
Abstract
The structure and properties of pulse electrodeposited Ni–W alloy-based nanocomposite coatings, reinforced with varying amounts of graphene oxide (GO) particles, have been evaluated. An aqueous sulfate–citrate electrolytic bath with a suspension of GO particles was used for the deposition of Ni–W/GO composite coatings. Using X-ray diffraction, scanning and transmission electron microscopy with selected area electron diffraction, the effect of graphene oxide particles on microstructural characteristics of the nanocomposite coatings was examined with emphasis on the evolution of constituent phases, morphology, grain size (16–30 nm), and micro-strain. The GO particle reinforcement in the Ni–W alloy reduces the average matrix grain size and increases micro-strain in the alloy matrix. The presence of GO particles in the matrix of nanocomposite coatings is found to strongly influence both nanoindentation hardness and elastic modulus, obtained by analyzing the load–displacement curves, lower the friction coefficient, and enhance the corrosion resistance.
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The increasing demand for nanocrystalline materials produced through precisely controlled processing techniques to achieve a desirable combination of properties for specific structural or functional applications has drawn the attention of researchers for last few decades. There is a need for the development of metal matrix nanocomposite coatings, which find wide engineering applications due to high hardness, along with impressive resistance to wear and corrosion compared to the coatings based on alloys and compounds [1,2,3]. In protective coatings for high-temperature applications, nickel, cobalt, and nickel–cobalt alloy matrices are generally preferred, because of their high melting temperatures. A suitable combination of metallic matrix and hard reinforcement phase is usually chosen to develop a composite so that it can provide higher strength and hardness along with other desirable properties like resistance to wear and corrosion.
Electrodeposition of composite coatings has been identified to be a technologically feasible and economically viable technique for the preparation of particle-reinforced metal matrix nanocomposite coatings [1]. This technique is preferred as a cost-effective and less equipment-intensive method for the preparation of nanocrystalline metals, alloys, and composites either in the form of coatings or as free-standing objects like foils and wires. The other major advantages, which make electrodeposition method suitable for use in industry, are the possibility of rapid production on widely different substrates with proper choice of parameters, high purity, potential to overcome shape limitations, ability to produce coatings with grain sizes ranging from nanometer to micrometer scale, ease of controlling composition, as well as lack of requirement for post-deposition treatment. Specifically, the nickel matrix-based coatings, prepared by electrodeposition technique, are characterized by their high density, minimum porosity, excellent corrosion resistance, and good wear resistance [4]. During the last couple of decades, successful co-deposition of micro- and nanosized inert particles such as oxides like Al2O3, TiO2, CeO2, and ZrO2 [1, 5,6,7,8,9,10,11,12,13,14,15,16], carbides like SiC and WC [17,18,19,20,21], nitrides including TiN, BN, and Si3N4 [22,23,24], as well as carbon nanotubes (CNTs) [25,26,27] with Ni as the matrix phase through the electroplating technique has been reported. Currently, graphene or graphene oxide (GO) reinforcement-based nanocomposites with metal/alloy matrix have drawn attention due to attractive mechanical, electrical, anticorrosion, and electrocatalytic properties [28,29,30,31]. However, the dispersible property of graphene in water or other organic solvents is poor, because of its typically hydrophobic surface [30]. Hence, synthesizing a nanocomposite reinforced with uniformly distributed graphene particles is usually found to be difficult. However, the incorporation of GO particles as the reinforcing phase appears to be promising for designing electrodeposited nanocomposite coatings due to its improved compatibility with the metal/alloy matrix. Therefore, in the present work, the GO particles have been opted to be used as the reinforcement in the nanocomposite coatings.
The electrodeposited Ni–W alloy coatings have also attracted several researchers for excellent mechanical and corrosion properties [32, 33]. Furthermore, the preparation process is in accordance with the requirements of environmental protection, for which it is considered as a good substitute for hard chromium coatings [34, 35]. A lot of research has been carried out on the electrodeposition of Ni–W alloys and ceramic particle-reinforced Ni nanocomposites [36, 37]. However, most of the work has been focused on optimization of process parameters and their effects on various properties of the resultant coatings. If the strengthening mechanisms like solid solution strengthening and dispersion hardening can be incorporated simultaneously in a nanocomposite, then large enhancement in hardness, Young’s modulus, and wear resistance may be expected, and consequently, a significant milestone can be achieved in the development of protective coatings. In this regard, the present study has been focused on electrodeposition and characterization of nanocomposite coatings having Ni–W alloy matrix reinforced with GO particles. The effects of incorporation of GO particles on the microstructure and properties have been studied with emphasis on identification and morphology of phases, crystallite size, and micro-strain in the alloy matrix. Moreover, a comparative study between Ni–W alloy and Ni–W/GO nanocomposite in terms of their microstructural evolution, hardness, elastic modulus, and corrosion resistance has also been reported.
2 Experimental
Ni–W alloy coatings were prepared from a sulfate–citrate bath by pulse current electrodeposition technique. The composition of the bath and operating parameters for electrodeposition of the coatings are presented in Table 1. Analytical reagents, mentioned in this table along with deionized water, were used to prepare the electroplating bath. The purity of the GO particles (Ad-Nano Technologies Ltd., India) used as reinforcement in the coatings was more than 99.9%. The initial pH of the bath was adjusted to ≈ 8.0 by using suitable amount of either dilute sulfuric acid or sodium hydroxide solution. Prior to electrodeposition, GO was dispersed in the electrolytic bath through agitation for 24 h by a magnetic stirrer to obtain varying concentrations from 2–10 g L−1. The temperature of the bath was maintained at about 73 ± 2 °C by an automatically controlled hot plate. All the experiments were conducted at a peak current density of 200 mA cm−2 and a duty cycle of 25% with Ton and Toff of 50 ms and 150 ms, respectively.
A copper sheet with a dipping area of 2 × 3 cm2 was used as the substrate, whereas a platinum-coated titanium sheet was used as the anode. Prior to electrodeposition, the copper substrates were polished, degreased in acetone, and rinsed thoroughly in deionized water. The substrates were then activated by immersing in a sulfuric acid solution (5 vol%) for 30 s, followed by washing in deionized water. At the end of the experiments, the remaining GO particles in the spent electrolytic solution were collected by filtration and subsequently washed and dried. The difference between the weight of particles, added to the bath prior to electrodeposition, and the weight of particles, left suspended in the bath at the end of each experiment, was estimated to determine the weight of GO, incorporated as reinforcement in the Ni–W alloy-based nanocomposite matrix.
The GO particles, Ni–W alloy, and Ni–W/GO composite coatings were analyzed through X-ray diffraction (XRD) using Cu Kα radiation (λ = 0.154 nm) by a diffractometer (Rigaku, Japan), operated at a voltage of 40 kV and current of 30 mA. For XRD, 2θ was varied from 5° to 90° with respect to the specimen plane at a speed of 2° per min. The sedimentation feature of the bath dispersed with GO particles was studied through light scattering technique using near-infrared light (λ = 880 nm) by an optical analyzer (TURBISCAN LAB Expert, France). The stability of the bath was examined by measuring the transmission (%) of the light that passed through the dispersion. About 20 mL of the solution was taken in the glass cell, and the transmission (%) was measured in regular time intervals over a period of 4 h for the entire suspension filling height of 40 mm in the cell.
The surface morphologies of the GO particles and coatings were examined using a field emission scanning electron microscope (FESEM) (Zeiss SUPRA40 Oberkochen, Germany), and their elemental compositions were evaluated by energy-dispersive spectroscopy (EDS). Further, microstructures of the coatings were examined using a transmission electron microscope (TEM) (JEM 2100, JEOL Ltd., Tokyo, Japan) being operated at an accelerating voltage of 200 kV. The specimens for TEM studies were prepared through a procedure, involving several steps such as mechanical thinning by using a dimpler (Model 656 Gatan Inc., Pleasanton, CA, USA), followed by argon ion milling with the help of a precision ion polishing system (Model 691, Gatan Inc., Pleasanton, CA, USA) to develop electron transparency. The microstructural features were observed using both bright-field and dark-field TEM imaging modes, whereas the constituent phases were identified using selected area electron diffraction (SAED). The surface roughness of the coatings was analyzed using a 3-D Non-contact Optical Profilometer (Model Contour GT, Bruker, USA).
Hardness and elastic modulus of the as-deposited coatings were evaluated by analyzing the plots of load against depth of indentation, obtained by using a UMIS nanoindentation system (Fischer-Cripps, Australia) equipped with Berkovich indenter (face angle 65.3°) of tip radius 150 nm. Friction coefficients of the coatings were evaluated through scratch tests by using a Bruker-CETR UMT scratch tester consisting of a spherical Rockwell-C indenter having diameter of 200 µm. The samples were loaded in a way comprising of a constant loading of 5 N for 10 s followed by ramp loading from 5 to 25 N in 60 s, at a traverse rate of 5 mm per min resulting in the total scratch length of 5 mm.
The corrosion studies were performed on the coatings in a three electrode cell using a potentiostat/galvanostat (CHI 660E, USA). During this test, the electrodeposited coating acted as the working electrode. A platinum wire and saturated calomel electrode (SCE) were used as the counter and reference electrode, respectively. The polarization curves were recorded at a scan rate of 1 mV s−1 in 3.5 wt% NaCl solution at the ambient temperature. The corrosion potential (Ecorr), corrosion current density (Icorr), polarization resistance, and corrosion rate were determined from the polarization measurements.
3 Results and discussion
3.1 Characterization of graphene oxide particles
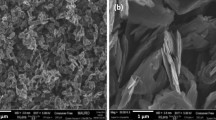
The average particle size of the GO particles as provided in the product information was ~ 200 nm, and this was further experimentally verified. The XRD pattern of the GO particles as shown in Fig. 1 revealed the presence of a broad (002) peak at 2θ = 26.6°, which is suggestive of an interplanar spacing, d(002) ~ 0.335 nm. The SEM image of the GO sample as shown in Fig. 2 indicates wavy and wrinkled sheets. Since the particle size is very small and surface-to-volume ratio is large, the GO particles have shown a tendency to agglomerate. The purity of GO particles was more than 99.9%, and this was also confirmed through EDS analysis.

XRD pattern of the GO particles used as reinforcement in the Ni–W/GO coatings: a larger 2θ range and b smaller 2θ range

SEM image of the GO used as reinforcement in the Ni–W/GO composite coatings
The sedimentation feature of the bath dispersed with GO particles was evaluated by measuring the change in transmission (%) with time (Fig. 3). The transmission (%) in the bath for the entire length of the test cell is negligible for first two hours, which indicates that the electrolyte dispersed with GO particles is stabilized. Subsequently, however, the transmission (%) is found to increase a little and reaches a maximum of about 7–8% at the end of four hours of light scattering experiment.

Measurement of transmission (%) in the bath for the entire length of test cell with time
3.2 Effect of particle concentration in the bath
The effect of GO particle concentration in the electrolytic bath (2, 5, and 10 g L−1) on the reinforcement content of the coating has been studied by keeping other operating parameters constant (Table 1). The wt% of GO particles in the composite is found to be ~ 2.7% at a bath load of 2 g L−1 GO particles (Table 2). It has been noticed that the amount of GO particles in the investigated nanocomposites increases with the increase in particle concentration in the bath, reaching ~ 4.4% and ~ 7.5% for the bath loads of 5 and 10 g L−1, respectively.
3.3 Structural and morphological characterization
Using a 3D non-contact optical profilometer, the average thickness of the as-deposited coatings has been found to vary in the range of about 4–6 µm (Fig. 4). With the incorporation of GO particles in the Ni–W alloy matrix, there is a little increase in thickness of 1.1 µm from 4.8 µm (Ni–W alloy) to 5.9 µm (Ni–W/7.54%GO composite). The modest increase in thickness of the coating has been obtained on addition of GO, as its density is known to be less than that of Ni–W alloy matrix. For coatings (Ni–W alloy or Ni–W/GO composite) of similar weight, the volume of an equivalent amount of GO particles is higher than that of Ni–W alloy matrix. Thus, the incorporation of GO particles in the Ni–W alloy matrix might have resulted in a little increase in the average thickness of the coating.

Profilometry for measurement of thickness of the coatings: a Ni–W alloy and b Ni–W/7.54%GO composite
3.3.1 Grain size and texture coefficient
The XRD patterns of Ni–W alloy and Ni–W/GO composite coatings, prepared at different bath load (2, 5, and 10 g L−1 of GO particles), are shown in Fig. 5. The grain size (D) has been calculated from the XRD peaks using the Williamson–Hall relationship [38]:

XRD patterns of the coatings obtained at a varied concentration of GO particle loading in the bath: (a) 0 g L−1 (Ni–W alloy), (b) 2 g L−1, (c) 5 g L−1 and (d) 10 g L−1
where B is the integral breadth, θ is the diffraction angle, K is the shape factor (~ 0.9), λ is the X-ray wavelength (0.154 nm), and ε is the micro-strain. The instrumental broadening has been determined by measuring the full width at half maximum (FWHM) of the peaks in the XRD patterns of annealed nickel. Subsequently, the broadening due to grain size (Bactual) has been calculated using the following relation:
where Bobs and Bstd are FWHMs of any reflection from the analyzed sample and annealed nickel sample, respectively.
The XRD patterns of the coatings as shown in Fig. 5 exhibit a significant increase in the width of the peaks with the incorporation of GO particles in the Ni–W alloy matrix. Examination of this figure also shows that the peaks representing {2 2 0} and {3 1 1} planes of Ni are not observed for a sample prepared by using a bath with particle loading of 10 g L−1. Using Williamson–Hall Eq. (1), a plot is drawn with 4sinθ along the x-axis and Bcosθ along the y-axis for the coatings as shown in Fig. 6. From the linear fit to the data, the values of y-intercept and slope have been determined, and then, using the derived values of y-intercept and slope of the fit, crystallite size and strain, respectively, for the coatings have been calculated and are presented in Table 2. Examination of the results in this table shows that the average crystallite size of the Ni–W alloy matrix decreases with the increase in the concentration of GO particles in the plating bath. The observed decrease in crystallite size along with the increase in micro-strain with the increasing amount of GO in the nanocomposite coating is consistent with the widening of XRD peaks, depicted in Fig. 5. Based on these results, it is inferred that incorporation of a limited amount of GO particles is able to restrict grain growth in the Ni–W alloy, whereas it has resulted in an increase in the RMS strain in the alloy matrix. Li et al. have recently shown that incorporation of GO particles in the Ni matrix can lead to a reduction in the grain size from about 27 nm to 18 nm [39].

Plot for evaluating grain size and micro-strain of the coatings: (a) Ni–W alloy, (b) Ni–W/2.7%GO composite, (c) Ni–W/4.36%GO composite and (d) Ni–W/7.54%GO composite
The intensities of the XRD peaks have been used to calculate the texture coefficients (TC) by using the following relation:
where {h k l} represents planes with Miller indices of different planes and I is the relative intensity. The values of texture coefficients for different amounts of GO particles in the bath are listed in Table 2. The results in this table suggest that 〈1 1 1〉 orientation of the Ni–W alloy grains becomes more preferred with an increase in the amount of GO particles. A similar observation has been found in case of the Ni–GO nanocomposites, as reported earlier in the literature [39, 40]. The increased preference for 〈1 1 1〉 orientation of the Ni–W alloy grains along with grain size reduction due to the incorporation of GO particles may be attributed to increase in nucleation density, which may have promoted the growth of matrix grains with the densely packed {1 1 1} planes parallel to the surface. Formation of surfaces parallel to the densely packed {1 1 1} planes with a minimum number of dangling bonds is preferred because of their lower surface energy compared to other crystallographic orientations.
3.3.2 Morphological analysis
The FESEM micrographs, depicting the surface morphologies of Ni–W alloy and Ni–W/GO composite coatings, are shown in Fig. 7. The nanocomposite coatings are observed to have gray appearance and reasonably good adhesion to the copper substrate. Examination of the micrographs shows globular clusters of Ni–W alloy grains, with clusters of GO particles at the grain boundaries. It is observed that with the increase in GO particle content of the coatings, the average size of globular clusters of grains decreases. These observations suggest that the Ni–W alloy grains nucleate heterogeneously at the GO particle interfaces and grow forming three-dimensional islands, which acquire globular shape to reduce the surface energy. The observed decrease in grain size could be attributed to an increase in the nucleation density of the Ni–W alloy matrix due to the presence of GO particles. The presence of individual GO particles is also expected to play an important role in pinning the grain boundaries and thereby restrict the grain growth. Therefore, it is intuitive that increased GO particle content in the coating, if uniformly distributed, would be more effective in restricting growth of Ni–W islands. Furthermore, based on the EDS analysis, the concentrations of Ni and W in the Ni–W alloy matrix have been found to be ~ 81 at% and ~ 19 at%, respectively.

FESEM images of the coatings with a varied weight fraction of GO particle reinforcement: a Ni–W alloy, b Ni–W/2.7%GO composite, c Ni–W/4.36%GO composite and d Ni–W/7.54%GO composite coating
3.3.3 Surface roughness
Typical images, depicting the surface topography of the Ni–W alloy and Ni–W/GO composite coatings obtained by the 3D non-contact optical profilometer, are shown in Fig. 8. Qualitative comparison of these images suggests that the surface of the Ni–W/GO composite coating is smoother compared to that of Ni–W alloy coating. The average roughness values obtained from 3D profilometry of the Ni–W alloy and Ni–W/GO composite coatings with varying concentrations of GO are plotted in Fig. 9. The results indicate that with the incorporation of GO particles of ~ 7.5 wt% in the Ni–W alloy matrix, the average surface roughness is decreased from 5.84 to 1.12 µm. The decrease in surface roughness with the incorporation of GO particles may be ascribed to the reduction in the matrix grain size (Table 2) as well as the reduction in the growth of 3D islands due to pinning by the GO particles. This observation is also in agreement with graphene–aluminum nanocomposites reported by Aswin and Varghese [41], where the surface roughness of the samples has exhibited a decreasing trend with the incorporation of graphene in the aluminum matrix.

Topography images of a Ni–W alloy and b Ni–W/7.54wt% GO composite coatings

Variation in average surface roughness values with the change in concentration of GO particles in the coatings
3.3.4 Study of microstructure by TEM
Bright-field TEM micrographs and the corresponding indexed SAED patterns of the Ni–W alloy and Ni–W/7.54 wt% GO composite coatings are shown in Fig. 10. For the Ni–W/7.54 wt% GO composite coating, the results of TEM studies are in close agreement with those of XRD regarding phase identification and the average matrix grain size, which has been estimated to be ~ 15 nm. The SAED patterns, obtained from the coatings (Fig. 10b, c), consist of rings representing the planes of nanocrystalline Ni. However, the rings depicting the SAED pattern for Ni–W/7.54 wt% GO coating consist of a diffuse halo, which may be ascribed to the presence of amorphous carbon as an impurity in the GO (Fig. 10c). Furthermore, the HRTEM image of the nanocomposite coating clearly shows the lattice fringes of the GO (Fig. 10d). The region surrounding the lattice fringes of graphene oxide shows the presence of carbon with amorphous structure.

TEM images, SAED patterns and HRTEM images of the coatings: a Bright-field TEM image and b SAED pattern of Ni–W alloy, c SAED pattern of Ni–W/7.54% GO composite coating, d HRTEM image of Ni–W/7.54% GO composite coating
3.4 Nanoindentation
The plots of load against depth obtained from the nanoindentation tests, carried out at a load of 10 mN, are shown in Fig. 11. The Ni–W alloy sample has been found to exhibit a maximum penetration depth of 0.7 µm, which is higher than that observed for the Ni–W/GO coatings. For identical load application, Ni–W/7.54 wt% GO composite coating has exhibited an indentation depth of 0.33 µm, which is less than that observed for other samples. Further, the indentation depth at a fixed load of 10 mN has been found to decrease with the increase in the amount of GO particles in the Ni–W alloy matrix, which is suggestive of the accompanying increase in hardness.

Load–displacement plot for the Ni–W alloy and Ni–W/GO coatings having a varied concentration of GO particles in the Ni–W alloy matrix
Plots depicting the variation of Young’s elastic modulus with the concentration of GO particles and that of hardness with (grain size)−1/2 for Ni–W alloy and Ni–W/GO nanocomposite coatings are shown in Fig. 12a, b, respectively. The increase in elastic modulus with the addition of GO as reinforcement from 190 to 220 GPa (Fig. 12a) may be attributed to much higher value of elastic modulus of GO (~ 380–470 GPa) [42] compared to that of the Ni–W alloy matrix (190 GPa as shown in Fig. 12a). Moreover, strong interfacial adhesion between Ni–W alloy and GO particles as a result of compatibility between oxygen-containing groups of GO particles and alloy matrix contributes to an increase in the elastic modulus of the nanocomposite coatings [43]. Similar observation has been found in case of the Ni–graphene nanocomposites, where the high elastic modulus is induced by the strong interaction between Ni and graphene, which promotes the load transfer at the matrix–reinforcement interface, and therefore contributes to the increase of the elastic modulus [44]. The preferred orientation of 〈1 1 1〉 for the Ni–W alloy matrix may have also contributed strongly to the increase in elastic modulus [44], which is expected considering that Ni is anisotropic, and its 〈1 1 1〉 direction possesses significantly higher elastic modulus compared to that along other crystallographic directions (E〈111〉 = 300 GPa and E〈100〉 = 136 GPa).

Variation in nanoindentation mechanical properties of Ni–W/GO composite coatings with the concentration of GO particles: a Elastic modulus and b hardness
As shown in Fig. 12b, the hardness of the as-deposited coatings increases from 6.76 to 7.65 GPa with an increase in the GO content from 0 to 7.54 wt%. Such an increase in hardness of the coating may be attributed to not only the strengthening effect of the GO particles, but also the reduction in matrix grain size, which is confirmed by the Hall–Petch relationship being followed as shown in Fig. 12b. It has been found in an earlier study that reinforcement of about 9% ZrC in the Ni matrix can reduce the grain size from 69 to 35 nm, with accompanying increase in hardness following the Hall–Petch relationship [45]. Further, it has also been observed that the increase in hardness may not only be due to the grain refinement, but can also be ascribed to dispersion strengthening by Orowan mechanism, when both size and interspacing of dispersed particles are small. In the present study, excellent mechanical properties and high specific surface area of GO along with strong interaction with the matrix can enhance the load transfer from the matrix. Moreover, the role of GO particles in restricting the dislocation movement can also lead to strain hardening with accompanying increase in hardness of the GO-reinforced Ni matrix nanocomposite [40]. It may also be noted that Hall–Petch slope for the plot of nanoindentation hardness against (grain size)−1/2 decreases sharply as the matrix grain size is reduced to ~ 20.6 nm, which is consistent with the results of earlier studies [46,47,48]. Trelewicz and Schuh [46] have observed similar behavior in Ni–W alloy of grain size of 10–20 nm, showing deviation in the Hall–Petch trend. It has been observed that at the finest grain sizes approaching the limit of ~ 10–20 nm, the Hall–Petch breakdown regime is accompanied by shear banding and an explicit transition in the flow behavior from homogeneous polycrystal-like flow to unstable, localized plasticity property of amorphous metals. An earlier study by Chokshi et al. [47] has shown that there is a decrease in hardness with a decrease in grain size for nanocrystalline copper and palladium as a result of the occurrence of diffusional creep at room temperature. Masumura et al. have fitted the variation of yield strength with the grain size of the nanocrystalline Ni–P alloy using a model in which large grains deform by Hall–Petch mechanism and small grains deform by Coble creep to explain the deviation from Hall–Petch-type behavior [48].
3.5 Scratch resistance and friction coefficient
The results in Fig. 13 show a decrease in scratch depth obtained at the maximum load with an increase in GO weight fraction in the composites. Further, it may be noted that the scratch depth decreases by ~ 26.5% with the increase in GO content from 0 to 7.54 wt%. This observation confirms an increase in scratch resistance with the increase in GO weight fraction of the investigated Ni–W/GO nanocomposite films. This observation is found to be in tune with the observations being reported for different nanocomposite coatings such as Ni–P–GO, Ni–TiN, and Ni–graphene [49,50,51,52]. While increasing the indenter load (5–25 N) during the scratch test, the friction is contributed by the presence of compressive and tensile stresses in front and behind the indenter, respectively [52]. Furthermore, the increase in resistance to dislocation movement by the GO particles also enables the nanocomposite coating to resist local deformation during scratch [49].

Variation in average scratch depth with the change in concentration of GO particles in the coatings
Plots depicting the variation of friction coefficients of the coatings with duration of scratch are shown in Fig. 14. It is observed that in the initial stage of scratch, the friction coefficients are almost similar up to duration of ~ 30 s. However, beyond the duration of ~ 30 s, the coefficient of friction is found to decrease with the increase in GO content of the composite coatings. When the GO content of the Ni–W/GO nanocomposite coating is increased to 7.54 wt%, the average coefficient of friction decreases from 0.56 (being observed for pure Ni–W alloy matrix) to 0.44, which can be considered as significant (~ 21.4% reduction). The observed decrease in friction coefficient with the incorporation of GO particles in the Ni–W alloy matrix may be attributed to an increase in the surface smoothness of the composite coatings, as confirmed by the results depicted in Figs. 8 and 9. The adhesive interaction of the Ni–W alloy matrix with the indenter during a scratch test, which contributes to enhanced friction coefficient, is also expected to be reduced with the decrease in surface roughness and matrix volume fraction with the increasing amount of GO particles in the Ni–W/GO nanocomposite coatings. Moreover, the layered structure of GO could be responsible for lubricating action, which in turn could have contributed to the reduction in friction coefficient [43, 53, 54]. Similar observation has been reported in the literature for Ni–graphene and Co-GO nanocomposite materials [55, 56]. For the Ni–graphene composite coating, the friction coefficient is found to reach 0.6 from 0.7 on adding 0.4 g L−1 graphene in the Ni bath. The average friction coefficient of the Co–GO composite coating is observed to be 0.33, which is much smaller than that of the pure Co coating, i.e., 0.65. It is noteworthy to mention here that the reduction in friction coefficient along with the increase in hardness and scratch resistance of the Ni–W alloy/GO nanocomposite coatings as observed in the present study is of interest for use in the development of wear resistant coatings.

Variation in the coefficient of friction of the coatings with friction time
3.6 Corrosion resistance
The potentiodynamic polarization curves of Ni–W alloy and Ni–W/GO composite coatings obtained in 3.5 wt% NaCl solution are presented in Fig. 15. The corrosion potential (Ecorr) and corrosion current density (icorr) have been calculated from the intersection of the cathodic and anodic Tafel curves using the Tafel extrapolation method and are summarized in Table 3. From the experimental results presented in Fig. 15 and Table 3, it can be observed that the corrosion potential and polarization resistance increase with the increase in GO particle content in the Ni–W alloy matrix, while the corrosion current density and corrosion rate of the composite coating decrease. Therefore, it is inferred that the corrosion protection is enhanced due to GO reinforcement, and the resistance to corrosion is the highest for the Ni–W/7.54 wt% GO composite coating.

Polarization curves obtained for Ni–W alloy and Ni–W/GO coatings of varied GO particle concentration
The corroded surface morphologies of Ni–W alloy and Ni–W/GO composite coatings, obtained after the corrosion tests, conducted using 3.5 wt% NaCl solution at ambient temperature (35 ± 2 °C), are shown in Fig. 16. Total duration of the corrosion test was about 2000 s (~ 33 min). Corrosion pits can be observed on the surface of Ni–W alloy, and growth of such pits has resulted in the formation of reasonably large pores, which are clearly visible (Fig. 16a). However, in the Ni–W/2.7%GO composite coating, there is relatively less corrosion for which tiny pits have formed on the surface of the coating (Fig. 16b). It is interesting to note that there is hardly any pit formation on the corroded surface of the Ni–W/7.54%GO coating, as shown in Fig. 16d. It indicates that the incorporation of a higher amount of GO particles in Ni–W alloy matrix leads to higher corrosion resistance of the coating. The significant increase in corrosion resistance of Ni–W/GO nanocomposite coatings may be attributed to the presence of GO particles, which hinder the initiation and development of corrosion process because the incorporation of GO particles in the alloy matrix results in reducing the number of defects like crevices and microporosities in the Ni–W alloy matrix due to higher density of nucleation during electrodeposition, which in turn helps in restricting the absorption of Cl− ions in these defect sites so that penetration of the corrosive medium into the matrix and subsequent rapid destruction of the coating through accelerated corrosion process is avoided. Moreover, the dispersion of GO particles in the Ni–W alloy matrix results in the formation of corrosion micro-cells in which the GO particles behave as cathodic with respect to the alloy matrix. Such corrosion micro-cells facilitate the process of anodic polarization. Therefore, localized corrosion is inhibited and homogeneous corrosion occurs, which in turn lowers the tendency for pit formation. It may also be noted that with the incorporation of the GO particles in the alloy matrix, the grain size is reduced. As a result, the corrosion path is seriously distorted and the corrosive medium cannot reach the interface of coating and substrate because of which the corrosion resistance of the coating is also improved [56].

FESEM images of the corrosion tested Ni–W alloy and Ni–W/GO nanocomposite coatings of a varied concentration of GO particles: a Ni–W alloy, b Ni–W/2.7% GO, c Ni–W/7.54%GO (higher magnification) and d Ni–W/7.54%GO (lower magnification)
The observation made regarding corrosion resistance in the present study is found to be in accordance with several research studies on Ni–graphene and Co-GO nanocomposite coatings as reported in the literature [29, 56, 57]. Szeptycka et al. [29] found that for the Ni–graphene composite coatings, the corrosion rate is reduced with an increase in the amount of dispersed graphene phase in the Ni matrix. Both cathodic and anodic current densities of the Ni–graphene composite coatings are found to be less than that of the metallic Ni coating of coarse-grained structure. It has been observed that a homogeneous dispersion of graphene in the metallic matrix improves the corrosion resistance due to the filling of holes and cavities present in the matrix by graphene, which avoids the adsorption of Cl− ions in these defect sites and thereby reduces the formation of pits in the coating. Moreover, the significant gap between the potential of graphene and nickel metal matrix is also an important factor in supporting the passivation of the Ni matrix and increasing the corrosion resistance of the graphene-reinforced composite coating [57]. Similar trend has also been noticed in case of the Co–GO composite coatings, where the corrosion current density of the Co matrix is about three times higher than that of the composite coating [56]. As observed in the above-mentioned literature, the outcome of the corrosion tests carried out in the present study for Ni–W/GO composite coatings is also found to follow a similar trend of improvement of corrosion resistance property with respect to that of Ni–W alloy matrix (Fig. 15 and Table 3). Therefore, the use of Ni–W/GO nanocomposite as a substitute of Ni–W alloy may be considered to be of great interest for corrosion-resistant coating applications.
4 Conclusions
The structure–property relationship of the Ni–W alloy and Ni–W/GO composite coatings, deposited through pulse electrodeposition technique, has been investigated. With the increase in the GO particle concentration of the electrolytic bath, the weight fraction of co-deposited GO particles in the Ni–W alloy matrix increases. The crystallite size, as well as surface roughness of the Ni–W/GO nanocomposite coating, decreases with an increase in the amount of GO particles, whose presence restricts the matrix grain growth. Furthermore, a preferred orientation of 〈1 1 1〉 is observed in the Ni–W matrix with the incorporation of GO particles.
With the incorporation of GO particles, the hardness of the nanocomposite coatings increases as a result of matrix grain refinement, whereas Young’s elastic modulus is enhanced due to both 〈1 1 1〉 texture of matrix grains, a higher elastic modulus of the GO reinforcement, and strong interfacial bonding. Furthermore, the scratch resistance increases due to increase in hardness, but the coefficient of friction of the composite coatings decreases with the increase in the amount of GO due to a decrease in matrix surface roughness and lubricating action of GO. The corrosion rate of the coating also decreases with the incorporation of GO particles in Ni–W alloy matrix, resulting in enhanced corrosion resistance of the Ni–W/GO composite coatings. The present study has shown that the electroplated Ni–W/GO nanocomposite with high elastic modulus and hardness, as well as superior resistance to scratch and corrosion along with the reduction in coefficient of friction, can be considered for use in protective coatings.
References
Feng Q, Li T, Yue H, Qi K, Bai F, Jin J (2008) Preparation and characterization of nickel nano-Al2O3 composite coatings by sediment co-deposition. Appl Surf Sci 254:2262–2268. https://doi.org/10.1016/j.apsusc.2007.09.014
Singh DK, Singh VB (2012) Electrodeposition and characterization of Ni–TiC composite using N-methylformamide bath. Mater Sci Eng A 532:493–499. https://doi.org/10.1016/j.msea.2011.10.115
Sahu BP, Sarangi CK, Mitra R (2018) Effect of Zr content on structure property relations of Ni-Zr alloy thin films with mixed nanocrystalline and amorphous structure. Thin Solid Films 660:31–45. https://doi.org/10.1016/j.tsf.2018.05.050
Lampke T, Wielage B, Dietrich D, Leopold A (2006) Details of crystalline growth in co-deposited electroplated nickel films with hard (nano) particles. Appl Surf Sci 253:2399–2408. https://doi.org/10.1016/j.apsusc.2006.04.060
Bahrololoom ME, Sani R (2005) The influence of pulse plating parameters on the hardness and wear resistance of nickel–alumina composite coatings. Surf Coat Technol 192:154–163. https://doi.org/10.1016/j.surfcoat.2004.09.023
Beltowska-Lehman E, Goral A, Indyka P (2011) Electrodeposition and characterization of Ni/Al2O3 nanocomposite coatings. Arch Metall Mater 56:919–931. https://doi.org/10.2478/v10172-011-0101-1
Benea L (2009) Electrodeposition and tribocorrosion behaviour of ZrO2–Ni composite coatings. J Appl Electrochem 39:1671. https://doi.org/10.1007/s10800-009-9859-5
Chen L, Wang L, Zeng Z, Zhang J (2006) Effect of surfactant on the electrodeposition and wear resistance of Ni–Al2O3 composite coatings. Mater Sci Eng A 434:319–325. https://doi.org/10.1016/j.msea.2006.06.098
Chen W, He Y, Gao W (2010) Electrodeposition of sol-enhanced nanostructured Ni-TiO2 composite coatings. Surf Coat Technol 204:2487–2492. https://doi.org/10.1016/j.surfcoat.2010.01.036
Qu NS, Chan KC, Zhu D (2004) Pulse co-electrodeposition of nano Al2O3 whiskers nickel composite coating. Scr Mater 50:1131–1134. https://doi.org/10.1016/j.scriptamat.2004.01.027
Spanou S, Pavlatou EA (2010) Pulse electrodeposition of Ni/nano-TiO2 composites: effect of pulse frequency on deposits properties. J Appl Electrochem 40:1325–1336. https://doi.org/10.1007/s10800-010-0080-3
Lajevardi SA, Shahrabi T (2010) Effects of pulse electrodeposition parameters on the properties of Ni–TiO2 nanocomposite coatings. Appl Surf Sci 256:6775–6781. https://doi.org/10.1016/j.apsusc.2010.04.088
Xue YJ, Liu HB, Lan MM, Li JS, Li H (2010) Effect of different electrodeposition methods on oxidation resistance of Ni–CeO2 nanocomposite coating. Surf Coat Technol 204:3539–3545. https://doi.org/10.1016/j.surfcoat.2010.04.009
Parida G, Chaira D, Chopkar M, Basu A (2011) Synthesis and characterization of Ni-TiO2 composite coatings by electro-co-deposition. Surf Coat Technol 205:4871–4879. https://doi.org/10.1016/j.surfcoat.2011.04.102
Baghery P, Farzam M, Mousavi AB, Hosseini M (2010) Ni–TiO2 nanocomposite coating with high resistance to corrosion and wear. Surf Coat Technol 204:3804–3810. https://doi.org/10.1016/j.surfcoat.2010.04.061
Wang W, Hou FY, Wang H, Guo HT (2005) Fabrication and characterization of Ni–ZrO2 composite nano-coatings by pulse electrodeposition. Scr Mater 53:613–618. https://doi.org/10.1016/j.scriptamat.2005.04.002
Maurin G, Lavanant A (1995) Electrodeposition of nickel/silicon carbide composite coatings on a rotating disc electrode. J Appl Electrochem 25:1113–1121. https://doi.org/10.1007/BF00242538
Nowak P, Socha RP, Kaisheva M, Fransaer J, Celis JP, Stoinov Z (2000) Electrochemical investigation of the codeposition of SiC and SiO2 particles with nickel. J Appl Electrochem 30:429–437. https://doi.org/10.1023/A:1003979117146
Stroumbouli M, Gyftou P, Pavlatou EA, Spyrellis N (2005) Codeposition of ultrafine WC particles in Ni matrix composite electrocoatings. Surf Coat Technol 195:325–332. https://doi.org/10.1016/j.surfcoat.2004.06.034
Surender M, Basu B, Balasubramaniam R (2004) Wear characterization of electrodeposited Ni–WC composite coatings. Tribol Int 37:743–749. https://doi.org/10.1016/j.triboint.2004.04.003
Wang SC, Wei WCJ (2003) Kinetics of electroplating process of nano-sized ceramic particle/Ni composite. Mater Chem Phys 78:574–580. https://doi.org/10.1016/S0254-0584(01)00564-8
Zhu XB, Cai C, Zheng GQ, Zhang Z, Li JF (2011) Electrodeposition and corrosion behaviour of nanostructured Ni-TiN composite films. Trans Nonferrous Met Soc China 21:2216–2224. https://doi.org/10.1016/S1003-6326(11)60998-9
Pompei E, Magagnin L, Lecis N, Cavallotti PL (2009) Electrodeposition of nickel–BN composite coatings. Electrochim Acta 54:2571–2574. https://doi.org/10.1016/j.electacta.2008.06.034
Khazrayie MA, Aghdam ARS (2010) Si3N4/Ni nanocomposite formed by electroplating: effect of average size of nanoparticulates. Trans Nonferrous Met Soc China 20:1017–1023. https://doi.org/10.1016/S1003-6326(09)60251-X
An BG, Li LX, Li HX (2008) Electrodeposition in the Ni-plating bath containing multi-walled carbon nanotubes. Mater Chem Phys 110:481–485. https://doi.org/10.1016/j.matchemphys.2008.03.007
Chen XH, Chen CS, Xiao HN, Cheng FQ, Zhang G, Yi GJ (2005) Corrosion behavior of carbon nanotubes–Ni composite coating. Surf Coat Technol 191:351–356. https://doi.org/10.1016/j.surfcoat.2004.04.055
Karim MRA, Pavese M, Ambrosio EP, Ugues D, Lombardi M, Biamino S, Badini C, Fino P (2013) Production and characterization of Ni and Cu composite coatings by electrodeposition reinforced with carbon nanotubes or graphite nanoplatelets. J Phys 439:012019. https://doi.org/10.1088/1742-6596/439/1/012019
Stankovich S, Dikin DA, Dommett GH, Kohlhaas KM, Zimney EJ, Stach EA, Piner RD, Nguyen ST, Ruoff RS (2006) Graphene-based composite materials. Nature 442:282. https://doi.org/10.1038/nature04969
Szeptycka B, Gajewska-Midzialek A, Babul T (2016) Electrodeposition and corrosion resistance of Ni-Graphene composite coatings. J Mater Eng Perform 25:3134–3138. https://doi.org/10.1007/s11665-016-2009-4
Kuang D, Xu L, Liu L, Hu W, Wu Y (2013) Graphene-nickel composites. Appl Surf Sci 273:484–490. https://doi.org/10.1016/j.apsusc.2013.02.066
Badrayyana S, Bhat DK, Shenoy S, Ullal Y, Hegde AC (2015) Novel Fe–Ni-Graphene composite electrode for hydrogen production. Int J Hydrog Energy 40:10453–10462. https://doi.org/10.1016/j.ijhydene.2015.06.040
Eliaz N, Sridhar TM, Gileadi E (2005) Synthesis and characterization of nickel tungsten alloys by electrodeposition. Electrochim Acta 50:2893–2904. https://doi.org/10.1016/j.electacta.2004.11.038
Rupert TJ, Trelewicz JR, Schuh CA (2012) Grain boundary relaxation strengthening of nanocrystalline Ni-W alloys. J Mater Res 27:1285–1294. https://doi.org/10.1557/jmr.2012.55
Zemanova M, Krivosudska M, Chovancova M, Jorik V (2011) Pulse current electrodeposition and corrosion properties of Ni-W alloy coatings. J Appl Electrochem 41:1077–1085. https://doi.org/10.1007/s10800-011-0331-y
Anicai L (2007) Ni-W alloys coatings as ecological alternative for chromium plating: evaluation of corrosion behaviour. Corros Rev 25:607–620. https://doi.org/10.1515/CORRREV.2007.25.5-6.607
Allahyarzadeh MH, Aliofkhazraei M, Rezvanian AR, Torabinejad V, Sabour Rouhaghdam AR (2016) Ni-W electrodeposited coatings: characterization, properties and applications. Surf Coat Technol 307:978–1010. https://doi.org/10.1016/j.surfcoat.2016.09.052
Low CTJ, Wills RGA, Walsh FC (2006) Electrodeposition of composite coatings containing nanoparticles in a metal deposit. Surf Coat Technol 201:371–383. https://doi.org/10.1016/j.surfcoat.2005.11.123
Mote VD, Purushotham Y, Dole BN (2012) Williamson-Hall analysis in estimation of lattice strain in nanometer-sized ZnO particles. J Theor Appl Phys 6:6. https://doi.org/10.1186/2251-7235-6-6
Li Y, Wang G, Liu S, Zhao S, Zhang K (2018) The preparation of Ni/GO composite foils and the enhancement effects of GO in mechanical properties. Compos B 135:43–48. https://doi.org/10.1016/j.compositesb.2017.09.064
Wang J, Lei W, Deng Y, Xue Z, Qian H, Liu W (2019) Effect of current density on microstructure and corrosion resistance of Ni-graphene oxide composite coating electrodeposited under supercritical carbon dioxide. Surf Coat Technol 358:765–774. https://doi.org/10.1016/j.surfcoat.2018.09.061
Aswin S, Varghese S (2014) Tribology study of graphene-aluminium nanocomposites. Int J Mech Prod Eng 2:29–33
Liu L, Zhang J, Zhao J, Liu F (2012) Mechanical properties of graphene oxides. Nanoscale 4:5910–5916. https://doi.org/10.1039/C2NR31164J
Song J, Zhang J, Lin C (2013) Influence of graphene oxide on the tribological and electrical properties of PMMA composites. J Nanomater 2013:846102. https://doi.org/10.1155/2013/846102
Ren Z, Meng N, Shehzad K, Xu Y, Qu S, Yu B, Luo JK (2015) Mechanical properties of nickel-graphene composites synthesized by electrochemical deposition. Nanotechnology 26:065706. https://doi.org/10.1088/0957-4484/26/6/065706
Zhang Z, Wu X, Jiang C, Ma N (2014) Electrodeposition of Ni matrix composite coatings containing ZrC particles. Surf Eng 30:21–25. https://doi.org/10.1179/1743294413Y.0000000185
Trelewicz JR, Schuh CA (2007) The Hall–Petch breakdown in nanocrystalline metals; a crossover to glass-like deformation. Acta Mater 55:5948–5958. https://doi.org/10.1016/j.actamat.2007.07.020
Chokshi AH, Rosen A, Karch J, Gleiter H (1989) On the validity of the Hall-Petch relationship in nanocrystalline materials. Scr Metall 23:1679–1684. https://doi.org/10.1016/0036-9748(89)90342-6
Masumura RA, Hazzledine PM, Pande CS (1998) Yield stress of fine grained materials. Acta Mater 46:4527–4534. https://doi.org/10.1016/S1359-6454(98)00150-5
Wu H, Liu F, Gong W, Ye F, Hao L, Jiang J, Han S (2015) Preparation of Ni–P–GO composite coatings and its mechanical properties. Surf Coat Technol 272:25–32. https://doi.org/10.1016/j.surfcoat.2015.04.028
Parhizkar N, Dolati A, Aghababazadeh R, Lalegani Z (2016) Electrochemical deposition of Ni–TiN nanocomposite coatings and the effect of sodium dodecyl sulphate surfactant on the coating properties. Bull Mater Sci 39:1021–1027. https://doi.org/10.1007/s12034-016-1238-3
Kumar M, Mishra S, Mitra R (2013) Effect of Ar:N2 ratio on structure and properties of Ni–TiN nanocomposite thin films processed by reactive RF/DC magnetron sputtering. Surf Coat Technol 228:100–114. https://doi.org/10.1016/j.surfcoat.2013.04.014
Cieslak G, Trzaska M (2018) Preparation and properties of nanocrystalline Ni/graphene composite coatings deposited by electrochemical method. Pol J Chem Technol 20:29–34. https://doi.org/10.2478/pjct-2018-0005
Poot M, Van der Zant HSJ (2008) Nanomechanical properties of few-layer graphene membranes. Appl Phys Lett 92:063111. https://doi.org/10.1063/1.2857472
Frank IW, Tanenbaum PM, Van der Zande AM, McEuen PL (2007) Mechanical properties of suspended graphene sheets. J Vac Sci Technol B 25:2558–2561. https://doi.org/10.1116/1.2789446
Chen J, Li J, Xiong D, He Y, Ji Y, Qin Y (2016) Preparation and tribological behavior of Ni-graphene composite coating under room temperature. Appl Surf Sci 361:49–56. https://doi.org/10.1016/j.apsusc.2015.11.094
Liu C, Su F, Liang J (2015) Producing cobalt–graphene composite coating by pulse electrodeposition with excellent wear and corrosion resistance. Appl Surf Sci 351:889–896. https://doi.org/10.1016/j.apsusc.2015.06.018
Yasin G, Arif M, Shakeel M, Dun Y, Zuo Y, Khan WQ, Tang Y, Khan A, Nadeem M (2018) Exploring the nickel–graphene nanocomposite coatings for superior corrosion resistance: manipulating the effect of deposition current density on its morphology, mechanical properties, and erosion-corrosion performance. Adv Eng Mater 20:1701166. https://doi.org/10.1002/adem.201701166
Acknowledgements
Ministry of Earth Sciences (MoES), India, is acknowledged here for providing the financial support to carry out this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sarangi, C.K., Sahu, B.P., Mishra, B.K. et al. Pulse electrodeposition and characterization of graphene oxide particle-reinforced Ni–W alloy matrix nanocomposite coatings. J Appl Electrochem 50, 265–279 (2020). https://doi.org/10.1007/s10800-019-01387-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10800-019-01387-y