
Abstract
Polylactide (PLA) composites with three types of fillers, calcium carbonate, barium sulfate, and mica, have been prepared. Methods of preparation were melt mixing in a Brabender plasticorder at 190 °C and solution mixing in chloroform. The concentration of added fillers was: 0.1, 1, and 5 mass% (only by melt mixing). Thermal properties of prepared composites were investigated by differential scanning calorimetry (DSC) and thermogravimetric analysis. The dispersity of filler in matrix was examined by scanning electron microscopy. There was no agglomeration in any composites. Results of DSC analysis reveal the influence of preparation method on thermal transitions. By the melt mixing method, the introduced filler hindered crystallization but caused mostly just a slight increase in T g relative to pure PLA (57.4 °C). By solution-mixing method, the absence of crystallization is noticed in all samples. Concurrently composites displayed T g higher for ca. 5–6 °C relative to pure PLA (53.3 °C), with the exception of composite with smallest content of calcium carbonate nanofiller. Thermal stability is improved in all composites, regardless of the filler used and preparation method. It is especially pronounced regarding decomposition temperature (5 mass% loss) where the increase ranges from 11 up to 55 °C in case of melt mixing and 17–35 °C for solution mixing.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polylactide (PLA) is the most well-known and first commodity biodegradable polymer based on renewable resources. It is a part of the current portfolio of sustainable, environmental-friendly materials that are sought as replacement at least partially for the currently prevailing oil-based conventional plastics. Therefore, this unique polymer is widely studied and recently more and more used [1–3]. The diversity of PLA conversion methods enables shaping it into transparent films, bottles, cups, food containers, cutlery, agricultural foils, and pots. In this way application of PLA is extending from the initially medical and pharmaceutical area toward ideal candidate for various consumer products and packaging related applications primarily due to its good gas permeability (displays behavior like PET, much better than PE), food contact and extraordinary organoleptic characteristics [4, 5]. All this nominates PLA as an economically feasible material among other biopolymers, which rapidly degrades in the environment and the by-products are of very low toxicity [1, 6]. Melt processing is the main conversion method for PLA where injection molding and newly stretch blow molding [7] as well as fiber spinning [8, 9] are the most commonly used mods of processing, but there is also possibility of the film and sheet casting [10, 11], thermoforming [12], etc. Furthermore, solution mixing is applied to polylactide processing due to different behavior of poly(l-lactide) (PLLA)/poly(d-lactide) (PDLA) stereocomplexes [13, 14] as well as in case of PLA composites [4, 15–17]. PLA has good mechanical properties, i.e., high strength and modulus. However, the inherent brittleness and low toughness or restrained processability by exposure to, e.g., stress or thermal crystallization might pose considerable technical restraints regarding PLA processing [18]. Previously mentioned brittleness and low toughness of PLA along with still high production costs cause limitation for a range of commercial applications. One promising way to influence the desirable properties and/or to make PLA products cheaper is to use it in blends, copolymers, and composites. Thus, blends of PLA with synthetic and biopolymers have been prepared. Also, lactide has been copolymerized and/or combined with various fillers in order to prepare material of improved properties, such as toughness, modulus, impact strength, and thermal stability, compared to the neat polymer [15, 16, 19–24]. Currently the most often are investigated composites of PLA intended for biomedical applications. Fillers of natural origins such as cellulose [25–27], starch [28, 29], and other [30, 31] are frequently used. Also MWCNT [32, 33], organic fillers as well as inorganic: CaSO4, MgO, (Ca)3PO4 [34–36], strontium apatite [37], diopside [38] are used as fillers. Among papers studying PLA composites with inorganic fillers there are several using fillers like ours: barium sulfate [39], mica [40–43], and calcium carbonate filler [44–47]. Although they seem similar, there are significant differences between abovementioned and our research regarding either method of preparation, fillers’ size, and especially their concentration, which is mainly significantly higher than in our research.
In this study we prepared composites based on PLA by filling it with different commercial inorganic particles calcium carbonate, barium sulfate, and mica by melt mixing method. The intention was to size the dispersity of fillers in matrix and the change of thermal behavior depending on the amount, type, and size of filler. The amount of added fillers is small and ranges from 0.1 to 5 mass%. Furthermore, for comparison reasons, we have prepared also composites with 0.1 and 1 mass% fillers by solution mixing.
Experimental
Materials
PLA (pellets, Ingeo Biopolymer 3251D, NatureWorks LLC, USA) was used as polymer matrix. Socal U1S2 ultrafine surface-treated precipitated calcium carbonate (CaCO3, 0.07–0.13 μm, Solvay Chemicals International, Austria), barium sulfate, Schwerspat (BaSO4, 20–600 mesh (840–20 μm), Posshel Erzkontor GmbH) and mica, Glimmer [(K, Na, Ca)(Al, Mg, Fe, Li)2–3(OH)2(Si, Al)4–5O10, 20–800 mesh (840–15 μm), Posshel Erzkontor GmbH] were used as fillers. Chloroform solvent (Carlo Erba Reagenti SpA) was used as received.
Sample preparation
Composites preparation by melt mixing
The melt blending was performed in a Brabender mixer at 190 °C. Polymer pellets and inorganic fillers (0.1, 1 and 5 mass%) were added to the chamber of the mixer, which was heated to 190 °C and had the blades rotating at 10 rpm. The plunger was then lowered to enclose the chamber, and the rotation was increased to 60 rpm. After 5 min, the blades were stopped and the blends were removed from the chamber using a spatula and cut into pieces using scissors. The blend was allowed to cool to room temperature on the bench top. Obtained composites were then pressed in laboratory compression molder for 5 min at 200 °C and samples for testing were obtained.
Composites preparation by solution mixing
In solution-mixing procedure polymer pellets were dissolved in 75 mL of chloroform overnight. Inorganic fillers (0.1 and 1 mass%) were added to the solution and mixture was homogenized by Ultra-Turrax homogenizer for 1 min at 9000 rpm. Obtained mixture was poured in Teflon mold and vacuum-dried for 45 min at 90 °C. Afterward it was dried in drier at 60 °C till constant mass. Obtained material was then pressed in laboratory compression molder for 5 min at 200 °C and samples for testing were obtained.
Sample abbreviation of the prepared materials is PLAxyN, where “x” represents type of filler: b—barium sulfate, c—calcium carbonate, d—mica, “y” represents method of material preparation: m—melt mixing, s—solution mixing, and “N” represents the amount of added filler.
Composite characterization
Thermogravimetric analysis (TG) was performed by TGA Q500 V20.13 Build 39 instrument at a heating rate of 10 °C min−1 in a temperature range from room temperature to 450 °C in nitrogen atmosphere. Mass of examined samples was around 15 mg.
Differential scanning calorimetry (DSC) analysis was performed by DSC823e Mettler Toledo instrument. Masses of examined samples were 10–12 mg. Three heat–cool–heat runs were performed, whereas heating and cooling rates were 10 °C min−1 in range from 0 to 200 °C. The time of dwells at zero or 200 °C was 2 min. Data from the cooling and second heating scan were used.
Scanning electron microscopy (SEM) recording was carried out by VEGA 3 TESCAN microscope, with a detector of secondary electrons. All samples were previously sputter coated with Au or Pd in the argon plasma to enhance their conductivity.
Results and discussion
The thermal properties of neat PLA and PLA-based composites were studied by DSC. The typical non-isothermal DSC curve of pure PLA is shown in Fig. 1. Three runs in the range 0–200 °C, start with first heating fallowed by cooling and finish with second heating, showed glass transitions. Almost the same value of the T g in both heating runs, 57 °C, were recorded (Table 1). Regarding two characteristic transitions, crystallization and melting, pure PLA sample in the first heating run displayed a large crystallization peak in the range 85–112 °C centered at about 98 °C followed by melting in the range 157–178 °C. In attempt to get more correct values, the integration of the whole run, i.e., from the beginning of crystallization exotherm to the end of melting endotherm was made and calculated difference equals ΔH = 3.3 J g−1. Since deviations in crystallization and melting enthalpies during first heating run occur occasionally in polymers as a consequence of previous processing, the second heating rung is taken into consideration because in that case the thermal history of sample is erased. Along with some other semi-crystalline polymers, PLA is known for a slow crystallization ability due to which it does not have time to crystallize during cooling. However, crystallization of the same pure PLA during cooling run was registered previously, while we studied its blends with poly(methyl methacrylate) prepared by melt mixing. Here, crystallization developed during cooling shifted to lower temperature and is much smaller in extent in comparison with first heating run. Crystallization during second heating run occurs consequently if no crystallization or one smaller in extent occurs during cooling [48–50]. In the second heating run, crystallization also shifted to lower temperature like in the cooling run. The integration of the whole run, i.e., from the beginning of crystallization exotherm to the end of melting endotherm, was made in the second heating run. The same procedure was applied to the composites, as well. The difference between enthalpies of melting and crystallization in the second heating run (ΔH = 22.7 J g−1) is fairly proportional to the crystallization enthalpy during cooling due to the formation of crystallization nuclei [24]. From the value of integration of whole area and using enthalpy of fully crystalline PLA (ΔH m° = 93.6 J g−1) [49], with α presenting the mass fraction of the filler, calculated according to the Eq. (1):
a crystalline content of 24.3 % was established.

DSC heating and cooling curve of PLA recorded at 10 °C min−1
For simplicity reasons, only cooling and second heating run will be discussed for the prepared PLA composites. Thermal properties related values [glass transition (T g), cooling crystallization (T c, ΔH c), cold crystallization (T cc, ΔH cc), and melting of crystal domains (T m, ΔH m)] of the PLA, and its composites prepared by melt mixing are summarized in Table 1. Figure 2 clearly shows that during the cooling run all composites independent on the type and amount of filler have similar glass transition temperatures that vary ±1 °C around the T g of PLA (54 °C). However, only composites with finest calcium carbonate nanofillers display a very small exothermic peak (ΔH c < −3.0 J g−1), while in other two composites almost there is no exothermic peak (ΔH c ~ 0 J g−1). Since mentioned peak in the PLA prepared by melt mixing is much higher (ΔH c = −18.6 J g−1), it indicates that introduced fillers disturb the cooling crystallization. It is in line with previous findings that filler type employed in composites influences considerably the degree of crystallization [51]. One explanation for those phenomena is based on the amount of free volume occurring between the polymer chains where filler can accommodate [52].

DSC cooling scan of PLA and its composites prepared by melt mixing recorded at 10 °C min−1
Figure 3 shows second heating run in PLA and composites prepared by melt mixing. Also here all composites show glass transitions temperatures close to pure PLA apart from composite with finest calcium carbonate nanofillers that displays an increase of ca. 3 °C. Cold crystallization is registered in all samples, whereat in composites it is twice as high as in pure PLA. Although added filler caused increase in cold crystallization, it can actually affect the cold crystallization process in both directions: decrease or increase [24, 53–55]. Fillers added in amount of 0.1 mass% cause the T cc increase of 2–3 °C, while addition of 1 or 5 mass% cause increase of ca. 7–8 °C. The lower T cc in pure PLA is to be attributed to the crystallinity before the second heating run that acted as a nucleating agent [48, 56]. The values of melting enthalpy are similar in all samples. But in composites, unlike in pure PLA, the values of melting and cold crystallization enthalpy are close, which indicates that crystallization of composites has not progressed [53].

DSC second heating scan of PLA and its composites prepared by melt mixing recorded at 10 °C min−1
For comparison reasons the thermal behavior of a couple of each composites as well as neat PLA prepared by solution mixing are monitored by DSC, Figs. 4 and 5. Also here for the simplicity reasons only cooling and second heating run will be discussed. Characteristic thermal properties of samples prepared by solution mixing are summarized in Table 2. It was found that neither pure PLA nor its composites display any crystallization during the cooling run, Fig. 4. One can see that only composite with lowest amount of finest calcium carbonate nanofiller displayed glass transition temperature close to PLA, while other composites showed the T g increase of ca. 6 °C. Interestingly, the T gs obtained from the cooling runs for PLA from solution and melt mixing differ for about −5 °C. Second heating run of examined samples is shown in Fig. 5. Once more, sample PLAcs0.1 displays T g value close to PLA while in other composites it deflects by ca. 6 °C. Since values of crystallization and melting enthalpies in pure PLA prepared by solution mixing are similar, one can say crystalline content is low (X c = 2 %), as opposed to ~24 % notified in PLA prepared by melt mixing. Crystalline content deflection is much less stressed in composites because those prepared by melt mixing method displayed low values of X c, as well. Obviously, solution-mixing method does not favor formation of crystalline phase neither in pure PLA nor in composites. The effect of filler is not registered apart from a weak contribution in case of calcium carbonate filler at a very low concentration. There is no clear trend regarding crystalline content in one set of composites relative to another. Crystalline content does not exceed value of 3.6 % in both series of samples. A more detailed look shows that composites prepared by melt mixing display a relative higher values, but not for all samples. Obviously, introduction of fillers does not favor formation of crystalline phase regardless of the preparation method.

DSC cooling scan of PLA and its composites prepared by solution mixing recorded at 10 °C min−1

DSC second heating scan of PLA and its composites prepared by solution mixing recorded at 10 °C min−1
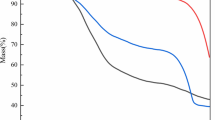
The thermogravimetric analysis of the PLA-based composites prepared by melt mixing is shown in Figs. 6–8. All samples were heated up to 450 °C under a nitrogen flow. Then the decrease in mass percentage was monitored. The one-step mass loss process was observed in the TG curves, whereas from DTG curves a shoulder can be seen in a couple of composites, but it is the most clearly demonstrated in polylactide sample. Thermal stability measurements performed for PLA matrix and nanocomposites prepared with calcium carbonate filler are shown in Fig. 6. One can see that influence of added filler depends on its amount. The least amount caused the highest increase, whereas the decomposition temperature of PLA increased from ca. 255 °C up to 305 °C in composite with 0.1 mass% of nanofiller. Composites with 1 and 5 mass% of nanofiller displayed decomposition temperature at 296 and 266 °C, respectively. Here, decomposition temperature is defined as 5 % mass loss in the TG curve. Composite with 5 mass% of filler also showed deviation regarding the maximum of DTG curve that decreased to 304 °C in comparison with 319 °C in pure PLA, while lower amounts of filler (0.1 and 1 mass%) caused increase in the DTG curve maximum up to 337 and 329 °C, respectively. Interestingly, in a very similar study [45] where composites of PLA with CaCO3 micro- and nanofillers in twin-screw extruder were prepared and similar characterization (SEM and thermogravimetric analysis for thermal stability sizing, like us, and mechanical properties) was performed, lower stability of composites (10 and 20 mass%) relative to pure PLA was notified.

TG and DTG curves of PLA and its composites with calcium carbonate filler prepared by melt mixing, investigated under a stream of nitrogen at 10 °C min−1
When preceding nanocomposite materials are compared with microcomposites prepared with other two types of fillers, there are some differences as well as similarities. Thus, all prepared composites show increase in initial decomposition temperature relative to pure PLA, ranging between 35 and 55 °C, Figs. 7 and 8. In composites with mica filler, increasing amount of filler caused the increase in thermal stability through the whole temperature range, which also means the shift of DTG curve maximum upward. However, composites with barium sulfate evidenced similar thermal stability for 0.1 and 1 mass% of filler and worsening of properties with further increase in filler content. Since the utter two types of fillers have similar nominal particle size which is much larger in comparison with the calcium carbonate filler, one could expect a greater similarity between them. Adversely, calcium carbonate and barium sulfate fillers, despite a significant difference in particle diameter, both showed a negative influence of concentration increase to 5 mass% in composites. This is in line with literature findings [45] where it was shown that composites with high content (10 and 20 mass%) of nano- or micro-CaCO3 filler in PLA matrix displayed significant decrease in the onset of temperature of thermal degradation. They did not record influence of the size of fillers on thermal stability of composites. However, according to some literature, opposite effect is observed where nanocomposites show a significant increase in thermal stability relative to microcomposites due to the char formation in the nanocomposite that may act as a physical barrier between the polymer medium and the superficial zone where flame combustion occurs [57–59].

TG and DTG curves of PLA and its composites with mica filler prepared by melt mixing, investigated under a stream of nitrogen at 10 °C min−1

TG and DTG curves of PLA and its composites with barium sulfate filler prepared by melt mixing, investigated under a stream of nitrogen at 10 °C min−1
Interestingly, mica filler with a laminar structure displayed improvement in thermal stability with increasing concentration. This behavior probably can be attributed to better adhesion, i.e., interactions between matrix and filler, in spite of filler’s large dimensions. The difference in morphology of fillers likely changes the degradation mechanism that causes difference in thermal stability of material. Also, it is important to emphasize the most important difference in intrinsic characteristics between the used fillers. It is shown here that depending on the character of the filler, already as small share as 0.1 mass% is enough to improve thermal stability of certain PLA composites, while for some others the shares exceeding 5 mass% seem promising. Furthermore, although degradation temperature (determined at the DTG maximum peak) in microcomposites varies (mutually between 7 and 14 °C and between 11 and 26 °C relative to pure PLA), it is much more uniform relative to nanocomposites.
The thermal stabilities of the PLA matrix and its composites with 0.1 and 1 mass% of fillers prepared by solution mixing are shown in Figs. 9 and 10. All samples show one-step mass loss process. Individually PLA displays the strongest deflection, where sample prepared by solution mixing shows 13 °C increase of 5 mass% and 14 °C decrease in 50 mass% loss temperature compared to PLA prepared by melt mixing. Roughly, composites prepared by solution mixing show similar thermal behavior to their melt mixing prepared counter parts. Having in mind the mode of preparation, the deviation between composites is small regarding the degradation temperature (50 mass% loss) (2–6 °C). However, regarding decomposition temperature (5 mass% loss), composites with mica filler show a close match (0–3 °C), while in composites with calcium carbonate and barium sulfate, a difference of up to 11 °C is noticed depending on the preparation mode. From all the above, the smallest influence of preparation procedure on the thermal properties is noticed in composites with mica filler.

TG and DTG curves of PLA and its composites with 0.1 mass% calcium carbonate, barium sulfate or mica filler prepared by solution mixing, investigated under a stream of nitrogen at 10 °C min−1

TG and DTG curves of PLA and its composites with 1 mass% calcium carbonate, barium sulfate or mica filler prepared by solution mixing, investigated under a stream of nitrogen at 10 °C min−1
The morphology of composites was assessed by SEM observation of samples with 1 mass% fillers prepared by both methods. The results of the fractured surfaces are shown in Fig. 11. Different procedures of preparation do not have any pronounced effect on morphology of samples. Thus, PLA prepared by solution mixing (Fig. 11a1) has a few small voids, caused probably by evaporation of the solvent remains, which are not present in PLA prepared by melt mixing (Fig. 11a2). All SEM micrographs revealed that there is no selective location of filler in matrix. Composite with calcium carbonate showed homogeneous distribution of filler without any agglomerates, regardless of the preparation method (Fig. 11b). In case of composites with barium sulfate, it was more difficult to spot the particles of filler at given magnification (Fig. 11c). However, in composites with 5 mass% of filler, a fairly well distribution was established (see supplement material). Also in case of composites with mica, due to the large size and specific shape of filler, just a part of the particle is shown on micrograph (Fig. 11d). Mica particles with a thin layered structure are randomly distributed through the sample, for both preparation methods. Furthermore, a good adhesion between particles and polymer matrix can be seen. Apart from mica characteristic [60], that good adhesion explains why only by these series of composites thermal stability increases with increasing ratio of filler.

SEM images of surfaces of neat PLA (a) and its composites with 1 mass% fillers: calcium carbonate (b), barium sulfate (c) and mica (d); (1) prepared by melt mixing (2) prepared by solution mixing
Conclusions
Based on the results obtained by the different techniques used in this study, we can conclude that we managed to prepare uniform composites of PLA with calcium carbonate, barium sulfate, or mica fillers.
By means of SEM, agglomeration of any filler in the matrix was not recorded regardless of the significant differences in their character, dimensions and shapes, independent on the preparation method, as well. However, DSC analysis revealed the influence of the preparation method on characteristic thermal transitions of materials. Thus, in case of melt mixing all materials have T g values at ca. 57–58 °C, apart from the composite with smallest content of calcium carbonate nanofiller (60.5 °C). In neat PLA prepared by this method crystallization occurred while added fillers hindered crystallization process in composites. By solution mixing all samples displayed the T g increase, with the exception of composite with smallest content of calcium carbonate nanofiller that had T g close to pure PLA. Additionally, the extent of crystallization was negligible both in pure PLA and in its composites. Obviously, this method does not favor crystallization.
Results from the TG analysis showed improvement of thermal stability that is especially pronounced regarding decomposition temperature (5 mass% loss). Interestingly, PLA and composites with microfillers prepared by melt mixing mainly displayed higher decomposition temperature in comparison with their counterparts prepared by solution mixing. However, composites with calcium carbonate nanofiller from melt mixing displayed the lower decomposition temperature. It should be noted that contribution of the filler concentration depends on the type of filler. It is established that in case of calcium carbonate and barium sulfate small share of 0.1 mass% resulted with maximal thermal stability increase while in case of mica the increasing share of filler caused the increase of thermal stability. The results indicate how it is necessary to examine each system, i.e., filler in this case, in order to be able to size its influence on materials’ properties.
References
Müllhaupt R. Greeen polymer chemistry and bio-based plastics: dreams and reality. Macromol Chem Phys. 2013;214:159–74.
Jing L, Zhang J. Biodegradable and biobased polymers. In: Kutz M, editor. Applied plastics engineering handbook: processing and materials. Oxford: William Andrew is and Imprint of Elsevier; 2011. p. 145–58.
Hakkarainene M, Finne-Wistrand A. Polylactide. In: Thomas S, Visakh PM, editors. Handbook of engineering and speciality thermoplastics: polyethers and polyesters, vol. 3. New Jersey: Wiley; 2011. p. 349–76.
http://www.environmentalleader.com/2010/03/08/bio-plastic-water-bottles-trickle-into-marketplace/. Accessed 20 Oct 2015.
Xu Y, Loi J, Delgado P, Topolkaraev V, McEneany RJ, Christopher W. Macosko CW, Hillmyer MA. Reactive compatibilization of polylactide/polypropylene blends. Ind Eng Chem Res. 2015;54:6108–14.
Jiang L, Wolcott MP, Zhang J. Study of biodegradable polylactide/poly(butylene adipate-co-terephthalate) blends. Biomacromolecules. 2006;7:199–207.
Lim L-T, Auras R, Rubino M. Processing technologies for poly(lactic acid). Prog Polym Sci. 2008;33:820–52.
Schmack G, Tändler B, Optiz G, Vogel R, Komber H, Häußler L, Voigt D, Weinmann S, Heinemann M, Fritz H-G. High-speed melt spinning of various grades of polylactides. J App Polym Sci. 2004;91:800–6.
Monnier X, Delpouve N, Basson N, Guinault A, Domenek S, Saiter A, Mallon PE, Dargent E. Molecular dynamics in electrospun amorphous plasticized polylactide fibers. Polymer. 2015;73:68–78.
Gruber PR, Kolstad JJ, Ryan CM, Hall ES, Conn RSE (1996) Melt-stable amorphous lactide polymer film and process for manufacturing thereof. US Patent 5,484,88.
Ljungberg N, Andersson T, Wesslen B. Film extrusion and film weldability of poly(lactic acid) plasticized with triacetine and tributyl citrate. J Appl Polym Sci. 2003;88:3239–47.
Bosiers L, Engelmann S. Thermoformed packaging made of PLA. Kunstst Plast Eur. 2003;12:21–4.
Silvino AC, Corrêa PS, Dias ML. Preparation of PLLA/PDLA stereocomplexes using a novel initiator based on Mg(II) and Ti(IV) alkoxides. J Appl Polym Sci. 2014;131:9299–306.
He Y, Xu Y, Wei J, Fan Z, Li S. Unique crystallization behavior of poly(l-lactide)/poly(d-lactide) stereocomplex depending on initial melt states. Polymer. 2008;49:5670–5.
Ahmed J, Varsheney SK, Auras R. Rheological and thermal properties of polylactide/silicate nanocomposites films. J Food Sci. 2010;75:N17–24.
Ahmed J, Varsheney SK, Auras R, Hwang SW. Thermal and rheological properties of l-polylactide/polyethylene glycol/silicate nanocomposites films. J Food Sci. 2010;75:N97–108.
http://www.intechopen.com/books/integrated-waste-management-volume-i/environmental-friendly-biodegradable-polymers-and-composites. Accessed 20 Oct 2015.
Notta-Cuvier D, Odent J, Delille R, Murariu M, Lauro F, Raquez JM, Bennani B, Dubois P. Tailoring polylactide (PLA) properties for automotive applications: effect of addition of designed additives on main mechanical properties. Polym Test. 2014;36:1–9.
Stoclet G, Seguela R, Lefebvre J-M. Morphology, thermal behavior and mechanical properties of binary blends of compatible biosourced polymers: polylactide/polyamide11. Polymer. 2011;52:1417–25.
Stoyanova N, Mincheva R, Paneva D, Manolova N, Dubois P, Rashkov I. Electrospun non-woven mats from stereocomplex between high molar mass poly(l-lactide) and poly(d-lactide)-block-poly(butylene succinate) copoly(ester urethane)s. Eur Polym J. 2012;48:1965–75.
Chen B-K, Shen C-H, Chen S-C, Chen AF. Ductile PLA modified with methacryloyloxyalkyl isocyanate improves mechanical properties. Polymer. 2010;51:4667–72.
Cele HM, Ojijo V, Chen H, Kumar S, Land K, Joubert T, de Villiers MFR, Ray SS. Effect of nanoclay on optical properties of PLA/clay composite films. Polym Test. 2014;36:24–31.
Reinhardt M, Kaufmann J, Kausch M, Kroll L. PLA-viscose-composites with continuous fibre reinforcement for structural applications. Procedia Mater Sci. 2013;2:137–43.
Reddy B. Advances in diverse industrial applications of nanocomposites. InTech;2011.
https://www.researchgate.net/publication/297735859_Nanostructured_biocomposites_from_aliphatic_polyesters_and_bacterial_cellulose. Accessed 21 March 2016.
Mo Y, Guo R, Liu J, Lan Y, Zhang Y, Xue W, Zhang Y. Preparation and properties of PLGA nanofiber membranes reinforced with cellulose nanocrystals. Colloids Surf B Biointerfaces. 2015;132:177–84.
Liu Y, Li Y, Chen H, Yang G, Zheng X, Zhou S. Water-induced shape-memory poly(d, l-lactide)/microcrystalline cellulose composites. Carbohyd Polym. 2014;104:101–8.
Kim H-Y, Park SS, Lim S-T. Preparation, characterization and utilization of starch nanoparticles. Colloids Surf B Biointerfaces. 2015;126:607–20.
Wokadala OC, Emmambux NM, Ray SS. Inducing PLA/starch compatibility through butyl-etherification of waxy and high amylose starch. Carbohyd Polym. 2014;112:216–24.
Staufenberg G, Graupner N, Müssig J. Impact and hardness optimisation of composite materials inspired by the babassu nut (Orbignya speciosa). Bioinspir Biomim. 2015;10: Art. No. 056006. doi:10.1088/1748-3190/10/5/056006.
Wu T-Y, Yang M-C, Hsu Y-C. Improvement of cytocompatibility of polylactide by filling with marine algae powder. Mater Sci Eng, C. 2015;50:309–16.
Yang JH, Lee JY, Chin I-J. Reinforcing effects of poly(d-lactide)-g-multiwall carbon nanotubes on polylactide nanocomposites. J Nanosci Nanotechnol. 2015;15:8086–92.
Kesharwani P, Mishra V, Jain NK. Validating the anticancer potential of carbon nanotube-based therapeutics through cell line testing. Drug Discov Today. 2015;20:1049–60.
Morawska-Chochół A, Chłopek J, Szaraniec B, Domalik-Pyzik P, Balacha E, Boguń M, Kucharski R. Influence of the intramedullary nail preparation method on nail’s mechanical properties and degradation rate. Mater Sci Eng, C. 2015;51:99–106.
Kum CH, Cho Y, Seo SH, Joung YK, Ahn DJ, Han DK. A poly(lactide) stereocomplex structure with modified magnesium oxide and its effects in enhancing the mechanical properties and suppressing inflammation. Small. 2014;10:3783–94.
Ling LE, Feng L, Liu H-C, Wang D-S, Shi Z-P, Wang J-C, Luo W, Lv Y. The effect of calcium phosphate composite scaffolds on the osteogenic differentiation of rabbit dental pulp stem cells. J Biomed Mater Res A. 2016;103:1732–45.
Luo X, Barbier D, Duan R, Yuan H, Bruijn JD. Strontium-containing apatite/polylactide composites enhance bone formation in osteopenic rabbits. Acta Biomater. 2015;26:331–7.
Liu Z, Ji J, Tang S, Qian J, Yan Y, Yu B, Su J, Wei J. Biocompatibility, degradability, bioactivity and osteogenesis of mesoporous/macroporous scaffolds of mesoporous diopside/poly(L-lactide) composite. J R Soc Interface. 2015;12: Art. No. 20150507. doi:10.1098/rsif.2015.0507.
De Arenaza M, Sadaba N, Larrañaga A, Zuza E, Sarasua JR. High toughness biodegradable radiopaque composites based on polylactide and barium sulphate. Eur Polym J. 2015;73:88–93.
Maiti P, Yamada K, Okamoto M, Ueda K, Okamoto K. New polylactide/layered silica nanocomposites: role of organooclays. Chem Mater. 2002;14:4654–61.
Ray S, Yamada K, Ogami A, Okamoto M, Ueda K. New polylactide/layered silica nanocomposites: nanoscale control over multiple properties. Macromol Rapid Commun. 2002;23:943–7.
Ray S, Yamada K, Okamoto M, Ogami A, Ueda K. New polylactide/layered silica nanocomposites. 3. High-performance biodegradable materials. Chem Mater. 2003;15:1456–65.
Ojijo V, Ray S, Sadiku R. Concurrent enhancement of multiple properties in reactively processed nanocomposites of polylactide/poly[(butylene succinate)-co-adipate] blend and organoclay. Macromol Mater Eng. 2014;299:596–608.
Liao R, Yang B, Yu W, Zhou C. Isothermal cold crystallization kinetics of polylactide/nucleating agents. J Appl Polym Sci. 2007;104:310–7.
Kim HS, Park BH, Choi JH, Yoon JS. Mechanical properties and thermal stability of poly(L-lacitde)/calcium carbonate composites. J Appl Polym Sci. 2008;109:3087–92.
Gu SY, Zou CY, Zhou K, Ren J. Structure-rheology responses of polylactide/calcium carbonate composites. J Appl Polym Sci. 2009;114:1648–55.
Liu YS, Huang QL, Kienzle A, Müller WEG, Feng QL. In vitro degradation of porous PLLA/pearl powder composite scaffolds. Mater Sci Eng, C. 2014;38:227–34.
Fambri L, Migliaresi C. Crystalliztion and thermal properties. In: Auras RA, Lim L-T, Selke SEM, Tsuji H, editors. Poly(lactide acid):Synthesis, structure, properties, processing and applications. Hoboken: Wiley; 2010. p. 113–23. doi:10.1002/9780470649848.ch9.
Fischer EW, Sterzel HJ, Wegner G. Investigation of the structure of solution grown crystals of lactide copolymers by means of chemical reaction. Kolloid-Zu Z-Polym. 1973;251:980–90.
Gregorova A. Application of differential scanning calorimetry to the characterization of biopolymers. In: Elkordy AA, editor. Applications of calorimetry in a wide context—differential scanning calorimetry, isothermal titration calorimetry and microcalorimetry. InTech; 2013. pp. 3–20.
Thakur VK, Kessler MR. Green biorenewable biocomposites: from knowledge to industrial application. Boca Raton: CRC Press; 2015.
Khalaf MN. Effect of alkali lignin on heat of fusion crystallinity and melting points of low density polyethylene (LDPE), medium density polyethylene (MDPE) and high density polyethylene (HDPE). J Thi-Qar Sci. 2010;2:89–95.
Šumigin D, Tarasova E, Krumme A, Viikna A. Influence of cellulose content on thermal properties of poly(lactic) acid/cellulose and low-density polyethylene/cellulose composites. Proc Estonian Acad Sci. 2012;61:237–44.
Tábi T, Suplicz A, Czigány T. Thermal analysis of injection molded poly(lactic acid) filled with poly(ethylene glycol) and talc. J Therm Anal Calorim. 2014;118:1419–30.
Liu DY, Yuan XW, Bhattacharyya D, Easteal AJ. Characterisation of solution cast cellulose nanofibre—reinforced poly(lactic acid). eXPRESS Polym Lett. 2010;4:26–31.
Tábi T, Sajó IE, Szabó F, Luyt AS, Kovács JG. Crystalline structure of annealed polylactic acid and its relation to processing. eXPRESS Polym Lett. 2010;4:659–68.
Pluta M, Galeski A, Alexandre M, Paul MA, Dubois P. Polylactide/montmorillonite nanocomposites and microcomposites prepared by melt blending: structure and some physical properties. J Appl Polym Sci. 2002;86:1497–506.
Alexandre M, Beyer G, Henrist C, Cloots R, Rulmont A, Jérôme R, Dubois P. Preparation and properties of layered silicate nanocomposites based on ethylene vinyl acetate copolymers. Macromol Rapid Commun. 2001;22:643–6.
Degée P, Dubois P, Jérôme R. Bulk polymerization of lactides initiated by aluminium isopropoxide, 3. Thermal stability and viscoelastic properties. Macromol. Chem Phys. 1997;198:1985–95.
Mica Material Safety Data Sheet. http://www.erzkontor.com/cms/upload/documents/Material%20Safety%20Data%20Sheet%20Mica.pdf. Accessed 30 Jun 2015.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Vidović, E., Faraguna, F. & Jukić, A. Influence of inorganic fillers on PLA crystallinity and thermal properties. J Therm Anal Calorim 127, 371–380 (2017). https://doi.org/10.1007/s10973-016-5750-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10973-016-5750-x