
Abstract
The present study investigates the effect of additional carbon source, in the form of carbon nanotubes (CNTs), on mechanical and thermal properties of carbon fiber reinforced silicon carbide (C/C-SiC) ceramic matrix composites (CMC) produced by liquid silicon infiltration (LSI) technique. The CNTs used in this study were impregnated into the C/C preforms before the liquid silicon infiltration stage. The results showed that the addition of excess carbon to the C/C preforms in the form of CNTs enhanced Si infiltration efficiency significantly resulting in C/C-SiC composites with higher density and microstructural uniformity. Accordingly, the addition of CNTs improved the flexural strength of the composites by 40% with respect to no-CNT-containing composites due to a lower amount of residual porosity and additional reinforcement effect of the unreacted CNTs. The thermal conductivity of the resulting C/C-SiC composites has been also increased by 31% and 18% parallel and perpendicular to the carbon fiber–woven fabric surface, respectively, by CNT addition.

Graphical abstract
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, as compared with monolithic ceramics and traditional metallic materials, carbon fiber reinforced silicon carbide (C/C-SiC) matrix ceramic composites come into prominence with their high-temperature material properties [1]. Their relatively low densities, superior mechanical properties at elevated temperatures, high erosion, and thermal shock resistance enable the use of these composites in high-temperature applications such as nose and leading edge thermal protection materials for the reentering and hypersonic vehicles, and thrust vector controlling parts for rocket/missile systems [2, 3]. Besides these high-temperature applications, C/C-SiC composites are also being utilized in brake pad and clutch systems as they possess high wear resistance along with high and stable coefficient of friction in addition to their low densities [4]. Among these applications, thermal shock stability of the C/C-SiC composite material is especially important for thrust vector controlling parts and leading edges of hypersonic vehicles. In these application areas, better thermal shock capacity is provided by high thermal conductivity, moderate strength, and low coefficient of thermal expansion [5, 6]. Therefore, it is important to enhance the thermal conductivity and strength values of C/C-SiC composites used in these areas.
The difficulties encountered in their manufacturing processes constitute the bottlenecks in expanding the applications of C/C-SiC composites. While applying/developing a specific manufacturing technique, enhancement of the resulting material properties such as mechanical strength and thermal stability must be considered together with reduction of manufacturing cost. Various processes such as chemical vapor infiltration (CVI), polymer infiltration and pyrolysis (PIP), and liquid silicon infiltration (LSI) have been developed for the manufacturing of C/C-SiC composites. Among the aforementioned techniques, PIP causes high shrinkage in the matrix and results in low SiC yield [7,8,9,10,11,12]. Although CVI gives rise to the uniform distribution of the SiC matrix, it is an expensive and time-consuming process [11]. On the other hand, LSI method comes out as an advantageous technique because of the relatively lower manufacturing time and cost, and the possibility of obtaining near-net shaping complex composite parts [3].
LSI is a complex process in which the main variables play a significant role in the effectiveness of the densification as well as the mechanical and thermal properties of the ceramic composites obtained. Studies show that mechanical and thermal properties of the C/C-SiC composites are very sensitive to microstructure and composition of the composite [13,14,15,16]. LSI efficiency mainly depends on the properties of the initial carbon fiber reinforced polymer (CFRP), pyrolysis parameters, and matrix reactivity [5]. Matrix additives with unique mechanical and thermal properties are also expected to play a positive role in the densification and resulting properties of the C/C-SiC composites. Consideration of all these parameters directly affecting the efficiency of the LSI process, the current study has focused on the influence of carbon nanotube (CNT) impregnation on the infiltration behavior of liquid silicon and resultant C/C-SiC composite properties.
CNTs have outstanding mechanical and thermal properties; therefore, by incorporating these additive materials into appropriate matrices, resulting composites may be enhanced in terms of their mechanical and thermal properties [17, 18]. The majority of CNT impregnation into matrix material studies are related to the polymeric materials [19], while there exist relatively few investigations concerning SiC matrices and the potential enhancement mechanisms associated with CNT impregnation [20,21,22]. For a successful nanomaterial-impregnated ceramic matrix composite production, CNTs should be homogenously dispersed within the matrix [23]. When uniformly dispersed, all of the impregnated CNTs individually contribute to load transfer with a maximum interfacial area and may contribute to the improvement of the mechanical properties of the composite materials [24]. In addition, an appropriate degree of interfacial bonding between the CNTs and the matrix material is needed for enhanced composite properties. To the best of the authors’ knowledge, no detailed study exists which adequately covers the effect of CNT impregnation on the structural and functional properties of C/C-SiC composites obtained by the LSI method. Most of the studies accomplished in the literature are related to the polymer infiltration and pyrolysis process, where CNTs are introduced into polymeric slurry as an additive [25, 26] or they are grown in situ during the pyrolysis step [27, 28]. In this regard, the present study has focused on the influence of additional carbon source on the silicon infiltration behavior in order to obtain high-density composites having enhanced strength and thermal conductivity. As a novel approach in this study, CNTs were impregnated into C/C preforms prior to silicon infiltration by the help of ultrasonic dispersion under vacuum. The aim of this study was to investigate the mechanical and thermal properties as well as the microstructural evolution of CNT-impregnated C/C-SiC composites produced by LSI method.
2 Materials and methods
2.1 Pyrolysis of CFRP composites
As a starting material, CFRP composites reinforced by 2D-plain-woven carbon fiber fabrics were used, where the ratio of reinforcing material was in the range of 45–55% by volume. The matrix material and the carbon fibers were based on phenol formaldehyde resin and polyacrylonitrile (PAN), respectively. The type of the carbon fibers used in the CFRP composite manufacturing was standard modulus and the diameter of the fiber was 7 μm. CFRP composites were manufactured by the autoclave method in which the process temperature and pressure were 175 °C and 3–5 bar, respectively.
Pyrolysis of the CFRP composites was performed at various temperatures under high purity flowing nitrogen atmosphere in order to investigate the effects of the pyrolysis temperature on the microstructural features of the resulting C/C preforms. CFRPs were heated to 700, 800, 900, and 1000 °C with a constant heating rate of 10 °C/min and allowed to cool slowly in the furnace after holding for 3 h at each pyrolysis temperatures.
2.2 Carbon nanotube impregnation into C/C preforms
The multiwall carbon nanotubes (CNTs) used in this study (NG01MW0101 supplied by Nanografi Nanotechnology, Turkey) had a purity of more than 96% and their outer diameter less was than 8 nm. CNTs were embedded into a set of C/C preforms as an additional carbon source to investigate the silicon infiltration behavior in preforms with matrix additives. Firstly, a uniform suspension containing 0.2 g CNT and 10 ml propanol (2-Propanol supplied from Sigma Aldrich, USA) was prepared. Then, the C/C preform and the suspension were ultrasonicated together for 10 min. After that, in order to infiltrate the suspension into the pores of the preform successfully, the beaker containing both the C/C preform and the CNT suspension was kept in a vacuum desiccator for 1 h. Finally, CNT-impregnated preforms were dried at 50 °C for 1 h in the open atmosphere.
2.3 Silicon infiltration
All of the infiltration experiments were carried out in an atmosphere-controlled vertical tube furnace (LTF17/50/150 Vertical, LENTON, Hope, UK). C/C preforms were silicon infiltrated at two different temperatures of 1550 °C and 1650 °C. The vacuum level of the tube furnace was approximately 10−3 mbar during infiltration. The samples were held at each infiltration temperature for 1 h and allowed to cool slowly in the furnace.
2.4 Characterization
Microstructural characterization of the composites was conducted using a scanning electron microscope (SEM) (FEI Nova Nano SEM 430) equipped with an energy-dispersive X-ray spectroscopy (EDS) analyzer. Sample surface preparation steps for microstructural analysis were grinding and polishing using SiC papers having 800–1000 grit size and diamond suspensions containing 3- and 1-μm particles, respectively. Characterization studies using SEM were carried out at accelerating voltages of 10 and 20 kV. During microstructural characterization, average channel-like opening values of the pyrolyzed composites were determined using the line measurement tool of the SEM software. Average channel-like opening values were based on twenty measurements taken from the SEM images. Observations were done at an accelerating voltage of 10 kV.
Density and porosity contents of the C/C preforms and silicon-infiltrated composites were measured by Archimedes’ principle. A digital balance (PRECISA XB220A, Dietikon, Switzerland) with sensitivity of up to 0.1 mg equipped with a density measurement kit was used for these measurements. During the measurements, xylol (ρxylol) (ρ = 0.861 g/cm3) was used instead of water. After measuring the weight of the samples in the dry condition, they were immersed in xylol for 1 day to allow its impregnation into open pores. Each reported measurement was the average of five tests. The volume and density of each composite were calculated by Eqs. (1) and (2).
where
- Ma:
-
the mass of the composite in air.
- Ma,x:
-
the mass of xylol impregnated composite in air.
- Mx,x:
-
the mass of xylol impregnated composite in xylol.
Open porosity content of the composites was determined by Eq. (3);
X-ray diffraction (XRD) analysis was performed using Rigaku D/MAX2200/PC to determine the phase content of the materials. The source was Cu Kα with a wavelength of 1.54056 Å. Scans were done in the 2θ angle range of 5–90° at a rate of 2°/min.
Mechanical characteristics of the composites under flexural loading were determined by three-point bending tests using a screw-driven type testing machine (5565A, Instron, Norwood, MA, USA). The three-point bending test specimen dimensions were 15, 3, and 3 mm in length, width, and thickness, respectively. The tests were performed using a cross-head speed of 0.4 mm/min and a span length of 10 mm. Average test results of each processing stage were based on three different tests.
Thermal diffusivity (α, mm2/s) of the composites was measured from room temperature to 1000 °C using a laser flash analyzer (DLF 1200, TA Instruments, USA). Dimensions of the samples used for the tests were 12.7 mm in diameter and 3 mm in height. Specific heat values (Cp, J/(kg/K)) of the composites were measured using a differential scanning calorimeter under nitrogen atmosphere, which were 5 mm in length, 5 mm in width, and 1 mm in thickness. Thermal diffusivity test and specific heat measurement tests were carried out according to ASTM E 1461 and ASTM 1269 standards, respectively. Thermal conductivities (λ, W/(m K)) were calculated according to Eq. (4).
where ρ is the density of the composite (g/cm3). Thermal conductivities both parallel and perpendicular to the carbon fiber–woven fabric surface were obtained.
3 Results and discussion
3.1 Process parameters for C/C-SiC composite manufacturing
CFRP composites were converted to C/C composite preforms by the pyrolysis method to be used as the base structure in silicon infiltration studies. Microstructural features of the C/C preform such as the size of the pores, amount of open porosity, and size and pattern of the channel-like openings, which are controlled primarily by the pyrolysis temperature, play a crucial role on the infiltration ability of the liquid Si. As it is clearly seen in Table 1, pyrolysis temperature is directly proportional to the amount of open porosity, whereas it is inversely proportional to the preform density. At this point, it is important to note that increasing the density of the C/C preform renders liquid silicon infiltration difficult during the following LSI process. The lower density C/C preforms contain higher porosity leading to a higher probability of having an available interface between their free carbon and the infiltrated Si for SiC formation. Therefore, the amount of SiC formation, i.e., density of the resulting C/C-SiC composite, is expected to increase with decreasing density of the C/C preform [29]. Moreover, channel-like openings are important microstructural features, because liquid silicon infiltrates through these channel-like openings of the C/C preform by capillary forces. Therefore, optimum channel opening and distribution are critical parameters in order to obtain effective silicon infiltration. Taking into account the pyrolysis parameters, which directly affect the final C/C-SiC composite density, in this study, optimum pyrolysis temperature was chosen as 1000 °C to obtain C/C-SiC composites having high density and improved properties.
The microstructure of the pyrolyzed C/C preform controls the efficiency of the subsequent liquid Si infiltration process. Microstructural features of the C/C preform such as the size of the pores and the amount of open porosity as well as the size and pattern of the channel-like openings, which are controlled primarily by the pyrolysis step, play a crucial role on the infiltration ability of the liquid Si. Since pyrolysis converts the polymeric matrix of the CFRP into carbon and creates some porosity in the microstructure of the initial CFRP (Fig. 1(a)), the process yields both carbon source for SiC formation and available space for liquid silicon penetration [30]. Figure 1 presents the microstructural differences between non-pyrolyzed (Fig. 1(a)) and pyrolyzed (Fig. 1(b, c)) CFRPs. All of the C/C preforms processed by pyrolysis at 1000 °C exhibit channel-like openings and micro-porosity as shown by arrows in Fig. 1(b, c), respectively. The channel-like openings formed due to partial delamination are typically observed at the interface where the fiber bundle direction in the carbon fiber–woven fabric changes by 90° (Fig. 1(b)), while the micro-porosity is mostly generated around the individual reinforcing carbon fibers due to debonding shown by arrows in Fig. 1(c). As it is seen in Table 1, channel widths continuously increase by increasing pyrolysis temperature, and the channels as wide as 40 μm are obtained at 1000 °C.

SEM micrographs of (a) non-pyrolyzed CFRP, (b) C/C preform showing change in braiding direction close to the channel-like opening, and (c) C/C preform showing micro-porosity around carbon fibers
According to Table 2, the application of silicon infiltration at a higher temperature, i.e., 1650 °C, results in significant changes in the density and open porosity content of the final ceramic composite when preforms pyrolyzed under identical conditions were used. At the higher silicon infiltration temperature, liquid silicon with lower viscosity is expected to flow faster through the channel-like openings and pores in the C/C preform [13, 31]. In addition, carbon fiber damage is not observed at the higher infiltration temperature according to the SEM micrographs presented as Fig. 2. The important indication of the damage is the change in carbon fiber diameter. It can be stated form Fig. 2(c) that the reduction in carbon fiber diameter does not exist even at the higher infiltration temperature. Because of better densification achieved at higher temperatures, 1650 °C was selected as the liquid silicon infiltration temperature for the rest of this study.

SEM micrographs of (a) C/C-SiC composite and (b, c) CNT-impregnated C/C-SiC composite
Table 3 presents the effect of liquid Si infiltration on the open porosity content and the density of C/C-SiC composites in comparison with that on C/C preforms pyrolyzed at 1000 °C. The application of silicon infiltration at 1650 °C resulted in significant changes in the density and open porosity content of the resulting composite. As can be seen in Fig. 2(a), infiltration of silicon into porous C/C preforms increases the density of the resulting C/C-SiC. The porosity of the composite decreased considerably and most of the pores were filled with silicon which was subsequently reacted with the carbon in the C/C preform and formed SiC matrix of the composite. Even though this is the case, the presence of some residual porosity in the liquid silicon-infiltrated composite without any matrix additives is evident from Fig. 2(a) (shown by arrows).
XRD analyses conducted on the cross sections of the composites (Fig. 3) present the effect of silicon infiltration on C/C-SiC composite formation more clearly. It can be seen from Fig. 3(a) that only carbon peaks are detected in the C/C preform obtained from the CFRP pyrolyzed at 1000 °C. As it is clear from the diffractograms, C/C-SiC composites are composed of carbon and β-SiC, and diffraction peaks of silicon and silicon dioxide do not exist within the detection limit of the XRD technique. As at higher infiltration temperature, open pores and channel-like openings of the initial preform are filled more readily by the liquid silicon, efficiency of the resulting silicon carbide formation is expected to be higher which is also evidenced by the higher amount of SiC formation at the higher infiltration temperature. Furthermore, the homogeneity of the C/C-SiC composite microstructure can be seen in the SEM images presented as Fig. 2.

XRD results of composites (a) C/C preform, (b) C/C-SiC composite Si infiltrated at 1550 °C, (c) C/C-SiC composite Si infiltrated at 1650 °C, and (d) CNT-impregnated C/C-SiC composite Si infiltrated at 1650 °C
3.2 Carbon nanotube impregnation to C/C preforms
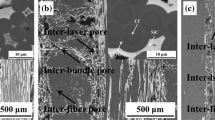
Carbon nanotubes (CNTs) were impregnated into the C/C preforms (Fig. 4(b, c)) as an additional carbon source to assess its effect on the Si infiltration behavior and C/C-SiC composite formation. The weight fraction of CNTs in the C/C preforms was estimated to be about 4% according to the weight gain of the C/C preforms after CNT impregnation. In order to observe the gradient distribution of the CNTs in the impregnated preforms, C/C preforms were cut and their cross sections (Fig. 4(a)) were examined using SEM analysis. According to the SEM micrographs given in Fig. 4(b, c), a significant gradient distribution difference does not exist between outer and inner sections of the C/C preform. It can be seen that although the distribution of the CNTs in the interior region is slightly less than the outer region, most probably due to a slight increase in the viscosity of the slurry, CNTs are successfully impregnated homogenously in both regions. The CNT-impregnated C/C-SiC composite presents higher final density and lower porosity content which indicates that better densification properties were achieved (Table 3) compared with the composites free from CNT yet processed under identical conditions. Microstructures of the CNT-impregnated composite were relatively denser with the lower amount of residual porosity, where the different regions of the composite were homogenously and completely filled with liquid Si which has subsequently formed SiC matrix (Fig. 2(b, c)). Table 3 also presents the impact of impregnating CNTs into the C/C preform before liquid Si infiltration leading to ca. 35% decrease in porosity of the C/C-SiC composite due to improved densification resulting in composites with higher density and microstructural uniformity. CNTs existing in the channel-like openings improve the reaction kinetics of SiC formation by increasing the possibility of contact with liquid silicon due to their high surface area. Thus, enhanced SiC formation results in improved densification of C/C-SiC composites.

(a) Cross sectional view of the whole C/C preform, gradient distribution of the CNTs in (b) outer region of the C/C preform and (c) inner region of the C/C preform
3.3 Mechanical properties
Three-point bending tests were conducted on the composites obtained after each processing step, namely, as-received CFRP and pyrolyzed C/C preform along with pyrolyzed Si-infiltrated and pyrolyzed CNT-impregnated Si-infiltrated C/C-SiC composites (Fig. 5). The stress-strain curve of the as-received CFRP (Fig. 5(a)) corresponds to the typical fracture behavior of a CFRP composite, in which load is decreased slightly after the maximum flexural stress value has been reached. After applying pyrolysis at 1000 °C, the stress-strain curve of the C/C preform also presents non-linearity, and a slight load decrease was observed after reaching the maximum strength (Fig. 5(d)). Moreover, the stress-strain behavior of the preform contains no obvious sharp load drop indicating the existence of some remaining load-bearing capacity after the matrix fracture. The preform has the lowest adhesion between its carbon matrix and carbon fibers resulting in the lowest flexural strength in the tested set of materials, which however has led to pore formation (Fig. 1(c)) and crack deflection around the fibers operating as energy absorption mechanisms providing load-bearing capacity after matrix fracture. On the other hand, the curves of the C/C-SiC composites without CNT (Fig. 5(c)) and with CNT addition (Fig. 5(b)) consisted of sharper load drop after the maximum stress was reached pointing out to the existence of a non-catastrophic failure mechanism in the composites.

Flexural stress-strain curves of (a) as-received CFRP, (b) CNT-impregnated C/C-SiC composite Si infiltrated at 1650 °C, (c) C/C-SiC composite Si infiltrated at 1650 °C, and (d) C/C preform pyrolyzed at 1000 °C
In addition to that, the slope of the initial linear portion of the stress-strain curves of the two ceramic composites, which presents their flexural moduli, was different from each other. CNT-impregnated C/C-SiC composite had higher flexural modulus because of its lower porosity compared with that of C/C-SiC composite without CNT addition. Moreover, since the mechanical properties of the composites mainly depend on the composition of the matrix, having a higher fraction of SiC phase in the matrix CNT-impregnated C/C-SiC composite presented higher bending strength. With increasing flexural stress, cracks grow in the matrix and propagate towards the fibers, which do not break them in their cross section but rather propagate along the fiber axial direction at the interface, if the fiber-matrix interfacial strength is not too high [32]. The resulting jagged fracture surface showing crack deflection around the fibers suggests the achievement of non-catastrophic fracture behavior in the ceramic composites, which was especially the case with the CNT-impregnated C/C-SiC composite.
Figure 6 presents SEM micrographs of fractured surfaces of the C/C-SiC composites (a) without and (b–d) with CNT impregnation. Similar fracture surface appearance in both Fig. 6(a, b), indicates that CNT impregnation does not have a considerable impact on the fracture mode of the final composites after three-point bending test. High-magnification SEM micrographs of the CNT-impregnated composites are presented in Fig. 6(c, d). As can be seen from these magnified fracture surfaces, the space between carbon fiber bundles was filled with impregnated CNTs and a homogeneous percolating network of CNTs was observed between the carbon fiber–woven fabric surfaces. The impregnated CNTs may increase the pull-out resistance during mechanical testing, form bridges between separated two layers and cause crack deflection in the C/C-SiC composite. Therefore, CNT-impregnated composites had a much higher load-carrying capacity. Accordingly, mechanical properties of the composites were improved via CNT impregnation.

SEM micrographs of fracture surfaces of C/C-SiC composites (a) without and (b–d) with CNT impregnation
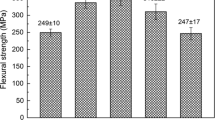
The flexural strength of CFRP composite used as starting material in C/C-SiC manufacturing is ~ 230 MPa. After pyrolysis at 1000 °C, since channel-like openings and pores were created in the structure, the strength of the C/C preforms decreased down to ~ 10 MPa. The decrease in mechanical strength can be attributed to the inability to transfer the load from the pyrolyzed matrix to the carbon fibers. After liquid silicon infiltration of the C/C preform, the preform matrix was converted into carbon/silicon carbide mixture and some channel-like openings and pores in the C/C preform were filled with formed silicon carbide. Accordingly, the capability of load transfer from the matrix composed of reaction resulting silicon carbide and carbon to carbon fibers increased so that flexural strength of the resulting C/C-SiC composite increased up to ~ 85 MPa. However, since the matrix contained 6.3% porosity (Table 3), the strength was still lower compared with that of the as-received CFRP. On the other hand, CNT-impregnated C/C-SiC composite had flexural strength, ~ 120 MPa, which was higher than the C/C-SiC composite without CNT addition, as it possessed less amount of porosity (4.0%) and better fiber-matrix anchorage due to existing CNTs. Figure 7 shows the great impact of impregnating CNTs into the C/C preform before liquid Si infiltration leading to ca. 40% increase in flexural strength of the C/C-SiC composite due to improved densification and silicon carbide formation. Flexural strength of the CNT-impregnated C/C-SiC composite seems to be in the range of the flexural strengths reported in the literature for similar composites, which was not the case for the composites produced without CNT addition (Fig. 7). It can be stated that the impregnation of CNTs has a direct effect on the increasing density of the composites and SiC formation after Si infiltration. Therefore, CNT addition resulted in a significant increase in the strength of the composites due to increased density and because of its reinforcement effect as well.

Flexural strength values of the composites
3.4 Thermal properties
The change of thermal diffusivity and heat capacity of the composites with respect to temperature are presented in Figs. 8 and 9, respectively. It can be stated that the thermal diffusivity values in directions both parallel and perpendicular to fiber-woven fabric surface increased while the heat capacity decreased with the impregnation of CNTs (Table 4). Thermal conductivity of CNT-impregnated C/C-SiC composite was enhanced by 31% and 18% compared with that of the C/C-SiC composite without CNT addition in parallel and perpendicular directions, respectively (Fig. 10). Impregnated CNTs create an interconnected percolating network which provides thermally conductive pathways in the dense structure. Moreover, connection between the CNTs and the SiC matrix causes the thermal resistance between the CNTs and the SiC matrix interfaces to reduce, which leads to a further increase in thermal conductivity. However, the increase in thermal conductivity of CNT-impregnated C/C-SiC composites is relatively low compared with the high intrinsic thermal conductivity of CNTs. The marginal improvement could be attributed to the high thermal resistance at the interface and the large interfacial surface area between impregnated CNTs and the formed SiC matrix [33, 34].

Thermal diffusivity values of C/C-SiC composites with and without CNT impregnation as a function of temperature

Heat capacity values of C/C-SiC composites with and without CNT impregnation as a function of temperature

Thermal conductivity values of C/C-SiC composites with and without CNT impregnation as a function of temperature
4 Concluding remarks
Compared with the conventional materials, C/C-SiC composites have superior mechanical and thermal properties together with low density. These materials have different application areas depending on service temperature, time, and atmosphere such as space applications, as well as short-term aeronautics and friction systems [1,2,3]. Among these applications, jet vanes in the field of short-term aeronautics and leading edges used in hypersonic vehicles must have excellent thermal shock stability which can be achieved by a low coefficient of thermal expansion, high thermal conductivity, and moderate strength [5, 6]. These requirements create a need to increase the thermal conductivity and strength values of the C/C-SiC composites used in these areas. In this study, the effects of CNT impregnation on the mechanical and thermal properties of the C/C-SiC composites have been studied. C/C-SiC ceramic matrix composites (CMC) produced by LSI technique have been investigated. The CNTs used in this study were impregnated into the C/C preforms before LSI. The results showed that the addition of excess carbon to the C/C preforms in the form of carbon nanotubes significantly enhanced Si infiltration efficiency resulting in composites with higher density and microstructural uniformity. Accordingly, a flexural strength of the composites has improved because of a lower amount of residual porosity and additional reinforcement effect of the CNTs. The percolating network of CNTs provides an extra path for heat conduction, and thus, thermal conductivity of the resulting CNT-impregnated composites in directions both parallel and perpendicular to the carbon fiber–woven fabric surfaces was also enhanced.
References
Krenkel W, Berndt F (2005) C/C–SiC composites for space applications and advanced friction systems. Mater Sci Eng A 412:177–181
Li Z, Xiao P, Xiong X, Huang B (2013) Preparation and tribological properties of C fibre reinforced C/SiC dual matrix composites fabrication by liquid silicon infiltration. Solid State Sci 16:6–12
Naslain R (2004) Design, preparation and properties of non-oxide CMCs for application in engines and nuclear reactors: an overview. Compos Sci Technol 64:155–170
Wang Y, Wu H (2010) Friction surface evolution of carbon fiber reinforced carbon/silicon carbide (Cf/C-SiC) composites. J Eur Ceram Soc 30:3187–3201
Patel M, Saurabh K, Bhanu P, Subrahmanyam J (2012) High temperature C/C–SiC composite by liquid silicon infiltration: a literature review. Bull Mater Sci 35:63–73
Narotham P, Lamon J (2010) Ceramic matrix composites. Wiley, Hoboken
Gern FH, Kochendörfer R (1997) Liquid silicon infiltration: description of infiltration dynamics and silicon carbide formation. Composites Part A 28:355–364
Hillig BW (1994) Making ceramic composites by melt infiltration. Am Ceram Soc Bull 73:56–62
Krenkel W (2003) C/C-SiC composites for hot structures and advanced friction systems. Ceram Eng Sci Proc 24:583
Krenkel W (2001) Cost effective processing of CMC composites by melt infiltration (LSI-process). Ceram Eng Sci Proc 22:443-454
Wang J, Lin M, Xu Z, Zhang Y, Shi Z, Qian J, Qiao G, Jin Z (2009) Microstructure and mechanical properties of C/C–SiC composites fabricated by a rapid processing method. J Eur Ceram Soc 29:3091–3097
Kochendorfer R, Lutzenburger N (2001) Application of CMCs made via the liquid silicon infiltration (LSI) technique. In: Krenkel W (ed) High temperature ceramic matrix composite. Springer, Berlin, pp 277–287
Wang F, Cheng L, Liang S (2019) Effects of pore on thermal diffusivity and thermal radiation properties of C/SiC composites at high temperatures. Appl Compos Mater 26:1411–1422
Chen J, Wang Y, Cheng L, Zhang L (2011) Thermal diffusivity of three-dimensional needled C/SiC–TaC composites. Ceram Int 37:3095–3099
Cheng L, Xu Y, Zhang Q, Zhang L (2003) Thermal diffusivity of 3D C/SiC composites from roomtemperature to 1400 °C. Carbon 41:707–711
Su F, Huang F (2019) Microscopic mechanism of the high-temperature strength behaviour of a C/SiC composite. Appl Compos Mater 26:1059–1071
Ruoff RS, Lorents DC (1995) Mechanical and thermal properties of carbon nanotube. Carbon 33:925–930
Ebbesen TW, Lezec HL, Hiura H, Thio T (1996) Electrical conductivity of individual carbon nanotubes. Nature 382:54–56
Ramirez AP (2005) Carbon nanotubes for science and technology. Bell Labs Tech J 10:171
Han D, Mei H, Xiao S, Dassios KG, Chenga L (2018) A review on the processing technologies of carbon nanotube/silicon carbide composites. J Eur Ceram Soc 38:3695–3708
Dzunda R, Fides M, Hanotko M (2019) Mechanical, physical properties and tribological behaviour of silicon carbide composites with addition of carbon nanotubes. Int J Refract Met Hard Mater 81:272–280
Lanfant B, Leconte Y, Debski N, Bonnefont G, Pinault M (2019) Mechanical, thermal and electrical properties of nanostructured CNTs/SiC composites. Ceram Int 45:2566–2575
Dai H (2002) Carbon nanotubes: opportunities and challenges. Surf Sci 500:218–241
Choa J, Boccaccini A, Shaffer P (2009) Ceramic matrix composites containing carbon nanotubes. J Mater Sci 44:1934–1951
Wang H, Li X, Ma J, Li G, Hu T (2012) Fabrication of multi-walled carbon nanotube-reinforced carbon fiber/silicon carbide composites by polymer infiltration and pyrolysis process. Compos Sci Technol 72:461–466
Yu H, Zhou X, Zhang W, Peng H, Zhang C, Sun K (2011) Properties of carbon nano-tubes–Cf/SiC composite by precursor infiltration and pyrolysis process. Mater Des 32:3516–3520
Hua J, Donga S, Wua B, Zhanga X, Wang Z (2013) Mechanical and thermal properties of Cf/SiC composites reinforced with carbon nanotube grown in situ. Ceram Int 39:3387–3391
Chen S, Feng Y, Qin M, Ji T, Feng W (2017) Improving thermal conductivity in the through-thickness direction of carbon fibre/SiC composites by growing vertically aligned carbon nanotubes. Carbon 116:84–93
Tülbez S (2015) Processing and characterization of carbon fiber reinforced silicon carbide (C/C-SiC) matrix composites. Master Thesis. Middle East Technical University
Heidenreich B, Krenkel W, Lexow B (2003) Development of CMC-materials for lightweight armor. Ceram Eng Sci Proc 24:375
Kumar A, Kumar S, Rohani D (2009) Capillary infiltration studies of liquids 3D-stiched C-C preforms: kinetics of silicon infiltration. J Eur Ceram Soc 29:2651–2657
Shimoda K, Hinoki T, Kohyama A (2010) Effect of carbon nanofibers (CNFs) content on thermal and mechanical properties of CNFs/SiC nanocomposites. Compos Sci Technol 70:387–392
Wen NC, Liu G, Lin Y, Li M (2004) Interface effect on thermal conductivity of carbon nanotube composites. Phys Lett 85:3549
Nan CW, Shi Z, Lin Y (2003) A simple model for thermal conductivity of carbon nanotube-based composites. Chem Phys Lett 375:666–669
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Tülbez, S., Esen, Z. & Dericioglu, A.F. Effect of CNT impregnation on the mechanical and thermal properties of C/C-SiC composites. Adv Compos Hybrid Mater 3, 177–186 (2020). https://doi.org/10.1007/s42114-020-00155-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42114-020-00155-3