
Abstract
Wear behavior of a harmonic structured 304L austenitic stainless steel with periodically distributed fine and coarse grains was examined and compared with a sintered non-harmonic structured 304L stainless steel and a low carbon conventional 304 stainless steel using fretting wear tests at varying loads in ball-on-flat contact configuration. Characterization was accomplished using scanning electron microscope, energy-dispersive spectroscopy, optical profilometry and Raman spectroscopy. Coefficient of friction and wear volume were minimum at intermediate normal load of 5 N, whereas maximum at 10 N for the harmonic stainless steel compared to other two steels. Harmonically distributed fine- and coarse-grained structure attributes to the higher wear rate of the harmonic structured steel at higher load because of differential interaction of the ball with the harmonically distributed hard (fine) and relatively soft (coarse) regions.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In the past decades, grain refinement has been considered to be one of the most important mechanisms for increasing the strength and toughness of the materials which leads to improvement of their performance (Ref 1). Researchers have developed nanocrystalline/ultrafine-grained (NC/UFG) materials using different techniques, which have shown very high strength compared to their coarse-grained counterparts (Ref 2-7). These NC/UFG materials suffer with a serious drawback of having poor ductility. In order to introduce ductility in the NC/UFG materials, bimodal microstructure consisting of both fine and coarse grains have been developed (Ref 8, 9). However, the traditional methods of developing bimodal grain size materials have been proven to be incapable of controlling the bimodal grain size distribution resulting into heterogeneous plastic deformation (Ref 10). In order to control the distribution of fine and coarse grains and for improving the ductility of the NC/UFG materials, Prof. Ameyama and his co-researchers have developed a novel bimodal microstructure called “Harmonic structure” in which fine and coarse grains are distributed in periodic order (Ref 11-13). In the harmonic structure design, the material in the powder form is subjected to high energy ball milling under the optimized parameters of milling duration, speed and ball diameter followed by spark plasma sintering. The objective is to limit the grain refinement up to the periphery of the powder particles. The fine grain regions are called shell, and coarse grain regions are called core. The materials with harmonic structure have been reported to possess both high strength and ductility (Ref 14-16).
Since wear accounts for more than 50% loss of all materials in service, wear resistance is one of the most important mechanical properties for many engineering applications (Ref 17). Therefore, researchers have been involved in improving the wear resistance of the materials. Mishra et al. (Ref 18) have studied the effect of nanocrystalline nickel on fretting wear behavior and found lower coefficient of friction in case of the nanocrystalline nickel compared to that of the polycrystalline nickel due to increase in hardness. Zhang et al. (Ref 19) have also investigated the fretting wear behavior of the nanocrystalline copper fabricated by means of surface mechanical attrition technique (SMAT) under unlubricated condition, and reported increase in wear resistance of the nanocrystalline Cu as compared to its coarse-grained counter parts. Sahoo et al. (Ref 20) have studied the wear behavior of Ti-6Al-4V alloy with bimodal microstructure and compared it with its equiaxed and lamellar counterparts. The wear resistance of Ti-6Al-4V alloy with bimodal microstructure has been found to be less than the alloy with equiaxed microstructure and greater than alloy with lamellar microstructure due to difference in hardness values.
Although wear behavior of nanocrystalline materials as well bimodal structured materials has been studied by some researchers, but wear behavior of harmonic structured materials has not been reported till date to the best of authors’ knowledge. Therefore, it is interesting to investigate the wear behavior of the materials consisting of both ultrafine and coarse grains distributed in harmonic fashion. Austenitic stainless steel is used in chemical processing equipment, for dairy, food and beverage industries and for bushings, shafts, valves and heat exchangers (Ref 21, 22). In many of these applications, vibration and small oscillatory motion (fretting) between the parts of assembly are involved, which can lead to failure of the system. Therefore, in this present work, a 304L stainless steel has been used for making sintered samples with non-harmonic and harmonic microstructures. These two samples with different microstructures have been subjected to fretting wear tests under different loads. The tribological behavior of both the structures has been compared and analyzed with the help of scanning electron microscope, optical profilometry and Raman spectroscopy. Wear behavior of a conventional 304 stainless steel has also been studied and compared with the sintered harmonic and non-harmonic stainless steels.
Material and Methods
The initial powder of the 304L stainless steel was developed by plasma rotating electrode process (PREP) and was supplied by Daido steel Co. Ltd., Japan The chemical composition of the 304L stainless steel powder (used for making sintered harmonic and non-harmonic steels) is shown in Table 1. Table 1 also shows composition of another low carbon conventional 304 stainless steel. However, the conventional 304 stainless steel was tested by optical emission spectroscopy. It may be noticed that carbon content in both the steels is very low and almost similar.
For the harmonic structure design, mechanical milling was carried out with the help of a Fritch P-5 planetary ball mill using steel vial and balls (diameter = 5 mm) made of 304 grade steel under argon gas atmosphere at room temperature. Average particle size of powder before milling was measured to be ~120 µm using Shimadzu SALD 2300 laser diffraction particle size analyzer. The ball-powder mixture with a ball-to-powder weight ratio of 2:1 was milled at the constant milling speed of 200 rpm for duration of 50 h. Subsequently, powders were sintered by Spark Plasma Sintering (LABOX-675, NJS) at 1223 K for 1 h in vacuum under an applied pressure of 50 MPa. The sintering was carried out using graphite die (internal diameter = 50.4 mm) and punch (outer diameter = 50 mm). The spark plasma sintering resulted in compacts with dimension 50 mm (diameter) × 17 mm (thickness) for both harmonic and non-harmonic stainless steel. The above-mentioned milling parameters were optimized in such a way that grain refinement due to deformation was limited to periphery of the powder particles leading to fine and coarse grains in the materials after sintering.
For microstructure observations, specimens were initially ground successively with 240, 320, 600, 800 and 1000 grit SiC papers. This was followed by cloth polishing using alumina paste of 1 micron particle size on rotating wheel polishing machine. Specimens were rinsed with water, dried and finally cleaned ultrasonically with acetone and subsequently washed with alcohol. Harmonic and non-harmonic stainless steel specimens were etched with 85 ml HCL and 15 ml HNO3, whereas conv. 304 stainless steel specimens were electro-etched using 60% HNO3 Microstructures were examined with the help of a Carl Zeiss EVO 50 scanning electron microscope (W-SEM) operating at 20 kV. Grain size calculations were done using linear intercept method by determining the mean intercept length with the help of ImageJ software. Volume fraction measurements were taken stereologically using point counting method by applying a grid on the micrograph with the help of ImageJ software. Hardness test was performed using Bareiss Prüfgerätebau GmbH hardness tester at the load of 0.5 N with the holding time of 10 s. The indentation was done in the shell and core region separately in the slightly etched harmonic structured 304 stainless steel specimens.
Fretting wear tests were performed using reciprocating friction and wear monitor TR 281M fretting wear testing machine programmed with Winducom 2006 software in ball-on-flat contact configuration without any lubricant. The balls used as counter body in the tests were made of AISI E52100 of 6 mm diameter. The hardness of the ball was measured to be HV 740 ± 16. The specimens for the fretting wear tests were initially ground with the earlier mentioned SiC papers followed by cloth polishing to provide mirror finish. The tests were performed under constant oscillation frequency, stroke length and number of cycles of 5 Hz, 200 µm and 10000, respectively, whereas 2 N, 5 N and 10 N were the normal loads. Three tests in each condition were performed to check reproducibility of the results. The tribolayers formed after the wear tests were analyzed using energy-dispersive spectroscopy (EDS) and Acton SpectraPro SP-2500 Raman spectrometer using excitation laser of 532 nm wavelength coupled with Olympus optical microscope. The wear scars were cleaned ultrasonically with acetone and examined using Carl Zeiss EVO 50 scanning electron microscope (W-SEM) operating at 20 kV. Wear volumes were determined with the help of Bruker Contour GT-K 3-D optical profilometer.
Results and Discussion
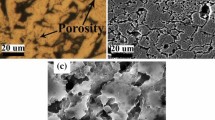
The SEM micrographs of the harmonic, the non-harmonic and the conventional 304 stainless steels are shown in Fig. 1(a), (b) and (c), respectively. It can be noticed from Fig. 1(a) that there is a heterogeneous microstructure consisting of bimodal grain size distribution in case of the harmonic structured steel. It is evident that coarser grains (core) are surrounded by interconnected network of ultrafine grains (shell). This trend is very regular throughout the microstructure. The grain size was found to be in the range of 18-26 µm in the core region, whereas 1-4 µm in the shell region. Volume fractions of the shell and core regions were measured to be 26 ± 6 and 74 ± 6%, respectively. Uniformly distributed equiaxed grains of average grain size 23-32 µm and 35-43 µm can be observed in micrograph of the non-harmonic steel (Fig. 1b) and the conventional 304 stainless steel (Fig. 1c), respectively. Some amount of porosity can be observed in the micrograph of the non-harmonic structured steel as shown in Fig. 1(b) compared to that of harmonic structured steel Fig. 1(a). The approximate porosity was measured using the formula porosity (P) = 1 − (d/d a), where d a is theoretical density of alloy without any porosity and d is the measured density of the alloy after sintering and found to be ~0.6 and ~2.2% in the case of harmonic and non-harmonic structured steels, respectively. Non-harmonic structured stainless steel specimens were prepared by sintering the initial powders. The residual porosity was due to their large size and spherical shape (Ref 22). But, after milling powder particles no longer remained spherical and so resulted into almost full density harmonic structured compact. Moreover, there could be a possibility of higher degree of diffusion due to finer microstructure in the shell region and more efficient mass flow in the fine-grained areas at high temperature owing to its better superplastic properties, helping in achieving much higher densification with minimal porosity level.

SEM micrographs of (a) the harmonic structured (b) the non-harmonic structured and (c) the conventional 304 stainless steel showing different grain size distribution
Figure 2 shows the variation of coefficient of friction (COF) with number of cycles for the harmonic, the non-harmonic and the conventional 304 stainless steels at normal load of 2 N, 5 N and 10 N. It is obvious from Fig. 2(a), (b) and (c) that the COF rapidly increases from a very low value during the running-in-period (initial ~100 cycles) and after that, steady state is reached in all the cases. Initial running-in-period may be due to lesser asperity contact between the moving surfaces. At the beginning of the test, only the peaks of irregularities of mating surfaces come in contact, which causes lesser actual contact area. Steady state is reached only when these irregularities get removed leading to the increase in actual contact area. Blau (Ref 23) has also reported that running-in period may consist of elastic and plastic deformation, morphological, chemical, thermal and microstructural changes.

Variation of coefficient of friction with number of cycles for the harmonic, the non-harmonic and the conventional 304 stainless steel at normal load of (a) 2 N (b) 5 N and (c) 10 N
Figure 3 shows the variation of the steady-state average COF (as determined from Fig. 2) of the harmonic and the non-harmonic structured steel with load (2 N, 5 N and 10 N) and it can be noticed that the COF has decreased with the increase in the normal load from 2 N to 5 N and then increased as the normal load further increases from 5 N to 10 N. Since, fretting wear in air involves oxidation and subsequent debris formation, this behavior can be due to different rate of debris formation at each load. At the load of 2 N, there can be lesser debris formation, and later at higher load of 5 N, debris increases and acts as lubricating medium between two contacting surfaces. Debris can roll over between contacts, which leads to the reduction in COF. The morphology of the produced debris at the load of 10 N is shown in Fig. 4(a), (b) and (c). The spherical and flaky shaped debris can be clearly observed in all the three cases. Moreover, debris produced from the harmonic structured 304 stainless steel (Fig. 4a) is primarily flaky and acicular in shape, whereas debris produced from the conventional 304 stainless steel (Fig. 4c) is spherical in shape. The spherical debris could roll between the mating surfaces resulting into lower coefficient of friction. At the load of 10 N, debris may not be able to withstand this much high load resulting into new fresh surface to come into contact, which leads to higher COF. Later with the help of SEM micrograph of the wear zone, this rolling effect will again be explained.

Variation of coefficient of friction (COF) with load for the harmonic, the non-harmonic and the conventional 304L stainless steel

SEM micrographs showing debris produced from the (a) harmonic (b) non-harmonic and (c) conventional 304 stainless steel at the load of 10 N
The Hertzian contact radius and contact pressure are estimated (Ref 24) using Eq 1 and 2
where a is Hertzian contact radius, F is normal load, υ1 and υ2 are Poisson’s ratios for specimen and ball, respectively, E 1 and E 2 are elastic moduli for specimen and ball, respectively, d 1 and d 2 are diameter of specimen and ball, respectively, P max is the contact pressure. The estimated values of contact diameter and contact pressure were found to increase with increase in normal load as listed in Table 2. It can be noticed that difference between contact pressure and strength (yield strength (328 MPa) and UTS (690 MPa) of the harmonic structured steel as reported in the literature (Ref 22) has increased with increase in normal load. This has led to the faster breakage of surface layer of the mating bodies resulting into higher rate of debris formation.
The conventional 304 stainless steel exhibits almost similar COF to the non-harmonic structured stainless steel. Moreover, the COFs in case of the harmonic structured steel differ significantly from those of the non-harmonic and the conventional stainless steels. This is attributed to the presence of fine and coarse-grained regions in the harmonic structured stainless steel. The surface layers of the mating bodies undergo elastic and plastic deformation during running-in and steady state of wear process. The fine grains present in the harmonic structured stainless steel provide large number of grain boundaries, which can offer more resistance to running-in and steady-state condition compared to the resistance offered by the coarse grains present in the non-harmonic and the conventional 304 stainless steels. The relative motion of the mating surfaces is fixed as decided by the vibration frequency as given as feed to the machine. Here, the resistance will be more if area of grain boundaries as well as frequency of interaction with a grain boundary increase. In case of the harmonic structured steel, the shell area has higher grain boundary area as well as the frequency of interaction with a grain boundary increases considerably as compared to the conventional as well as the non-harmonic steels. Higher is the area of the grain boundaries in case of finer grains, higher would be the resistance offered by the grain boundary to the elastic and plastic deformation.
Fretting hysteresis loops (plot of tangential force and displacement amplitude) of the harmonic, the non-harmonic and the conventional 304 stainless steels at different normal loads of 2 N, 5 N and 10 N are shown in Fig. 5(a), (b) and (c), respectively. The values of dissipation energy at different loads for all three steels have been determined from Fig. 5 and listed in Table 3. It can be seen in Fig. 5(a) and Table 3 that area of friction hysteresis at normal load of 2 N is almost equal for all the three steels indicating that equal amount of energy has dissipated during fretting. It can be noticed from Fig. 5(b) that area of friction hysteresis (at normal load of 5 N) is less in case of the harmonic structured steel compared to that of the non-harmonic and the conventional stainless steel, which is attributed to the lower COF at 5 N in case of the harmonic steel. Friction hysteresis area (at normal load of 10 N) as shown in Fig. 5(c) indicates that dissipated energy is more in case of the harmonic structured steel compared to the non-harmonic and the conventional steels. It is interesting to note that the circumference of hysteresis is wavier in nature for the harmonic structured steel compared to that of other two steels indicating relatively more sticking in case of the harmonic structured steel at normal load of 10 N (Ref 25, 26). Waviness in hysteresis loop of the conventional 304 steel is negligible at 10 N, whereas it is present in the non-harmonic steel (Fig. 5c). This can be attributed to the lowest coefficient of friction in case of the conventional 304 steel at 10 N (Figure 2). Dissipation energy (J) has been determined by evaluating the area of hysteresis loop (Table 3) (Ref 26). The plot between dissipation energy and normal load (Fig. 6) can be observed to follow the similar trend as that of coefficient of friction with normal load (Fig. 3). Hence, higher the coefficient of friction, higher is the dissipation energy.

Fretting hysteresis during the test for 10,000 cycles for the harmonic, the non-harmonic and the conventional 304 stainless steel at normal load of (a) 2 N (b) 5 N and (c) 10 N

Variation of dissipation energy with load for the harmonic, the non-harmonic and the conventional 304L stainless steel
Figure 7 shows the variation of wear volume with normal load. It can be observed from Fig. 7 that wear volume for the harmonic structured steel has decreased with the normal load up to 5 N then it has started increasing. This trend is similar to the trend obtained for the COF for the harmonic structured steel as shown in Fig. 3. It can also be concluded from Fig. 7 that wear volume at 2 N for all the three steels are almost same, whereas at intermediate load of 5 N, the harmonic structured stainless steel has exhibited minimum wear volume compared to that of the non-harmonic and the conventional stainless steels. Moreover, wear volume has been found to be maximum for the harmonic structured steel at 10 N as compared to that of the non-harmonic and the conventional stainless steel.

Variation of wear volumes with normal loads for the harmonic, the non-harmonic and the conventional 304 stainless steel
In order to understand the mechanism of wear in case all three types of steels, top surface of the wear scar has been examined with the help of SEM and shown in Fig. 8, 9 and 10 for applied normal loads 2 N, 5 N and 10 N, respectively. It is clear from Fig. 8 that area of wear scar is smallest for the non-harmonic structured steel, which is in agreement with its lowest wear volume at 2 N compared to the harmonic and the conventional stainless steels. Wear scar formed at normal load of 5 N for the harmonic structured steel is smallest when compared to that for the same steel at other loads of 2 N and 10 N as shown in Fig. 8(a) and 9(a), which is also in good agreement with minimum COF and wear volume exhibited by the harmonic steel as shown in Fig. 3 and 7, respectively. Deeper grooves can be observed in the SEM micrograph of the wear scar corresponding to 10 N for the harmonic structured steel (Fig. 10a) compared to those for other two steels (Fig. 10b, c), which are relatively smoother in appearance. Formation of grooves can be attributed to the adhesive action between the ball and the specimen surface, which results into delamination of the top layer due to the relative motion between the ball and the specimen. Moreover, the debris formed in the other region of the wear scar can reach to the freshly formed groove and further abrade the surface. Scratches formed due to abrasion can be observed in the groove (Fig. 10b). These grooves could be responsible for highest wear volume experienced by the harmonic steel at 10 N.

SEM micrographs of the wear scar after fretting wear test at normal load of 2 N for (a), (b) the harmonic (c), (d) the non-harmonic and (e), (f) the conventional 304 stainless steel

SEM micrographs of the wear scar after fretting wear test at normal load of 5 N for (a), (b) the harmonic (c), (d) the non-harmonic and (e), (f) the conventional 304 stainless steel

SEM micrographs of the wear scar after fretting wear test at normal load of 10 N for (a), (b) the harmonic (c), (d) the non-harmonic and (e), (f) the conventional 304 stainless steel
In order to understand the effect of fine- and coarse-grained region on wear behavior, surface of specimen as shown in Fig. 11(a) was polished and etched followed by the wear test. It can be observed from Fig. 11(b) the edge of the wear scar has advanced along the core region, which is shown by an arrow in Fig 11(b). It can also be observed in Fig. 11(b) that core region is preferably worn out more, whereas the fine-grained region (shell) below that has not worn out that much. This observation suggests that more wear takes place in the core region compared to shell region. The bulk hardness of the harmonic steel is around HV 207 ± 25. However, to understand the wear mechanism of the harmonic steel, it is important to know the hardness of the coarse and fine-grained regions. The hardness of the shell region was measured to be 222 ± 11 HV, whereas that of core region was 193 ± 8 HV. Higher hardness of the shell region also prevents its wear and formation of protruded part (shown with arrowhead in Fig. 11b).

SEM micrograph of the wear scar after fretting wear test at normal load of 10 N after etching: (a) schematic showing the etched surface (b) the harmonic (c) the non-harmonic (d) the conventional 304 stainless steel
The mechanism of wear in harmonic structured stainless steel is shown in the schematic (Fig. 12a, b). The schematic shown in Fig. 12(a) represents the fine and coarse grains of harmonic steel before wear, whereas in Fig. 12(b) displays its worn out surface. Due to the higher hardness, fine grain region may offer higher resistance to wear resulting into protrusions and relatively more wear in coarse-grained region (Fig. 12b). Since the shell region is relatively harder than the core region and these protrusions can resist the removal of material up to a certain limit beyond which the removal of material takes place in the form of debris and cause abrasion. Higher wear resistance of the shell region containing fine grains is in agreement with the improved wear resistance of nanocrystalline 304 stainless steel reported elsewhere (Ref 27).

Schematic showing mechanism of wear in the harmonic structure stainless steel (a) before wear (b) after wear
At the normal load of 5 N, this phenomenon might have caused the formation of large number of debris due to comparatively more rupture of this region. These debris can roll over between the contacting surfaces, resulting into lower COF and wear volume. On the other hand, at relatively higher normal load of 10 N, debris is supposed to not be able to withstand this much load, resulting into adhesion and delamination of the material causing higher COF and wear volume. The hardness of the non-harmonic and the conventional 304 stainless steel was found to be HV 202 ± 10 and HV 235 ± 12, respectively. Since the conventional steel has got little higher hardness, which allows this material to be more wear resistant at higher load (Fig. 7). Similar tests have been also performed on the non-harmonic and the conventional 304 stainless steels, but no preferential wear could be seen in Fig. 11(c) and (d). The absence of preferential wear in the non-harmonic and the conventional 304 stainless steels can be attributed to uniform grain size and hardness throughout the material. Moreover, it is worth to mention here that least wear volume of the conventional 304 stainless steel compared to the other two steels can be attributed to the absence of porosity in the former. During the relative motion between the specimen and the counter body, these pores may act as a vulnerable site for material removal resulting into higher wear volume of the sintered harmonic as well as the non-harmonic stainless steel specimens compared to that of the conventional stainless steel.
This is also clear from the SEM micrograph of the worn out zones of the harmonic steel (Fig. 8a, b, 9a, b, 10a, b) at different loads. At 2 N load (Fig. 8a, b), the surface is very rough and preferentially worn out suggesting that low load could interfere with the fine-grained section of the harmonic steel and shoveling action can be noticed more compared to other steels (Fig. 8c-f), where more wider and shallow regions are worn out. At 5 N (Fig. 9a), it is still rough and preferentially worn out at the periphery regions. However, Fig. 9(b) shows the smoother surface with less craters as compared to other two steels (Fig. 9d,f). This suggests rolling effect of the debris in case of the harmonic structure as compared to the other two steels. However, at 10 N load, lot more craters are formed in case of the harmonic steel (Fig. 10a, b) due to heavy loading condition and breaking of protruded fine-grained regions as shown in Fig. 11(b). Moreover, at higher loads, minimum rolling action is felt. The possibility of extending the wear in the coarse-grained core regions due to inherent softness leaving more sharp and protruded fine-grained shell zones. This leads to sharp cornered particle formation leading to excessive wear action and crater formation. This phenomenon is not going to be possible in case of the non-harmonic and the conventional steels due to uniform wear of all the grains uniformly (Fig. 10c-f). Hence, crater formation in case of the non-harmonic and the conventional steels is much less (Fig. 10d, f).
In order to investigate the chemical nature of the top surface, the wear scar has been examined with the help of energy-dispersive spectroscopy (EDS) (Fig. 13). The region of the scar, which is not broken, exhibits very high oxygen content (~31%) compared to the oxygen content (~2%) of the surface after dislodgement of the initial layer. It suggests that during the wear test, due to the heat generated between reciprocating surfaces, oxidation takes place. These oxides are brittle in nature and due to the repetitive relative motion these oxides are dislodged resulting into heavy removal of material.

EDS analysis of the top surface of wear scar after fretting wear test of the harmonic steel at 10 N of (a) undamaged layer (b) layer after chipping-off. Similar nature has been noticed in case of other steels too
Raman spectroscopy has been performed of the top surface of the wear scar of all the three type of steels used in this study to understand the type of oxide as shown in Fig. 14. From the EDS analysis as shown in Fig. 13, it is clear that some oxides were formed during the process of wear but the type of oxides cannot be detected by the EDS. Hence, Raman spectroscopy was performed and it can be inferred from the Raman plot that the oxide layer consists of mainly Cr2O3, α-Fe2O3 and Fe3O4 (Ref 28, 29). Therefore, it can be concluded that initially, the top layer in contact with the reciprocating surface constitutes of oxides of Cr and Fe, which eventually get chipped-off due to the oscillatory motion, leading to the formation of grooves and fresh surface to come in contact. This also indicates that oxides are not of primarily Cr-oxide, rather they are of mixed type.

Raman spectroscopy plot of top surface of wear scar after fretting test carried out at 10 N
Conclusions
It has been observed that the 304L stainless steel with the harmonic structured design shows better wear resistance at normal load of 5 N, whereas it shows lesser wear resistance at relatively higher normal load of 10 N as compared to the non-harmonic structured and the conventional 304 stainless steel due to typical wear mechanism being function of the harmonic structure. The shell region of the harmonic structured steel has been found to be less wear prone as compared to core (coarse-grained region). However, fine-grained shell regions form groove which later break at higher loads and increase the wear at higher load. Dissipation energy has been found to increase with increase in normal load. Wear mechanism has been found to be adhesion and delamination followed by abrasion at higher normal load.
References
G.E. Dieter, Mechanical Metallurgy, McGraw-Hill Book Company, Singapore, 1988 (SI, Metric Edition)
B.S. Murty and S. Ranganathan, Novel Materials Synthesis by Mechanical Alloying/Milling, Int. Mater. Rev., 1998, 43, p p101–p141
Y. Zhao, X. Liao, Z. Jin, R. Valiev, and Y. Zhu, Microstructures and Mechanical Properties of Ultrafine Grained 7075 Al Alloy Processed by ECAP and Their Evolutions During Annealing, Acta Mater., 2004, 52, p 4589–4599
T. Roland, D. Retraint, K. Lu, and J. Lu, Enhanced Mechanical Behavior of a Nanocrystallised Stainless Steel and its Thermal Stability, Mater. Sci. Eng. A, 2007, 445–446, p 281–288
P.K. Rai, V. Pandey, K. Chattopadhyay, L.K. Singhal, and V. Singh, Effect of Ultrasonic Shot Peening on Microstructure and Mechanical Properties of High-Nitrogen Austenitic Stainless Steel, J. Mater. Eng. Perform., 2014, 23, p 4055–4064
K. Lu, J.T. Wang, and W.D. Wei, A New Method for Synthesizing Nanocrystalline Alloys, J. Appl. Phys., 1991, 69, p 522–524
U. Erb, A.M. El-Sherik, G. Palumbo, and K.T. Aust, Synthesis, Structure and Properties of Electroplated Nanocrystalline Materials, Nanostruct. Mater., 1993, 2, p 383–390
Y. Wang, M. Chen, F. Zhou, and E. Ma, High Tensile Ductility in a Nanostructured Metal, Nature, 2002, 419, p 912–914
C.C. Koch, Optimization of Strength and Ductility in Nanocrystalline and Ultrafine Grained Metals, Scr. Mater., 2003, 49, p 657–662
Q.H. Bui, Heterogeneous Plastic Deformation in Bimodal Bulk Ultrafine-Grained Nickel, J. Mater. Sci., 2012, 47, p 1902–1909
Z. Zhang, D. Orlov, S.K. Vajpai, B. Tong, and K. Ameyama, Importance of Bimodal Structure Topology in the Control of Mechanical Properties of a Stainless Steel, Adv. Eng. Mater., 2015, 17, p 791–795
C. Sawangrat, S. Kato, S. Orlov, and K. Ameyama, Harmonic-Structured Copper: Performance and Proof of Fabrication Concept Based on Severe Plastic Deformation of Powders, J. Mater. Sci., 2014, 49, p 6579–6585
O.P. Ciuca, M. Ota, S. Deng, and K. Ameyama, Harmonic Structure Design of a SUS329J1 Two Phase Stainless Steel and Its Mechanical Properties, Mater. Trans., 2013, 54, p 1629–1633
D. Orlov, H. Fujiwara, and K. Ameyama, Obtaining Copper with Harmonic Structure for the Optimal Balance of Structure—Performance Relationship, Mater. Trans., 2013, 54, p 1549–1553
C. Sawangrat, O. Yamaguchi, S.K. Vajpai, and K. Ameyama, Application of Harmonic Structure Design to Biomedical Co-Cr-Mo Alloy for Improved Mechanical Properties, Mater. Trans., 2014, 55, p 99–105
S.K. Vajpai, K. Ameyama, M. Ota, T. Watanabe, R. Maeda, T. Sekiguchi, G. Dirass, and D. Tingaud, High Performance Ti-6Al-4V Alloy by Creation of Harmonic Structure Design, IOP Conf. Series: Mater. Sci. Eng., 2014, 63, p 012030
E. Rabinowicz, Friction and Wear of Materials, 2nd ed., Wiley-Intersciense, New York, 1995
R. Mishra, B. Basu, and R. Balasubramaniam, Effect of Grain Size on the Tribological Behavior of Nanocrystalline Nickel, Mater. Sci. Eng. A, 2004, 373, p 370–373
Y.S. Zhang, Z. Han, and K. Lu, Fretting Wear Behavior of Nanocrystalline Surface Layer of Copper Under Dry Condition, Wear, 2008, 265, p 396–401
R. Sahoo, B.B. Jha, T.K. Sahoo, and D. Sahoo, Effect of Microstructural Variation on Dry Sliding Wear Behavior of Ti-6Al-4V Alloy, J. Mater. Eng. Perform., 2014, 23, p 2092–2102
A.M. Xavior and M. Adithan, Determining the Influence of Cutting Fluids on Tool Wear and Surface Roughness During Turning of AISI, 304 Austenitic Stainless Steel, J. Mater. Process. Tech., 2009, 209, p 900–909
Z. Zhang, S.K. Vajpai, D. Orlov, and K. Ameyama, Improvement of Mechanical Properties in SUS304L Steel Through the Control of Bimodal Microstructure Characteristics, Mater. Sci. Eng. A, 2014, 598, p 106–113
P.J. Blau, Running-in: Art or Engineering?, J. Mater. Eng., 1991, 13, p 47–53
R. Budynas and K. Nisbett, Shigley’s Mechanical Engineering Design, 8th ed., McGraw-Hill, New York City, 2008
P.Q. Wu, H. Chen, M. Van Stappen, L. Stals, and J.P. Celis, Comparison of Fretting Wear of Uncoated and PVD TiN Coated High-Speed Steel Under Different Testing Conditions, Surf. Coat. Tech., 2000, 127, p 114–119
K. Sikdar, S. Shekhar, and K. Balani, Fretting Wear of Mg-Li-Al Based Alloys, Wear, 2014, 318, p 177–187
X.Y. Wang and D.Y. Li, Mechanical, Electrochemical and Tribological Properties of Nano-crystalline Surface of 304 Stainless Steel, Wear, 2003, 255, p 836–845
D.A. Brown, D. Cunningham, and W.K. Glass, The Infrared and Raman Spectra of Chromium (III) Oxide, Spectrochim. Acta, 1967, 24A, p 965–968
S.J. Oh, D.C. Cook, and H.E. Townsend, Characterization of Iron Oxides Commonly Formed as Corrosion Products on Steel, Hyperfine Interact., 1998, 112, p 59–65
Acknowledgments
We are thankful to Prof. K. Balani of Dept. of Materials Science and Engineering, IIT Kanpur for allowing us to use the fretting wear testing facility of his laboratory.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Rai, P.K., Shekhar, S., Nakatani, M. et al. Wear Behavior of Harmonic Structured 304L Stainless Steel. J. of Materi Eng and Perform 26, 2608–2618 (2017). https://doi.org/10.1007/s11665-017-2719-2
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-017-2719-2