrates. The A516 Gr.70 low carbon steel substrates were grit blasted (blasting air pressure 0.75 MPa, standoff distance 150 mm, traverse speed 20-40 mm/s) with alumina (mesh 36) to remove the scale layer formed due to hot rolling process employed for the production of the substrate material. Commercially available low oxygen Cu powder (Tafa, Inc., Concord, NH, USA) with an average diameter about 22 µm was used. Oxygen content was 112 ppm. To form a Cu coating, the Plasma Giken CS machine was used, providing the following CS parameters: propellant gas—nitrogen, gas pressure—5 MPa, gas temperature—800 °C; powder feed rate—100 g/min, nozzle traverse speed (NTS)—300-500 mm/s, and stand-off-distance—25 mm. A converging-diverging (De-Laval) nozzle with the throat diameter of 3 mm and outlet diameter of 6.5 mm was used.
To determining the adhesion strength of the deposited Cu coatings, the tensile testing was carried out according to ASTM E8/E8M-09. To implement the tensile testing, the following steps have been carried out: (a) “dog bone”-shaped samples (Fig. 1a) were cut out across the coating-substrate interface, so that one of the sample shoulders would be cut out of the deposited Cu coating, while the second shoulder and the gage would be cut out of the A516 low carbon steel substrate; (b) a small copper insert was brazed to the coating surface to make the Cu shoulder of the sample larger for a more convenient gripping (Fig. 1a); (c) a special sample holder was designed and fabricated (Fig. 1b) to fit the dimensions of the “dog bone”-shaped sample with the working length of 20 mm; (d) the sample holder was placed in the ZWIK machine, which was used for Cu coating adhesion testing.

Cut out “dog bone”-shaped samples for adhesion tests (a), and the sample holder (b)
Optical light microscopy Leica DMI5000M with a digital camera DFS 320 R2 was used for metallographic characterization of Cu coating/A516 (Gr.70) low carbon steel interfaces. The FEI Quanta 200 FEG scanning electron microscope (SEM) was used for microstructural analysis of Cu coating/A516 (Gr.70) low carbon steel interfaces, including characterization of both the substrate and the coating, as well as adhesion and cohesion joints structure. The used SEM allowed for obtaining high resolution (up to 5 nm) backscatter and secondary electron images, energy-dispersive spectroscopy (EDS)-based elemental analysis and elemental mapping, and cathode-luminescence of trace elements. The TEM examinations were conducted using JEOL 2010 ARP (200 kV) analytical scanning TEM. The details are described in Ref 17. The surface roughness of the grit-based A516 Gr.70 low carbon steel substrates was measured by Seimitsu 2800 E roughness measurement machine. The profile diagram is shown in Fig. 2.

Roughness of the substrate after grit blasting with Al2O3 0.7 mm grit. (a) roughness profile of the cut off distance 10 mm; (b) the profile of a shaded area (length-400 µm). The impinging upon the substrate particles are shown in red (Color figure online)
Residual stress measurements were performed by x-ray diffraction (Ref 17) using a 2.0 mm round aperture. The collection time for each x-ray diffraction peak was about 15-20 s. The x-ray diffraction residual stress measurements were collected using the multiple exposure technique with a minimum of 22ψ angles as per SAE HS784 (Ref 17). A Cu target was used to diffract from the (420) plane at a diffraction angle of about 145° for the copper coating and a Cr target was used to diffract from the (211) plane at a diffraction angle of about 156° for the steel substrate. A Gaussian function was used to fit the diffraction peaks. The x-ray elastic constant (XEC) used was 85324.23 MPa for the copper coating and 168927.51 MPa for the steel substrate. All residual stress measurements were performed on Proto LXRD stress analyzer. No surface preparation was applied for surface residual stress measurements. Material removal was performed using the Proto Electropolisher (Ref 17) for subsurface measurements. A solution of perchloric acid, methanol, and butyl cellulose was used.
Numerical Simulation of the Particle Impact
Simulation Procedure
To study the Cu particle deformation during deposition with the CS process, a dynamic simulation of multiple impacts of the Cu particles impinging upon the carbon steel substrate was run, using commercial Lagrangian Finite Element software Abaqus/Explicit Version 6.9 (Ref 18). A 3-D FEM analysis was performed for 25 and 50 μm particle size configurations. Figure 3 shows the schematic diagram of the simulated model. The bottom surface of the simulated substrate was fixed and, additionally, the horizontal movements of the substrate in two perpendicular directions were limited by fixing the substrate sides. For both, the 25 and 50 μm Cu particles impinging upon the substrate, the substrate temperature was T S = 20 °C and the impact velocity was V p = 800 m/s. The particle temperature and velocity influence on the material yield stress were not considered in the conducted simulation. The copper yield stress value was taken from (Ref 11).

The schematic diagram of impact model with boundary conditions
Eight node explicit, linear, and hexagonal elements for coupled temperature-displacement analysis were taken from Abaqus CAE elements library and set to calculate 3D stress with first order accuracy. Distortion and Stiffness type Hourglass controls were also set. The other parameters were set as default.
Flow stress of both materials was defined using Johnson-Cook model which is described by the following equation:
where σ is the (Von Mises) flow stress, A is the yield stress at reference temperature and reference strain rate, B is the coefficient of strain hardening, n is the strain hardening exponent, ε is the plastic strain, \(\dot{\varepsilon }^{*} = \dot{\varepsilon }/\dot{\varepsilon }_{0}\) is the dimensionless strain rate with \(\dot{\varepsilon }\) being the strain rate and \(\dot{\varepsilon }_{0}\) the reference strain rate, and T* is the homologous temperature and expressed as:
A, B, C, m, and n are Johnson-Cook constants which were taken from Ref 11 and 15).
Numerical Simulation Results
Figure 4(a) and (c) demonstrate the Mises stress distribution in the particles and substrate during impact of two parallel particle columns (shown in Fig. 4b, d). It can be seen from the images in Fig. 4(a) and (c) that the plastic deformation of the substrate due to impact is considerable in spite of the fact that the yield strength of carbon steel substrate is higher than that of copper particles.
The calculated particle penetration depth into the substrate is about 32.1 µm for the case shown in Fig. 4(a), and 14.8 μm for the case shown in (Fig. 4c). Comparison of Fig. 4(a) and (c) shows the influence of the distance between columns and eccentricity of the particle location on the plastic deformation of both the particles and the substrate. In the case of the gap between particle columns in the range of 5 µm (Fig. 4a), substrate material is severely deformed in the area between particles that results in formation of substrate material jets. The other specific feature of multiparticle impact is nonuniformity of the particle deformation in the case of non-symmetric impact (Fig. 4c).

Numerical simulation results of the multiparticle impact with the carbon steel substrate. (a, c) Mises stress distribution for symmetric (b) and non-symmetric (d) particle impact. Particles—copper, diameter of 25 µm; impact velocity—800 m/s; eccentricity—11 µm (d); gap between particle columns 5 µm (b) and 12 µm (d); impact time—80 ns; depth of penetration—32.1 µm (a) and 14.8 µm (c); crater diameter—34.5 µm (a) and 36.4 µm (c)
To characterize the particle deformation process during multiparticle impact, the equivalent strains in various nodes (Fig. 5a) on the particle surface were calculated. The results are shown on Fig. 5(b). One can note that the total strain of the nodes #4-7 varies in the range of ε = 15-25, which is related to the severe strains due to localization of deformation at the interface. The strains of the nodes in the particle core are defined to be in the range of ε = 2-5 in the case of multiparticle impact. Thus the main conclusion of numerical modeling is that CS technology is characterized by severe deformation of both the particles and the substrate, which depends on the technological parameters of CS. The localization of deformation, severe deformation, and formation of material jets seem to be the main processes that lead to obtaining nanostructured coatings with high mechanical properties.

Equivalent strains in the various nodes of the bottom particle. (a) Nodes location; (b) equivalent strains at the various time of the impact
Experimental Results and Discussion
Coating Surface Morphology and Structure at the Interface
The morphology and structure of the cold spray deposited coatings in general depend on the substrate roughness. The morphology also depends on the mechanical properties of the substrate and the powder material sprayed at the high velocity impact conditions. It also depends on the coating/substrate interface formation mechanism. In the case of Cu coating/A516 Gr.70 low carbon steel substrate, the interface is formed by the deposition of Cu by high pressure Nitrogen carrier gas which accelerated Cu particles to around 800 m/s (Ref 19). It was found that the initial substrate surface roughness at the interface produced by alumina grit blasting (Fig. 2) was considerably altered by the accelerated Cu particles impacting the grit-blasted substrate surface. As can be seen in Fig. 6(a), the formed interface structure is comprised of micropeaks up to 50 μm high and craters with a mean diameter of 20-40 μm and a depth of 10-15 μm.

Vortex morphology of the sublayer (substrate preprocessing grit size-0.7 mm) (a); (b) interlocked Cu element at the interface
The alumina grit size increase, which results in higher surface roughness leads to the impacting the surface Cu particle mechanical interlocking at the interface. The presence of the interlocked Cu localized in the substrate craters can be seen (Fig. 6b). The substrate surface roughness considerably influences the vortex structure of the Cu layer. The role of the substrate surface roughness micropeaks in mechanical interlocking of the impinging copper particles and forming the vortex structure of the Cu layer is well observed (Fig. 7) in prepared.

The “turbulent” structure of the sublayer in angled cross sections. Deep etching with Nital
Nanostructure of Cold-Sprayed Coatings
The severe deformation of the deposited material and strain localization result in formation of the vortexes that are presented in Fig. 6 and 7. It is interesting to note that the vortexes have 3D structure, which is shown in the microstructure of coatings cut parallel to the substrate surface (Fig. 8).

Microstructure of Cu coating in the plane parallel to a substrate surface
The observed vortexes consist of small grains being generated during recrystallization of Cu because of high temperature and strain created at the interface due to multiple particle impact. The influence of a nozzle traverse speed on the grain structure of Copper coating is shown in Fig. 9.

Effect of secondary deformation during the following pass deposition on the coating structure (core of coating)
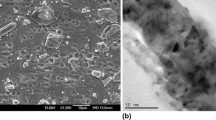
The increase of a nozzle traverse speed from 300 to 500 mm/s results in diminishing of a single pass thickness, which leads to an additional strain accumulation and increase of total strain of the Cu grains. It leads to obtaining submicron and nanograins similar to those shown on TEM micrographs (Fig. 10a and b).

TEM image of the copper nanograins at the interface. (a) Magnification ×100,000; (b) magnification ×500,000
The non-uniform microstructure of the interface area contains nano-twins (horizontal white arrow on Fig. 10a) and high dislocation density regions (black arrows on Fig. 10a). The separate recrystallized submicro and nanograins free from dislocations and similar to those described by Borchers et al. (Ref 20) can be seen (Fig. 10b and vertical white arrows on Fig. 10a). The presence of low-angle boundaries confirms the assumption about the influence of SPD taking place during the CS process on the nanocrystalline structure formation at the coating-substrate interface.
Adhesive Strength of Copper Coatings
To single out mechanisms contributing to the Cu layer/low carbon steel substrate bonding, the adhesion tension tests were performed (see section 2). The results are shown on Fig. 11.

Influence of grit size on the roughness and adhesion strength of Copper coatings deposited on carbon steel substrates
The microstructures of the Cu-Carbon steel interface shown on Fig. 6 and 7 exhibits the effect of interlocking. Moreover, fracture topography (image is not shown) examination shows, that the fracture take place in the localized “necks” within the interlocked particles. In other word, a partly ductile fracturing of Cu grains is taking place in some areas of the formed interface.
The interlocking effect is associated with the effect of nanostructuring, which allows to achieve the proper bonding between Cu and steel. Both effects caused by SPD result in considerable increase of adhesion strength. As can be seen from Fig. 11 the adhesion strength reaches approximately 150-160 Mpa which is higher by 2.5-3 times than that of thermal spray coatings.
The measurement results reveal that increasing grit size results in the considerable increase of the total height of profile Rt (from 15 µm up to 60 µm). Subsequent cold spraying leads to smoothing over the cusps: Rt varies in the range of 25-40 µm. Therefore impingement of Cu particles upon the micro peaks leads to the peaks deformation.
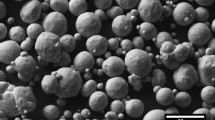
The average measured distance between micro peaks is about 80 µm while the average size of the Cu particles is about 25 µm. One can note that cold spraying of the substrate grit blasted with grit of 1 mm size results in smaller Rt values than that of substrate processed with grit of 0.7 mm size. The morphology of interfaces is shown on Fig. 12. The surface topography may be characterized by diameter of cavities formed due to particle impingement upon the substrate. It was determined (Fig. 12a) that grit blasting with grit size of 0.7 mm allowed to achieve the maximum roughness of the interface and maximum diameter of the cavities.

SEM images of Cu coating- interface morphology. (a) grit blast #0.7 mm; (b) grit blast #1.0 mm
SEM images of the interface cross sections of the samples grit blasted with 0.7 and 1.0 mm alumina shown in Fig. 12 demonstrate the severe deformation of the steel substrate micro peaks due to high stresses and temperatures arising during impact. One can note that the substrate cusps are severely deformed in spite of high strength of carbon steel. The cusps severe strain evidences are seen as steel fragments within Cu matrix. Such severe deformation of carbon steel may be possible under high temperature resulted from the heat generated due to Cu particle impingement upon the substrate. Cu particles can flow and fill the interface cavities under these conditions (see Fig. 13). SEM image of Cu coating—substrate interface after deep etching demonstrates a Cu particle, which has filled the surface cavity.

SEM image of Cu coating-substrate interface after deep etching carbon steel substrate
The severe deformation of both Cu particles and carbon steel substrate micro peaks is believed to be controlled by parameters of multi-particle impact per certain area of the substrate.
Results shown on Fig. 14 reveal the approximate linear dependence of the adhesive strength on the substrate surface roughness. The severe deformation of the substrate micro peaks seems to be the main process leading to the development of interlocking effect (Fig. 11 and 12) and achieving high adhesive strength. Additionally, the nozzle traverse speed (NTS) seems to be an effective parameter for CS process optimisation. The examination results of the adhesion strength dependence on NTS are shown on Fig. 15(a). It is seen that the increase of NTS results in increase of adhesion strength by 25-30%. This effect greatly depends on powder feeding rate which controls the particles concentration in the powder laden jet.

Effect of substrate surface roughness on the coating adhesive strength

(a) Cu coating adhesion strength dependence on NTS; (b) Cu coating-substrate microhardness distribution; (c) residual stresses in the Cu coating and steel substrate
Impact deformation of the Cu particles and steel substrate changes the microhardness of both the substrate and the formed coating. The microhardness measurements (Fig. 15b) show that the carbon steel substrate surface is hardened up to HV 330 MPa as compared with HV 220 MPa for annealed state. The microhardness of Cu coating was relatively uniform and low, about HV 190 MPa as compared to the interface area (about HV 330 MPa) in all measurement points of the coating that implies the presence of a softening processes in the coating during the Cu particle impact and following cooling. The microhardness and residual stresses measurement results (Fig. 15b and c) reveal that NTS barely influence on these coating characteristics. The maximum residual tension stress in the Cu coating near the interface is about 50-80 MPa.
Severe particle deformation results in development of the interlocking effect similar to that described by Champagne et al. (Ref 21). Examination of the fractured surfaces topography after the adhesion test (Fig. 16a) demonstrates that the adhesion strength of the Cu-steel interface is greater than bonding strength between the Cu particles. The SEM image (Fig. 16a) shows that the Cu particles have good adhesion to lamella pearlite, that results in fractures occurring between Cu particles, not at the Cu-steel interface (arrows #1,3). Perhaps the effect of “fusion” between cementite lamellas and copper takes place during their plastic deformation (Ref 22). The SEM image of the interface microstructure (Fig. 16b) demonstrates that pearlite colonies (shown with white arrows) have a relatively large contact surface area with Cu particles.

SEM image of Cu coating fracture topography after the adhesion test (a); (b) Cu coating—carbon steel substrate interface microstructure (lamellar pearlite colonies are shown by white arrows)
Conclusion
The experimental and simulation study of nanostructured Cu coating formation by Cold Spray allows to make the following conclusions:
-
Severe deformation of both particles and substrate is shown by numerical modeling of multiparticle impact. The total strains of the nodes at the particle interface are found to be in the range of ε = 15-25.
-
The localization of substrate deformation peaks is found, and linked to the possibility of interlocking effects between the impacting particles and substrate.
-
Considerable vortex formation process is experimentally demonstrated by the proper selection of the CS process parameters.
-
Severe deformation of Copper particles results in effective nanostructuring processes. TEM microscopy confirms presence of nanograins in the copper-carbon steel interface.
-
Coupling of nanostructuring and interlocking effects due to strain localization and severe deformation at CS results in obtaining coating high adhesion strength.
References
Ch Lee and J. Kim, Microstructure of Kinetic Spray Coatings: A Review, J. Thermal Spray Technol., 2015, 24(4), p 592-610
M.R. Rokni, C.A. Widener, and V.R. Champagne, Microstructural Evolution of 6061 Aluminum Gas-Atomized Powder and High-Pressure Cold-Sprayed Deposition, J. Thermal Spray Technol., 2014, 23(3), p 514-524
C. Borchers, F. Gartner, T. Stoltenhoff, and H. Kreye, Formation of Persistent Dislocation Loops by Ultra-High Strain-Rate Deformation During Cold Spraying, Acta Mater., 2005, 53, p 2991-3000
Y. Zou, W. Qin, E. Irissou, J.G. Legoux, S. Yue, and J.A. Szpunar, Dynamic Recrystallization in the Particle/Particle Interfacial Region of Cold-Sprayed Nickel Coating: Electron Backscatter Diffraction Characterization, Scripta Mater., 2009, 61, p 899-902
Y. Zou, D. Goldbaum, J.A. Szpunar, and S. Yue, Microstructure and Nanohardness of Cold-Sprayed Coatings: Electron Backscattered Diffraction and Nanoindentation Studies, Scripta Mater., 2010, 62, p 395-398
X. Wang, J. Zhao, and J. He, Investigation on the Microstructure and Mechanical Properties of the Spray-Formed Cu-Cr Alloys, Mater. Sci. Eng. A, 2007, 460-461, p 69-76
S.R. Bakshi, V. Singh, K. Balani, D.G. McCartney, S. Seal, and A. Agarwal, Carbon Nanotube Reinforced Aluminum Composite Coating via Cold Spraying, Surf. Coat. Technol., 2008, 202, p 5162-5169
Q. Wang, N. Birbilis, and M.X. Zhang, Interfacial Structure between Particles in an Aluminum Deposit Produced by Cold Spray, Mater. Lett., 2011, 65, p 1576-1578
P.D. Eason, J.A. Fewkes, S.C. Kennett, T.J. Eden, K. Tello, M.J. Kaufman, and M. Tiryakioglu, On the Characterization of Bulk Copper Produced by Cold Gas Dynamic Spray Processing in the As-fabricated and Annealed Conditions, Mater. Sci. Eng. A, 2001, 528, p 8174-8178
Y.Y. Zhang and J.S. Zhang, Recrystallization in the Particles Interfacial Region of the Cold-Sprayed Aluminum Coating: Strain-Induced Boundary Migration, Mater. Lett., 2011, 65, p 1856-1858
H. Assadi, F. Gartner, T. Stoltenhoff, and H. Kreye, Bonding Mechanism in Cold Spraying, Acta Mater., 2003, 51, p 4379-4394
T. Schmidt, F. Gartner, H. Assadi, and H. Kreye, Development of a Generalized Parameter Window for Cold Spray Deposition, Acta Mater., 2006, 54, p 729-742
T. Schmidt, F. Gartner, and H. Kreye, New Developments in Cold Spray Based on Higher Gas and Particle Temperatures, J. Therm. Spray Technol., 2006, 15, p 488-494
A. Papyrin, V. Kosarev, S. Klinkov, and A. Alkhimov, Cold Spray Technology, Elsevier, Oxford, 2006, p 125-210
V.K. Champagne, Ed., The Cold Spray Materials Deposition Process: Fundamentals and Applications, Woodhead Publishing Limited, Cambridge, 2007, p 230-312
R. Gr, Maev, Volf Leshchynsky, Introduction to Low Pressure Gas Dynamic Spray, Willey, 2007, p 190–207
J.A. Pineault, M. Belassel, and M.E. Brauss, X-ray Diffraction Residual Stress Measurement in Failure Analysis. ASM Handbook, Vol 11, ASM International, Materials Park, 2002, p 484-497
Hibbitt, Karlsson, and Soerensen, ABAQUS/Explicit 6.9-1 Manual, Pawtucket, RI, 2002
R. Huang and H. Fukanuma, Study of the Influence of Particle Velocity on Adhesive Strength of Cold Spray Deposits, J. Therm. Spray Technol., 2012, 21(3-4), p 541-549
C. Borchers, F. Gartner, T. Stoltenhoff, and H. Kreye, Microstructural Bonding Features of Cold Sprayed Face Centered Cubic Metals, J. Appl. Phys., 2004, 8, p 4288-4292
V.K. Champagne, D. Helfritch, P. Leyman, S. Grendahl, and B. Klotz, Interface Material Mixing Formed by the Deposition of Copper on Aluminum by Means of the Cold Spray Process, J. Therm. Spray Technol., 2005, 14(3), p 330-334
S. Dumek, M. Blicharski, J. Morgiel, and E. Fras, TEM Investigation of Ductile Iron Alloyed with Vanadium, J. Microsc., 2010, 237(3), p 461-464
Acknowledgment
The material presented in this paper is based on work supported by the grant of Nuclear Waste Management Organization, Toronto, Canada.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article has been retracted after further review by the JTST editorial board as the deposition of a sublayer was ignored; yet this layer was the primary focus of the paper. Also, the essential data concerning deposition of the sublayer was omitted as the sublayer was deposited using helium as the propellant gas while the thick copper coating was deposited using nitrogen as the propellant gas.
An erratum to this article can be found at http://dx.doi.org/10.1007/s11666-016-0454-0.
About this article

Cite this article
Maev, R.G., Leshchynsky, V., Strumban, E. et al. RETRACTED ARTICLE: Structure and Mechanical Properties of Thick Copper Coating Made by Cold Spray. J Therm Spray Tech 25, 113–122 (2016). https://doi.org/10.1007/s11666-015-0313-4
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11666-015-0313-4