
Abstract
During the epoch of sustainable development, leveraging cellular systems for production of diverse chemicals via fermentation has garnered attention. Industrial fermentation, extending beyond strain efficiency and optimal conditions, necessitates a profound understanding of microorganism growth characteristics. Specific growth rate (SGR) is designated as a key variable due to its influence on cellular physiology, product synthesis rates and end-product quality. Despite its significance, the lack of real-time measurements and robust control systems hampers SGR control strategy implementation. The narrative in this contribution delves into the challenges associated with the SGR control and presents perspectives on various control strategies, integration of soft-sensors for real-time measurement and control of SGR. The discussion highlights practical and simple SGR control schemes, suggesting their seamless integration into industrial fermenters. Recommendations provided aim to propose new algorithms accommodating mechanistic and data-driven modelling for enhanced progress in industrial fermentation in the context of sustainable bioprocessing.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Contemporary consumer preferences emphasize environmental sustainability and factors such as product quality and cost competitiveness. Consequently, there is an imperative need to reconsider the process strategies within the field of bioprocess development. So the revamping involves optimal utilization of resources and implementation of robust measuring, monitoring, modelling, and control techniques (Simutis and Lübbert 2015; Rathore et al. 2021; Mondal et al. 2023; Wainaina and Taherzadeh 2023). The accessibility of genetic engineering tools, metabolic engineering, and OMICS (genomics, transcriptomics, proteomics, metabolomics) technologies has facilitated the rapid development of novel strains. Consequently, the current pipeline of products from the microbial route has been expanded to a wide array ranging from bulk chemicals to high-value therapeutics with batch, fed-batch, and perfusion mode of fermentation being standard operating platforms (perfusion mode still in the nascent stage at the industrial scale). Consistent control of product quantity and quality is inevitable for effective biomanufacturing through the infusion of Quality by Design (QbD) framework aided by applying Process Analytical Technology (Rathore and Winkle 2009; Rathore et al. 2021). A successful fermentation process is not solely ascribed to enhanced productivity but also to product quality, which is primarily governed by critical process parameters (CPPs) and their variations. The fluctuations in CPPs [pH, dissolved oxygen (DO), specific growth rate (SGR) etc.] significantly impact the product’s critical quality attributes, thereby influencing the process’s economics. Mitigating the distortions by effectively controlling the process parameters is a direct approach to keep the batch-to-batch variation within narrow limits and achieve consistent product quality.
Several reviews have surfaced in the scientific literature over the last two decades, consolidating advancements in the realm of fermentation control (Yamuna Rani and Ramachandra Rao 1999; Lee et al. 1999; Mandenius 2004; Rathore et al. 2021; Mitra and Murthy 2022). Nevertheless, the current state of bioprocess control remains relatively basic, primarily due to stringent validation prerequisites necessary for subsequent implementation in manufacturing processes. Control strategies commonly focus on regulating process parameters like temperature, DO, and pH to specific levels, often employing PID (Proportional-Integral-Derivative) controllers for this purpose (Simutis and Lübbert 2015; Reyes et al. 2022). Today, majority of the industrial scale fermentations for the production of a wide array of products operate via fed-batch fermentation owing to numerous advantages ranging from attaining high cell density, higher product yields, and avoiding overflow metabolism. In fed-batch fermentation control, feeding substrates and additional nutrients that influence the SGRs are carried out via prior expertise and optimal open-loop control (Narayanan et al. 2020; Mahmoodi and Nassireslami 2022). The SGR stands as a crucial variable in the cultivation process, reflecting the physiological state of the cell culture. Its significance also extends to the biosynthesis of the intended product, with the SGR often profoundly influencing the final product quality (Gnoth et al. 2008; Schuler and Marison 2012; Galvanauskas et al. 2019a). Regarding product formation, the protein production rate and secretory expression are often inversely co-related to the SGR of the microorganism. Especially in the case of recombinant protein production, it has been demonstrated that the phenomenon of growth coupling in protein synthesis is postulated to hinge upon the growth-dependent modulation of the promoter governing the expression of the recombinant gene. It is foreseeable that the transcriptional efficacy of glycolytic promoters, frequently employed in yeast for protein synthesis (Schuler and Marison 2012), exhibits a direct correlation with glycolytic flux and, consequently, with the SGR. This implies that the regulatory mechanisms orchestrating the transcriptional activity of glycolytic promoters are intricately linked to the physiological state of the host organism. Thereby implicating a synchronized modulation of protein production with the cellular growth dynamics. In certain instances, the maximum specific product formation rates manifest at SGR that is lower than the maximal SGR \(({\mu }_{max})\). Conversely, in other cases, for instance in the production of single-cell proteins, where biomass constitutes the final product, optimal efficiency is anticipated to be achieved by running the process at maximum SGR. Notably, for Crabtree-positive microorganisms, exceeding critical SGRs triggers a metabolic shift to diauxic growth due to surpassing respiratory capacity. Consequently, the metabolism shifts results in the production of overflow metabolites, subsequently impeding growth, diminishing productivity, and negatively impacting product quality. The impact of SGR on non-growth associated products is not high compared to growth-associated or mixed growth products. However, a well-regulated growth rate at desired value is crucial in order to achieve high cell density cultivation (during biomass growth phase) and hence, high cell density results in high product (non-growth associated) titer during production phase. Moreover, precise control of SGR is crucial for achieve desired quality [e.g. activity, purity, post-translational modification (PTM)] of non-growth associated product and suppressing the overflow metabolism due to excess substrate consumption (accumulation) leading to production of undesired byproduct.
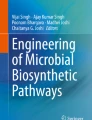
The control of SGR, especially in the case of industrial fermentations, is quite challenging due to the lack of reliable online sensors, process models, and batch-to-batch variability. Despite efforts to regulate substrate concentration, particularly in industrial fermenters, the complete eradication of batch-to-batch variability issues remains a challenge. To surmount this challenge, simple controllers like open-loop control are widely used in the industry (Fig. 1). The inherent problem associated with simple control, for instance, open-loop control and standard PID control, may not exhibit high efficiency in the control of SGR due to nonlinearity (Galvanauskas et al. 2019a). Dynamic feedback control methods are of paramount importance for process control applications to achieve batch-to-batch reproducibility and transferability. Even though PID controllers have been established as workhorses for the control of various process parameters, the effectiveness of PID controllers with fixed tuning parameters is severely impeded due to significant variations in the process dynamics. Therefore, several approaches have been proposed to tune PID control parameters in microbial cultivations. These methods include gain-scheduling, first-principle models, and fuzzy systems. Other advanced control systems, such as adaptive and model predictive controllers, have been implemented to control various dynamic CPPs during cultivation (Galvanauskas et al. 2019a; Narayanan et al. 2020; Mitra and Murthy 2022). Successful implementation of advanced controllers requires robust process models that provide real-time information about state variables. Consequently, these estimates can be incorporated into the control loops for a robust and accurate control. In a nutshell, the control of SGR is equally dependent on reliable estimation of SGR values and a robust control strategy.

Overview of classification of various control strategies in fed-batch fermentation
However, there is a scarcity in the literature regarding the comprehensive exposition of employing various control strategies and soft-sensor based real-time estimations specifically for regulating SGR. Thus, this review aims to provide the necessary background, highlight the various control strategies to control SGR, and address different soft sensor-based control strategies for the estimation and control of SGR. A brief discussion about guidelines for selecting the type of controller for a particular application is entailed in the discussion section. Finally, challenges faced by the bioprocess industry in implementing advanced control schemes concerning the current state and possible solutions are presented.
Control strategies for SGR control
Open loop control
Open loop operation is the most prevalent approach in industrial-scale fed-batch fermentation processes. The predetermined substrate feeding is executed according to the initial process conditions and specific operating parameters, primarily governed by batch kinetic principles. For the initial growth stage of a process, predetermined exponential feed profiles are frequently discussed, where an exponential profile can be calculated based on the initial conditions and strain-specific parameters such as the maximum SGR. Several studies reported the implementation of conventional open loop control for various microbial systems (Jenzsch et al. 2006a, b; Henes and Sonnleitner 2007; Aehle et al. 2011a; Schaepe et al. 2014; Reichelt et al. 2016). Batch-to-batch reproducibility must be maintained to guarantee the quality of recombinant therapeutic proteins produced in mammalian cell cultures. A simple open loop strategy was devised to facilitate glutamine feeding for the Chinese Hamster Ovary (CHO) cells, and the process deviations were minimized by operating the SGR well below the maximum SGR (Aehle et al. 2011a). The predetermined feeding of the limiting substrate is carried as represented in Eqs. (1) & (2)
where \(F(t)\) (mL/h) is the feed rate at the time \(t\), \({F}_{0}\) (mL/h) is the initial feed flow rate, \({X}_{0}\) (g/L) is the biomass concentration at the start of the fed-batch phase, YX/S (g biomass/g substrate) is the batch phase biomass yield on the substrate, \({V}_{0}\) (L) is the culture volume at the start of the fed-batch phase, \({\mu }_{{\text{sp}}}\) is the SGR setpoint (h−1) and \({S}_{0}\) (g/L) is the inlet concentration of the carbon substrate.
The conventional open-loop feeding strategy does not account for biomass loss through foaming; this is a significant problem, especially in the production of biosurfactants. Chenikher et al. (2010), formulated a control law to maintain the SGR at the desired setpoint, considering biomass loss due to foaming. The carbon substrate was fed in limiting conditions to produce an antibiotic surfactant using Bacillus subtilis. The control law accounted for biomass loss, and the feeding rate equation was formulated as represented in Eq. (3).
where, \({f}_{in}\) represents the feed rate (mL/h), \({X}_{out}\) represents biomass loss due to foam formation (g/L). Even in an open loop strategy, the new feeding control law could maintain SGR at 0.05 h−1, enhancing biosurfactant (mycosubtilin) production. Two evolutionary approaches were developed to optimize the fed-batch fermentation of S. cerevisiae. The optimization variants included maximizing the biomass concentration and controlling SGR. An optimal feed profile was attained with the aid of genetic algorithms, where the feed rate is designed by applying constraints (Yüzgeç et al. 2009).
Despite being implemented on a large scale for SGR control, its main advantages are the method’s simplicity and lack of reliance on measured variables. However, open-loop control has a significant limitation. In scenarios where defined feeding strategies do not consider any variation in feed concentration, open-loop control fails to adapt to disturbances.
Closed loop control with PI/PID controllers
The inherent disadvantages associated with the open-loop control system are circumvented by introducing the closed-loop control system in the form of PI and PID controllers. The feedback mechanism enables the system to adjust deviations from the setpoint by setting a regulatory action. Indeed, the PID controller is extensively used in academic research and industrial applications as the control law integrates feedforward and feedback terms. The PID controller’s popularity stems from several advantages, including its simplicity in implementation and ease of tuning (Rathore et al. 2021; Mitra and Murthy 2022). In feedback control, real-time measurement data is employed directly to rectify process deviations from its intended trajectory (Fig. 2). Within this context, a distinction exists between control schemes implemented to control routinely controlled variables such as temperature and pH. However, more intricate regulatory mechanisms are required to manage the parameters at the desired values in controlling physiological variables like SGR. Several researchers comprehended the complexity of SGR control and designed the cultivation processes that relied on achieving optimal or at least quasi-optimal SGR profiles, which lead to enhanced productivity (Jae-Ho et al. 1989; Yoon et al. 1994; Lee et al. 1999; Wang et al. 2006). A generic model control with a feedforward—feedback part has been developed to deal with the dynamics of fed-batch in recombinant protein production. The approach employed was distinct from typical PI controllers. In this method, rather than adjusting the action variable directly, the focus was on the rate of change of the control variable, which is dependent on two proportional components. One proportional constant \({(k}_{1})\) to the deviation of the control variable from its setpoint and another proportional constant \({(k}_{2})\) to the time integral of this deviation as represented in Eq. (4).
where, \({k}_{1}\) and \({k}_{2}\) are adjustable tuning parameters.

Block diagram of PI and PID controller manipulating substrate feed rate
The final control law was based on the Eq. (5)
where, \({\sigma }_{max}\) represents maximum substrate uptake rate, \({K}_{S}\) represents Monod saturation constant, \({K}_{I}\) represents inhibition constant. The control mechanism adapted to the deviations in the setpoint by adjusting the feeding rate appropriately, thereby minimizing the fluctuations in desired SGR profiles for the production of recombinant proteins (Jenzsch et al. 2006c). The nonlinearity exhibited during the regulation of SGR was successfully dealt with by the application of a nonlinear PI control algorithm was proposed (De Battista et al. 2012). The control system was based on a minimalist model approach, necessitating solely the measurement of biomass and volume, in addition to certain limitations on the reaction rate. The controller is designed as a partial state feedback mechanism with an adaptable gain. It utilizes a PI algorithm based on the notion of invariant control. The nonlinear integral action was devised to maintain the invariance of a target manifold as specified by the reference model dynamics. Subsequently, a proportional output error feedback component is integrated into the control law to expedite the convergence process. At the same time, PI/PID controllers are robust in controlling physical process parameters and variables where linearity is involved. However, the control action is impeded by introducing nonlinear dynamics, alterations in operating conditions, and disturbances. More advanced control strategies such as adaptive control, fuzzy control, model predictive control (MPC), and data-driven control could be employed to overcome these limitations for improved performance and robust control.
Fuzzy control
Fuzzy logic serves as the basis of fuzzy control, designed to address system uncertainties without the necessity of complex models. As fed-batch fermentations exhibit highly nonlinear behaviour, a rigorous approach is necessary to capture the system dynamics to control state variables. Nevertheless, fuzzy logic employs a fundamentally different approach than other model-based techniques as it requires no prior information regarding the process dynamics. Based on the current state of the process and the user’s experience with the process, the fuzzy logic rules are formulated to achieve the desired control objectives (Lee et al. 1999). The transformation of quantitative data into qualitative characteristics is the foundation of fuzzy control. The process of establishing the input–output relationship within a system using fuzzy logic involves a set of if–then rules and an interface mechanism. Initially, fuzzification transforms numerical input data into ‘membership functions’, which evaluates how these numerical values align with a fuzzy set (typically represented by a value between 0 and 1) (Seborg et al. 2016). Fuzzification [involves taking crisp (numerical) inputs from the real world and mapping them to fuzzy sets] and defining a range of potential values for each input variable, thereby establishing a comparison scale. Each variable is characterized using a fuzzy set, assigning it a degree of membership based on its conformity to this set. Fuzzy control relies on a series of fuzzy rules that articulate the system’s conditions (Fig. 3). These rules are derived from the operator’s experience with the process and are structured as conditional statements using terms like ‘if’ and ‘then.’ For instance, a rule might state: “If the substrate concentration (S) is deemed ‘High,’ then the substrate feed rate (F) should be ‘low’. In this scenario, the controller evaluates the substrate concentration as high and adjusts the substrate feed rate to a lower level. Since it operates based on linguistic rules rather than rigid mathematical systems, it becomes more adaptable to various processes or scales. Due to the greater flexibility and ease of operation, fuzzy controllers have been successfully employed in bioprocess applications, such as to control the fermenter temperature and the substrate concentration (Escalante-Sánchez et al. 2018; Fonseca et al. 2018). However, to control the challenging bioprocess state variable, i.e., the SGR, only a few reports of fuzzy logic being used to solve the control problem are available. The first application of fuzzy logic for SGR control was demonstrated on the Saccharomyces cerevisiae strain (Zhang et al. 1994). Fuzzy rules were based on values of DO, respiratory quotient values. The optimal SGR was maintained by regulating the substrate feed rate as mentioned in Eqs. (6) and (7).
where, \({F}_{in}^{*}\) is practical feed rate, \({F}_{in}\) is the ideal feed rate, and \(\alpha \) is the positive fuzzy factor.

Working principle of fuzzy logic controller
A feedforward-feedback control strategy with a five-layer fuzzy neural network (FNN) was implemented to control fed-batch fermentation of recombinant E. coli JM 103 harbouring plasmid pUR 2921. Variations in SGR and pH were used as inputs for FNN to calculate the glucose feeding rate (output). A four-fold increase in the relative activity of \(\beta \)-galactosidase was obtained by employing two FNNs (Ye et al. 1994). An optimized feeding rate of carbon substrate was achieved by implementing an FNN controller on yeast strain for fed-batch fermentation. The five-layer FNN controller included cell concentration, glucose concentration, and increment in cell concentration as the input data and optimized glucose feed rate as the output data. It is well established that values estimated from soft sensors are highly susceptible to deviations from the original value due to process-related disturbances. A robust control mechanism is necessary to counteract such deviations and achieve tight control over SGR. An adaptive fuzzy logic-based control algorithm coupled to a PI controller was implemented to control \(\mu \) on recombinant E. coli BL21 strain harbouring pBR322 plasmid (Butkus et al. 2020). Interestingly, the authors chose to couple the fuzzy logic with the PI controller, and the input variables were oxygen uptake rate (OUR) and weight of the culture broth (w), the output variables being PI controller parameters, controller gain \({K}_{C}\) and integration time constant\({ T}_{i}\). The fuzzy rules were created based on the heuristic knowledge as follows.
-
IF OUR/w is poor, THEN \({T}_{i}\) is big.
-
IF OUR/w is excellent, THEN \({T}_{i}\) is small.
-
IF OUR/w is poor, THEN \({K}_{C}\) is small.
-
IF OUR/w is excellent, THEN \({K}_{C}\) is big.
The developed controller demonstrated better stability over a wide setpoint range than the gain scheduling adaptive controller. Thus, in combination with any controller or observer, fuzzy logic proves to be a promising control strategy for tight control over various bioprocess state variables. Nevertheless, there are significant limitations linked with fuzzy logic systems. These limitations include imprecise parameter estimation due to improper fine-tuning of rules, a lack of adaptability for dynamic process states, alterations in process variables due to sensor failure, and inexperience of process operators. Consequently, it is challenging to have robust control over bioprocess state variables when a fed-fermentation undergoes any aforementioned problem.
Adaptive control
The application of a standard PID controller is effective in regulating process parameters like temperature, pH, and DO. However, for highly dynamic variables, the fixed tuning parameters of the PID controller \(({K}_{C}, {\tau }_{I}, {\tau }_{D})\) might not inherently provide the most appropriate control action. Effectively controlling a dynamic variable necessitates adjusting the PID controller’s tuning parameters based on the controlled variable’s response. Adaptive control strategies encompass nonlinear control algorithms that adjust the controller parameters automatically during the ongoing process (Fig. 4). These algorithms incorporate various strategies to modify specific control parameters to address the nonlinear dynamics and system uncertainties more effectively. Adaptive control is a valuable alternative in cases where the structure of kinetics and the precise kinetic parameters are inaccurately or imprecisely known. The controller types are segregated based on the parameter estimation and adaptation method. As fed-batch fermentations are associated with nonlinear dynamics and system uncertainties, the adaptive nature of various controller types makes them intriguing for the fed-batch fermentation process. Gain scheduling represents one approach within adaptive control. In this method, the controller tuning parameters are not fixed but adapted based on prior knowledge of the system, allowing it to accommodate and address changing dynamics. The pre-programmed tweaking can be executed based on data analysis from previous batches and examination of the controller’s response over time. Gain scheduling was used by Hisbullah and Ramachandran (2002), to manage the feed rate for a model baker’s yeast system. When the tuning was off, it also led to oscillatory behaviour at specific times. An enhancement to the traditional gain scheduling method involves the online adaptation of controller parameters utilizing available measurement data. Adaptation allows the controller to dynamically adjust to non-predictable system dynamics. The available measurement data is initially processed in certain scenarios to predict a particular system parameter or state of interest. Subsequently, this predicted parameter or state is integrated into an adaptation algorithm, further refining the controller’s parameters and improving its responsiveness to the system’s changing dynamics (Duan et al. 2006; Butkus et al. 2020). In the aforementioned adaptive control methods, the control law is iteratively adjusted either via a predetermined gain or through updates to the process model, where changes in the model directly impact the control law. However, an alternative approach involves defining the optimal control action required to regulate a process variable. The control action aims to reduce discrepancies between the ideal model and the process outputs. Known as model reference adaptive control (MRAC), this technique has been utilized to address the challenge of feed rate control (Oliveira et al. 2004). To cope with the dynamics, i.e., exponential increase in biomass concentration and working volume of culture broth for Bordetella pertussis in fed-batch fermentations, a stable MRAC was designed to control SGR. A key advantage of this design is that the only essential online measurement necessary is DO. The validity of the design was examined by performing the fed-batch cultivation of B. pertussis. The controller effectively maintained the SGR at the desired set point, consistently managing the increased demands for substrates and oxygen throughout an extended fed-batch cultivation duration (Soons et al. 2006). A comparative study focussed on designing two distinct adaptive control algorithms for regulating SGR in fed-batch biotechnological processes using E. coli for recombinant protein production. The results indicated that both the controllers, i.e., gain scheduling-based adaptive PI controller and model-free adaptive controller utilizing artificial neural networks (ANN), showed comparable control performance, which was particularly effective when employing the substrate limitation approach and manipulating substrate feeding rates (Butkus et al. 2020). Considering the efforts involved in controller design and tuning, especially in developing adaptation/learning algorithms, the model-free adaptive control algorithm emerged as more suitable for industrial applications, especially in scenarios with limited knowledge of the process and its mathematical model. The investigation revealed that the model-free adaptive controller displayed better control quality, particularly under low SGR conditions observed during the phase of recombinant protein production. Throughout the simulation runs, the average tracking error did not exceed 0.01 h−1, and the temporary overshoots caused by maximal disturbances stayed within the range of 0.025–0.11 h−1 (Galvanauskas et al. 2019b). Adaptive control is particularly well-suited for dynamic systems characterized by significant disturbances in control parameters. Unlike other control methods that reject disturbance variables, adaptive control inherently adjusts to accommodate disruptions in the control parameters (Landau et al. 2011). Consequently, this approach is highly relevant to fermentation systems with unpredictable system dynamics and erratic disturbances, as it possesses the inherent capability to adapt to these unforeseen changes and maintain effective control over the system. However, adaptive control is posed with system identification challenges to update control parameters based on observed process behaviour. Convergence of these control parameters can be difficult due to the nonlinearity of the processes and convergence issues can lead to oscillations and instability.

Block diagram of an adaptive control
Model Predictive Control (MPC)
Due to its capacity to manage intricate multivariate systems, MPC is a widely utilised control technique (Forbes et al. 2015). MPC involves assessing the variance between predicted and reference values of the controlled variable (SGR) to ascertain the appropriate course of control action. A robust predictive process model must be in place to simulate the fermentation process, foresee future timeframes, and predict current outputs and forthcoming system states. MPC relies on these predictions, considering an optimization process across the entire duration of fermentation. The optimization of a predefined cost function determines the most suitable control action at the current time, often in the form of corrections to the feed rate. The method enables the system to dynamically adjust the control actions in response to discrepancies between predicted and desired outcomes, offering a proactive and precise means of control in fermentation (Fig. 5). While utilizing MPC to regulate feed rates, selecting an appropriate optimization function holds pivotal importance. Two relevant approaches involve tracking a reference trajectory for either biomass or substrate concentrations throughout the cultivation process. These reference trajectories can be derived from various sources, including previously recorded data mathematical models. Employing standard sensors such as pH and DO and at-line measurements of biomass and glucose, Kuprijanov et al. (2013), adeptly manipulated the substrate feed rate through a facile integration of MPC within an industrial bioreactor system. This approach successfully demonstrated the MPC’s capability to adhere to a predetermined biomass growth profile. Aehle et al. (2012), utilized an MPC system to attain consistent batch-to-batch reproducibility in an animal cell culture, specifically targeting recombinant therapeutic protein production from CHO cells. The primary control objective was to regulate the SGR optimally by managing the oxygen mass consumed by cells through adjustments in the glutamine feed rate. A favourable assessment of the controller’s performance was reported, particularly highlighted by the high batch-to-batch reproducibility achieved in cultures operating under this control system. The outcome underscores the effectiveness of the MPC in ensuring consistent and reliable outcomes across multiple batches in the production process. A comparative analysis of two distinct model-based control (MBC) strategies for concurrently managing two individual substrate uptake rates via two substrate feeds within an E. coli fed-batch process was conducted by Ulonska et al. (2018), and the controllers evaluated were an elemental balance controller (EBC) and MPC based on a mechanistic model. Both controllers exhibited similar performance and demonstrated competence in fulfilling their designated tasks. But, for the specific application under investigation, the EBC was favoured due to its straightforward nature. However, the potential of the MPC lies in its predictive capabilities and adaptability to diverse objective functions. Consequently, the MPC was deemed more suitable when optimizing product-related objectives. In a Penicillium chrysogenum fed-batch process, a nonlinear Model Predictive Controller was implemented and contrasted with a PI(D) controller and an open-loop feedback control scheme referred to as MBC. The control actions were guided by state estimation and predictions derived from a kinetic model, adjusted to suit the specific control objectives. State estimations were facilitated through modifications, including the simplification of the hyphal compartmentalization and the incorporation of measurable OUR and CER (carbon dioxide evolution rate). Experimental validation revealed unstable behaviour in the PI(D) controller due to nonlinear process dynamics. In contrast, the MPC showed efficient avoidance of by-product formation, leading to enhanced substrate utilization and an overall productivity gain of 14% compared to the PI(D) and MBC approaches (Kager et al. 2020). MPC is a robust closed-loop control approach specifically designed for controlling nonlinear processes. It optimizes control actions over the entire process duration, not merely at the current time instant, and incorporates disturbance modelling as an integral part of the optimization problem. Although MPC is extensively used in various industries, transitioning to the bioprocess industry demands a notable leap. To facilitate its adaptation in the bioprocess domain, substantial effort is required to develop dependable and accurate process models. Moreover, the effectiveness of MPC is contingent upon the accuracy of the process model and its capability to manage unforeseen disturbances. Nonetheless, certain drawbacks of this method exist. One primary limitation is its reliance on robust process models, which may not always be readily available or completely accurate. Additionally, MPC tends to be computationally intensive, requiring significant computational resources, which can pose challenges in real-time implementation.

Block diagram of a model predictive control manipulating substrate feed rate
ANN-based control
Neural networks have the ability to deal with nonlinear systems and adaptively learn about process dynamics; hence, they are extensively used to solve various engineering problems (Abiodun et al. 2018). A complex nonlinear system can be described using an ANN, a data-driven method, without the use of explicit model equations (Fig. 6). Its applications are extensively increasing in bioprocess monitoring and control. Researchers have implemented different variants of neural networks for bioprocess monitoring and control purposes. An online state estimator was developed through a Radial Basis Function neural network. These estimates were used for the closed-loop control, resulting in minimum tracking error compared to the loop strategy (Rómoli et al. 2017). Multiphase Artificial Neural Networks have been designed to predict biomass concentration in various phases of fungal cultivation (Murugan and Natarajan 2019). Data availability is the major limitation associated with a data-driven modelling approach. A substantial amount of process data is necessary to train the networks and establish a relationship between the trained data and SGR. Biomass concentration is an offline measurement, and to generate a massive amount of data for this variable, some interpolation techniques were employed. Therefore, there is limited literature on SGR control using a data-driven approach. Regulated methanol feeding in P. pastoris maintained a constant, optimal SGR value to produce alpha 1- antitrypsin. A Multi-Layer Perception 3 neural network was developed to prevent time loss and controller divergence. Based on the weight matrices, the controller mitigated the error rate, which resulted in enhanced production of alpha 1- antitrypsin (Tavasoli et al. 2019). A Recurrent Neural Network (RNN) with a topology of 3:4:1 was used to estimate biomass concentration and SGR in real-time for producing HBsAg in P. pastoris. DO concentration, CER, and methanol concentration served as inputs for RNN. Constant SGR was maintained by combining the RNN with a PID controller, and methanol feeding was regulated accordingly (Table 1), resulting in higher productivity than conventional open loop control (Beiroti et al. 2019).

Block diagram for artificial neural network-based feedback control
ANNs and other data-driven approaches have been used for control applications since it has been demonstrated that they can accurately predict the behaviour of fermentation systems based on the recorded data. In situations when first principle-based models and empirical models could not be used to represent complex, nonlinear biological systems, data-driven-based control renders advantages in dealing with nonlinearity and adapting to the continuously evolving systems. However, the inability to read the resulting network to comprehend linkages between variables makes this method less advantageous than other control strategies. As a result, little process knowledge is gained. Additionally, it should be noted that the network is not scalable because it was only trained for one scale and operation of the process, and it must be retrained for other scales and operations. Nonetheless, the limitations of data-driven approaches in deciphering the resultant network structure to comprehend variable linkages pose a drawback.
Consequently, limited process knowledge is acquired, hindering a deeper understanding of the relationships between variables. Moreover, it is essential to highlight the scalability of the data-driven approach, which is a concern as they are primarily trained for a specific process scale and operational configuration. Retraining is necessary when transitioning to different scales or operations, making it less adaptable across diverse operational contexts (Peng et al. 2013; Cheng et al. 2023).
Soft sensors for SGR estimation and control strategies
The ability to adjust control actions based on deviations from the setpoint becomes feasible only when measurements/estimates of the controlled variable are readily available. Information obtained from offline and at-line measurements is often delayed for process control due to labour-intensive manual steps and is suspectable to various sources of error (Sommeregger et al. 2017). Soft sensors are an amalgamation of online measurements from process analysers and mathematical models employed to estimate difficult-to-measure variables. Soft sensors can be categorized into knowledge-driven and data-driven approaches. Knowledge-driven strategies are developed from fundamental principles detailing the relationships between process variables and quality attributes. However, the accuracy of these models relies heavily on the available process knowledge (e.g., first-principles understanding) (Mears et al. 2017a). In contrast, data-driven soft sensors use multivariate data analysis tools, such as principal component analysis or partial least squares, to derive models based on the available data (Glassey 2013). This review deals with soft sensors utilized for estimating SGR in real-time from various process analysers and their implementation to control SGR.
Soft sensor based on off-gas analysis for SGR estimation and control
Accurate estimates of SGR might be impeded when there is no reliable sensor or model to determine biomass concentration online. Additionally, when the biomass concentrations are low, the accuracy of SGR is hampered by oscillations due to instability in SGR estimator values. An alternative approach to estimate SGR is to use other directly measurable stoichiometric variables such as the substrate uptake rate, OUR, carbon dioxide evolution/production rate, and base consumption rate (Schuler and Marison 2012). OUR and CER measurements provide an accurate estimate of the cellular demands; as cells replicate more strongly, their OUR and CER increase (Sinner et al. 2021). Based on this, a simple closed-loop control for SGR was developed with CER as the input signal. The SGR estimator was modelled based on a linear relationship between CER and SGR, as represented in Eq. (8)
A predefined SGR profile corresponds to a unique OUR/CER profile. Thus, OUR/CER can be used as a controlled variable for indirect control of SGR. Utilizing this approach, the glutamine feed rate for CHO cell cultivation was manipulated according to a modified P control algorithm as represented in Eq. (9)
where, \({F}_{set}\) is the reference feed rate, i.e., the glutamine feed rate for the undisturbed process, and E is the error term. Compared to the primary P controller, which solely relies on the error to determine the control action, an adaptation to the process dynamics was considered by incorporating the desired glutamine feed rate. A more comprehensive approach for accounting for the fluctuations and modifications within the system allowed for a refined control where the viability of CHO cells never dropped below 93% when SGR was maintained at 0.02 h−1 (Aehle et al. 2011b). With minimalistic mathematical modelling and no prior knowledge of the microbial system, an accurate SGR control system was proposed (Levisauskas 2001). The substrate feeding rate was manipulated to control OUR during the cultivation process so that the OUR-based ratio \(R\) (Eq. (10)) was stabilized at the desired SGR setpoint; then, the SGR will asymptotically approach the setpoint.
A PI controller was implemented to control R, and the controller gain was adapted to the time-varying dynamics using a gain scheduling approach with the feeding rate as a scheduling variable. The dependence of different control algorithms on the accuracy of biomass growth models for the online estimation and control of SGR in fed-batch fermentations can sometimes introduce challenges due to discrepancies between the plant and process models. To overcome this issue, soft sensors that do not rely on a specific biomass model can be employed. A soft sensor was developed for the real-time estimation of SGR. This soft sensor utilized online measurement data of OUR dynamics. By considering the dynamics of oxygen consumption and a tuning parameter ((β)⁄(α)) specific to the microbial strain, the study achieved the real-time estimation of SGR without the necessity of a biomass growth model (Survyla et al. 2021).
The results from the SGR control study reported (Soons et al. 2006) have demonstrated that a conventional control system utilizing Proportional-Integral (PI) controllers can effectively achieve acceptable control quality. However, applying gain-scheduling algorithms, as discussed in the adaptive control section, and using the CER signal as a scheduling variable offers a more flexible approach to adapting controller parameters to the time-varying dynamics of the controlled process, resulting in improved control quality. It’s worth noting that a well-established method involves implementing a Luedeking-Piret type correlation between CER and biomass growth rate, which has been shown to provide more accurate results.
Another option for real-time SGR estimation involves using OUR data (Table 2). Nevertheless, when additional oxygen is introduced into the aeration air to maintain critical DO levels at higher cell densities, the accuracy of OUR data can be compromised due to variations in off-gas composition, pressure, and gas flow rate. As a result, it is advisable to employ CER data in SGR estimation relationships, particularly when controlling high-density cultivation processes.
SGR control based on DO concentration
Achieving high volumetric productivity hinges on optimizing the feed rate, requiring a delicate balance to maximize SGR while preventing oxidative capacity saturation or other limiting phases in respiratory metabolism. A notable challenge lies in managing the oxygen demand, which is crucial for sustaining microorganism exponential growth at the desired SGR. This demand can surpass the fermenter system’s oxygen transfer capacity at elevated biomass concentrations, hindering continued growth and productivity. The “probing control” approach circumvents these challenges by assessing the system’s response to feed rate variations. DO saturation in the fermentation broth is a crucial response variable, directly correlating with overflow metabolism and oxygen consumption. Utilizing reliable probes for regular and precise DO measurements offers a practical and effective means of controlling the feed rate in fermentation processes. Henes and Sonnleitner (2007) applied the probing control approach to industrially relevant microorganisms, including S. cerevisiae, P. pastoris, and E. coli. The method involved initially feeding the limiting substrate at an exponential rate. Once system stability was achieved, feeding was halted or reduced to observe the DO signal response. In the absence of overfeeding, the DO signal rose due to substrate limitation, and upon reinitiating feeding, the signal rapidly declined. DO levels, feed rate perturbation, and perturbation duration influenced the peak size. This approach offers simple and susceptible detection of under and over-feeding, as even a slight accumulation of overflow metabolites/substrate yields a significantly smaller signal. The probing control approach typically results in a piecewise linear feed rate trend. A final biomass of 118 g/L was achieved with P. pastoris, 93 g/L for E. coli, and 85 g/L for S. cerevisiae. To address the limitations of a linear feed rate trend, alternative strategy that utilizes different analysis methods of response to external perturbations was devised. In this method, the frequency spectrum of the DO signal was calculated, and the power spectral density for frequencies close to that of the externally applied disturbances was employed to derive the control variable. The afore-cited method enabled the continuous tracking of optimal feed rate, effectively overcoming the inherent risks of probing control. The developed method was implemented on a pilot scale fermenter to produce amylase using a model strain of Bacillus licheniformis. The limiting substrate was fed into the fermenter based on the control law with a gain scheduler, as presented in Eqs. (11) and (12).
where, \({F}_{k}\) is the feed rate at the current sampling point k, \({T}_{i}\) is the integral time constant, \(h\) is the sampling rate, \(K\) is the gain constant. Overflow metabolism was successfully curtailed with this methodology, and an increment of 24% in biomass concentration was attained compared to the standard controller (Johnsson et al. 2013). The probing control approach offered by the DO signal provides the most accessible methodology for controlling SGR, as there is no additional requirement for costly online sensors and mathematical models. However, in the case of high cell density cultivation, where oxygen limitation is quite common, the DO signal will be subjected to many perturbations. It may interact with the SGR control loop, leading to the substrate being fed erroneously.
Soft sensor based on dielectric spectroscopy for SGR estimation and control
In the context of estimating biomass concentration in real-time, spectroscopy-based monitoring, including fluorescence probes and dielectric spectroscopy, was widely employed over a class of microbial systems (Haack et al. 2007; Ödman et al. 2009; Ehgartner et al. 2017). However, there were limitations found with fluorescence probes when used in cultures complex media. The changes in the composition of the medium influenced the fluorescence, rendering these probes less effective in such circumstances (Nielsen et al. 1996). Dielectric spectroscopy emerged as a better alternative because it could measure only viable cell concentration.
The principle for biomass measurement via dielectric spectroscopy is based on the function of cells as capacitors. When an electric field is introduced to a cell suspension, charge separation or polarization transpires at the cell poles. Polarization happens due to the movement of intracellular ions along the electric field, hindered by the low conductivity of the plasma membrane, which serves as an insulating barrier. Consequently, ions from the cytoplasm and culture medium migrate toward the electrode with the opposite charge. The measured signal is a function of the volume fraction of the cells. Only cells with an intact membrane potential are recorded with dielectric spectroscopy. Hence, the method is insensitive to dead cells and only measures viable biomass (Dabros et al. 2010; Justice et al. 2011; Moore et al. 2019). Controlling the SGR in filamentous cultures is particularly challenging due to the relatively low growth rate levels compared to organisms like E. coli. The low SGRs create difficulties in controlling and assessing the control strategy, primarily because of the lower signal-to-noise ratio (Wechselberger et al. 2013). Additionally, fluctuations in biomass yields throughout the production process have emerged as a significant concern in SGR control. To mitigate potential error propagation in calculating the SGR, the control strategy prioritizes tracking biomass trends instead of the SGR directly. The cell growth rate was estimated by linearizing the growth rate equation for an exponential phase which is shown in Eq. (13)
where, \({C}_{X}\) is the current biomass concentration, \({V}_{t}\) is the culture volume at current \(t\). Due to the fed-batch dynamics, changes in culture volume are accounted for. The controlled variable was incorporated into a suitable control algorithm based on estimates derived from the dielectric signal. The designed control strategy was intended to be adaptable during both the growth and decline phases of the process, enabling automatic adjustments to changing biomass yields. It utilized a feedforward-feedback scheme where the error term was integrated into the exponential segment of the feed rate equation (Table 1). This approach significantly improved controller performance by reducing high-frequency oscillations in both the controlled and manipulated variables (Dabros et al. 2010; Katla et al. 2019). A decline in the SGR arising from factors such as nutrient depletion, accumulation of toxins, or other physiological and chemical stresses could significantly impact cellular energy production. Which, in turn, may affect the quantity and quality of monoclonal antibodies. In the context of mAb production, the improper execution of PTMs might become more frequent when SGR is not effectively regulated. Real-time estimation of SGR through online monitoring of biomass growth has proven invaluable and applied to the cultivation of recombinant immunoglobulin G on CHO cells, allowing for the avoidance of nutrient starvation. By renewing the medium based on the online estimation of SGR, a consistent value of SGR was maintained throughout the entire cultivation process (Li et al. 2019).
Soft sensor based on metabolic heat rate production for SGR estimation and control
Microbial growth is facilitated by the breakdown of high-energy nutrients into lower-energy components via catabolism. The energy derived from the catabolism drives the replication of cells through an anabolic process, and the excess energy from the catabolism process is exported as entropy from the cell membrane. According to the second law of thermodynamics, the cell growth process is spontaneous, and cellular proliferation is fostered by the dissipation of Gibb’s energy to sustain the metabolism (Von Stockar et al. 2006). The quantification of net metabolic heat dissipation is effectively measured through a biocalorimeter (Landau 1996). The interplay between Gibb’s energy dissipation and microbial growth has been successfully investigated, elucidating fundamental principles governing metabolic regulation and cellular proliferation (Maskow et al. 2010). Utilizing Gibb’s energy dissipation concept, multiple frameworks have been established to analyse various types of microbial metabolism, enabling real-time monitoring of diverse bioprocess systems. In the context of industrial-scale fermenters, their low surface-to-volume ratio leads to substantial metabolic heat generation, rendering it a crucial online signal for monitoring and controlling various bioprocess systems (Maskow and Harms 2006). Catabolite repression is quite notably significant in industrially important strains like S. cerevisiae. Consequently, the principal objective of any fed-batch fermentation involving this yeast is to mitigate excessive ethanol production. The calorimetric signal was used as an input parameter to regulate glucose feeding and avoid catabolite repression. The feedback mechanism to the controller was based on the decrement of heat signal (glucose exhaustion), and implementing controlled feeding of glucose resulted in a 10% higher biomass yield than that achieved in batch fermentation (Larsson et al. 1991). A significant hindrance for a lab-scale reaction calorimeter (RC1 Mettler-Toledo) is the inability to measure very low heat production rates (< 10 mW/L). Addressing this constraint, the calorimeter was modified and rendered it suitable for biological applications. Using the modified calorimeter (bio-RC1) fed-batch cultures of Bacillus sphaericus 1593 M was performed to produce parasporal insecticidal crystal proteins. The process heat flow \(({q}_{P})\) was used to calculate the substrate consumption rate and a correlation was developed to regulate the substrate feed rate based on process heat evolved during the fed-batch cultivation (Voisard et al. 2002). Biener et al. (2010), utilized process heat flow to estimate SGR in real-time, as presented in Eq. (14), for cultivating a recombinant E. coli K12 TB1 strain bearing the plasmid pGLO.
The estimated SGR values were integrated into a feedforward-feedback PI controller for regulated feeding. Only the feedforward component was engaged in the initial hour of fed-batch fermentation, allowing the system to stabilize. Subsequently, both controller components were activated to maintain the SGR at 0.2 h−1. The applied control strategy produced a notably high biomass concentration, reaching 120 g/L. A similar control strategy has been applied to S. cerevisiae, and the SGR was maintained below the critical value to prevent the formation of ethanol due to the Crabtree effect. With this calorimetric-based control strategy, high biomass concentrations of 110 g/L were obtained consistently in a 30L lab-scale biocalorimeter (Biener et al. 2012). The SGR estimator used in the previously cited literature works well for microbial systems when the metabolic heat rate production is lower (< 10 W/L). However, an alternate SGR estimator becomes essential for successful control applications when dealing with microbial systems that exhibit higher heat production. Schuler and Marison (2012), introduced an SGR estimator that considers the cumulative heat generated during the fermentation as represented in Eq. (15).
where, \({Y}_{{\text{Q}}/{\text{X}}}\), biomass heat yield coefficient (kJ/g) and \({Q}_{{\text{t}}}\), cumulative heat at that time instant (kJ/L) and \({Q}_{0}\) is cumulative heat at the end of the batch phase. The developed estimator was tested on three different Crabtree-negative yeast strains Candida utilis, Kluyveromyces marxianus, and P. pastoris. A simple PI feedback strategy, where the SGR estimated as presented in Eq. (15) and the error term of the controller were looped into the exponential term of the feed rate equation as shown in Eq. (16).
The implemented PI controller demonstrated higher stability, yielding reduced controller errors across all designated setpoints when compared to the feedforward controller. The average tracking error did not exceed 0.08 h−1, indicating the PI controller’s effectiveness. The issue of noisy signals stemming from the SGR estimator, influenced by online estimations based on hardware sensor inputs and mathematical models, was addressed by applying digital signal filtering methods. Paulsson et al. (2014), applied filters such as moving average and Savitzky-Golay to process the raw signal emanating from the SGR estimator. The refined signal was then integrated into the PI controller to regulate glucose feed in the fed-batch phase on recombinant E. coli HMS 174(DE3) strain producing green fluorescence protein (GFP). Utilizing a stable input signal resulted in the satisfactory performance of the PI controller in the fed-batch phase, which resulted in 12 g/L of GFP. A novel predictive process control strategy employing calorespirometry, which involves simultaneous measurements of heat and CO2 evolution rates, was developed to optimize methanol feeding for the production of biopolymer polyhydroxy butyrate on methylotrophic bacterium Methlyobacterium extorquens. This innovative methodology allowed methanol concentration to be maintained below the critical limit, and the fed-batch fermentation was carried out at higher growth rates (0.2 h−1), producing 6.5 g/L of polyhydroxy butyrate. Moreover, the calorespirometry control strategy also facilitated detection of shifts in microbial metabolism (Rohde et al. 2016). The heat signal emanating from the biocalorimeter is the resultant of substrate consumption by the cells and SGR is estimated from this signal by applying derivative over heat signal. However, the derivative term is prone to noise and ultimately provides noisy estimates if data is not pre-treated. To avoid data pre-treatment steps and to capture the entire dynamics of the fermentation Kottelat et al. (2021), designed a novel control strategy based directly on heat signal. The study involved modelling time trajectories of the heat signal setpoint corresponding to different SGRs. The controller was programmed to track this dynamic setpoint during aerobic cultivations of S. cerevisiae. Reliable SGR control was achieved within the range of 0.075–0.2 h−1 and the average root mean square errors were observed to be 15 ± 3%, demonstrating the accuracy and reliability of this novel control strategy. High molecular weight hyaluronic acid production requires a tight control of SGR in a very narrow range. A PID feedback controller with metabolic heat rate as an input signal was employed to produce hyaluronic acid in Streptococcus zooepidemicus. The developed feedback strategy successfully established a robust control system capable of maintaining SGR in close proximity to the setpoint with minimal tracking error. Using an exponential feed rate, executed at the lower SGR value (0.05 h−1), enhanced hyaluronic acid’s molecular weight at 2.98 MDa. Moreover, calorimetric signal-based SGR control by PID controller mitigated adverse effects resulting from the secretion of other end products while consistently maintaining regular metabolic activities (Mohan et al. 2022). Therapeutic protein production via microbial fermentation poses many advantages, yet CPPs must be tightly controlled within a narrow operating range to ensure consistent product quality. An adaptive PID control was implemented for human interferon α2b production in glycoengineered P. pastoris to address this need. Metabolic heat rate signal was utilized as input signal for SGR estimation and gain scheduling of controller tuning parameters ensured that SGR was in the proximity of the desired setpoint values for longer duration (> 20 h) with a deficient average tracking error (Allampalli et al. 2022).
Discussion
The industrial paradigm is progressively embracing the QbD approach, aimed at integrating quality into the product from its inception. Accomplishing this necessitates incorporating advanced bioprocess modelling and control, a task achievable only by applying sophisticated process engineering tools. Such tools encompass advanced methodologies like comprehensive data analysis and intricate process modelling. These tools are pivotal in providing a deeper understanding of bioprocesses and fostering the development of strategies to achieve consistent and optimal product quality. Monitoring and controlling SGR within a fed-batch fermentation process is a significant focal point for process optimization. Such a CPP significantly impacts metabolic rates and influences the volume dynamics within the system. When an inhibitory substance, such as organic acids, reaches a certain threshold concentration, it can suppress the growth of cells and cause a decline in the SGR. By continuously monitoring the SGR and notifying the user when there is a significant drop from the desired set point value, an alarm can be triggered to halt the addition of substrate and initiate in-situ product recovery methods, such as membrane filtration with cell recycle. The area of interest here is an intriguing subject for review, considering that the control of SGR is aided by manipulating substrate feed rate. This versatile variable can be employed to achieve multiple objectives in bioprocessing scenarios. A comparative analysis (Table 3) is provided, evaluating the advantages of different methods against their implementation prerequisites, which aims to facilitate decision-making processes during the formulation of control strategies. While the list (Table 3) provided might not encompass all available options, it seeks to aid decision-making by considering the existing competencies regarding accessible process models or historical data. Each control strategy outlined in the discussion is categorized based on its fundamental underpinning: historical data, a process model, or user experience (Table 3). It is important to note that while all control strategies require a certain level of process experience to establish objectives and the methodology, the categorization of various control strategies based on their features intends to highlight the primary requirement for each controller type. Notably, probing control and fuzzy control stand out as valuable options, as they don’t necessitate a fully developed model or an extensive historical data set for their development, proving adept at managing unpredictable process dynamics and disturbances. Conversely, MPC becomes highly desirable if a robust process model is available, as it embodies various benefits noted in the analysis. Leveraging a process model is highly advantageous, particularly in developing a flexible control strategy that can evolve alongside the model’s development. Adaptive control and MPC are well-suited for this purpose. Such an approach not only fosters flexibility but also aids in identifying areas with inadequate process comprehension, consolidating process knowledge effectively (Table 3). MPC offers a comprehensive suite of benefits and provides complete autonomy in selecting the objective function for the controller. For broader adoption of model-based methods in industrial settings, focusing on continuous process model refinement and uncertainty analysis is imperative. Ongoing effort is crucial to ensure the availability of robust and applicable models suitable for addressing control challenges in industrial biological processes. Nevertheless, implementing these advanced tools in cultivation processes poses challenges primarily due to the scarcity of experimental data for constructing accurate models. Additionally, the inherent uncertainties linked to the dynamics of bioprocesses contribute to this challenge. The absence of dependable and cost-effective online sensors capable of monitoring crucial process variables further compounds the difficulty in leveraging these advanced tools for comprehensive process understanding and effective control.
Current challenges and future perspectives
Despite various control strategies, no universally applicable perfect approach exists due to the diverse nature of bioprocesses. Thus, selecting an appropriate control method tailored to the specific application is vital for optimal results. Integrating advanced control systems in industrial fed-batch fermentation poses challenges, with most large-scale bioreactors currently employing primary control of process parameters such as temperature, pH, and DO. This stems from historically lower quality control demands, high costs associated with advanced systems, and limited industry acceptance. While literature showcases sophisticated strategies, practical implementation is hindered by the need for frequent readjustments, model identification, and maintenance tasks. Outsourcing such tasks incurs additional expenses and potential production delays. Addressing these challenges is essential for the widespread adoption of advanced control systems in industrial bioprocessing. Authors opine that securing the support of regulators and aligning their stance and direction on topics such as model validation models and model-based decision-making is of paramount importance. It will significantly influence the trajectory and pace at which the bioprocess industry adopts and applies these methodologies. Relatively simple control algorithms must be implemented to control SGR in microbial and mammalian cell cultivations at an industrial scale. It is recommended that OUR/CER signals be used in control algorithms because of their lower estimation errors. Most industrial bioreactors are equipped with gas analysers and mass flow controllers. To address the potential instability arising from SGR estimators based on OUR/CER as an input signal, the control of SGR might commence with an open-loop control for some hours, followed by applying a feedforward-feedback control strategy. Furthermore, as previously discussed in the biocalorimeter section, it is proposed that any bioreactor can be modified into a fermentation calorimeter by adding a few high-sensitive temperature probes. Consequently, the microbial heat generated could be used as an input signal for SGR estimation and control.
Industry 4.0 is spurred by the emergence of artificial intelligence and various other digitalization (machine learning) techniques. The digitalization of bioprocesses is fostered by enabling real-time measurement, monitoring, modelling, and control of multiple CPPs with the aid of big data emerging from the industries. Data-driven models, which rely on the data derived from diverse sources such as omics data, state variables obtained from various online sensors, and information curated from public databases, are leveraged to construct models that encapsulate the input–output relationships. The utilization of big data from a multitude of sources allows data-driven models to discern patterns and correlations that may elude conventional, time-consuming, and labour-intensive analytical approaches. Grounded in empirical observations and historical data, these models enable operators to make informed decisions and adjustments to enhance large-scale fermentation operations’ efficiency and overall performance. The application of these models in industrial fermentation underscores their capacity to translate data-rich information into actionable strategies, thereby contributing to automation and precision biomanufacturing.
Conclusion
Robust control of SGR in fed-batch bioprocesses is crucial for optimizing overall productivity. While various control strategies exist, there is no universal solution, emphasizing the need for tailored approaches. Despite sophisticated control systems demonstrated in simulations, industrial adoption remains limited due to cost and managerial hesitancy. Simple soft-sensor-based control algorithms using OUR/CER signals are recommended for SGR control at an industrial scale, as industrial gas analysers are embedded with gas pressure compensators, ensuring good accuracy and precision of the measurements. Metabolic heat rate-based input signal for SGR control is another potential soft-sensor-based control at the industrial scale since the existing bioreactors do not require any modifications apart from installing highly sensitive temperature probes, which could track the temperature differences accurately.
Data Availability
No datasets were generated or analysed during the current study.
References
Abiodun OI, Jantan A, Omolara AE et al (2018) State-of-the-art in artificial neural network applications: a survey. Heliyon 4:e00938. https://doi.org/10.1016/j.heliyon.2018.e00938
Aehle M, Bork K, Schaepe S et al (2012) Increasing batch-to-batch reproducibility of CHO-cell cultures using a model predictive control approach. Cytotechnology 64:623–634
Aehle M, Kuprijanov A, Schaepe S et al (2011a) Increasing batch-to-batch reproducibility of CHO cultures by robust open-loop control. Cytotechnology 63:41–47. https://doi.org/10.1007/s10616-010-9320-y
Aehle M, Schaepe S, Kuprijanov A et al (2011b) Simple and efficient control of CHO cell cultures. J Biotechnol 153:56–61. https://doi.org/10.1016/j.jbiotec.2011.03.006
Allampalli P, Rathinavelu S, Mohan N, Sivaprakasam S (2022) Deployment of metabolic heat rate based soft sensor for estimation and control of specific growth rate in glycoengineered Pichia pastoris for human interferon alpha 2b production. J Biotechnol 359:194–206. https://doi.org/10.1016/j.jbiotec.2022.10.006
Beiroti A, Hosseini SN, Aghasadeghi MR, Norouzian D (2019) Comparative study of μ -stat methanol feeding control in fed-batch fermentation of Pichia pastoris producing HBsAg: an open-loop control versus recurrent artificial neural network-based feedback control. J Chem Technol Biotechnol 94:3924–3931. https://doi.org/10.1002/jctb.6192
Biener R, Steinkämper A, Hofmann J (2010) Calorimetric control for high cell density cultivation of a recombinant Escherichia coli strain. J Biotechnol 146:45–53. https://doi.org/10.1016/j.jbiotec.2010.01.004
Biener R, Steinkämper A, Horn T (2012) Calorimetric control of the specific growth rate during fed-batch cultures of Saccharomyces cerevisiae. J Biotechnol 160:195–201. https://doi.org/10.1016/j.jbiotec.2012.03.006
Butkus M, Repšytė J, Galvanauskas V (2020) Fuzzy logic-based adaptive control of specific growth rate in fed-batch biotechnological processes. A simulation study. Appl Sci 10:6818. https://doi.org/10.3390/app10196818
Cheng Y, Bi X, Xu Y et al (2023) Artificial intelligence technologies in bioprocess: opportunities and challenges. Biores Technol 369:128451. https://doi.org/10.1016/j.biortech.2022.128451
Chenikher S, Guez JS, Coutte F et al (2010) Control of the specific growth rate of Bacillus subtilis for the production of biosurfactant lipopeptides in bioreactors with foam overflow. Process Biochem 45:1800–1807. https://doi.org/10.1016/j.procbio.2010.06.001
Dabros M, Schuler MM, Marison IW (2010) Simple control of specific growth rate in biotechnological fed-batch processes based on enhanced online measurements of biomass. Bioprocess Biosyst Eng 33:1109–1118. https://doi.org/10.1007/s00449-010-0438-2
De Battista H, Picó J, Picó-Marco E (2012) Nonlinear PI control of fed-batch processes for growth rate regulation. J Process Control 22:789–797. https://doi.org/10.1016/j.jprocont.2012.02.011
De Battista H, Picó J, Picó-Marco E, Mazzone V (2007) Adaptive sliding mode control of fed-batch processes using specific growth rate estimation feedback. IFAC Proc Vol 40:127–132. https://doi.org/10.3182/20070604-3-MX-2914.00023
Duan S, Shi Z, Feng H et al (2006) An on-line adaptive control based on DO/pH measurements and ANN pattern recognition model for fed-batch cultivation. Biochem Eng J 30:88–96. https://doi.org/10.1016/j.bej.2006.02.007
Ehgartner D, Hartmann T, Heinzl S et al (2017) Controlling the specific growth rate via biomass trend regulation in filamentous fungi bioprocesses. Chem Eng Sci 172:32–41. https://doi.org/10.1016/j.ces.2017.06.020
Escalante-Sánchez A, Barrera-Cortés J, Poggi-Varaldo HM et al (2018) A soft sensor based on online biomass measurements for the glucose estimation and control of fed-batch cultures of Bacillus thuringiensis. Bioprocess Biosyst Eng 41:1471–1484. https://doi.org/10.1007/s00449-018-1975-3
Fonseca RR, Franco IC, Da Silva FV. Bioreactor temperature control using a generic fuzzy feedforward control system. In: 15th IASTED international conference intelligent systems and control (ISC 2016)
Fonseca RR, Sencio RR, Franco IC, Da Silva FV (2018) An adaptive fuzzy feedforward-feedback control system applied to a saccharification process. Chem Prod Process Model. https://doi.org/10.1515/cppm-2018-0014
Forbes MG, Patwardhan RS, Hamadah H, Gopaluni RB (2015) Model predictive control in industry: challenges and opportunities. IFAC-PapersOnLine 48:531–538. https://doi.org/10.1016/j.ifacol.2015.09.022
Galvanauskas V, Simutis R, Levišauskas D, Urniežius R (2019a) Practical solutions for specific growth rate control systems in industrial bioreactors. Processes 7:693. https://doi.org/10.3390/pr7100693
Galvanauskas V, Simutis R, Vaitkus V (2019b) Adaptive control of biomass specific growth rate in fed-batch biotechnological processes. A comparative study. Processes 7:810. https://doi.org/10.3390/pr7110810
Gautam A, Sahai V, Mishra S (2021) Development of a dual specific growth rate-based fed-batch process for production of recombinant human granulocyte colony-stimulating factor in Pichia pastoris. Bioprocess Biosyst Eng 44:103–112. https://doi.org/10.1007/s00449-020-02427-0
Glassey J (2013) Multivariate data analysis for advancing the interpretation of bioprocess measurement and monitoring data: measurement, monitoring, modelling and control of bioprocesses. Adv Biochem Eng Biotechnol 132:167–191
Gnoth S, Jenzsch M, Simutis R, Lübbert A (2008) Control of cultivation processes for recombinant protein production: a review. Bioprocess Biosyst Eng 31:21–39. https://doi.org/10.1007/s00449-007-0163-7
Haack MB, Lantz AE, Mortensen PP, Olsson L (2007) Chemometric analysis of in-line multi-wavelength fluorescence measurements obtained during cultivations with a lipase producing Aspergillus oryzae strain. Biotechnol Bioeng 96:904–913. https://doi.org/10.1002/bit.21170
Habegger L, Rodrigues Crespo K, Dabros M (2018) Preventing overflow metabolism in crabtree-positive microorganisms through on-line monitoring and control of fed-batch fermentations. Fermentation 4:79. https://doi.org/10.3390/fermentation4030079
Henes B, Sonnleitner B (2007) Controlled fed-batch by tracking the maximal culture capacity. J Biotechnol 132:118–126. https://doi.org/10.1016/j.jbiotec.2007.04.021
Hisbullah MH, Ramachandran K (2002) Comparative evaluation of various control schemes for fed-batch fermentation. Bioprocess Biosyst Eng 24:309–318. https://doi.org/10.1007/s00449-001-0272-7
Hu R, Cui R, Xu Q et al (2022) Controlling specific growth rate for recombinant protein production by Pichia pastoris under oxidation stress in fed-batch fermentation. Appl Biochem Biotechnol 194:6179–6193. https://doi.org/10.1007/s12010-022-04022-3
Ibáñez F, Saa PA, Bárzaga L et al (2021) Robust control of fed-batch high-cell density cultures: a simulation-based assessment. Comput Chem Eng 155:107545. https://doi.org/10.1016/j.compchemeng.2021.107545
Jacobs PP, Inan M, Festjens N et al (2010) Fed-batch fermentation of GM-CSF-producing glycoengineered Pichia pastoris under controlled specific growth rate. Microb Cell Fact 9:93. https://doi.org/10.1186/1475-2859-9-93
Jae-Ho L, Choi Y-H, Kang S-K et al (1989) Production of human leukocyte interferon in Escherichia coli by control of growth rate in fed-batch fermentation. Biotech Lett 11:695–698
Jenzsch M, Gnoth S, Beck M et al (2006a) Open-loop control of the biomass concentration within the growth phase of recombinant protein production processes. J Biotechnol 127:84–94. https://doi.org/10.1016/j.jbiotec.2006.06.004
Jenzsch M, Gnoth S, Kleinschmidt M et al (2006b) Improving the batch-to-batch reproducibility in microbial cultures during recombinant protein production by guiding the process along a predefined total biomass profile. Bioprocess Biosyst Eng 29:315–321. https://doi.org/10.1007/s00449-006-0080-1
Jenzsch M, Simutis R, Luebbert A (2006c) Generic model control of the specific growth rate in recombinant Escherichia coli cultivations. J Biotechnol 122:483–493
Jia L, Rao S, Li H et al (2022) Enhancing HSA-GCSFm fusion protein production by Pichia pastoris with an on-line model-based exponential and DO-stat control modes. Biochem Eng J 177:108262. https://doi.org/10.1016/j.bej.2021.108262
Johnsson O, Andersson J, Lidén G et al (2013) Feed rate control in fed-batch fermentations based on frequency content analysis. Biotechnol Prog 29:817–824. https://doi.org/10.1002/btpr.1727
Justice C, Brix A, Freimark D et al (2011) Process control in cell culture technology using dielectric spectroscopy. Biotechnol Adv 29:391–401. https://doi.org/10.1016/j.biotechadv.2011.03.002
Kager J, Tuveri A, Ulonska S et al (2020) Experimental verification and comparison of model predictive, PID and model inversion control in a Penicillium chrysogenum fed-batch process. Process Biochem 90:1–11. https://doi.org/10.1016/j.procbio.2019.11.023
Katla S, Mohan N, Pavan SS et al (2019) Control of specific growth rate for the enhanced production of human interferon α2b in glycoengineered Pichia pastoris : process analytical technology guided approach. J of Chemical Tech Biotech 94:3111–3123. https://doi.org/10.1002/jctb.6118
Kottelat J, Freeland B, Dabros M (2021) Novel strategy for the calorimetry-based control of fed-batch cultivations of Saccharomyces cerevisiae. Processes 9:723. https://doi.org/10.3390/pr9040723
Kuprijanov A, Schaepe S, Simutis R, Lübbert A (2013) Model predictive control made accessible to professional automation systems in fermentation technology. Biosyst Inf Technol 2:26–31
Landau ID, Lozano R, M’Saad M, Karimi A (2011) Adaptive control: algorithms, analysis and applications. Springer London, London
Landau RN (1996) Expanding the role of reaction calorimetry. Thermochim Acta 289:101–126. https://doi.org/10.1016/S0040-6031(96)03081-X
Larsson C, Lidn G, Niklasson C, Gustafsson L (1991) Calorimetric control of fed-batch cultures of Saccharomyces cerevisiae. Bioprocess Eng 7:151–155. https://doi.org/10.1007/BF00387410
Lee J, Lee SY, Park S, Middelberg APJ (1999) Control of fed-batch fermentations. Biotechnol Adv 17:29–48. https://doi.org/10.1016/S0734-9750(98)00015-9
Levisauskas D (2001) Inferential control of the specific growth rate in fed-batch cultivation processes. Biotech Lett 23:1189–1195. https://doi.org/10.1023/A:1010528915228
Li M, Ebel B, Blanchard F et al (2019) Control of IgG glycosylation by in situ and real-time estimation of specific growth rate of CHO cells cultured in bioreactor. Biotechnol Bioeng 116:985–993. https://doi.org/10.1002/bit.26914
Liu W, Xiang H, Zhang T et al (2020) Development of a new high-cell density fermentation strategy for enhanced production of a fungus β-glucosidase in Pichia pastoris. Front Microbiol 11:1988. https://doi.org/10.3389/fmicb.2020.01988
Mahmoodi M, Nassireslami E (2022) Control algorithms and strategies of feeding for fed-batch fermentation of Escherichia coli : a review of 40 years of experience. Prep Biochem Biotechnol 52:823–834. https://doi.org/10.1080/10826068.2021.1998112
Mandenius C-F (2004) Recent developments in the monitoring, modeling and control of biological production systems. Bioprocess Biosyst Eng 26:347–351
Maskow T, Harms H (2006) Real time insights into bioprocesses using calorimetry: state of the art and potential. Eng Life Sci 6:266–277. https://doi.org/10.1002/elsc.200520123
Maskow T, Kemp R, Buchholz F et al (2010) What heat is telling us about microbial conversions in nature and technology: from chip- to megacalorimetry. Microb Biotechnol 3:269–284. https://doi.org/10.1111/j.1751-7915.2009.00121.x
Mears L, Stocks SM, Albaek MO et al (2017a) Mechanistic fermentation models for process design, monitoring, and control. Trends Biotechnol 35:914–924. https://doi.org/10.1016/j.tibtech.2017.07.002
Mears L, Stocks SM, Sin G, Gernaey KV (2017b) A review of control strategies for manipulating the feed rate in fed-batch fermentation processes. J Biotechnol 245:34–46. https://doi.org/10.1016/j.jbiotec.2017.01.008
Mitra S, Murthy GS (2022) Bioreactor control systems in the biopharmaceutical industry: a critical perspective. Syst Microbiol Biomanuf 2:91–112. https://doi.org/10.1007/s43393-021-00048-6
Mohan N, Pavan SS, Jayakumar A et al (2022) Real-time metabolic heat-based specific growth rate soft sensor for monitoring and control of high molecular weight hyaluronic acid production by Streptococcus zooepidemicus. Appl Microbiol Biotechnol 106:1079–1095. https://doi.org/10.1007/s00253-022-11760-1
Mondal PP, Galodha A, Verma VK et al (2023) Review on machine learning-based bioprocess optimization, monitoring, and control systems. Biores Technol 370:128523. https://doi.org/10.1016/j.biortech.2022.128523
Moore B, Sanford R, Zhang A (2019) Case study: The characterization and implementation of dielectric spectroscopy (biocapacitance) for process control in a commercial GMP CHO manufacturing process. Biotechnol Prog 35:e2782. https://doi.org/10.1002/btpr.2782
Murugan C, Natarajan P (2019) Estimation of fungal biomass using multiphase artificial neural network based dynamic soft sensor. J Microbiol Methods 159:5–11. https://doi.org/10.1016/j.mimet.2019.02.002
Narayanan H, Luna MF, Von Stosch M et al (2020) Bioprocessing in the digital age: the role of process models. Biotechnol J 15:1900172. https://doi.org/10.1002/biot.201900172
Nielsen K, Gall D, Jolley M et al (1996) A homogeneous fluorescence polarization assay for detection of antibody to Brucella abortus. J Immunol Methods 195:161–168
Ödman P, Johansen CL, Olsson L et al (2009) On-line estimation of biomass, glucose and ethanol in Saccharomyces cerevisiae cultivations using in-situ multi-wavelength fluorescence and software sensors. J Biotechnol 144:102–112
Oliveira R, Simutis R, Feyo De Azevedo S (2004) Design of a stable adaptive controller for driving aerobic fermentation processes near maximum oxygen transfer capacity. J Process Control 14:617–626. https://doi.org/10.1016/j.jprocont.2004.01.003
Paulsson D, Gustavsson R, Mandenius C-F (2014) A soft sensor for bioprocess control based on sequential filtering of metabolic heat signals. Sensors 14:17864–17882. https://doi.org/10.3390/s141017864
Peng J, Meng F, Ai Y (2013) Time-dependent fermentation control strategies for enhancing synthesis of marine bacteriocin 1701 using artificial neural network and genetic algorithm. Biores Technol 138:345–352
Pinsach J, De Mas C, López-Santín J (2006) A simple feedback control of Escherichia coli growth for recombinant aldolase production in fed-batch mode. Biochem Eng J 29:235–242. https://doi.org/10.1016/j.bej.2006.01.001
Rathore AS, Mishra S, Nikita S, Priyanka P (2021) Bioprocess control: current progress and future perspectives. Life 11:557. https://doi.org/10.3390/life11060557
Rathore AS, Winkle H (2009) Quality by design for biopharmaceuticals. Nat Biotechnol 27:26–34. https://doi.org/10.1038/nbt0109-26
Reichelt WN, Thurrold P, Brillmann M et al (2016) Generic biomass estimation methods targeting physiologic process control in induced bacterial cultures. Eng Life Sci 16:720–730. https://doi.org/10.1002/elsc.201500182
Reyes SJ, Durocher Y, Pham PL, Henry O (2022) Modern sensor tools and techniques for monitoring, controlling, and improving cell culture processes. Processes 10:189. https://doi.org/10.3390/pr10020189
Rohde M, Paufler S, Harms H, Maskow T (2016) Calorespirometric feeding control enhances bioproduction from toxic feedstocks—demonstration for biopolymer production out of methanol. Biotech Bioeng 113:2113–2121. https://doi.org/10.1002/bit.25986
Rómoli S, Serrano M, Rossomando F et al (2017) Neural network-based state estimation for a closed-loop control strategy applied to a fed-batch bioreactor. Complexity 2017:1–16. https://doi.org/10.1155/2017/9391879
Schaepe S, Kuprijanov A, Simutis R, Lübbert A (2014) Avoiding overfeeding in high cell density fed-batch cultures of E. coli during the production of heterologous proteins. J Biotechnol 192:146–153. https://doi.org/10.1016/j.jbiotec.2014.09.002
Schuler MM, Marison IW (2012) Real-time monitoring and control of microbial bioprocesses with focus on the specific growth rate: current state and perspectives. Appl Microbiol Biotechnol 94:1469–1482. https://doi.org/10.1007/s00253-012-4095-z
Seborg DE, Edgar TF, Mellichamp DA, Doyle FJ III (2016) Process dynamics and control. John Wiley & Sons
Simutis R, Lübbert A (2015) Bioreactor control improves bioprocess performance. Biotechnol J 10:1115–1130. https://doi.org/10.1002/biot.201500016
Sinner P, Stiegler M, Herwig C, Kager J (2021) Noninvasive online monitoring of Corynebacterium glutamicum fed-batch bioprocesses subject to spent sulfite liquor raw material uncertainty. Biores Technol 321:124395. https://doi.org/10.1016/j.biortech.2020.124395
Sommeregger W, Sissolak B, Kandra K et al (2017) Quality by control: towards model predictive control of mammalian cell culture bioprocesses. Biotechnol J 12:1600546. https://doi.org/10.1002/biot.201600546
Soons ZITA, Streefland M, Van Straten G, Van Boxtel AJB (2008) Assessment of near infrared and “software sensor” for biomass monitoring and control. Chemom Intell Lab Syst 94:166–174. https://doi.org/10.1016/j.chemolab.2008.07.009
Soons ZITA, Voogt JA, Van Straten G, Van Boxtel AJB (2006) Constant specific growth rate in fed-batch cultivation of Bordetella pertussis using adaptive control. J Biotechnol 125:252–268. https://doi.org/10.1016/j.jbiotec.2006.03.005
Survyla A, Levisauskas D, Urniezius R, Simutis R (2021) An oxygen-uptake-rate-based estimator of the specific growth rate in Escherichia coli BL21 strains cultivation processes. Comput Struct Biotechnol J 19:5856–5863. https://doi.org/10.1016/j.csbj.2021.10.015
Tavasoli T, Arjmand S, Ranaei Siadat SO et al (2019) A robust feeding control strategy adjusted and optimized by a neural network for enhancing of alpha 1-antitrypsin production in Pichia pastoris. Biochem Eng J 144:18–27. https://doi.org/10.1016/j.bej.2019.01.005
Ulonska S, Waldschitz D, Kager J, Herwig C (2018) Model predictive control in comparison to elemental balance control in an E. coli fed-batch. Chem Eng Sci 191:459–467. https://doi.org/10.1016/j.ces.2018.06.074
Voisard D, Von Stockar U, Marison IW (2002) Quantitative calorimetric investigation of fed-batch cultures of Bacillus sphaericus 1593M. Thermochim Acta 394:99–111. https://doi.org/10.1016/S0040-6031(02)00243-5
Von Stockar U, Maskow T, Liu J et al (2006) Thermodynamics of microbial growth and metabolism: an analysis of the current situation. J Biotechnol 121:517–533. https://doi.org/10.1016/j.jbiotec.2005.08.012
Wainaina S, Taherzadeh MJ (2023) Automation and artificial intelligence in filamentous fungi-based bioprocesses: a review. Biores Technol 369:128421. https://doi.org/10.1016/j.biortech.2022.128421
Wang F, Du G, Li Y, Chen J (2006) Regulation of CCR in the γ-CGTase production from Bacillus macorous by the specific cell growth rate control. Enzyme Microb Technol 39:1279–1285. https://doi.org/10.1016/j.enzmictec.2006.03.014
Warth B, Rajkai G, Mandenius C-F (2010) Evaluation of software sensors for on-line estimation of culture conditions in an Escherichia coli cultivation expressing a recombinant protein. J Biotechnol 147:37–45. https://doi.org/10.1016/j.jbiotec.2010.02.023
Wechselberger P, Sagmeister P, Herwig C (2013) Real-time estimation of biomass and specific growth rate in physiologically variable recombinant fed-batch processes. Bioprocess Biosyst Eng 36:1205–1218. https://doi.org/10.1007/s00449-012-0848-4
Yamuna Rani K, Ramachandra Rao V (1999) Control of fermenters—a review. Bioprocess Eng 21:77–88
Ye K, Jin S, Shimizu K (1994) Fuzzy neural network for the control of high cell density cultivation of recombinant Escherichia coli. J Ferment Bioeng 77:663–673. https://doi.org/10.1016/0922-338X(94)90151-1
Yoon SK, Kang WK, Park TH (1994) Fed-batch operation of recombinant Escherichia coli containing trp promoter with controlled specific growth rate. Biotechnol Bioeng 43:995–999
Yüzgeç U, Türker M, Hocalar A (2009) On-line evolutionary optimization of an industrial fed-batch yeast fermentation process. ISA Trans 48:79–92. https://doi.org/10.1016/j.isatra.2008.09.001
Zhang X-C, Visala A, Halme A, Linko P (1994) Functional state modeling and fuzzy control of fed-batch aerobic baker’s yeast process. J Biotechnol 37:1–10. https://doi.org/10.1016/0168-1656(94)90196-1
Zitzmann J, Weidner T, Eichner G et al (2018) Dielectric spectroscopy and optical density measurement for the online monitoring and control of recombinant protein production in stably transformed Drosophila melanogaster S2 cells. Sensors 18:900. https://doi.org/10.3390/s18030900
Acknowledgements
Not applicable
Funding
The authors gratefully acknowledge the financial support (fellowship) from the Department of Science and Technology-Science and Engineering Research Board (DST-SERB), Government of India, for the successful accomplishment of this work (CRG/2019/002882).
Author information
Authors and Affiliations
Contributions
SSP: Conceptualization, Writing—Original draft, Writing—review & editing, Visualization. SS: Conceptualization, Resources, Supervision, Writing—review & editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this manuscript.
Ethics approval
Not applicable.
Consent for publication
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Allampalli, S.S.P., Sivaprakasam, S. Unveiling the potential of specific growth rate control in fed-batch fermentation: bridging the gap between product quantity and quality. World J Microbiol Biotechnol 40, 196 (2024). https://doi.org/10.1007/s11274-024-03993-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11274-024-03993-1