
Abstract
In this study, suitability of xylano-pectinolytic enzymes in pulping of wheat straw has been explored. The suitable biopulping conditions were optimized, with xylanase dose of 400 and pectinase dose of 120 IU/g wheat straw, 1:10 (g/ml) material to liquid ratio, 55 °C temperature, 3 h treatment time, 0.75% Tween 80 and pH 8.5. Enzymatic pretreatment efficiently increased the pulpability of wheat straw, generated pulp with higher yield, lower kappa number (15.67%) and rejections (59.65%) in comparison with chemical pulp. The brightness of pretreated wheat straw pulp with enzyme was 16.04% higher than that of the non-enzyme treated wheat straw pulp. The biopulping resulted in 12% reduction of pulping chemicals along with more residual alkali content, in order to achieve similar optical and chemical properties as obtained by 100% chemically treated pulp. Physical properties of pulp also improved after enzymatic pretreatment, increasing burst index (26.50%), tear index (18.22%) and breaking length (5.56%). The enzyme plus chemical (88% pulping chemicals) treated pulp showed improvement in brightness and whiteness, with reduction in yellowness at all bleaching stages. In comparison with chemically bleached pulp, biopulp with reduced alkali dose (88%) had higher breaking length (6.63%), double fold number (51.28%), tear index (2.83%), burst index (24.31%), along with increased viscosity (6.12%) and Gurley porosity (27.50%). These results clearly suggest that biopulping of wheat straw with xylano-pectinolytic enzymes can reduce chemical loading during soda-anthraquinone pulping and also improve the quality of paper. This is the first report demonstrating the biopulping of wheat straw using crude xylano-pectinolytic enzymes.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Increasing public awareness towards the effect of pollution and the associated need for environmental protection has increased interest in the use of renewable lignocellulosic biomass. Large quantity of agrowaste from non-woody plants, such as wheat straw, is generated annually worldwide, which can be a long-term substitute to well-established wood fibre feedstock for paper production (Fang and Shen 2018). The ever expanding demand of worldwide market and ecological contemplations will presumably prompt the utilization of rapidly growing annual fibres. Moreover, an approach based on the utilization of agrowaste would not require much capital investment. Wheat (Triticum aestivum) is one of such biomass species, which is grown worldwide for staple food purpose. Wheat straw comprises cellulose (31–44%), xylan (18–20%), lignin (16–24%), pectin, and ash (Carvalheiro et al. 2009). Wheat straw has currently taken position as an important feedstock for the production of paper and pulp, and soda-anthraquinone (AQ) process is one of the key pulping techniques in the paper and pulp sector for manufacturing of pulp from wheat straw. Due to increasing environmental pressures in recent times, it has become important to look for alternative eco-friendly approaches to mitigate wastewater emissions from bleaching and pulping plants in paper industry, by making more stringent regulations to improve environmental conservation. Such pressures have led to the development of many strategies and methods designed for enhancing the pulping process and decreasing lignin portion entering the pulp plant. Reducing the kappa number of the pulp by improving the efficacy of the pulping technique will result in a significant decrease in the quantity of chemical compounds required for pulp bleaching and a subsequent reduction in the pollutants released (Segura et al. 2016). Lignocellulosic biodegradation has been increasingly emphasized and a great deal of attention has been paid to the development of new environmental friendly technologies for the processing of pulp and paper. Enzymatic pretreatment has been observed to enhance the dissemination of sodium hydroxide in both softwoods and hardwoods and also improve traditional wood chip pulping as well as pulp uniformity (Woldesenbet et al. 2012). Manufacturers use enormous quantity of chemicals in traditional papermaking processes, which ultimately creating toxic waste water disposal problems (Ayyachamy and Vatsala 2007; Verma and Satyanarayana 2013). The focus of research nowadays is to determine the effectiveness of enzymes in the processing of lignocellulosic biomass before chemical pulping and the effect of this process on the final properties of pulp. It has been reported in the literature that the enzymatic pretreatment improves traditional chemical pulping and also increases the degree of delignification (Liu et al. 2017a).
The aim of this work was to examine the potential of xylanase and pectinase pretreatment in wheat straw soda-AQ pulping. This type of work has not been reported in the literature until date.
Materials and methods
Materials
The microbial strain used for this study was Bacillus pumilus AJK (MTCC 10414), producing xylanase and pectinase enzymes concurrently in the same production media. The wheat straw samples were collected from local fields of Kurukshetra, India and washed with water, dried overnight, until consistent weight was obtained. Birchwood xylan and pectin were purchased from Sigma (USA). Other chemicals used were purchased from Himedia (India).
Enzyme production and activity estimation
Production of xylanase and pectinase enzymes was done under submerged fermentation condition using the protocol, as given by Kaur et al. (2017). The xylanase and pectinase activity was determined by measuring the release of reducing sugars (xylose equivalent) and (galacturonic acid equivalent), respectively after enzyme-substrate reaction using 3,5-dinitrosalicylic acid (Miller 1959). Enzyme activity assays were performed by the protocol as described by Kaur et al. (2010).
Biopulping
Before chemical pulping, wheat straw samples were treated with the crude xylano-pectinolytic enzymes. Xylanase and pectinase pretreatment conditions were optimized with different material to liquor ratio (1:5–1:20 g/ml) and xylanase-pectinase enzyme dosage ranging from 20 to 500 and 6 to 150 IU/g wheat straw, respectively. Similarly, the pH of the biopulping media varied from 7.5 to 10.0, treatment temperature ranging from 45 to 65 °C and treatment time varying from 60 to 360 min, were also optimized in order to check the efficiency of xylano-pectinolytic enzymes on pulping. The wheat straw particle size was kept nearly 2 mm. To improve the pulping ability of these enzymes further, various concentrations of Tween-80 (0.1–2.0%) were also optimized. For the control experiments, enzymes were inactivated by boiling and then parallel used for the biopulping studies. After each enzymatic treatment, the wheat straw samples were washed with water thrice in order to remove the components of the enzymatic media and dried at 45 °C. All tests were conducted in triplicates.
Chemical pulping
Wheat straw pulping experiments were conducted in an oil bath rotating digester using the following conditions: alkaline load parameter (13.6–16%), period taken to attain maximum temperature 90 min, holding time at maximum temperature 20 min, maximum temperature 160 °C, 0.05% anthraquinone and liquor to wheat straw ratio 4:1 (v/w). Wheat straw samples were pulped with variable doses of NaOH (13.6% to 16%) in order to study the reduction in amount of pulping chemicals required after enzymatic pulping. After cooking, the residual NaOH content (TAPPI T625 cm-14 2014), kappa number of the pulp samples (TAPPI T236 om-99 2004), total solids and pH of spent black liquor were determined. The pulp samples were washed thoroughly with tap water and screened with a laboratory flat screen. Parameters such as unscreened pulp yield, rejects, screen pulp yield and pulp brightness were also checked.
Bleaching of biotreated and chemically treated wheat straw soda-AQ pulps
After pulping, the control (100% chemicals) and enzymatically pretreated samples with 12% reduced chemical dose were bleached using conventional bleaching series DoEPD1D2, where Do, D1 and D2 denote for chlorine dioxide stages and EP denotes for alkali peroxide bleaching stage. The chlorine dioxide dose was optimized at the various kappa factors by using equation, as given by Hise (1996). After completion of each bleaching stage, bleached pulp liquor was analysed to determine the percentage of ClO2 consumption. The pulp samples were washed at each point and the optical properties and kappa number were analysed.
Handsheet formation and testing
Using TAPPI T205 sp-02 (2002), both control and enzymatically pretreated pulp samples were used to make handsheets after completion of pulping and bleaching stages. These handsheets were used to measure optical parameters such as brightness, yellowness and whiteness using method TAPPI T217 wd-77 (2004) and physical properties like burst index (TAPPI T403 om-10 2010), breaking length (TAPPI T494 om-01 2001), tear index (TAPPI T414 om-04 2004), viscosity (TAPPI T230 om-99 1976), double fold number (TAPPI T511 om-02 2002), pulp freeness (SCAN-C 19:65 1999) and Gurley porosity (TAPPI T460 om-02 2002).
Microscopic analysis of biopulped wheat straw
Untreated and enzymatically treated wheat straw samples were also microscopically analysed.
Results and discussion
Optimization of biopulping process
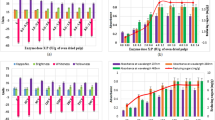
The operational conditions which affect on the efficiency of soda-AQ biopulping were optimized. Biopulping is affected by different parameters like material to liquor ratio, enzyme dose, pH, temperature, treatment time and use of surfactants. To get the final optimized conditions, evaluation of biopulping was done by measuring the reducing sugars in biopulp free filtrates (Miller’s method 1959) and simultaneously measuring the absorbance of hydrophobic compounds at λ 465 nm (Patel et al. 1993), lignin compounds at λ 280 and 400 nm (Khandeparkar and Bhosle 2007) and phenolic compounds at λ 237 nm (Khandeparkar and Bhosle 2007). Biopulping efficiency at 10% wheat straw consistency was found to be maximum (Table 1). Maximum sugar release and enhanced UV absorption characteristics were achieved at pH 8.5 (Table 1). Xylanase dosage of 400 IU and pectinase dosage of 120 IU showed maximum efficacy after a treatment temperature of 55 °C and 180 min treatment time (Table 2). Enzyme dose beyond these value and enzyme booster doses did not enhance efficiency of biopulping (Table 2). No report on biopulping of wheat straw is available in the literature for comparison purpose. Liu et al. (2017a) used material to liquid ratio 1:7 (Kg/L), temperature 55 °C, initial pH 9.0, pectinase dosage 60 IU/g of oven-dried bagasse and total time 60 min for biopulping of sugarcane bagasse. Tween 80 at a concentration of 0.75% (v/v) was adequate to release maximum sugars from wheat straw (Table 3). Under the optimum conditions, the enzymatic pretreatment released reducing sugars 10.462 + 0.05 mg/g of oven-dried wheat straw, with UV-visible absorbance (at 10 times dilution) of 0.9962 (at λ 237 nm), 0.9061 (at λ 280 nm), 0.2806 (at λ 400 nm) and 0.0958 (at λ 465 nm), respectively (Table 3).
Microscopic pictures of raw and enzymatically treated wheat straw samples also supported the effectiveness of biopulping with xylano-pectinolytic enzymes. The cell walls of enzymatically hydrolysed wheat straw sample were found disintegrated, indicating that the cell walls have been degraded by the enzymes. The surface of raw samples was relatively smooth and showed no destruction as compared with enzymatically treated samples (Fig. 1).

Microscopic pictures of (i) raw and (ii) enzymatically treated wheat straw samples
Comparison of chemical pulping and bio-chemical pulping
Wheat straw samples treated with xylano-pectinolytic enzymes resulted in 12% reduction in pulping chemicals (alkali dose) along with 7.60% higher pulp yield and 12.69% lower total solids as compared with chemical pulp (100% alkali dose) (Table 4). Residual alkali content was also higher in biopulped samples. Liu et al. (2017b) have reported 1% decrease in alkali charge, after chemical pulping of pectinase-treated sugarcane bagasse as compared with non-enzyme-treated bagasse. This biopulping process using xylano-pectinolytic enzymes makes the process environmentally friendly. The explanation for reducing alkaline usage to 88% relative to the control is the synergistic activity of xylanase and pectinase, which break the xylan and pectin present in the wheat straw fibre and increase the passage of pulping chemicals into the wheat straw lignin layer.
Enzymatic treatment of wheat straw resulted in 15.67% reduction in kappa number over control (non-enzyme treated) after pulping (Table 4). The enzymatic treatment enhanced delignification efficiency, as it increased the porosity of wheat straw, which facilitated the diffusion and percolation of chemicals into wheat straw and the extraction of degraded lignin during successive chemical pulping. Kappa number of pectinase pretreated sugarcane bagasse was lowered by 17.8% after pulping as compared with control (Liu et al. 2017b).
The brightness and residual alkali increased by 16.04% and 2.538-fold, respectively, and rejects decreased by 59.65%, in enzyme plus chemically treated pulp as compared with chemical pulp (Table 4).
The breaking length, burst index and tear index of pulp treated with xylano-pectinolytic enzymes were increased by 5.55, 26.50 and 18.22% respectively, when compared with the chemical pulp (100% alkali dose). The tensile index and burst index are determined by the fibre average length and the level of bonding. This indicates that the fibres from wheat straw biopulp were probably having longer fibre average length and were more bonded than the fibres from chemical pulp (100% alkali dose), leading to higher tear and burst indices of a sheet. There was also an increase in viscosity and Gurley porosity of enzyme plus chemically treated wheat straw pulp by 5.76 and 7.69%, respectively After pectinase pretreatment, physical strength of the sugarcane pulps was improved, such as breaking length by 17.1%, burst factor by 16.5%, and tear factor by 7.0% (Liu et al. 2017a).
After pulping, both enzyme plus chemical pulp (only 88% alkali dose used) and chemical pulp (100% alkali dose used) were subjected to bleaching. The enzyme plus chemical (88% chemicals) treated pulp showed an improvement in brightness and whiteness along with reduction in yellowness at all bleaching stages (Table 5). In the D0EPD1D2 phase, increase of 10.97% and 9.66% in brightness and whiteness respectively, along with 14.93% decrease in yellowness observed after alkali and H2O2 application. Kappa number was also decreased by 11.76%. Compared with chemical pulp (100% alkali dose), enzyme plus chemical (88% alkali dose) treatment of pulp increased brightness by 2.77%, whiteness by 6.93% and decreased yellowness by 33.15% after stage D1. Similarly, enzymatic pulping led to a reduction of 11.39% in yellowness, as compared with chemical pulp (100% alkali dose) after stage D2, which clearly demonstrates the influence of xylanase-pectinase synergism in all stages of bleaching, along with 4.42% reduction in the consumption of ClO2 (Table 5). Pectinolytic pretreatment of sugarcane bagasse under optimized conditions has led to an increase of 5.5% in brightness, as compared with chemically pulped bagasse (Liu et al. 2017a).
In order to study the effect of biopulping on physical properties of final bleached pulp, both biopulped with (12% reduced pulping dose) and chemically treated pulp samples were compared after bleaching. In comparison with chemically treated pulp, biopulp with reduced alkali dose (88%) had higher breaking length (6.63%), double fold number (51.28%), tear index (2.83%), burst index (24.31%) along with increased viscosity (6.12%) and Gurley porosity (27.50%) (Table 5). These results show that use of xylano-pectinolytic enzymes prior to chemical pulping of wheat straw reduces the consumption of alkali charge and also improves the quality of the paper.
Conclusion
This research concludes that the xylano-pectinolytic pretreatment has the potential to improve wheat straw soda pulping. The pulp with better optical and physical properties, lower rejects and kappa number could be generated, with decreased effective alkali intake after enzymatic pulping treatment. Xylanase and pectinase pretreated wheat straw samples had greater ISO brightness, CIE whiteness and lower ASTM yellowness after bleaching, with better strength properties than the chemical pulp (100% alkali dose). Enzyme pretreatment can therefore improve the efficiency of wheat straw soda-AQ pulping, as it reduces the alkali consumption, producing less toxic effluent with better quality paper; hence, this approach may be adopted by paper and pulp industries for dual benefit.
References
Ayyachamy M, Vatsala TM (2007) Production and partial characterization of cellulase free xylanase by Bacillus subtilis C 01 using agriresidues and its application in biobleaching of nonwoody plant pulps. Lett Appl Microbiol 45(5):467–472
Carvalheiro F, Silva-Fernandes T, Duarte LC, Gírio FM (2009) Wheat straw autohydrolysis: process optimization and products characterization. Appl Biochem Biotechnol 153(1–3):84–93
Fang G, Shen K (2018) Wheat straw pulping for paper and paperboard production. In Global wheat production (Fahad S, Basir A and Adnan M), 223-239. https://doi.org/10.5772/intechopen.77274
Hise R (1996) Chlorination. In: Dence CW, Reeve DW (eds) Pulp bleaching–principles and practice. Tappi Press Atlanta, Georgia, pp 241–259
Kaur A, Mahajan R, Singh A, Garg G, Sharma J (2010) Application of cellulase-free xylano-pectinolytic enzymes from the same bacterial isolate in biobleaching of kraft pulp. Bioresour Technol 101(23):9150–9155
Kaur A, Singh A, Dua A, Mahajan R (2017) Cost-effective and concurrent production of industrially valuable xylano-pectinolytic enzymes by a bacterial isolate Bacillus pumilus AJK. Prep Biochem Biotechnol 47(1):8–18
Khandeparkar R, Bhosle NB (2007) Application of thermoalkalophilic xylanase from Arthrobacter sp. MTCC 5214 in biobleaching of kraft pulp. Bioresour Technol 98(4):897–903
Liu X, Jiang Y, Yang S, Meng X, Song X, Wu M (2017a) Effects of pectinase treatment on pulping properties and the morphology and structure of bagasse fiber. BioResources 12(4):7731–7743
Liu X, Jiang Y, Xie Q, Nie S, Song X (2017b) Effect of alkali pectinase pretreatment on bagasse soda-anthraquinone pulp. BioResources 12(3):5045–5056
Miller GL (1959) Use of dinitrosalicylic acid reagent for determination of reducing sugar. Anal Chem 31(3):426–428
Patel RN, Grabski AC, Jeffries TW (1993) Chromophore release from kraft pulp by purified Streptomyces roseiscleroticus xylanases. Appl Microbiol Biotechnol 39:405–412
SCAN-C 19:65 (1999) Pulps determination of drainability-part 1 (Schopper-Riegler method)
Segura TES, Dos Santos JRS, Sarto C, Da Silva Jr FG (2016) Effect of kappa number variation on modified pulping of eucalyptus. BioResources 11(4):9842–9855
TAPPI T205 sp-02 (2002) Forming handsheets for physical tests of pulp. TAPPI Press, Atlanta
TAPPI T217 wd-77 (2004) Brightness of pulp. TAPPI Press, Atlanta
TAPPI T230 om-99 (1976) Viscosity of pulp (capillary viscometer method). TAPPI Press, Atlanta
TAPPI T236 om-99 (2004) Kappa number of pulp. TAPPI Press, Atlanta
TAPPI T403 om-10 (2010) Burst strength of paper. TAPPI Press, Atlanta
TAPPI T414 om-04 (2004) Internal tearing resistance of paper (Elmendorf-type method). TAPPI Press, Atlanta
TAPPI T460 om-02 (2002) Air resistance of paper. TAPPI Press, Atlanta
TAPPI T494 om-01 (2001) Tensile breaking properties of paper and paperboard. TAPPI Press, Atlanta
TAPPI T511 om-02 (2002) Folding endurance of paper (MIT tester). TAPPI Press, Atlanta
TAPPI T625 cm-14 (2014) Analysis of soda and sulfate black liquor. TAPPI Press, Atlanta
Verma D, Satyanarayana T (2013) Production of cellulase-free xylanase by the recombinant Bacillus subtilis and its applicability in paper pulp bleaching. Biotechnol Prog 29(6):1441–1447
Woldesenbet F, Virk AP, Gupta N, Sharma P (2012) Effect of microwave irradiation on xylanase production from wheat bran and biobleaching of eucalyptus kraft pulp. Appl Biochem Biotechnol 167(1):100–108
Funding
The authors thankfully acknowledge the financial support provided by Department of Biotechnology (DBT), Ministry of Science & Technology, Government of India (Grant Number: BT/PR 20438/BCE/8/1220/2016 for 3 years). The corresponding author is also thankful to Avantha Center for Industrial Research and Development (ACIRD), Yamuna Nagar, for providing their laboratory facilities.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Responsible Editor: Philippe Garrigues
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Varghese, L.M., Agrawal, S., Nagpal, R. et al. Eco-friendly pulping of wheat straw using crude xylano-pectinolytic concoction for manufacturing good quality paper. Environ Sci Pollut Res 27, 34574–34582 (2020). https://doi.org/10.1007/s11356-020-10119-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11356-020-10119-1