
Abstract
This study has focused on the influence of size and content of SiC particle incorporation on the wetting behavior of the Ticusil brazing filler alloy and on its brazing performance in C/SiC composite/Ti6Al4V alloy joints. The effect of the size and content of additive SiC particles on the variation of molten brazing filler alloy contact angle was recorded at various brazing time and temperatures. Moreover, the microstructural evolution and mechanical properties of the additive containing C/SiC composite/Ti6Al4V alloy joints produced by the brazing method were investigated. The contact angles in both brazing filler alloys containing nano- and micro-sized SiC particles exhibited a sudden decrease with time during isothermal holding as observed in as-received brazing filler alloys. As the quantity of the SiC particles increased in the brazing alloy, the recorded contact angle values including the final, stable contact angle increased, while the time for the drastic contact angle change also increased remarkably. Compared to as-received counterparts, the addition of 2 wt.% nano-sized SiC and 1 wt.% micro-sized SiC particles improved the shear strength of the joints by 35 and 8%, respectively. Although the recorded contact angle values were close to each other in brazing alloys containing SiC particles with different sizes (37 and 42° for 1 wt.% micro-sized and 2 wt.% nano-sized additions), higher increment was achieved in the mechanical performance of the joints with nano-sized SiC additive due to more homogeneous reinforcement effect of the nanoparticles. The results indicated that the optimum brazing filler alloy contact angle for the highest shear strength is ∼ 40° for both nano- and micron-sized additive containing Ticusil filler alloy.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Carbon fiber reinforced silicon carbide (C/SiC) matrix ceramic composites have received attention for high temperature applications such as nose and leading edge thermal protection materials and thrust vector controlling parts, since they possess superior oxidation resistance and mechanical properties at high temperatures (Ref 1,2,3). On the other hand, Ti6Al4V alloys are widely used in aerospace, petrochemical and marine applications due to their excellent strength-to-density ratio at elevated temperature, corrosion resistance and good machinability (Ref 4). However, in contrast to metallic materials, joining of C/SiC composites to metallic materials and other composites is still an unresolved problem (Ref 5). Hence, techniques available for the joining of C/SiC composites to metallic materials must be improved to increase the usage areas of these composites and to produce wide variety of products.
The methods of joining ceramic matrix composites to metallic materials can be listed as adhesive bonding, diffusion bonding, brazing and mechanical joining (Ref 6), among which brazing stands out as the most advantageous joining technique (Ref 7). First of all, it is a cost-effective technique, and the time for joining is comparatively short. Moreover, it has high repeatability during manufacturing, and complex-shaped parts can be produced by this technique. However, there are issues which need to be improved during the process. The first one of these is the significant thermal expansion difference between ceramic matrix composites and metallic materials, while the second one is the insufficient wettability of brazing filler alloys (Ref 8, 9). Ceramic matrix composites have poor wettability compared to metallic surfaces such as Ti6Al4V alloy used in the current study. Accordingly, the contact angle change, and hence the wetting behavior, of the additive containing commercial Ticusil brazing filler alloy on the C/SiC composite interface was the subject of this investigation. Therefore, the contact angle in this study refers the contact angle of molten Ticusil on the C/SiC composite surface.
There are several studies on how to overcome the drawback of the high thermal stresses caused by the mismatch of coefficient of thermal expansions (CTE) of couples to be joined. These studies primarily focused on introducing soft metallic interlayers between the base materials or incorporating reinforcing particles with low CTE into brazing fillers (Ref 10). In 1999, Hanson presented the notion of adding ceramic particles to brazing filler alloys (Ref 11). In addition to that study, particles such as SiC, TiC, B4C and W as well as fibers such as carbon fibers were added into the brazing filler materials to decrease the residual stresses at the interface and to improve the mechanical properties of the joints (Ref 10,11,12,13,14,15). Moreover, studies were also performed to synthesize reinforcing phases in situ in order to obtain small and uniformly dispersed reinforcements (Ref 16,17,18). Xiong et al. (Ref 12) studied brazing of C/SiC composite and Ti alloy with brazing filler alloy containing three different ceramic particles (SiC, TiC and W with average particle sizes of 2.6, 8 µm and 200 mesh, respectively). It has been found that all types of the added reinforcing particles alleviated the thermal stress in the joint and increased the joint strength. Liu et al. used carbon fiber as a reinforcement material in the Ticusil brazing filler alloy for joining of C/C composite to Ti6Al4V alloy. They revealed that carbon fiber at a specific content decreased the residual stresses and reduced the brittle reaction layer's thickness close to the C/C composite side. However, excess carbon fiber decreased the mechanical properties of the joints due to insufficient reaction between C/C composite and the brazing material (Ref 19). Dai et al. successfully brazed monolithic SiC ceramics by adding B4C particles into the Ag-Cu-Ti-based brazing filler alloy. Mechanical strength of the joint increased by the formation of low CTE TiB whiskers and TiC particles in the interlayer (Ref 10). In another study, Wang et al. (Ref 15) employed TiC particles with particle sizes of 600-800 (∼ 15-20 µm) and 1000 mesh (∼ 10 µm) in TiZrCuNi brazing filler alloy for C/SiC composite/Ti6Al4V alloy joints. The effect of TiC particle size was investigated at two different brazing temperatures. The study revealed that finer reinforcement particles improved the mechanical properties of the joints due to more uniform distribution of the newly formed phases. While the study was successful in explaining the effect of reinforcement particles at a constant content at two different temperatures, it did not address the impact of reinforcement particle size and its amount under constant temperature conditions.
Wetting tests are well-known to serve as a guide for further improving the joining processes, and other authors have thoroughly examined and demonstrated this aspect earlier (Ref 20,21,22,23,24,25,26). Fan et al. (Ref 20) investigated the wettability and spreading behavior of Sn-Cr alloys on SiC ceramics. This study revealed that although molten Sn could not wet SiC with a final contact angle of 150°, addition of 5 wt.% Cr into the Sn-based filler alloy reduced the final contact angle to 10° and induced continuous interfacial reaction layer formation. In another study, Ag-Cu-based filler alloy containing 4.5 wt.% Ti has provided stable contact angle formation at around 20° on SiC ceramic (Ref 22). For further understanding the wetting mechanism, the nanostructure around the wetting triple line in the Ag-Cu-Ti/SiC system was investigated by Nomura et al. (Ref 23). According to that study, the reaction product had an upper separated Ti5Si3 layer that was more than 20 nm thick, and a lower TiC layer that was less than 10 nm thick, both of which were visible above the front line of Ag-Cu-Ti brazing filler.
Preliminary wetting studies as well as the studies conducted on the joining of C/SiC composite with Ti6Al4V alloy do not include all information about how particle size, amount and wetting behavior of brazing alloy affect the interfacial reactions and joint properties. Most of the studies present in the literature are related to the effect of additive particle amount on the mechanical strength of the brazed joints. In this regard, the present study has focused on the influence of the additive particles on the interfacial reaction in order to obtain high mechanical strength joints. Therefore, the first aim of this study was to investigate the effect of additives on the wetting behavior of the brazing filler alloy. Moreover, the effect of additive particle amount and size on the microstructural evolution and mechanical properties of vacuum brazed C/SiC composite/Ti6Al4V alloy joints were examined.
2 Materials and Methods
In the present study, C/SiC composites containing 45-50 vol.% carbon fiber were used as the ceramic matrix composite base material to be joined by brazing. SEM micrographs of the C/SiC composite are given in Fig. 1(c). The composite with three-dimensional (3D) woven structure had density of 2.2 g/cm3 and porosity of ∼ 10%. As the metallic counterpart of the joint, Ti6Al4V alloy (Grade 5) was used. Ticusil® was used as the brazing filler alloy. Ticusil brazing filler is a high-purity active brazing alloy which is developed especially for ceramic surfaces. Ticusil® (supplied from Lot-Tek GmbH, Germany) was in powder form with an average particle size of 45 µm, and it was composed of 68.8 wt.% Ag, 26.7 wt.% Cu and 4.5 wt.% Ti.

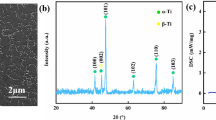
SEM images of the additive materials used in the study (a) nano-sized SiC particles, (b) micro-sized SiC particles, (c) SEM image of the C/SiC composite surface
SiC particles, with two different sizes, namely nano- and micro-sized, were added to Ticusil brazing filler alloy as an additive material. Nano-SiC particles (NG04CO1505 supplied by Nanografi Nanotechnology, Turkey) (> 99.5% purity) had an average particle size of 53 nm with a particle size distribution in the range of 50-70 nm. On the other hand, average particle size of micro-sized SiC particles (supplied from Sigma-Aldrich, USA) (99.5% purity) was around 40 µm, and particle size range was from 35 to 60 µm. SEM micrographs of the SiC particles used in the study are given in Fig. 1(a) and (b).
Dimensions of the joints to be brazed for the C/SiC composite and Ti6Al4V alloy were 15 × 10 × 5 mm3 and 10 × 5 × 5 mm3, respectively. While C/SiC joint surfaces were ground by 400 grit silicon carbide paper, Ti6Al4V alloy surfaces were ground by 80 grit. After the surface preparation step, all joints were ultrasonically cleaned with ethanol and dried at 60 °C for 2 h in open atmosphere before brazing.
SiC additive particles were added to Ticusil brazing filler alloy in varying percentage. The quantity of micro-sized SiC particles in the powder mixtures was 1, 2, 5, 10 and 20 wt.%, while it was 1, 2 and 5 wt.% for nano-sized SiC particles. Powders were mixed using a planetary centrifugal mixer (Thinky Mixer ARE-310) with 400 rpm for 1 h in order to ensure homogeneity. After that, powder mixture was turned into a paste by addition of ethanol. Next, a brush was used to spread the paste on the C/SiC composite and Ti6Al4V alloy surfaces to be brazed. The thickness of the paste spread on both joint material surfaces was approximately 100 µm.
Throughout the study, C/SiC composite/ Ti6Al4V alloy joints were obtained using vacuum brazing technique. In order to obtain homogeneous temperature distribution, the joints were kept at 600 °C for 60 min before reaching to brazing temperature in a horizontal atmosphere controlled tube furnace. While 5 °C/min heating rate was used up to 600 °C, samples were heated with 3 °C/min heating rate up to brazing temperature after reaching to 600 °C. The brazing process for Ticusil brazing filler alloy containing SiC additive was performed at 915 °C for 15 min. The joints were processed under vacuum at 4.5 × 10–8 Torr and were cooled down to room temperature in the furnace under controlled atmosphere.
To characterize microstructures of the joints, brazed joints were cut through their cross sections, and then grinding and polishing were applied prior to inspection. Grinding was performed using 400-800-1200 grit size of SiC papers, and diamond suspensions containing 6 and 1 μm particles were used for the polishing. Microstructural characterization of the brazed joints was conducted using a scanning electron microscope (SEM) (FEI Nova Nano SEM 430) equipped with an energy-dispersive x-ray spectroscopy (EDS) analyzer. Observations were done at an accelerating voltage of 20 kV.
Joints were mechanically characterized by room temperature lap shear tests using a screw-driven type testing machine (5565A, Instron, Norwood, MA, USA). The lap shear tests were conducted using an in-house designed loading fixture. The tests were performed by applying compressive load at a cross-head speed of 0.5 mm/min. For the joints composed of C/SiC composite and Ti6Al4V alloy, the offset was 1/3. The lap shear strength (τ) was calculated using the τ = P/A equation where P was the force applied to the C/SiC composite part, and A was the apparent contact area between the joint materials. Three separate mechanical tests were performed for each processing condition, and the average of the test results were calculated.
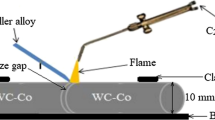
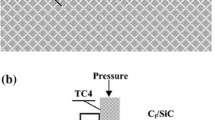
The wetting behavior of the additive containing brazing alloy on the C/SiC composite surface was also analyzed. In order to monitor the morphological changes of the molten brazing alloy droplet, typical atmosphere controlled horizontal laboratory furnace equipped with mullite tube, sealing systems, gas/vacuum intake/outlet valves, a PMMA window and a high-resolution CCD camera was used. Before wetting experiments, additive containing brazing alloy was turned to paste form by mixing with 2:1 ratio of ethanol. The paste was then shaped into a thin cylinder in a steel die applying 30 MPa of pressure using uniaxial press. The surfaces of C/SiC composite parts were ground by 400 grit silicon carbide paper and cleaned with ethanol. Next, cylindrical brazing alloy compact 5 mm in radius and 1 mm in height was placed on the C/SiC composite (15 × 10 × 10 mm3). Then, the alumina crucible containing the C/SiC composite and brazing alloy compact was placed in the hot zone of the horizontal tube furnace. All of the experiments were conducted under high-purity argon gas (99.999%).
In wetting experiments, the samples were heated to 915 ºC with a constant heating rate of 5 °C/min and soaked at 915 °C for 15 min. After each wetting experiment, the power of the furnace was turned off, and the samples were allowed to cool down in the furnace under flowing argon atmosphere. In order to measure the contact angle, the morphological changes of the droplet were monitored with the help of a CCD camera. The contact angles at various temperatures and times were determined on the images recorded using a software after the wetting experiments. The morphological changes of the droplet were monitored from the side view along a single direction during the wetting experiments. However, following the wetting experiments, contact angles at various angles, specifically contact angle left (θleft) and contact angle right (θright), were measured using software. The average contact angle values were then determined for each wetting experiment, and their changes over time were observed.
The fluidity behavior and infiltration depth of the additive containing brazing filler alloys were determined via similar heating and cooling cycles using the vacuum brazing furnace. Similar to wetting experiments, the brazing alloy compact 5 mm in radius and 1 mm in height was placed on the surface of the C/SiC composite. The experiment was performed at 915 °C for 15 min holding time. Vacuum level of the furnace was 4.5 × 10–8 Torr, and furnace cooling was applied subsequently. The fluidity of the Ticusil brazing filler alloy has been quantified and compared using the height and the spreading area of the solidified brazing filler alloy after the wetting experiments.
3 Results and Discussion
3.1 Wetting Behavior of Brazing Filler Alloy on C/SiC Composite: Effect of Additive Particle Size and Quantity
Interfacial reactions and performance of the brazed joints are controlled by the wetting of Ticusil brazing filler alloy on the C/SiC composite surfaces. Therefore, wetting experiments serve as a guide for further improvement in the joining processes. Consequently, the effect of SiC particle size and quantity on the wetting behavior of the SiC additive containing Ticusil brazing filler alloy on the C/SiC composite surface has been studied at constant temperature. Ticusil brazing filler alloy has solidus and liquidus temperatures of 780 and 900 °C, respectively. To simulate the brazing procedure, C/SiC composite samples containing brazing filler alloys on their surfaces were heated from 780 to 915 °C with a heating rate of 5 °C/min, and then they were kept at 915 °C for 15 min. The change in the contact angle of the brazing filler alloy was monitored throughout the experiment. The morphological changes of the droplet were monitored from the side view along a single direction during the wetting experiments. However, contact angles at different angles, namely contact angle left (θleft) and contact angle right (θright), were measured using a software following the wetting experiments as illustrated in Fig. 2. Then, the average values of the contact angles were calculated for each wetting experiment and their changes with respect to time were monitored (Fig. 3). Numerical and morphological investigations conducted on contact angle change revealed that the spreading morphology of the droplet was anisotropic as shown in Fig. 2. Similar to existing studies in the literature, the observed anisotropy in the droplet morphology can be attributed to the C/SiC composite surfaces which were rough and chemically inhomogeneous (Ref 25). Even though top view or the other side view of the molten droplet could not be recorded in this study, the anisotropy in the droplet spreading could be observed from the single side view, and the average of the two measured contact angles has been used for comparison of different conditions.

The contact angle determination of the droplet

The change in measured contact angle as a function of time at 915 °C for brazing filler alloy containing micro-sized SiC additive
The variation of the contact angle with time at constant temperature of 915 °C for different amounts of micro-sized SiC additions is given in Fig. 3. For as-received filler alloy, the initial contact angle was measured to be around 50° when the temperature reached to 915 °C. Contact angle was observed to display two different trends during holding the samples at 915 °C. Despite a substantial reduction in the contact angle from 0 to 100 s, it changed slowly in the holding time interval of 100-300 s. After that the contact angle remained nearly constant at 15°, indicating good wetting characteristic for the active brazing filler alloy. It was observed that when micro-sized SiC particles were added, the initial and final contact angles have changed depending on the content of the particles. At 915 °C, initial contact angle for the brazing alloy containing 1 wt.% micro-sized SiC was around 80°, while it was around 130° for all of the other brazing filler alloys containing 2, 5 and 10 wt.% micro-sized SiC. The time of drastic drop in contact angle increased when the content of SiC particles in the alloy increased. However, brazing filler alloys with 2 and 5 wt.% micro-sized SiC displayed similar contact angle changes. As can be seen in Fig. 3, final contact angles measured at the end of the wetting experiments increased with increasing SiC content in the alloy. However, the same final contact angle (60°) was measured for the filler alloys containing 2 and 5 wt.% micro-sized SiC particles. A stable final contact angle as high as ∼ 90° was measured for brazing filler alloy containing 10 wt.% micro-sized SiC. On the other hand, contact angle data could not be collected precisely for the 20 wt.% micro-sized SiC additive case, as the alloy did not melt completely at 915 °C (Fig. 5). Considering the increasing trend of contact angle with micro-sized SiC particle content, it can be concluded that the wetting behavior of the brazing filler alloy is negatively affected especially at higher contents of micro-sized SiC particles.
The effect of nano-sized SiC additive content on the morphology and contact angle variation was also examined. The change in the morphology of the brazing filler alloy on C/SiC composite surface during wetting experiment is shown in Fig. 5 for varying nano-sized SiC additive contents. For all of the nano-sized SiC additive contents (1, 2 and 5 wt.%), molten droplets spread with different contact angles. Although brazing filler alloys with 1 and 2 wt.% nano-sized SiC additive displayed relatively good wetting behavior with relatively lower contact angles, 5 wt.% nano-sized SiC containing alloy exhibited relatively poor wetting behavior with its higher contact angle. The increase in the contact angle was attributed to the presence of a large number of nano-sized SiC particles in the molten filler alloy, in which the strong interaction between nano-sized SiC particles causes them to agglomerate during the melting and solidification of the filler alloy. The interaction of these nano-sized particles with the C/SiC composite, as well as their segregation at the surface, may have prevented the molten filler alloy from penetrating the surface pores. This may result in an increase in the contact angle due to increased surface tension. Studies in the literature have also mentioned about similar observations (Ref 27, 28).
Figure 4 presents the change in contact angle with time at constant temperature of 915 °C for brazing filler alloy containing varying amounts of nano-sized SiC additive. The alloys with 1 and 2 wt.% nano-sized SiC exhibited the same initial contact angle, while the measured angle was relatively higher for the alloy with 5 wt.% nano-sized SiC additive. At the end of the wetting experiments the stable contact angles were measured as 20, 42 and 88° for the alloys containing 1, 2 and 5 wt.% nano-sized SiC additive, respectively. Similar to wetting experiments conducted for brazing alloys containing micro-sized SiC, a drastic drop in the contact angle was observed during the wetting experiments of brazing alloys containing nano-sized SiC. Likewise, the time of drastic contact angle drop increased with the content of SiC particles.

The change in measured contact angle as a function of time at 915 °C for brazing filler alloy containing nano-sized SiC additive
In Fig. 5, the effect of SiC additive particle size and content on the contact angle of the brazing filler alloy are summarized along with the observed spreading morphologies. As presented in Fig. 5, for both micro- and nano-sized additives, the contact angle value increases with increasing additive content.

Effect of SiC additive particle size and content on the contact angle of the brazing filler alloy
In addition to the change in the contact angle, to obtain information about the fluidity of the alloy variation in the spreading diameter and height of the brazing alloy with size and content of the SiC additive has also been determined after the solidification of the alloy at the end of the wetting experiments. Figure 6(a) and (b) demonstrates that SiC particle addition decreases the spreading diameter of the Ticusil brazing filler alloy, while it increases the height of the solidified Ticusil brazing filler. 10 wt.% micro-sized SiC containing alloy presents the lowest spreading diameter. This was thought to be caused by the alteration of the flow characteristics of the molten filler alloy containing high amount of additive particles due to increased molten alloy viscosity (Ref 29). Moreover, spreading behavior and fluidity of the brazing alloy are directly related to the interfacial reactions between the brazing filler alloy and C/SiC composite surface. Furthermore, as the fluidity of the brazing filler alloy decreases, the activity of Ti atoms in the interlayer reduces, resulting in a higher contact angle and decreased mechanical strength of the joint (Ref 30). According to Fig. 6, although micro-sized SiC addition dramatically reduces the spreading diameter of the molten filler alloy, nano-sized SiC addition slightly changes the spreading diameter. It is known that nano-sized particle additives with high surface energy affect the rheology of the molten filler alloy, thereby, leading to an enhanced fluidity and increased spreading diameter (Ref 31).

The change in the diameter and height of the Ticusil brazing filler alloy containing micro- and nano-sized SiC additive with varying content
Since the C/SiC composites used in this study had porous structure with a porosity content of ∼ 10%, molten filler alloy penetrated into the interconnected pores of the composite during the brazing process. The infiltration depth analysis of the Ticusil brazing filler alloy was conducted in order to observe the effect of SiC particle size and content on the infiltration behavior of the molten brazing filler alloy. As shown in Fig. 7, the addition of SiC particles (nano- or micro-sized) decreased the infiltration depth of brazing alloy; however, upon addition of micro-sized SiC the infiltration depth decreased remarkably compared to nano-sized SiC additive. For instance, compared to the non-additive containing alloy, the reduction in the infiltration depths were around 75% and 20% for 5 wt.% micro-sized and nano-sized SiC additive containing alloy, respectively. Infiltration of the molten filler alloy in the porous C/SiC composite occurs when the contact angle is lower than 90° (Ref 8, 32). In other words, as the contact angle increases, it becomes more difficult for the molten filler alloy to infiltrate into the porous structure. When the measured contact angle (Fig. 5) and infiltration depth (Fig. 7) results of the current study are compared, it is seen that infiltration depth decreases with increasing contact angle at higher SiC additive contents. On the other hand, in case of excessive infiltration of the molten filler material into the porous parts, brazing filler deficient areas may form on the joint surfaces, which may prevent bond formation (Ref 8). Therefore, it can be concluded that although larger additive size and higher additive content has negative effect on the contact angle, it yields potentially higher interaction and bonding at the brazed joint.

Infiltration depth of the Ticusil brazing filler alloy with content and size of SiC additive
3.2 Effect of Additive Particle Size and Amount on Microstructural Evolution of C/SiC Composite/Ti6Al4V Alloy Joints
SEM micrographs of the joints, containing additive particles with different sizes and contents, brazed at 915 °C for 15 min are given in Fig. 8. All of the brazed joints contained three different regions. As indicated in Fig. 8(a), the left and right sides present C/SiC composite and Ti6Al4V alloy, respectively, while the mid-layer between them is composed of the brazing filler alloy. Except for the brazed joints containing 10 wt.% micro-sized SiC and 5 wt.% nano-sized SiC additive (Fig. 8e and h), respectively), additive containing interlayers are sound and continuous. SEM micrographs of the interlayer with 20 wt.% micro-sized SiC brazing filler alloy could not be captured, because all of the samples fractured during the specimen preparation step due to partial melting of brazing filler alloy which resulted in insufficient bond formation between the joint materials.

The microstructure of the interface between C/SiC composite and Ti6Al4V alloy joints brazed by Ticusil brazing filler alloy containing (a) As-received, (b) 1 wt.% micro-sized SiC, (c) 2 wt.% micro-sized SiC, (d) 5 wt.% micro-sized SiC, (e) 10 wt.% micro-sized SiC, (f) 1 wt.% nano-sized SiC, (g) 2 wt.% nano-sized SiC and (h) 5 wt.% nano-sized SiC
As it is presented in Fig. 9, four different phases were observed in the interlayer. Point A presents unreacted SiC particles, while point B on the dark gray phases (Fig. 9a) shows Ti-Si phases. According to the EDS analysis and existing studies in the literature it can be stated that the molten Ticusil filler alloy splits into two different liquid phases during brazing (Ref 6, 33). One of these liquids is rich in Ag, whereas the other is rich in Cu and contains Ti. These phases are dispersed in the interlayer upon cooling. While the white areas (point C) in Fig. 9(b) are Ag rich regions, the gray areas (point D) are rich in Ti and Cu. Table 1 displays the EDS results obtained from the respective points shown in Fig. 9. According to the SEM observation and elemental analysis, Ti element in the brazing filler alloy reacted with the additive SiC particles as also presented in the literature (Ref 14). Because of the reaction between SiC particles and Ti element, Ti-Si containing phases became dominant in the interlayer for both micro-sized and nano-sized SiC addition cases. In contrast to nano-level additive cases, unreacted SiC particles were covered by a thin film of Ti-Si phases in the interlayer for 1 wt.% micro-sized SiC additive. As it is seen in Fig. 9(b) and (c), when compared at the same magnification level, Ti-Si phases present in the nano-sized additive containing interlayer had smaller particle size and more uniform distribution than the micro-sized additive case. It can be expected that a high number of nano-sized particles in the molten filler alloy provide more nucleation cites for the formation of the Ti-Si phase which leads to a finer Ti-Si phase morphology in the solidified joint.

The microstructure of the interface between C/SiC composite and Ti6Al4V alloy joints brazed by Ticusil brazing filler alloy containing (a) and (b) 1 wt.% micro-sized SiC, (c) 2 wt.% nano-sized SiC
3.3 Effect of Additive Particle Size and Amount on the Mechanical Performance of C/SiC Composite/Ti6Al4V Alloy Joints
The relationship between the additive SiC content, particle size and the mechanical performance of the C/SiC composite/Ti6Al4V alloy brazed joints was investigated by conducting shear tests. Shear strength of the brazed joints containing either micro- or nano-sized SiC additives increased at first with increasing additive content reaching to a maximum and then decreased as the amount of SiC additive further increased (Fig. 10). Among all of the joints obtained by brazing alloy containing either micro-sized or nano-sized SiC, the joint containing 2 wt.% nano-sized SiC additive displayed the highest shear strength of ~ 45 MPa. On the other hand, maximum shear strength value of the joints containing micro-sized SiC additive ( ~ 36 MPa) was observed when SiC content was 1 wt.%. Compared to joints brazed by the as-received filler alloy without any additive particles, as high as 35 and 8% increments were obtained in shear strength values of the joints containing brazing alloy with 2 wt.% nano-sized SiC and 1 wt.% micro-sized SiC, respectively. The increase in the shear strength observed for both cases can be explained by the resulting reduction in residual stresses at the interlayer. Both micro and nano-sized SiC particles added to the brazing filler alloy have low thermal expansion coefficients (Ref 34). As a result, additive particles decreased CTE mismatch between the brazed materials leading to reduced residual stresses at the joints (Ref 10).

Mechanical properties of the brazed joints at with respect to varying particle size and content of additive SiC
Reduction in the CTE value of the brazing alloy with the addition of SiC particles increases the shear strength of the joints. Although the interlayer containing 1 wt.% micro-sized SiC addition comprises both unreacted SiC phases and Ti5Si3 reaction products, the interlayer formed by brazing alloy containing 2 wt.% nano-sized SiC exclusively contains generated Ti5Si3 phases, as shown in Fig. 9(a) and (c), respectively. CTE value of the as-received Ticusil brazing filler alloy is 18.5 × 10–6 C−1 (Ref 35). Therefore, obtaining low CTE particles such as Ti5Si3 with the CTE value of 11 × 10–6 C−1 (Ref 36) and unreacted SiC phases with the CTE value of 4 × 10–6 C−1 (Ref 37) in the interlayer may reduce the thermal expansion mismatch between the C/SiC composite and the brazing filler alloy such that residual stresses generated due to thermal expansion mismatch of the involved materials is lowered.
Although observed contact angle values were close to each other (37° for 1 wt.% micro-sized and 42° for 2 wt.% nano-sized SiC addition), increment in the shear strength at the maximum level was higher for the joints containing filler alloy with nano-sized SiC additive. This phenomenon can be explained by the more homogeneous distribution and reinforcement effect of the nanoparticles in the interlayer compared to micro-sized particles (Fig. 9) (Ref 34).
Shear strength of the joints decreased dramatically when the amount of the nano-sized SiC particles reached to 5 wt.% (Fig. 10) which was attributed to agglomeration of the particles due to their small size and strong Van der Waals interaction (Ref 26, 27). Because of agglomeration, the molten brazing filler alloy mixed unevenly resulting in delamination at the interface (Fig. 8h), and this has led to deteriorated mechanical performance. Moreover, as presented in Fig. 4, high nanoparticle content reduced the wettability of the brazing filler, which is critical for the development of strong bonds in brazing operations.
As it is shown in Fig. 9, SiC present in the interlayer reacts with Ti element present in the brazing filler alloy. At higher levels of SiC additions, SiC particles not only lessen the fluidity of the brazing filler alloy but also reduce the amount of the Ti element which is supposed to react with C/SiC to form strong joints by the formation of the reaction layer. Accordingly, wetting behavior and mechanical performance of joints are affected adversely when SiC content increases beyond a certain level specific to the size of SiC particle added. Compared to the brazing done by the filler alloy containing micro-sized SiC, nano-sized SiC addition exhibited finer and more uniform reinforcement phase distribution at the interlayer without reducing the activity of the Ti element in the brazing filler alloy as also mentioned in the literature (Ref 38). Therefore, additive content and related wetting behavior should be tailored in order to provide optimal mechanical performance for both brazing alloys containing micro- and nano-sized SiC additions.
The DSC curves for the as-received Ticusil brazing filler alloy and SiC additive containing Ticusil alloys, which revealed the highest shear strengths, are shown in Fig. 11. According to the figure it can be stated that all of the filler alloys have similar solidus temperatures and approximately same heat release values during melting (Fig. 11). Based on this observation, it may be concluded that the solidus temperature is unaffected by the additive SiC particles. Therefore, identical temperature was utilized for the wetting experiments and brazing process of all filler alloys.

DSC curves for Ticusil brazing filler alloy containing (a) As-received (b) 1 wt.% micro-sized SiC and (c) 2 wt.% nano-sized SiC
4 Concluding Remarks
The effect of SiC particle size and content on the wetting behavior of the additive containing Ticusil brazing filler alloy and the brazing performance of the C/SiC composite/Ti6Al4V alloy joints were investigated. The change in the shape of molten brazing alloy and its morphology were recorded with respect to time at various SiC particle size and contents. Furthermore, microstructural evolution and mechanical properties of the vacuum brazed joints obtained by the filler alloy containing SiC particles were examined. The most important findings and conclusions of the current study are listed as follows;
-
Similar to as-received brazing filler alloy, contact angle of brazing alloys containing nano- and micro-sized SiC showed a sudden drop at a specific time and remained nearly stable in the remaining part of the experiment.
-
The measured mean contact angles of the brazing alloys, as well as the period of the dramatic fall in contact angles, were shown to be dependent on both the size and the content of SiC particle. The time for the sudden contact angle decrease shifted to longer durations, and average contact angle increased as the SiC content increased in the brazing alloys. However, the increase in the average contact angle was higher when micro-sized SiC particles were added to the brazing alloy.
-
The recorded contact angle values were 37 and 42° for 1 wt.% micro-sized and 2 wt.% nano-sized SiC particle additions, respectively.
-
Shear strength of the brazed joints obtained by filler alloys containing micro- and nano-sized SiC additions exhibited maximum values at different SiC contents. Nano-sized SiC particle containing joints displayed comparatively higher peak shear strength ( ~ 45 MPa) which was obtained at 2 wt.% nano-sized SiC addition, while the peak shear strength of joints containing micro-sized SiC particles ( ~ 36 MPa) was observed at 1 wt.% particle addition.
-
At higher amounts of nano-sized SiC addition, i.e., 5 wt.%, shear strength decreased considerably possibly due to agglomeration of SiC nanoparticles in molten brazing alloy which resulted in delamination of the interface and degradation in mechanical performance. Furthermore, an extreme nanoparticle content reduced the brazing filler's wettability, which is crucial for the formation of strong bonds in brazing operations.
-
Larger additive size and higher additive content decreased the fluidity of the molten filler alloy remarkably suppressing its penetration ability into the C/SiC composite which resulted in potentially weaker interaction and bonding at the brazed joints.
-
For both nano- and micro-sized SiC particle additive cases, the optimum contact angle for the highest joint performance was determined to be ~ 40°.
References
W. Krenkel and F. Berndt, C/C-SiC Composites for Space Applications and Advanced Friction Systems, Mater. Sci. Eng. A, 2005, 412(1–2), p 177–181. https://doi.org/10.1016/j.msea.2005.08.204
S. Tülbez, Z. Esen, and A.F. Dericioglu, Effect of CNT Impregnation on the Mechanical and Thermal Properties of C/C-SiC Composites, Adv. Compos. Hybrid Mater., 2020, 3, p 177–186. https://doi.org/10.1007/s42114-020-00155-3
S.Tülbez, Processing and Characterization of Carbon Fiber Reinforced Silicon Carbide (C/C-SiC) Matrix Composites. Master Thesis. Middle East Technical University, 2015
P. Singh, H. Pungotra, and N.S. Kalsi, On the Characteristics of Titanium Alloys for the Aircraft Applications, Mater. Today Proc., 2017, 4(8), p 8971–8982. https://doi.org/10.1016/j.matpr.2017.07.249
S. Mishra, A. Sharma, D.H. Jung, and J.P. Jung, Recent Advances in Active Metal Brazing of Ceramics and Process, Met. Mater. Int., 2020, 26(8), p 1087–1098. https://doi.org/10.1007/s12540-019-00536-4
J.H. Xiong, J.H. Huang, H. Zhang, and X.K. Zhao, Brazing of Carbon Fiber Reinforced SiC Composite and TC4 Using Ag-Cu-Ti Active Brazing Alloy, Mater. Sci. Eng. A, 2010, 527(4–5), p 1096–1101. https://doi.org/10.1016/j.msea.2009.09.024
S. Metco, An Introduction to Brazing Fundamentals , Materials , Processing, 4, 2014
R. Asthana and M. Singh, Active metal brazing of advanced ceramic composites to metallic systems. Woodhead Publishing Limited, 2013
P.Roberts, Introduction to Brazing Technology (2016)
X. Dai, J. Cao, Z. Chen, X. Song, and J. Feng, Brazing SiC Ceramic Using Novel B4C Reinforced Ag-Cu-Ti Composite Filler, Ceram. Int., 2016, 42(5), p 6319–6328. https://doi.org/10.1016/j.ceramint.2016.01.021
W. Hanson, Joining of Ceramics Using a Ceramic-Modified Braze Alloy, Mater. Technol., 1999, 12(2), p 53–56. https://doi.org/10.1080/10667857.1999.11752814
J. Xiong, J. Huang, Z. Wang, G. Lin, H. Zhang, and X. Zhao, Joining of Cf/SiC Composite to Ti Alloy Using Composite Filler Materials, Mater. Sci. Technol., 2009, 25(8), p 1046–1050. https://doi.org/10.1179/174328408X378889
J.H. Xiong, J.H. Huang, H.Y. Xue, H. Zhang, X.K. Zhao, and G.B. Lin, Joining of Cf/SiC Composite to Ti Alloy Using AgCuTi-W Composite Filler Materials, Hangkong Cailiao Xuebao J. Aeronaut. Mater., 2009, 29(6), p 48–52. https://doi.org/10.3969/j.issn.1005-5053.2009.6.010
Y.M. He, J. Zhang, C.F. Liu, and Y. Sun, Microstructure and Mechanical Properties of Si3N4/Si3N4 Joint Brazed with Ag-Cu-Ti + SiCp Composite Filler, Mater. Sci. Eng. A, 2010, 527(12), p 2819–2825. https://doi.org/10.1016/j.msea.2010.01.065
W. Wang, D. Fan, J. Huang, C. Li, J. Yang, and S. Chen, Microstructural Mechanism and Mechanical Properties of Cf/SiC Composite/TC4 Alloy Joints Composite-Diffusion Brazed with TiZrCuNi + TiCp Composite Filler, Mater. Sci. Eng. A, 2018, 728, p 1–9. https://doi.org/10.1016/j.msea.2018.04.091
X.R. Song, H.J. Li, and X. Zeng, Brazing of C/C Composites to Ti6Al4V Using Multiwall Carbon Nanotubes Reinforced TiCuZrNi Brazing Alloy, J. Alloys Compd., 2016, 664, p 175–180. https://doi.org/10.1016/j.jallcom.2015.12.242
G. Lin, J. Huang, H. Zhang, and X. Zhao, Joints of Cf/SiC Composite to Ti-Alloy with In-Situ Synthesized TiC x Improved Brazing Layers, Mater. Trans., 2006, 47(4), p 1261–1263. https://doi.org/10.2320/matertrans.47.1261
G.B. Lin and J.H. Huang, Brazed Joints of Cf-SiC Composite to Ti Alloy Using Ag-Cu-Ti-(Ti+C) Mixed Powder as Interlayer, Powder Metall., 2006, 49(4), p 345–348. https://doi.org/10.1179/174329006X113454
D. Liu, K. Zhao, Y. Song, L. Zhang, X. Song, and W. Long, Effect of Introducing Carbon Fiber into AgCuTi Filler on Interfacial Microstructure and Mechanical Property of C/C-TC4 Brazed Joints, Mater. Charact., 2019, 157, p 109890. https://doi.org/10.1016/j.matchar.2019.109890
Z. Fan, M. Guo, W. Fu, Y. Xue, S. Hu, and X. Song, Wettability and Spreading Behavior of Sn-Cr Alloys on SiC, Mater. Chem. Phys., 2021, 272, p 124979. https://doi.org/10.1016/j.matchemphys.2021.124979
D. Giuranno et al., Design of Refractory SiC/ZrSi2 Composites: Wettability and Spreading Behavior of Liquid Si-10Zr Alloy in Contact with SiC at High Temperatures, J. Eur. Ceram. Soc., 2020, 40(4), p 953–960. https://doi.org/10.1016/j.jeurceramsoc.2019.12.027
J. Yang, J. Huang, Z. Ye, S. Chen, R. Ji, and Y. Zhao, Influence of Interfacial Reaction on Reactive Wettability of Molten Ag-Cu-X wt.%Ti Filler Metal on SiC Ceramic Substrate and Mechanism Analysis, Appl. Surf. Sci., 2018, 436, p 768–778. https://doi.org/10.1016/j.apsusc.2017.12.106
M. Nomura, T. Ichimori, C. Iwamoto, and S.I. Tanaka, Structure of Wetting Front in the Ag-Cu-Ti/SiC Reactive System, J. Mater. Sci., 2000, 35, p 3953–3958. https://doi.org/10.1023/A:1004833914798
X. Song et al., Wetting Behavior and Brazing of Titanium-Coated SiC Ceramics Using Sn0.3Ag0.7Cu Filler, J. Am. Ceram. Soc., 2020, 103(2), p 912–920. https://doi.org/10.1111/jace.16827
R. Asthana, M. Singh, and N. Sobczak, Wetting Behavior and Interfacial Microstructure of Palladium- and Silver-Based Braze Alloys with C-C and SiC-SiC Composites, J. Mater. Sci., 2010, 45(16), p 4276–4290. https://doi.org/10.1007/s10853-010-4647-5
S. Saltik, Z. Esen, and A.F. Dericioglu, Wetting Behavior and Reaction Layer Formation in C/SiC Composite-Titanium Alloy Joints, Adv. Mater. Process. Technol., 2021 https://doi.org/10.1080/2374068x.2021.1971001
H.Y. Lee, A. Sharma, S.H. Kee, Y.W. Lee, J.T. Moon, and J.P. Jung, Effect of Aluminium Additions on Wettability and Intermetallic Compound (IMC) Growth of Lead Free Sn (2 wt.% Ag, 5 wt.% Bi) Soldered Joints, Electron. Mater. Lett., 2014, 10, p 997–1004. https://doi.org/10.1007/s13391-014-3364-7
A. Sharma, B.G. Baek, and J.P. Jung, Influence of La2O3 Nanoparticle Additions on Microstructure, Wetting, and Tensile Characteristics of Sn-Ag-Cu Alloy, Mater. Des., 2015, 87, p 370–379. https://doi.org/10.1016/j.matdes.2015.07.137
A.K. Gain, Y.C. Chan, and W.K.C. Yung, Effect of Additions of ZrO2 Nano-Particles on the Microstructure and Shear Strength of Sn-Ag-Cu Solder on Au/Ni Metallized Cu Pads, Microelectron. Reliab., 2011, 51(12), p 2306–2313. https://doi.org/10.1016/j.microrel.2011.03.042
Y. Wang, W. Wang, J. Huang, S. Zhou, J. Yang, and S. Chen, Composite Brazing of C/C Composite and Ni-Based Superalloy Using (Ag-10Ti) + TiC Filler Material, J. Mater. Process. Technol., 2021, 288, p 116886. https://doi.org/10.1016/j.jmatprotec.2020.116886
A. Sharma, D.E. Xu, and J.P. Jung, Effect of Different Nanoparticles on Microstructure, Wetting and Joint Strength of Al-12Si-20Cu Braze Filler, Mater. Res. Express, 2019, 6, p 056526. https://doi.org/10.1088/2053-1591/ab03e5
N. Eustathopoulos, Wetting by Liquid Metalsapplication in Materials Processing: The Contribution of the Grenoble Group, Metals (Basel), 2015, 5(1), p 350–370. https://doi.org/10.3390/met5010350
B. Cui, J.H. Huang, J.H. Xiong, and H. Zhang, Reaction-Composite Brazing of Carbon Fiber Reinforced SiC Composite and TC4 Alloy Using Ag-Cu-Ti-(Ti+C) Mixed Powder, Mater. Sci. Eng. A, 2013, 562, p 203–210. https://doi.org/10.1016/j.msea.2012.11.031
Y. Mao, L. Peng, Q. Deng, D. Nie, S. Wang, and L. Xi, Wetting Behavior and Interfacial Interactions of Molten Cu50Ti Alloy with Hexagonal BN and TiB2 Ceramics, Ceram. Int., 2016, 42(8), p 9906–9912. https://doi.org/10.1016/j.ceramint.2016.03.090
R. Asthana and M. Singh, Advances in Brazing, Active Metal Brazing of Advanced Ceramic Composites to Metallic Systems, 2013
J. John Williams and J. John, Structure and High-Temperature Properties of Ti5Si3 with Interstitial Additions, 1999 [Online]
M.P. Reddy et al., Enhanced Performance of Nano-Sized SiC Reinforced Al Metal Matrix Nanocomposites Synthesized through Microwave Sintering and Hot Extrusion Techniques, Prog. Nat. Sci. Mater. Int., 2017, 27(5), p 606–614. https://doi.org/10.1016/j.pnsc.2017.08.015
W. Wang, Y. Wang, J. Huang, R. Yu, J. Yang, and S. Chen, Joining of Cf/SiC Composite and Stainless Steel via Ag+Ti Filler In-Situ Alloying, J. Mater. Process. Technol., 2019, 274, p 116295. https://doi.org/10.1016/j.jmatprotec.2019.116295
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Saltık, S., Esen, Z. & Dericioglu, A.F. A Comparative Study of Effects of Additive Particle Size and Content on Wetting Behavior and Brazing Performance of C/SiC Composite. J. of Materi Eng and Perform 32, 5946–5955 (2023). https://doi.org/10.1007/s11665-022-07522-9
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07522-9