
Abstract
The dispersity of incorporated particles is critical for the creation of composite coatings with enhanced performance. Here, we propose a mechanical agitation and ultrasound-assisted pulse electroplating technique for producing exfoliated MoS2 reinforced cobalt-based composite coatings with improved tribological and electrochemical properties. The dispersity of exfoliated MoS2 and its corresponding effect on the microstructure, microhardness, tribological and electrochemical behaviors of the resultant composite coatings are systematically investigated. The results reveal that the outstanding dispersity of exfoliated MoS2 in electrolyte is beneficial to its even distribution and incorporation in the composite coating, endowing the resultant composite coatings with a smooth surface, compact structure, high hardness, remarkable antiwear and friction reduction performance as well as superior corrosion resistance. This study offers a strategy for producing high-performance composite coatings with promising practical applications.
Graphical Abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The global problem of abrasion and corrosion, which leads to huge economic losses and accidents, has received increasing attention (Ref 1,2,3,4). Surface coating with enhanced tribological and anticorrosion performances is an effective way to solve the problem because abrasion and corrosion failure generally start from the surface (Ref 5). Nickel (Ni) coating with good wear and corrosion resistance has been studied extensively (Ref 6,7,8). However, with the rapid development of modern industry, pure metal coating cannot satisfy the requirement of high-performance coating for use in extreme operating conditions. Previous studies have demonstrated tribological and anticorrosion performances of composite coatings were better than pure metal coatings (Ref 9). Different reinforcements such as SiC (Ref 10, 11), ZrO2 (Ref 12, 13), Al2O3 (Ref 14, 15), graphene (Ref 16) and carbon nanotube (Ref 17, 18) have been studied to improve performances of Ni coatings. Among various reinforcements, molybdenum disulfide (MoS2), as a long-historical lubricant widely used in space and terrestrial applications (Ref 19), displays great promise for enhancing tribological performance (Ref 20,21,22). Lubricity of MoS2 is due to its laminated structure with Mo atoms located between layers of sulfur atoms, showing strong intralayer covalent bonding and weak interlayer van der Waals interaction, which is easy to overcome when suffering from shear (Ref 23, 24). Compared to other complicated and expensive methods, electrodeposition is a simple and cost-effective technique for preparing Ni-MoS2 (Ref 25, 26). Chang et al. (Ref 27) analyzed the influences of temperature, particle concentration, pH and current density on Ni-MoS2. Güler et al. (Ref 28) studied the effects of pH, surfactant and MoS2 concentration on tribological behavior of Ni-MoS2 composite coating. Shourije et al. (Ref 29) claimed current density, MoS2 content and bath agitation affected tribological performance of Ni-MoS2. Cheng et al. (Ref 30) proved Ni-MoS2 displayed better antifriction performance than pure Ni coating. Cardinal et al. (Ref 31) studied the effect of MoS2 concentration on composition, morphology, crystalline structure, microhardness and frictional behavior of Ni-W-MoS2 composite coating.
Compared to Ni, cobalt (Co) shows better antiwear and friction reduction performances. Wang et al. (Ref 32) verified wear resistance and COF of Co coatings were one order of magnitude higher and two times lower than Ni coatings. However, to the best of our knowledge, there has been no systematic investigation on microstructures and properties of Co-MoS2 composite coatings. Besides, the problem of MoS2 agglomeration and codeposition in composite coatings significantly affects microstructure and properties (Ref 30). Previous studies usually employed commercial MoS2 as received and surfactant with mechanical agitation to reduce agglomeration. In comparison with mechanical agitation, ultrasonic oscillation can remarkably improve mass transportation, optimize dispersity and accelerate deagglomeration, inducing better performance of composite coatings (Ref 33). Combination of mechanical agitation and ultrasonic oscillation is expected to disperse MoS2 more effectively (Ref 34). Compared to direct current electrodeposition, nanoparticles embedded in composite coatings produced by pulse electrodeposition displayed less agglomeration (Ref 35). In the present work, commercial MoS2 is exfoliated via ball milling and the Co-MoS2 composite coatings with improved tribological and anticorrosion performances are formed by mechanical agitation with ultrasound-assisted pulse electrodeposition technique. The effect of exfoliated MoS2 dispersity on the microstructure, hardness and tribological and electrochemical behaviors of the Co-MoS2 composite coatings is investigated in a comprehensive manner for the first time.
2 Experimental
2.1 Materials and Preparation
All chemicals used were analytical reagents. MoS2 (99.5% metal basis, < 2 μm, product ID: M104968), cobalt sulfate (CoSO4·7H2O, ≥ 99%), saccharin (98%) and polyvinylpyrrolidone (PVP, MW ~ 10,000) were obtained from Shanghai Aladdin Biochemical Technology Co., Ltd. Boric acid (H3BO3) was provided by Shanghai Titanchem Co., Ltd. To promote dispersity, commercial MoS2 and PVP were mixed in 45% ethanol–water solution and stirred sufficiently. Mixture and agate balls (Φ5 mm:Φ10 mm = 1:2, in wt.%) were put in a stainless steel tank with a ball-to-powder ratio of 100:1. Ball milling was conducted on Bench-Top planetary automatic ball mills at a rotation speed of 400 rpm for 12 h. Then the mixture was centrifuged at 10,000 rpm for 20 min to separate the large-sized MoS2. Supernatant was collected and dried to calculate the MoS2 concentration and for further use.
Intelligent multiwave electroplating equipment (SMD-30P, Dashun Electroplating Equipment Co., Ltd.) was employed as a power supply. Electrolyte composition and electroplating parameters are listed in Table 1. Electrolyte pH was controlled by sulfuric acid and sodium hydroxide. The pH was tested by TECH-698 pH meter. The substrates acting as cathodes were mechanically polished by abrasive paper from 400 to 2000 P to get rid of the oxide layer and ultrasonically cleaned in ethanol acetone to remove oil contamination before plating. The substrates were activated in 10 wt.% sulfuric acid, then cleaned with deionized water and blow-dried. The anode was kept vertical and parallel to substrates with an area of 5 cm2 exposed in electrolyte. A 250-mL beaker with 200 mL electrolyte was placed in an ultrasonic bath (Biosafer SB-3200DTD) with ES-20M overhead digital display electric stirrer for mechanical agitation. Composite coatings codeposited with original and exfoliated MoS2 were referred to as Co/O-MoS2 and Co/E-MoS2. To exclude the effect of PVP, a composite coating with the addition of PVP and the original MoS2 was also deposited as a contrast, referred to as Co/P-MoS2.
2.2 Characterization
Cross-sectional and surface morphologies were observed by scanning electron microscope (SEM, SU8010). Energy-dispersive x-ray spectroscopy (EDS) microanalyzer was employed to analyze elemental composition. Surface arithmetic mean roughness (Ra) was surveyed by a 3D laser measuring microscope surface profilometer (OLS4000) and the average Ra was calculated. Crystal structures of MoS2 and coatings were detected by x-ray diffraction (XRD) with Cu-Ka radiation, operating at a step size of 0.02° and counting time of 2 s/step within the scanning angle (2θ) ranging from 10° to 80°. Microhardness was measured by an HVD-10001S Vickers hardness tester under the load of 25 g kept for 15 s. Eight indentations were tested for each specimen and average microhardness values were presented.
Tribological behaviors were evaluated by a ball-on-disk tribometer (WTM-2E). GCr15 balls (Φ 6 mm) were used as counterparts. Sliding experiments were conducted under dry conditions at room temperature. The applied load is 2 N with a sliding speed of 200 rpm and a rotating radius of 5 mm for 15 min. The parameters chosen in the present investigation are based on our preliminary experiments. The morphology and elemental composition of the worn surface of coatings and GCr15 balls were characterized by SEM and EDS. Wear tracks were measured by a 3D laser measuring the microscope surface profilometer. The wear rates were calculated as K=V/S·F, V is worn volume (mm3), S is sliding distance (m) and F is applied load (N).
Electrochemical behaviors were measured using an electrochemical workstation (CHI660E). Corrosion tests were conducted using a standard three-electrode system. The working electrode was coatings, the counter electrode was a saturated calomel electrode (SCE) and the reference electrode was a platinum plate. Before potentiodynamic polarization and electrochemical impedance spectroscopy (EIS) tests, coatings with an area of 1 cm2 exposed were immersed in 3.5 wt.% NaCl corrosive solution for 60 min to reach a steady state. Potentiodynamic polarization curves were obtained at a scanning speed of 0.5 mVs-1 from −250 to 250 mV versus open-circuit potential. EIS tests were evaluated within a frequency scope of 105 to 10−2 Hz under a sinusoidal signal of 5 mV amplitude. Three parallel specimens were performed for all electrochemical experiments.
3 Results and Discussion
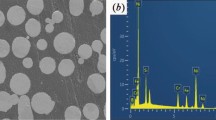
Figure 1 shows the SEM morphology and XRD pattern of the original and exfoliated MoS2. As shown in Fig. 1, the original MoS2 (O-MoS2) appears agglomerate and exhibits irregular tabular with a thick multilayered structure. The XRD pattern of the O-MoS2 composite coating shows peaks of (002), (100), (103), (006), (105), (110) and (008), which consists with the standard card MoS2 (JCPDS 37-1492). In contrast, the exfoliated MoS2 (E-MoS2) displays a dispersive condition with a smaller size and fewer layered lamellar structure. The XRD pattern of the E-MoS2 composite coating shows a strong (002) peak and several weak peaks. The diffraction intensity decreases dramatically, indicating that the crystallinity of MoS2 is retained after exfoliation. The results certify the change of size and thickness of MoS2 after treatment, that is, bulk MoS2 as received is successfully exfoliated and substantially fragmented by ball milling (Ref 36).

SEM morphology and XRD pattern of original and exfoliated MoS2 sheets
Dispersity of MoS2 in deionized water and electrolyte in the initial state and after standing still for 24 h is given in Fig. 2. The deionized water and electrolyte without addition of MoS2 are also provided for comparison. Pristine-deionized water is crystal clear and the electrolyte is rose-pink. In the initial state, the mixed solution with the same concentration of diverse treatment of MoS2 all exhibits homogeneous dark without any apparent precipitation or agglomeration. After standing still for 24 h, varying degrees of precipitation and layering are seen. The solution mixed with O-MoS2 displays obvious precipitation and layering. Layering is also observed for the solution combining O-MoS2 and PVP (P-MoS2) but blurry in the upper part, indicating dispersity of O-MoS2 is improved. Precipitation and layering are not observed for solution joined with E-MoS2, revealing outstanding dispersity. The results show the dispersity of MoS2 is E-MoS2 > P-MoS2 > O-MoS2. E-MoS2 displays excellent dispersity both in water and electrolyte.

Images of different MoS2 sheets dispersion in deionized water and electrolyte after initially prepared and after 24 h
Figure 3 shows the SEM surface morphology and 3D topography of varied coatings. The Co coating has a smooth surface with an arithmetic mean roughness (Ra) of 0.06 μm. However, furrows are observed on the amplifying micrograph. The Co/O-MoS2 composite coating with a MoS2 content of 19.9 wt.% exhibits a nodular coarse surface with Ra of 1.43 μm, which is about 24 times as high as the Co coating. Enlarged image reveals that the nodule structure is piled up by irregular O-MoS2 agglomeration, disorderly and unsystematic. The distinct change of surface morphology from the Co coating to the Co/O-MoS2 composite coating is mainly attributed to the incorporation of MoS2. The Co/P-MoS2 composite coating, which has a MoS2 content of 6.6 wt.%, shows a more uniform and denser surface with a nodule structure and a high Ra of 1.38 μm. The amplified image shows the nodule structure composed of smaller spherical particles with different sizes. Clear boundaries are observed between particles, which are different from the Co/O-MoS2 composite coating. Observed MoS2 (yellow arrows) reveals some agglomeration of MoS2 exists, but the degree of agglomeration is decreased by PVP addition. The Co/E-MoS2 composite coating, which has a low MoS2 content of 2.4 wt.%, shows a more compact and smoother surface with indistinct nodule structure and surface roughness decreases to 0.09 μm. The amplifying image displays a nodule structure that is formed by spherical particles smaller than that of the Co/P-MoS2 composite coating. An indistinct boundary between spherical particles indicates a denser structure is obtained. With close observation, translucent MoS2 (yellow arrows) is dispersed uniformly without evident agglomeration in the Co/E-MoS2 composite coating. The above results suggest the introduction of O-MoS2 causes severe agglomeration, leading to coarse surface of the resultant coating. With the addition of PVP, agglomeration of MoS2 is significantly decreased, the surface becomes uniform and compact. However, agglomeration still exists and rough surface is observed. Outstanding dispersity of E-MoS2 endows the Co/E-MoS2 composite coating with a smooth surface and a compact structure.

SEM micrograph and 3D topography of (a) Co, (b) Co/O-MoS2, (c) Co/P-MoS2 and (d) Co/E-MoS2 surfaces
The XRD patterns of various coatings are given in Fig. 4. The Co coating has a hexagonal close-packed (hcp) lattice with strong hcp (002), relatively strong hcp (101) and weak hcp (100). The Co/O-MoS2 composite coating displays similar peaks of (002), (101), (100) with lower intensity and a new peak of (110). Lower-intensity peaks of the Co/O-MoS2 composite coating are weakened by strong diffraction signals of MoS2. Besides, the peaks of (103), (105) and (008) are also observed, which confirms MoS2 is successfully codeposited. Similar peaks with lower diffraction signals of MoS2 are observed for Co/P-MoS2 composite coating. For Co/E-MoS2 composite coating, hcp (002), (101), (100) and (110) for Co are seen. However, diffraction signals of MoS2 are hardly found, which is likely due to its low content and good dispersion in the Co matrix (Ref 37). XRD patterns clearly reveal the introduction of MoS2 significantly affects diffraction peaks of various coatings.

XRD patterns of various coatings
In order to further investigate the dispersity of MoS2, cross-sectional SEM images of various composite coatings after corrosion treatment and Co coating are provided in Fig. 5. The Co coating displays a flat and smooth surface with a coating thickness of about 8 μm. The Co/O-MoS2 composite coating displays a coarse surface with a flat initial Co-rich layer about 2 μm adhered to the substrate and a raised loose nodule of around 8 μm on it. The stacking structure of nodules is formed by disorderly and unsystematic agglomeration of irregular MoS2, inducing strong XRD diffraction signal of MoS2 for the Co/O-MoS2 composite coating (Fig. 4). With PVP introduction, the cross-sectional image exhibits agglomeration degree of MoS2 and surface roughness of the Co/P-MoS2 composite coating are both decreased, revealing a structure with a flat initial Co-rich layer about 6 μm close to the substrate and a raised compact nodule of about 2-6 μm. MoS2 is unevenly embedded in a nodule and a flat initial Co layer. MoS2 is more in the nodule while less in the initial Co layer. Embedment of MoS2 results in a decrease of XRD diffraction signal of MoS2. For the Co/E-MoS2 composite coating, a rather flat and compact surface is observed. The coating thickness is about 10 μm with translucent MoS2 evenly dispersed. Agglomeration degree and surface roughness of composite coatings are decreased following the Co/O-MoS2, Co/P-MoS2 and Co/E-MoS2 composite coating, agreeing well with the result in Fig. 3. Figure 5 exposes the distribution of MoS2 in various composite coatings and illustrates that addition of O-MoS2 can induce severe agglomeration, causing a coarse surface and loose structure. PVP introduction can enhance dispersity of MoS2, which is beneficial to decrease roughness and dense structure of the Co/P-MoS2 composite coating. Outstanding dispersity of E-MoS2 significantly promotes uniform distribution of MoS2 in composite coating, resulting in the Co/E-MoS2 composite coating with flat surface and compact structure.

Cross-sectional SEM images of (a) Co, (b) Co/O-MoS2, (c) Co/P-MoS2 and (d) Co/E-MoS2 composite coatings
Figure 6 presents the comparison of microhardness of various coatings. Evidently, the composite coatings have higher microhardness than pure Co coating. Co coating shows microhardness of about 350 HV. With the addition of O-MoS2, the microhardness of the Co/O-MoS2 composite coating slightly increases to about 400 HV. With PVP introduction, microhardness of the Co/P-MoS2 composite coating increases to about 480 HV. The Co/E-MoS2 displays the maximum microhardness of 680 HV. Embedment of E-MoS2 served as reinforcement. They block dislocation motion by dispersion hardening and enhances the capacity of coatings to impede local deformation, leading to significant microhardness improvement. O-MoS2 severely agglomerates in the Co/O-MoS2 composite coating, which cannot effectively show its strengthening effect. Microhardness is slightly increased. With the addition of PVP, decreased agglomeration and improved distribution of MoS2 in the Co/P-MoS2 composite coating leads to further increase in microhardness. Uniform distribution of MoS2 in favor of the exertion influence of MoS2 as reinforcement effectively, which results in significant microhardness promotion of the Co/E-MoS2 composite coating.

Microhardness of various coatings
Typical coefficient of friction (COF) as a function of sliding time for various coatings are shown in Fig. 7(a). The COF curve of the Co coating increases instantly and arrives at a definite value in a short running-in period and holds on that level with large fluctuations till the end of the sliding test. With the addition of MoS2, COF curves go up gently and show superior fluctuation reduction, suggesting incorporation of MoS2 helps with the construction of a stable contact interface. The COF curves of the Co/O-MoS2 and Co/P-MoS2 composite coating display bigger fluctuations, while the Co/E-MoS2 composite coating exhibits very steadily, indicating excellent friction reduction performance is acquired for the Co/E-MoS2 composite coating.

Typical COF curves (a) and average COF and wear rate (b) of various coatings
Figure 7(b) reveals average COF and wear rates of various coatings. The average COF of the Co coating is about 0.42. With the addition of O-MoS2, the average COF of the Co/O-MoS2 composite coating rises to about 0.65. COF of the Co/P-MoS2 declines to about 0.50 with PVP introduction. Incorporation of E-MoS2 significantly decreases COF of the Co/E-MoS2 composite coating to about 0.20, which is lower than half of the Co coating, showing remarkable friction reduction. The wear rate of the Co coating is 1.44 × 10−7 mm3 (N·m)−1. The Co/O-MoS2 composite coating has larger microhardness, whereas it exhibits a higher wear rate than the Co coating. This can be illustrated by the coarse surface of the Co/O-MoS2 composite coating and its loose nodules, which are effortless to be rubbed off under shear force by friction. The high microhardness and compact nodules make coating materials not that easy to wear off. Wear rate of the Co/P-MoS2 composite coating has decreased. An extremely low wear rate of 0.33 × 10−7 mm3 (N·m)−1 is attained for the Co/E-MoS2 composite coating, which is more than a 77% decrease from the Co coating. Exceptional tribological properties of the Co/E-MoS2 composite coating can be expounded as follows. Figure 3 and 5 shows E-MoS2 is embedded and uniformly distributed in the composite coating. Fragile interlayer interaction of MoS2 is effortless to defeat when the interlayer is undergoing shearing, inducing remarkable decline of COF. Robust intralayer covalent bonding of MoS2 provides excellent wear resistance. Incorporation of E-MoS2 endows the Co/E-MoS2 composite coating with superlative microhardness. On the basis of classical Archard’s law (Ref 38), the wear rate descends with the ascends of microhardness under the same friction condition. Consequently, the lowest wear rate is acquired for the Co/E-MoS2 composite coating.
Typical SEM morphology and 3D topography of wear tracks of various coatings after the sliding test are given in Fig. 8. The Co coating has a rough worn surface with plenty of wear debris and grooves. Worn surface of the Co/O-MoS2 composite coating displays coarse wear track with plentiful wear debris experienced with severe plastic deformation. Abrasion with a layered structure like a fish scale, suggesting severe adhesive wear appeared during friction test. 3D topography exhibits a coarse wear track that is wider and deeper than Co coating because of its low microhardness and coarse surface. Loose nodules formed by agglomeration MoS2 are easy to be worn off and accelerate wear loss of the Co/O-MoS2 composite coating. The worn surface of the Co/P-MoS2 composite coating shows discontinuous wear track with only top of nodules suffered from abrasion. Wear debris displays fish scale and layered structure, which is because the Co/P-MoS2 composite coating owns higher microhardness and nodule structure. Several micro-cracks are observed on its worn surface, suggesting fatigue wear also occurred. 3D topography suggests its wear track turns into shallower and narrower than Co/O-MoS2 composite coating. Worn surface of the Co/E-MoS2 composite coating is quite smooth, its wear track shows fine grooves and slight adhesion with a small number of wear debris. 3D topography depicts wear track that is rather shallow and narrow, indicating small wear loss and excellent wear resistance. Superior tribological performance is attributed to flat and smooth surface with a compact structure and high microhardness. The results of worn surfaces for various coatings agree with wear rate in Fig. 7(b).

Typical SEM morphology and 3D topography of the wear scars of (a) Co, (b) Co/O-MoS2, (c) Co/P-MoS2 and (d) Co/E-MoS2 composite coatings
Figure 9 depicts typical SEM micrographs and primary elemental mapping of worn surfaces of the counterpart balls sliding against various coatings. The Co coating has a lot of loose wear debris assembled on the counterpart ball, which is because the low microhardness of the Co coating is conducive to the transfer of materials to counterpart ball easier. Composite coatings with higher microhardness exhibit less content of wear debris. The Co/O-MoS2 composite coating has a coarse surface with many adhesive wear debris and severe laminated structure. Content and size of adhesive wear debris of the Co/P-MoS2 composite coating are both decreased because of its compact structure and higher microhardness, resulting in the upper part of nodules being in the most of worn position. Content and size of adhesive wear debris on the Co/E-MoS2 composite coating counterpart ball are both significantly decreased, whereas mild delamination and adhesive wear debris are noticed, suggesting coating materials can still be moved under large friction stress.

Typical SEM micrographs and corresponding EDS elemental mapping of worn surface for counterpart balls sliding against (a) Co, (b) Co/O-MoS2, (c) Co/P-MoS2 and (d) Co/E-MoS2 composite coatings
Potentiodynamic polarization of various coatings detected in 3.5% NaCl are depicted in Fig. 10(a). Corrosion potential (Ecorr), corrosion current density (icorr) and corrosion rate (CR) calculated by potentiodynamic polarization curves are given in Table 2. The Co coating has an Ecorr of − 437 mV. The Ecorr of the Co/O-MoS2 and Co/P-MoS2 composite coating moves in a negative direction to − 446 and − 499 mV. The Co/O-MoS2 and Co/P-MoS2 reveal larger icorr and CR than the Co coating, implying corrosion resistance converts to worse for the Co/O-MoS2 and Co/P-MoS2 composite coating. The Co/E-MoS2 composite coating has a more positive Ecorr of − 355 mV and its icorr value is about 20% of the Co coating and 2% of the Co/O-MoS2 composite coating. Corrosion rate of the Co/E-MoS2 composite coating is nearly one fifth of the Co coating and one sixtieth of the Co/O-MoS2 composite coating, exhibiting distinguished anticorrosion behavior of the Co/E-MoS2 composite coating. Figure 10(b), (c), and (d) presents Nyquist plots and Bode plots of various coatings checked in 3.5% NaCl. Polarization resistance of working electrode is reflected by diameter of capacitive loop in Nyquist plots. Diameter of capacitive loops is getting bigger following the Co/O-MoS2, Co/P-MoS2, Co and Co/E-MoS2 composite coating. Corrosion resistance also can be reflected by impedance modulus values at low frequency. Bode plots exhibit impedance modulus at low frequency become higher following the Co/O-MoS2, Co/P-MoS2, Co and Co/E-MoS2 composite coatings.

Typical potentiodynamic polarization curves (a), Nyquist plots (b) and Bode plots (c-d) of various coatings measured in 3.5% NaCl solution
For quantitative demonstration, the EIS results are simulated by equivalent electric circuits given in Fig. 11. As for Co and Co/E-MoS2 composite coating, the experimental EIS results can be fitted with the equivalent electric circuit shown in Fig. 11(a). The equivalent electric circuit shown in Fig. 11(b) is applied to simulate EIS results of Co/O-MoS2 and Co/P-MoS2 composite coatings. In the equivalent electric circuit, Rs is the solution resistance and CPEc and Rc are constant phase element and resistance of the coating, respectively. Rct and CPEdl are charge transfer resistance and double layer capacitance of the electrochemical corrosion process at the metal interface, respectively. The simulated EIS data using ZSimpWin software is listed in Table 3. Generally, the sum of Rc and Rct is used to characterize corrosion resistance. A higher value reflects a lower corrosion rate and better corrosion protection. The results in Table 3 show the Rc and Rct values of various coatings increase following the order of Co/O-MoS2, Co/P-MoS2, Co and Co/E-MoS2 composite coatings. The above results indicate the order of corrosion resistance is as follows: Co/E-MoS2 > Co > Co/P-MoS2 > Co/O-MoS2 composite coating.

Equivalent circuits for EIS fitting of (a) Co and Co/E-MoS2 composite coatings, (b) Co/O-MoS2 and Co/P-MoS2 composite coatings
Diverse corrosion behavior of various coatings can be illustrated as follows. The Co/O-MoS2 composite coating shows lower corrosion resistance than the Co coating. This is caused by its coarse surface and loose structure (Fig. 3 and 5). It makes corrosive liquid reaches the interface between substrate and coating effortlessly, leading to the worst anticorrosion behavior. Compactness of the Co/P-MoS2 composite coating is enhanced, leading to promotion of corrosion resistance. However, a clear boundary between nodules and a rather rough surface induces deteriorated anticorrosion performance. Remarkable corrosion resistance of the Co/E-MoS2 composite coating is caused by a smooth surface and compact structure. A smoother surface implies smaller areas exposed to harm from corrosive liquid and a compact structure can prevent corrosive liquid from corroding coating or arriving interface between coating and substrate. Coating defects such as micropores, crevices and gaps can be filled and embedded by incorporation and uniform distribution of E-MoS2, deforming the corrosive path severely. E-MoS2 plays as barriers, retarding corrosive liquid from landing on the interface between coating and substrate, corrosion reaction speed is suppressed and corrosion resistance is enhanced.
4 Conclusions
-
(1)
Poor dispersity of the original MoS2 leads to a coarse surface and loose structure of Co/O-MoS2 composite coating. With the addition of PVP, promoted dispersity of MoS2 results in amelioration of surface roughness and compactness for Co/P-MoS2 composite coating. As for Co/E-MoS2 composite coating, uniform distribution of MoS2 endows the resultant composite coating with a rather smooth surface and compact structure.
-
(2)
MoS2 embedded in composite coatings acts as reinforcement, blocking dislocation motion, impeding local deformation, and improving microhardness. Higher microhardness and superior lubricity result in better antiwear and friction reduction performances. Coarse surface and loose structure lead to slight microhardness improvement, high COF and large wear loss of Co/O-MoS2. Although PVP promotes MoS2 distribution and increases microhardness, the rough surface still causes high COF and a large wear rate of Co/P-MoS2. Uniform distribution of MoS2, smooth surface, compact structure and higher microhardness endows Co/E-MoS2 with extremely low COF and wear rate.
-
(3)
Rough surface and loose structure lead to poor anticorrosion performance of Co/O-MoS2 as corrosive liquid can effortlessly pass a crevice path and arrive at the interface between coating and substrate, accelerating corrosion reaction. PVP improves the distribution of MoS2. However, a rough surface and clear nodule boundary allows corrosive liquid to get through, resulting in slight enhanced corrosion resistance of Co/P-MoS2. As for Co/E-MoS2, a smooth surface provides a smaller area undergoing erosion by corrosive liquid. Besides, uniform distribution of exfoliated MoS2 can fill in defects, severely distort corrosive roads and act as barriers, inhibiting corrosive liquid to effortlessly arrive at the interface between composite coating and substrate, endowing Co/E-MoS2 with fantastic corrosion resistance.
References
J. Duarte Forero, G. Valencia Ochoa and J. Piero Rojas, Effect of the Geometric Profile of Top Ring on the Tribological Characteristics of a Low-Displacement Diesel Engine, Lubricants, 2020, 83(8), p 1–27.
X. Zhang, P. Zhang, X. Su and L. Shan, Preparation and Tribological Performance of CrAlTiCN Coatings on 316L and TC4 Substrates in Sea Water, Adv. Appl. Ceram., 2021, 121, p 12–22.
F. Fu, Y. Zhang, Y. Xie, Y. Lu, J. Sun and C. Yue, The Tribology and Erosion-Corrosion Resistance Properties of Fe-Cr-Ni-Si and WC Alloy Coating, Integ. Ferroelectr., 2021, 219(1), p 69–75.
C. Guo, F. Kong, S. Zhao, X. Yan, J. Yang and J. Zhang, Preformance of Friction and Wear of Electrospark Deposited Ni-MoS2 Self-lubricating Coating, Chalcogenide. Lett., 2019, 16(7), p 309–315.
D. Deshmukh and V. Kalyankar, Deposition Characteristics of Multitrack Overlayby Plasma Transferred Arc Welding on SS316Lwith Co-Cr Based Alloy-Influence of Process Parameters, High Temp. Mater. Process., 2019, 38, p 248–263.
E. Zdravecká, M. Ondáč and J. Tkáčová, Tribological Behavior of Thermally Sprayed Coatings with Different Chemical Composition and Modified by Remelting, Tribolo. Ind., 2019, 41(4), p 463–470.
A. Hadipour, M. Rahsepar and H. Hayatdavoudi, Fabrication and Characterisation of Functionally Graded Ni-P Coatings with Improved Wear and Corrosion Resistance, Surf. Eng., 2019, 35(10), p 883–890.
C. Liu, X. Huang, R. Xu, Y. Mai, L. Zhang and X. Jie, Microstructure and Properties of Nanocrystalline Ni-Mo Coatings Prepared by Ultrasound-Assisted Pulse Electrodeposition, J. Mater. Eng. Perform., 2021, 30(4), p 2514–2525.
A. Owhal, A.D. Pingale, S. Khan, S.U. Belgamwar, P.N. Jha and J.S. Rathore, Electro-codeposited γ-Zn-Ni/Gr Composite Coatings: Effect of Graphene Concentrations in the Electrolyte Bath on Tribo-Mechanical, Anti-Corrosion and Anti-Bacterial Properties, Trans. IMF., 2021, 99(6), p 324–331.
G. Gyawali, B. Joshi, K. Tripathi and S.W. Lee, Effect of Ultrasonic Nanocrystal Surface Modification on Properties of Electrodeposited Ni and Ni-SiC Composite Coatings, J. Mater. Eng. Perform., 2017, 26(9), p 4462–4469.
C. Li, F. Xia, C. Ma and Q. Li, Research on the Corrosion Behavior of Ni-SiC Nanocoating Prepared Using a Jet Electrodeposition Technique, J. Mater. Eng. Perform., 2021, 10, p 6336–6344.
W. Ge, T. He, M. Wang and J. Li, Nano-Grain Ni/ZrO2 Functional Gradient Coating Fabricated by Double Pulses Electrodeposition with Enhanced High Temperature Corrosion Performance, Coatings, 2020, 10(4), p 1–14.
S. Aruna, S. Latha and R. Lakshmi, Multifunctional Properties of Electrodeposited Nickel Composite Coating Containing Nanosized Monoclinic Zirconia Particles, J. Metal. Mater. Sci., 2020, 66(1and2), p 77–91.
C.R. Raghavendra, S. Basavarajappa, I. Sogalad and K. Naik, Study on Wear Mechanism and Contact Temperature against Dry Sliding Wear of Ni-Al2O3 Nanocomposite Coating, Trans. Indian Ceram. Soc., 2020, 79(3), p 139–143.
C.R. Raghavendra, Relationship between Flash Temperature and Wear Characteristics in Ni-nano Al2O3 Coating, J. Adhes. Sci. Technol., 2021, 2021, p 1–16.
C.K. Sarangi, B.P. Sahu, B.K. Mishra and R. Mitra, Pulse Electrodeposition and Characterization of Graphene Oxide Particle-Reinforced Ni-W Alloy Matrix Nanocomposite Coatings, J. Appl. Electrochem., 2020, 50(2), p 265–279.
M. Refai, Z.A. Hamid, R.M. El-kilani and G.E. Nasr, Assessment of the Performance of Ni-Carbon Nanotube Nanocomposite Coatings for Protecting the Surfaces of Steel Agricultural Mower Knives, J. Mater. Eng. Perform., 2021, 30(3), p 1851–1861.
J. Liu, W. Sun and Y. Huang, Effect of Carbon Nanotubes Content on Microstructure and Properties of WC/Ni Laser Cladding Coatings, Surf. Eng., 2021, 37(5), p 650–657.
M.R. Vazirisereshk, A. Martini, D.A. Strubbe and M.Z. Baykara, Solid Lubrication with MoS2: A Review, Lubricants, 2019, 57(7), p 1–35.
Y. Mazaheri, M. Bahiraei, M.M. Jalilvand, S. Ghasemi and A. Heidarpour, Improving Mechanical and Tribological Performances of Pure Copper Matrix Surface Composites Reinforced by Ti2AlC MAX Phase and MoS2 Nanoparticles, Mater. Chem. Phys., 2021, 270, p 1–11.
X. Xie, X. Hua, J. Li, X. Cao, Z. Tian, R. Peng, B. Yin and P. Zhang, Synergistic Effect of Micro-Textures and MoS2 on the Tribological Properties of PTFE Film Against GCr15 Bearing Steel, J Mech. Sci. Technol., 2021, 35(5), p 2151–2160.
V. Vaishnav, R.P. Kumar and C. Venkatesh, Influence of Nano MoS2 Particle on the Mechanical and Tribological Properties of Al-TiB2-Gr Hybrid Composite, J. Mech. Sci. Technol., 2022, 36(2), p 857–867.
I. Song, C. Park and H. Choi, Synthesis and Properties of Molybdenum Disulphide: From Bulk to Atomic Layers, RSC. Adv., 2015, 5(10), p 7495–7514.
M. Sadeghi-Dehsahraee and P. Najafisayar, Electrodeposition and Characterization of Cr-MoS2 Composite Coatings, J. Mater. Eng. Perform., 2019, 28(9), p 5674–5690.
F.C. Walsh, S. Wang and N. Zhou, The Electrodeposition of Composite Coatings: Diversity, Applications and Challenges, Curr. Opin. Electrochem., 2020, 20, p 8–19.
M. Mohamed, F. Mahgoub, D. Ragheb and A. Abdel-Gaber, Novel and Facile Method for Fabrication of Robust Superhydrophobic Film on Copper Surface and its Chemical, Mechanical, and Corrosion Performance, Surf. Eng., 2021, 37(10), p 1255–1265.
Y.C. Chang, Y.Y. Chang and C.I. Lin, Process Aspects of the Electrolytic Codeposition of Molybdenum Disulfide with Nickel, Electrochim. Acta, 1998, 43(3–4), p 315–324.
E.S. Güler, E. Konca and İ Karakaya, Investigation of the Tribological Behaviour of Electrocodeposited Ni-MoS2 Composite Coatings, Int. J. Surf. Sci. Eng., 2017, 11(5), p 418–432.
S.J. Shourije and M. Bahrololoom, Effect of Current Density, MoS2 Content and Bath Agitation on Tribological Properties of Electrodeposited Nanostructured Ni-MoS2 Composite Coatings, Tribol-Mater. Surf. Interfaces, 2019, 13(2), p 76–87.
Q. Cheng, Z. Yao, F. Zhang, S. Zhang and M. Oleksander, Microstructure and Tribological Property of Ni-MoS2 Composite Coatings Prepared by Ultrasonic and Mechanical Stirring Electrodeposition, Mater. Res. Express., 2020, 6(12), p 1–11.
M.F. Cardinal, P. Castro, J. Baxi, H. Liang and F.J. Williams, Characterization and Frictional Behavior of Nanostructured Ni-W-MoS2 Composite Coatings, Surf. Coat. Tech., 2009, 204(1–2), p 85–90.
L. Wang, Y. Gao, T. Xu and Q. Xue, A Comparative Study on the Tribological Behavior of Nanocrystalline Nickel and Cobalt Coatings Correlated with Grain Size and Phase Structure, Mater. Chem. Phys., 2006, 99(1), p 96–103.
E. García-Lecina, I. García-Urrutia, J. Díez, J. Morgiel and P. Indyka, A Comparative Study of the Effect of Mechanical and Ultrasound Agitation on the Properties of Electrodeposited Ni/Al2O3 Nanocomposite Coatings, Surf. Coat. Tech., 2012, 206(11–12), p 2998–3005.
G. Gyawali, S. Cho, D. Woo and S. Lee, Pulse Electrodeposition and Characterisation of Ni-SiC Composite Coatings in Presence of Ultrasound, Trans. IMF., 2012, 90(5), p 274–281.
J. Steinbach and H. Ferkel, Nanostructured Ni-Al2O3 Films Prepared by DC and Pulsed DC Electroplating, Scr. Mater., 2001, 44(8–9), p 1813–1816.
H. Ma, Z. Shen and S. Ben, Understanding the Exfoliation and Dispersion of MoS2 Nanosheets in Pure Water, J. Colloid. Interface Sci., 2018, 517, p 204–212.
M. Zhou, Y. Mai, H. Ling, F. Chen, W. Lian and X. Jie, Electrodeposition of CNTs/copper composite coatings with enhanced tribological performance from a low concentration CNTs colloidal solution, Mater. Res. Bull., 2018, 97, p 537–543.
J.F. Archard, Contact and Rubbing of Flat Surfaces, J. Appl. Phys., 1953, 24(8), p 981–988.
Acknowledgments
The authors are grateful to the financial support of the Science and Technology Plan of Guangzhou (202201010495), the National Natural Science Foundation of China (51805089) and Training Programs of Innovation and Entrepreneurship for Undergraduates (S202111845181).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Liu, C., Zhen, H., Huang, Q. et al. Improvement in Tribological and Anticorrosion Performances of Co-MoS2 Composite Coatings. J. of Materi Eng and Perform 32, 2237–2248 (2023). https://doi.org/10.1007/s11665-022-07260-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-07260-y