
Abstract
Stainless steel is one of the most widely used steels for structural applications. This paper quantifies the effect of heat treatment on the wear resistance behaviour of stainless steel 304 grades using pin on disc method. Ageing at different temperature ranges imparts hardness to the SS304 specimen which in turn affects the wear resistance characteristic. Different wear parameters have been calculated using Archard’s equation and wear scar diameter method. Microstructure has been studied using optical microscopy. Scanning electron microscopy has been used to investigate the wear mechanism.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Austenitic stainless steel with its superior mechanical and tribological properties is now used extensively in strategic applications. Stainless steel 304 grade is a preferred material for structures with high structural integrity and aggressive service environments. It cannot be usually heat treated, but can be annealed at different temperature ranges to bring it into application of refrigeration, chemical, paper and food processing industry. Some applications such as conveyor belt, screws and bolts have relative sliding motion against different components. This leads to wear of the mating surface and can ultimately lead to component’s failure [1]. Stainless steel 304 possesses adequate toughness and sufficient ductility to resist failure for a considerable long duration of time. They can also be readily welded with similar and dissimilar metals for various applications [2]. 304 grade austenitic stainless steel is a high alloy Cr–Ni–Mo steel. It has high pitting resistance equivalent number which makes it significantly corrosion resistant. The literature reveals that the previous researchers have worked in the field of estimating wear characteristic of austenitic stainless family [3,4,5,6,7].
But very limited literature is available regarding the effect of heat treatment on austenitic stainless steel 304 grade’s wear characteristics [8]. This paper aims to investigate the effect of heat treatment on hardness, its correlation with microstructure and related wear behaviour. Pin on disc technique has been used to study the wear behaviour in laboratory. Various wear property parameters have also been calculated using Archard’s equation and scar diameter method. Wear mechanism has been studied using scanning electron microscopy (SEM).
2 Material
Stainless steel 304 plate was received in the dimension of 250 × 250 mm. The chemical composition of stainless steel 304 is given in Table 1.
The pins made out of SS304 were made to slide against the disc made of EN 31 bearing steel. Table 2 gives the chemical composition of EN31 bearing steel used.
3 Experiment
3.1 Specimen Preparation
Pins were prepared from the SS304 plate in the dimensions shown in Fig. 1.

Geometry of pin specimen
3.2 Heat Treatment
The pin specimens were subjected to the following heat treatment as shown in Table 3.
3.3 Pin on Disc Wear Test
The pin on disc test was conducted on Ducom wear testing machine with a load of 5 N at a rotating speed of 500 rpm for 15 min duration. The volume loss in material was calculated using two methods: (i) change in scar diameter (ii) weight loss of pin due to material removal. Figure 2 represents the schematic of wear testing machine used in this experiment.

Pin on disc wear test setup
4 Results and Discussion
4.1 Microstructural Examination:
The specimens in as-received and heat-treated condition were polished with emery paper up to a grade of 2000 and then with a diamond paste. The mirror polished specimens were then etched with Villela reagent to reveal the microstructure. Optical microscope was used to observe the developed microstructure owing to the heat treatment. The microstructure images in Fig. 3 clearly indicate that heat treatment has lead to grain coarsening. This in turn will affect the hardness of the specimen, thereby influencing the material loss due to wear.

Microstructure of SS 304 specimen a non-heat-treated NHT a HT 1, b HT 2, c HT 3, d HT 4
4.2 Microhardness Measurement
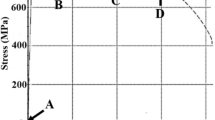
Microhardness measurement carried out with a load of 10gf with a dwell time of 10 s is shown in Fig. 4.

Hardness measurement
4.3 Dry Sliding Wear Test
Dry sliding wear test was performed for specimens with a load of 5 N. The wear track radius was kept 60 mm with a rotational speed of 500 rpm for 15 min. Sliding distance is represented mathematically as per Eq. 1.
where SD is the sliding distance in metre, D is the wear track diameter in mm, N is the rotation of disc measured in rpm, and T is the time of pin sliding over disc in minutes. Here, D is 60 mm, N is 500 and T is 15. This makes the sliding distance to be 1413 m in total. Before and after each run of 15 min, the pin specimens were weighed on an electronic weigh balance with and accuracy of ±0.1 mg. Table
4 represents the initial and final weight of pin specimens. This weight loss data is used to calculate the volume loss as per Eq. 2. Volume loss is further used for calculating the volume loss per unit sliding distance which is generally referred as average wear in mm3/m.
where ΔV is the volume loss in mm3, ΔW is the weight loss in grams occurring due to wear and ρ is the density of pin material in g/cm3.
Here, Q is the average wear occurring in mm3/m, SD is the sliding distance in metres which is 1413 m in this case.
A comparative plot of all specimens for wear occurring measured mm3/m is shown in Fig. 5. The data in Table 4 and Fig. 5 clearly indicate that the highest loss in weight due to wear occurs in non-heat-treated specimen. Heat treatment improves the wear resistance characteristics, specifically in HT 1 condition where weight loss reduces multiple folds as compared to others.

Comparison of wear among specimens
Wear coefficient and wear resistance are another important parameters which are used to define the wear resistance characteristics of a material. Equations 4 and 5 represent the mathematical expression for these parameters as per Archard’s equation.
where K is the wear coefficient, Q is the average wear in mm3/m, H is the hardness of pin specimen and Rw is the wear resistance. Table
5 represents the wear coefficient and wear resistance value for all the specimens calculated using the above-mentioned equations.
Figure 6 shows comparative plot of wear coefficient and wear resistance.

Comparative plot of wear coefficient and wear resistance
4.4 Wear Calculation on the Basis of Wear Scar Diameter
Each pin specimen after undergoing the rotationary sliding motion on disc developed scar on its surface. This scar is mainly due to the material loss at the interface of pin and disc. The scar is measured precisely using vernier calipers, and then based on mathemtical formular given in Eq. 6, the volume loss is calculated.
Table 6 represents the data of wear performance calculated as per the wear scar diameter method.
4.5 Wear Mechanism
Scanning electron microscopy was used to estimate the wear mechanism occurring. SEM images shown in Fig. 7 were taken at the face of pin’s sliding surface. The material removal is suggested to occur by ploughing mechanism. The cuts developed at the pin’s face suggest ductile abrasive wear, whereas the SEM images taken at the end of sliding shows the spalling and flacking.

Wear mechanism
5 Conclusion
-
Austenitic stainless steel of 304 grade has been given suitable heat treatments.
-
Pin on disc technique has been used to estimate the dry sliding wear behaviour in three heat-treated and one non-heat-treated as-received condition of specimens.
-
Wear characteristic parameters namely; loss in weight, volume loss, average wear, wear coefficient and wear resistance have been calculated using Archard’s equation.
-
Wear scar diameter has also been used to calculate the volume loss occurring.
-
Heat treatments improve the wear resistance of SS 304 steel.
-
Heat treatment 1 specimen exhibits the best wear resistance, with its resistance value turning out to be almost 6.5 times better than that of material in as-received condition.
-
Heat treatment 2 and Heat treatment 3 show an improvement of marginal 1.13 and 1.1 times in wear resistance as compared to as-received non-heat-treated specimen.
-
Applications involving rigorous wear due to sliding, SS304 can be suggested to be used in heat treatment 1 condition for better performance.
References
Kumar S, Mukhopadhyay A (2016) Effect of microstructure on the wear behavior of heat treated SS-304 stainless steel. Tribol Ind 38(4):445–453
Abudaia FB, Bull SJ, Oila A (2012) Surface wear resistance of austenitic stainless steels modified by colossal carbon supersaturation and TiN coating. J Mater Sci Eng B, 2(2):103–111
Hoier P, Malakizadi A, Friebe S, Klement U, Krajnik P (2019) Microstructural variations in 316L austenitic stainless steel and their influence on tool wear in machining. Wear 428:315–327
Mello CB, Ueda M, Lapienski CM, Reuther H (2009) Tribological changes on SS304 stainless steel induced by nitrogen plasma immersion ion implantation with and without auxiliary heating. Appl Surf Sci 256:1461–1465
Yang ZY, Naylor MGS, Rigney DA (1985) Sliding wear of 304 and 310 stainless steels. Wear 105(1):73–86
Bregliozzi G, Ahmed SIU, Schino AD, Kenny JM, Haefke H (2004) Friction and wear behavior of austenitic stainless steel: influence of atmospheric humidity, load range, and grain size. Tribol Lett 17(4):697–704
Straffelini G, Trabucco D, Molinari A (2002) Sliding wear of austenitic and austenitic-ferritic stainless steels. Metal Mater Trans A 33A:613–624
Bressan JD, Daros DP, Sokolowski A, Mesquita RA, Barbosa CA (2008) Influence of hardness on the wear resistance of 17–4 PH stainless steel evaluated by the pin on disc testing. J Mater Process Technol 205:353–359
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Khan, W.N., Furkan, Chhibber, R. (2022). Effect of Heat Treatment on Wear Behaviour of Austenitic Stainless Steel. In: Kumar, R., Chauhan, V.S., Talha, M., Pathak, H. (eds) Machines, Mechanism and Robotics. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-16-0550-5_164
Download citation
DOI: https://doi.org/10.1007/978-981-16-0550-5_164
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-16-0549-9
Online ISBN: 978-981-16-0550-5
eBook Packages: EngineeringEngineering (R0)