
Results are provided for a study of an aluminized coating corrosion resistance on the surface of alloys of the Fe–Cr–Al system (fechrals) and austenitic corrosion-resistant steel 12Kh18N10T under conditions of a temperate climate humid atmosphere containing chlorides. Coatings are applied by immersion in a melt. A study of corrosion during variable immersion of specimens in a 3% aqueous solution of sodium chloride show that coatings of the Fe–Cr–Al system prepared by aluminizing withstand long-term exposure to the environment (corrosion rate is 0.0003 g/(m2·day). An aluminized coating on a steel 12Kh18N10T surface has twice as good corrosion resistance indicators than for a coating on a Kh15Yu5 substrate.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Alloys of the Fe–Cr–Al system (fechrals) are well recommended as heat-resistant materials providing stable component operation at high temperature and within corrosive media (water vapor, exhaust gases, etc.) [1,2,3,4,5]. Heat-resistance of fechrals is governed to a significant extent by the aluminum content, and an increase in its content above 5% leads to alloy embrittlement, which makes it difficult the treat under pressure [6, 7]. Formation of aluminum coatings on alloys of the fechral system facilitates an increase in component service operating life at high temperature and within corrosive media [8, 9].
Various methods exist for applying aluminum to an alloy surface: aluminizing from a gaseous medium, powder deposition, electrolytic aluminizing, aluminizing by immersion in a melt, etc. [10,11,12,13,14,15]. One of the most widespread methods is immersion within a melt since it does not require expensive equipment and makes it possible to aluminize large components, it is simple in implementation, and it provides formation of a continuous defect-free coating over a whole component surface.
Coatings based on alloyed iron aluminides have good heat resistance [16, 17], which is due to formation of a dense oxide film preventing oxygen diffusion towards a substrate at high temperature [4, 18]. Aluminum within a coating composition provides formation of oxide Al2O3 in an oxidizing medium, and alloying components stabilize its α-modification distinguished by the greatest density and stability at high temperature [19, 20].
It is well known that austenitic corrosion-resistant chromium-nickel steels (for example 12Kh18N10T) are used extensively for preparing equipment operating within sea water. However, the question of improving the corrosion resistance of these steels is currently important [21, 23]. One method for increasing corrosion resistance is coating application, although data currently published about test intermetallic coatings of the Fe‒Al system under operating conditions of a moist sea atmosphere point to their quite intense corrosion damage [24, 25]. In this case the question of coating life based on alloyed iron aluminides under electrochemical corrosion operating conditions in moist atmospheres or salt solutions has hardly been considered.
The Aim of This Work is to study corrosion resistance under conditions of the action of electrochemical corrosion of intermetallic coatings of the Fe–Cr–Al system prepared during aluminizing with fechral Kh15Yu5 austenitic chromium-nickel steel 12Kh18N10T.
Research Materials and Methods
The material used for study was fechral strip Kh15Yu5 GOST 12766.2–90 and cold-rolled sheet of austenitic chromium-nickel steel 12Kh18N10T GOST 19904–90. The chemical composition of a substrate before aluminizing was monitored by means of an optical emission spectrometer PMI–Master Smart UVR (firm WASAG group Oxford Instruments, Germany) in a Spark regime with use of argon and corresponds entirely to the grade [26] (Table 1).
Specimens before aluminizing were cleaned with abrasive cloth and degreased with ethanol in order to remove an oxide film and contaminants, and then immersed for 10 min in molten aluminum AD1 heated in a corundum crucible to a temperature of 710 ± 10°C.
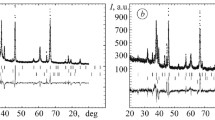
Coating microstructure and chemical composition of the structural components formed were studied in an Olympus BX-61 optical microscope (firm Olympus, Japan) and a Versa 3D DualBeam (firm FEI, Netherlands) electron-ion microscope using an INCA X-Mac (firm Oxford Instruments, Great Britain) energy-dispersion spectrometer. Coating phase composition was determined in a Bruker D8 Advance Eco X-ray diffractometer. Interpretation of phase analysis results was conducted using a licensed version of the Diffrac. Eva and Diffrac. Topas program and a PDF-2 licensed data base.
A study of substrate corrosion before aluminizing and coating based upon aluminum was conducted in accordance with GOST 9.913–90 by an accelerated corrosion method simulating action of temperature climate atmosphere containing fluorides with alternate immersion of specimens (immersion/extraction cycle 10/50 min) in 3% sodium chloride solution in distilled water with addition of hydrogen peroxide at 18–25°C in a unit of the “screen covering” type [27]. The solution was changed every 15 days, specimens were cleaned from the corrosion products formed, washed, dried, and surface microstructure was studied. Specimen weighing was performed in a Vibra (company Shinko Denshi, Japan) electronic balance with accuracy of 0.001 g. Before the end of a 90-day cycle of a corrosion tests transverse microsections were prepared and studied in order to evaluate the nature and depth of damage.
Research Results and Discussion
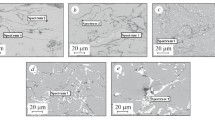
Studies of the microstructure and structural component chemical composition were performed in an Olympus BX-61 optical microscope and a Versa 3D Dualbeam electron microscope and showed that during aluminizing alloy Kh15Yu5 there is formation of a continuous coating similar with respect to structure to that obtained during aluminizing unalloyed steel [27]. The upper layer of a coating is an aluminum matrix with intermetallic FeAl3 inclusions (Fig. 1a), and a diffusion layer at the boundary with the Kh15Yu5 alloy consisting of layers of FeAl3 and Fe2Al5 intermetallics with Cr3Si inclusions (Fig. 1c). The chromium silicide formed is due to separation of excess chromium from intermetallic phases during cooling and its reaction with Si, contained with the AD1 (<0.3%) and fechral Kh15Yu5 (0.07%).

Coating microstructure on substrates of Kh15Yu5 (a), (b) and steel 12Kh18N10T (c), (d) after aluminizing.
At the surface of steel 12Kh18N10T under similar conditions there is formation of a coating whose upper layer is an aluminum matrix with inclusions of FeAl3 intermetallic (Fig. 1b), and in addition at the boundary with steel there are two layers of intermetallics whose phase compositions are FeAl3 and Fe2Al5 + FeNiAl5 (Fig. 1d).
After aluminizing specimens with an applied coating were subjected diffusion annealing at 100ºC with exposure for 20 h for the fechral substrate and for 5 h for a steel 12Kh18N10T substrate.
A study of the structure and coating composition after annealing has shown (Fig. 2a) that coatings at a fechral surface have a composition differing from the surface towards the base: FeAl(Cr) → Fe3Al( Cr) → Fe(Al, Cr). Coatings on steel 12Kh18N10T after annealing have a layered structure, the upper layer is a solid solution based on FeAl(Al, Cr, Ni) intermetallic and the lower layer is an α-Fe(Al, Cr, Ni) solid solution with smoothly decreasing Al content towards the steel 12Kh18N10T (Fig. 2b).

Coating microstructure on a substrate of fechral Kh15YuA (a) and steel 12Kh18N10T after diffusion annealing.
Material corrosion resistance was evaluated from weight loss and corrosion rate that was determined from the change in specimen weight as a result of forming or removing corrosion products
where ∆m is weight loss; τ is corrosion medium action time.
Weight loss was calculated by an equation
where m0 is specimen weight before testing, g; m1 is specimen weight after the test cycle and corrosion product removal, g; S is specimen surface area, m2.
Analysis of weight loss data and corrosion damage rate, determined in accordance with GOST 9.913‒90 (Fig. 3), showed that the corrosion resistance of austenitic steel 12Kh18N10T in both the original condition and after coating application remains quite good over the extent of a whole test cycle. In this case a change in damage rate is close to linear in nature, which makes it possible to predict quite well the component and structure operating life within a corrosive medium.

Specimen weight loss (a) and corrosion rate (b): 1, 2 — fechral Kh15Yu5; 3, 4 — steel 12Kh18N10T in original condition (1, 3) and with applied coating (2, 4).
Fechral Kh15Yu5 also exhibits quite good corrosion resistance, although after 45 days there was a sharp acceleration of material breakdown. An intermetallic coating significantly changed material behavior during prolonged action of electrolyte, i.e., after 45 days there was a sharp increase in weight loss and an increase in corrosion rate, which makes it possible to predict the operating capacity of this material prolonged operation of a corrosive medium.
A study of specimen microstructure undergoing corrosion testing made it possible to determine reasons for accelerated corrosion failure of fechral. It has been established that at its surface there are areas of pitting corrosion damage (Fig. 4), within which by an energy dispersion analysis method an increase has been detected in the corrosion medium main element content (sodium and chlorine), and also oxygen (50–60%), whereas in the major part of a surface the content of these elements is 18–25%.

Sites of corrosion damage (1, 2) at surface of aluminized fechral Kh15Yu5 after corrosion testing.
A study of surface layers of aluminized fechral showed that from the surface sites into the depth of material there is development of an intercrystalline corrosion process (Fig. 5), and its signs are detected both immediately within a coating and also at a depth from the surface up 1000 μm.

Corrosion damage development of substrate surface and aluminized layer of fechral Kh15Yu5 after corrosion testing.
Point energy dispersion analysis confirmed that a corrosion damage site observed within the structure of aluminized fechral after corrosion tests (see Fig. 5, points 2, 3) is development of intercrystalline corrosion since presence of sodium within these area, chlorine, and oxygen is detected, penetrating there together with corrosive medium (Table 2).
Corrosion breakdown of an aluminized coating on steel 12Kh18N10T immediately within surface layers of a coating (Fig. 6a) and in contrast to fechral is pitted in nature (Fig. 6b), which confirms presence within these areas of traces corrosive medium action, i.e., up to 11% Na and up to 5.5% Cl. In individual sections separation of NaCl crystals in pure form is observed.

Microstructure of aluminized coating on steel 12Kh18N10T substrate (a) and area of corrosion damage (b).
A study of an aluminized coating surface on a substrate of steel 12Kh18N10T after corrosion testing showed that damage sites are uniformly distributed over grain boundaries (Fig. 7, point 1). The grains themselves are a solid solution based on intermetallic FeAl(Cr, Ni) containing an adequate amount of chromium (16%) in order that these areas exhibit a positive electrochemical potential and good corrosion resistance. Over grain boundaries within regions of corrosion damage the chemical composition differs considerably (see fig. 7, points 2, 3): a high oxygen content and an increased aluminum content point to presence of Al2O3 oxide, resistant to corrosive medium action, whereas other phases not exhibiting corrosion resistance dissolve actively within electrolyte during an experiment.

Aluminized coating surface on steel 12Kh18N10T substrate after performing corrosion tests.
In this case development of corrosion is concentrated within a relatively thin layer (about 200–300 μm), and there is almost no corrosion damage within deeper layers, since here there is formation of a solid solution Fe(Al, Cr, Ni) zone containing about 18% chromium and exhibiting good corrosion resistance (Fig. 8).

Chemical element distribution within surface layers of aluminized steel 12Kh18N10T after corrosion tests: 1 — Fe; 2 — Al; 3 — Cr; 4 — Ni.
The possibility of localizing corrosion solely within a thin surface layer demonstrates the better coating resistance on a substrate of steel 12Kh18N10T
Conclusion
These studies have demonstrated that an aluminized coating of the fechral Fe–Cr–Al system obtained has high corrosion resistance and withstands well prolonged medium action, simulating an atmosphere of a moderate climate containing chlorides: weight loss does not exceed 0.025 g/m2, and the corrosion rate does not exceed 0.0003 (g/cm2)/day. An aluminized coating formed on steel 12Kh18N10T has twice as good corrosion resistance indices as a coating on a substrate of Kh15Yu5.
It has been established by electron microscopy and energy dispersion analysis that in the case of a substrate of fechral breakdown proceeds by an intercrystalline corrosion mechanism, and in this case the depth of damage recorded exceeds 1000 μm.
Corrosion breakdown of an aluminized coating on steel 12Kh18N10T is pitted in nature and it is concentrated within coating surface layers. Development of corrosion ceases on reaching a solid solution Fe(Al,Cr, Ni) containing about 18% chromium.
References
G. Y. Lai, High-Temperature Corrosion and Materials Applications, ASM Intern. (2007).
K. G. Field et al., Handbook on the Material Properties of FeCrAl Alloys for Nuclear Power Production Applications (FY Version: Revision 1) (2017).
J. Eklund et al., “Field exposure of FeCrAl model alloys in a waste-fired boiler at 600°C: The influence of Cr and Si on the corrosion behavior,” Materials and Corrosion, 70, No. 8, 1476–1485 (2019).
J. Engkvist et al., “Alumina scale formation on a powder metallurgical FeCrAl alloy (Kanthal APMT) at 900–1,100 C in dry O2 and in O2 + H2O,” Oxidation of Metals, 73, No. 1, 233–253 (2010).
Z. L. Zhang, D. Y. Li, and X. Q. Dong, “Microstructural study of Fe–Cr–Al/Al composite coatings during oxidation and sulfidation at 900°C,” Acta Metallurgica Sinica (English Letters), 20, No. 2, 87–94 (2007).
GOST 12766.2–90. Calibrated Precision Alloys with High Electrical Resistance, Izd. Standartov, Moscow (1990).
E. Nurmi et al., “Assessing the elastic properties and ductility of Fe–Cr–Al alloys from ab initio calculations,” Philosophical Magazine, No. 2, 122–133 (2016).
N. B. Pugacheva, Development of Methods for Improving Production and Operating Properties of Alloys and Coatings with B2 Structures, Author’s Abstr. Diss. Cand. Techn. Sci. (05.02.01), Ekaterinberg (2008).
N. B. Pugacheva, L. M. Zamaraev, and A. S. Igumnov, “Studying the structure and properties of the material of the nodes a honeycomb structure after diffusion aluminizing,” Diagnostics, Resource and Mechanics of Materials and Structures, No. 4, 71 (2016).
Z. Zhou, F. Xie, and J. Hu, “A novel powder aluminizing technology assisted by direct current field at low temperatures,” Surface and Coatings Techn., 203, No. 1/2, 23–27 (2008).
Y. Zhang et al., “Formation of aluminide coatings on Fe based alloys by chemical vapor deposition,” Surface and Coatings Techn., 202, No. 16, 3839–3849 (2008).
Yu. P. Zaikov et al., “Electrolytic aluminizing of low carbon steel in NaF–KF–AlF3 melt,” Advanced Materials Research, No. 1088, 250 (2015).
Y. Sun et al., “Formation and phase transformation of aluminide coating prepared by low–temperature aluminizing process,” Surface and Coatings Techn., 330, 234–240 (2017).
V. G. Smorgun, O. V. Slautin, and V. P. Kulevich, “Features of diffusion interaction within a steel-aluminum composite after explosive welding and aluminizing by immersion in a malt,” Metallurg, No. 7, 84–89 (2019).
P. Huilgol, K. R. Udupa, and K. U. Bhat, “Formation of microstructural features in hot-dip aluminized AISI 321 stainless steel,” Intern. J. of Minerals, Metallurgy, and Mater., 25, No. 2, 190–198 (2018).
B. A. Tarasov, M. D. Savelyev, and D. P. Shornikov, “Corrosion resistance of Fe–Cr–Al–Si alloys with low chromium content,” KnE Materials Sci., 4, No. 1, 480–490 (2018).
V. P. Deodeshmukh, S. J. Matthews, and D. L. Klarstrom, “High-temperature oxidation performance of a new alumina forming Ni– Fe–Cr–Al alloy in flowing air,” Intern. J. of Hydrogen Energy, 36, No. 7, 4580–4587 (2011).
S. Yoneda, S. Hayashi, and S. Ukai, “The transition from transient oxide to protective Al2O3 scale on Fe–Cr–Al alloys during heating to 1000°C,” Oxidation of Metals, 89, No. 1, 81–97 (2018).
S. Yoneda et al., “The effect of Cr on the lifetime of Al rich amorphous oxide layer formed on Fe–Cr–Al alloys at 650°C,” Oxidation of Metals, 88, No. 5, 669–686 (2017).
E. Airiskallio et al., “High temperature oxidation of Fe–Al and Fe–Cr–Al alloys: The role of Cr as a chemically active element,” Corrosion Sci., 52, No. 10, 3394–3404 (2010).
Ş. Bülbül and Y. Sun, “Corrosion behavior of high Cr–Ni cast steels in the HCl solution,” J. of Alloys and Compounds, 498, No. 2, 143–147 (2010).
A. J. Sedriks, Corrosion of Stainless Steels: Encyclopedia of Materials: Science and Technology (2011).
A. Kurc, M. Kciuk, and M. Basiaga, “Influence of cold rolling on the corrosion resistance of austenitic steel,” J. of Achievements in Materials and Manufacturing Engineering, 38, No. 2, 154–162 (2010).
D. V. Pronichev, O. V. Slautin, V. P. Kulevich, V. D. Grintsov, and N. N. Kanubrikov, “Study of the corrosion resistance of bimetal transition elements of the system AD1+St3,” Izv. VolgGTU, No. 5 (31), 36–40 (2020).
L. M. Gurevich, D. V. Pronichev, S. P. Pisarev, A. G. Serov, N. A. Artem’ev, and N. V. Krivchenko, Study of the Corrosion Resistance of an Intermetallic Coating on a Steel Substrate, Izv. VolgGTU, No. 10, 21–26 (2017).
B. N. Arzamasov (editor), Structural Materials: Handbook [in Russian], Mashinostroenie, Moscow (1990).
D. V. Pronichev, L. M. Gurevich, O. V. Slautin, V. O. Kharlamov, et al., “Effect of aluminum alloy series 6000 cylindrical ingot surface condition on corrosion resistance,” Metallurg, No. 5, 52–59 (2021).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Metallurg, Vol. 67, No. 1, pp. 74–79, January, 2023. Russian DOI:https://doi.org/10.52351/00260827_2023_0_74.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Gurevich, L.M., Pronichev, D.V., Kulevich, V.P. et al. Investigation of Aluminized Intermetallic Coatings on Fe–Cr–Al System Alloy Corrosion Resistance. Metallurgist 67, 70–78 (2023). https://doi.org/10.1007/s11015-023-01490-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-023-01490-8