
Abstract
The morphology and growth behaviors of intermetallic compounds (IMCs) of Sn–3.0Ag–0.5Cu/Cu solder joints were investigated during isothermal aging, thermal cycling and thermal shock. The Sn–3.0Ag–0.5Cu/Cu solder joints were isothermal aged at 150 °C, while the non-isothermal aging was performed within the temperature range from −40 to +150 °C. It was observed that the Cu6Sn5 layer initially formed between the copper substrate and solder, followed by the creation of a Cu3Sn layer for aging times greater than 200 h or 200 thermal cycles. However, the Cu3Sn could not be found in solder joints until thermal shock 800 cycles. The results showed that the initial scallop-like IMCs layer changed into a level duplex structure with the aging time (cycling numbers) increasing. The growth rate of Cu6Sn5 was lower than that of Cu3Sn during isothermal aging. While for thermal cycling, it was Cu6Sn5 contributed more to the growth of IMCs than the Cu3Sn. The value of the time exponent n under isothermal aging, thermal cycling and thermal shock were about 0.58, 0.64, 0.66 respectively.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In electronic packaging technology, solder joints provided both electronic and mechanical support to the components, which require excellent reliability [1]. It has been reported that the reliability of an electronic device depends strongly on the reliability of its solder joints, which is generally controlled by the formation and growth of interfacial intermetallic compounds (IMCs) between the solder alloy and the substrate [2]. However, too thick IMCs may weaken the solder joints owing to its brittle nature and different coefficient of thermal expansion (CTE) between the solder alloy and substrate. So it is necessary to investigate the growth mechanism of interfacial IMCs forming between the solder alloy and substrate systematically.
In the past decades, research has focused on the formation and growth of IMCs at lead-free solder owing to the realization of the harmful influences of lead and lead containing alloys on the environment and human healthy. Yu et al. [3] investigated the growth mechanism of IMCs at Sn–Ag–Cu/Cu and the results showed that the thickness of IMCs increased linearly with the square root of aging time, which was generally controlled by diffusion mechanism. Wang et al. [4] studied the growth kinetics of interfacial Cu6Sn5 at Sn2.5Ag0.7Cu(0.1RE)/Cu during isothermal aging. They found that the Cu6Sn5 changed from scallop-like to planar with the increasing of aging time, and the growth mechanism according with parabolic rule. Other research works were made to investigate the formation mechanism and growth kinetics of the interfacial IMCs under different thermal cycling, which was similar in servicing environment [5–8]. Moreover, there were few studies on morphological features and growth rate of SnAgCu solder joints during harsh conditions with the temperatures up to 150 °C. It is important for high-temperature application of electronic devices and modules, especially in the automotive electronics.
In this paper, the effect of different thermal conditions (isothermal aging, thermal cycling, thermal shock) on the microstructure of wide-application Sn–3.0Ag–0.5Cu solder joints were investigated, and the influence of different thermal conditions on the growth kinetics of IMCs were also discussed. The temperatures of the thermal conditions were chosen to simulate the complex service conditions of high-temperature applications.
2 Experiments
2.1 The samples preparation
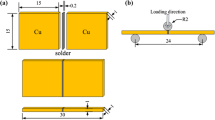
A 3-mm-diameter Cu bar was used as the substrate. A Sn–3.0Ag–0.5Cu solder ball was selected to form the sandwich-like specimen as shown in Fig. 1. Before soldering, the Cu bars were polished with metallographic sandpaper to remove the oxide film and then cleaned with acetone. The Cu bars were immersed in flux (22 %ZnCl2 + 2 %NH4Cl + H2O), then a solder ball was soldered between two Cu bars to form the solder joints. The soldering temperature was about 250 °C and soldering time was about 20 s. Then the specimens were cooled down to room temperature in the air ambient after soldering.

Schematic diagram of the specimens
2.2 Aging
After soldering, the samples were divided into three groups to investigate the morphological features and growth rate of solid-state IMCs, which follows the JEDEC standard temperature range of −40 to +150 °C. One group of samples was aged in a furnace chamber (SX-10-12) at 150 °C from 0 h to 1000 h and the samples were extracted out every 200 h to investigate the morphological and interfacial behavior of the solder joints.
For the second group of samples, thermal cycling was carried out in an Accelerated Thermal Cycling Chamber (WEISS-TS-130) for 1000 cycles at intervals of 200 cycles. The thermal cycling temperature range was −40 to +150 °C with a cycle time of 60 min. The temperature profile of thermal cycling was shown in Fig. 2. The temperature change rate was about 12.7 °C/min and dwell time of specimens at extreme temperature was 15 min.

The temperature profile of thermal cycling
The third group samples were subjected to thermal shock in a Thermal Shock Tester (CJ602S3I). The maximum and minimum temperature in test was +150 and −40 °C, respectively and samples were aged in each chamber for 15 min with a cycle time of 45 min. The change rate of temperature was about 25.3 °C/min and the samples were taken out of chamber every 200 cycles. The thermal parameters under thermal cycling and thermal shock were listed in Table 1.
2.3 Identification and thickness measurement of IMCs
After metallographic procedures including grinding and polishing, the samples were etched with a solution of HCl (2 vol%) + HNO3 (6 vol%) + H2O (92 vol%) for several seconds to obtain ideal contrast with IMCs and solder matrix. A JSM-6510 scanning electron microscope (SEM) equipped with a thermo-electron X-ray energy dispersion spectrometry (EDS) was used to examine the microstructure and determine the phase in the interfacial region. Figure 3 shows the schematic diagram of IMCs layers. AutoCAD software was used to measure the area of IMCs layers, aiming at calculating average thickness of IMCs layers. While, the average thickness of the IMCs layers (x) in liquid aged solder joints were calculated through dividing the integrated area (A) by the length of the IMCs (L), as shown in the following equation:

Schematic diagram of IMCs layers
3 Results and discussion
3.1 Interfacial microstructure of soldered joint
Figure 4 presents the SEM images of Sn–3.0Ag–0.5Cu/Cu soldered joints during isothermal aging at 150 °C for different aging time. These figures show the accelerated growth of the IMC layer with the aging time during isothermal aging. It can be seen that each solder joint consists of three colonies: Cu substrate, IMCs layer and soldering matrix. As an EPMA analysis results, the intermetallic layer next to the solder possesses a compositions (at.%) of Cu:Sn = 6.1:5, which corresponds to the Cu6Sn5 phase. The compositions of the intermetallic layer next to the copper is Cu:Sn = 3:1, which corresponds to the Cu3Sn phase. After soldering, the Cu6Sn5 IMCs located at the solder/Cu interface was identified by means of EDS analysis and the thickness of the intermetallics was approximately 2.12 µm, but Cu3Sn IMCs was not found as shown in Fig. 4a. With the increase of isothermal aging time, the thickness of IMCs increased obviously. That’s because the thermal energy which the solder, Cu substrate and interfacial IMCs, diffusion and rearrange needed was provided during the isothermal aging, resulting in the changing of the morphology of interface IMCs. In addition, the interfacial IMCs gradually changed from scallop-like to a level duplex structure with the increasing of aging time. The main reason lies in the scallop-like interfacial IMCs has a larger surface area, so the interface energy is higher than that the level duplex structure interfacial IMCs. Due to the Gibbs–Thomson effect, in phase transformation, the microstructure contains interface will constantly adjust in a variety of ways to reduce the interface area, and then make the interface energy lowest. This leads to the transformation from scallop-like to a duplex structure. After isothermal aging for 200 h, the Cu3Sn was found between the Cu substrate and Cu6Sn5 layer. The thickness of Cu3Sn layer increased with the aging time. These findings support previous research on this system by Kang et al. [9]. They investigated the interfacial IMCs growth during solid-state isothermal aging for Sn–3.5Ag–0.7Cu solder on Cu substrate. They found that the interfacial IMCs exhibited a duplex structure of Cu6Sn5 and Cu3Sn intermetallics. They also found that the thickness of Cu6Sn5 and Cu3Sn almost equal with the increase of aging time, which keep a dynamic balance and all contribute to increase the thickness of IMCs layers.

Microstructure of IMCs in Sn3.0Ag0.5Cu/Cu solder joints during isothermal aging. a As soldered, b aging for 200 h, c aging for 400 h, d aging for 600 h, e aging for 800 h, f aging for 1000 h
Thermal cycling or thermal shock testing of solder joints is very important as far as the reliability of the solder joint is concerned. Because of large difference in the CTE of the different constituents in the packaged assembly, stresses and strains vary with temperature leading to cyclic strain or inelastic energy damage and fatigue failure of the solder joints.
Figure 5 presents the SEM images of Sn–3.0Ag–0.5Cu/Cu soldered joint during thermal cycling between −40 and +150 °C. It can be seen that the interfacial Cu3Sn was detected after thermal cycling 200 times. With the increase of cycling number, the thickness of IMCs also increased and the surface of IMCs flattened gradually, as the IMCs showed.

Microstructure of IMCs in Sn3.0Ag0.5Cu/Cu solder joints during thermal cycling. a As soldered, b thermal cycling for 200 cycles, c thermal cycling for 400 cycles, d thermal cycling for 600 cycles, e thermal cycling for 800 cycles, f thermal cycling for 1000 cycles
Figure 6 presents the SEM images of Sn–3.0Ag–0.5Cu/Cu solder joints during thermal shock between −40 and +150 °C. As be shown in Fig. 6, the thickness of IMCs also increased with the increase of thermal shock. It can be clearly seen that the Cu3Sn could not be found in samples until thermal shock 800 cycles.

Microstructure of IMCs in Sn3.0Ag0.5Cu/Cu solder joints during thermal shock. a As soldered, b thermal shock for 200 cycles, c thermal shock for 400 cycles, d thermal shock for 600 cycles, e thermal shock for 800 cycles, f thermal shock for 1000 cycles
3.2 The growth of interfacial IMCs
Figure 7 shows the relationship between thickness of IMCs (Cu6Sn5 and Cu3Sn) and aging time in isothermal aging, where it can be clearly seen that the growth rate of Cu3Sn was higher than that of Cu6Sn5, so the increase of interfacial IMCs mainly due to the growth of Cu3Sn rather than Cu6Sn5. The Cu atoms diffuse through the grain boundaries of Cu3Sn and arrive at the interface of Cu3Sn/Cu6Sn5, the following interfacial reaction happens [5]:

Relationship between thickness of IMCs and aging time in isothermal aging
By this reaction, Cu6Sn5 transform to Cu3Sn at the interface. So the mount of Cu atoms that can diffuse to the interface of Cu6Sn5/solder is greatly reduced. As the result, Cu3Sn grows rapidly with temperature and time by consuming Cu6Sn5 at the interfacial of Cu3Sn/Cu6Sn5. However, the growth of Cu6Sn5 on the solder side was mainly controlled by the availability of Cu atoms in the solder matrix. With the Cu atoms decreases, the mount of free Cu atoms is very small, greatly limiting the growth of Cu6Sn5 on the solder side. That’s why Cu6Sn5 grew slower than Cu3Sn at 150 °C.
It must be noted that the temperature is constant over time for the isothermal conditions, while for the thermal cycling aging, temperature variation is a function of time in thermal cycling and thermal shock. To compare IMCs growth rate subject to isothermal aging, thermal cycling aging, and thermal shock, John et al. [10] defined a effective time, t eff . They found that the approximation error is only about 1–2 % when using total time at up soak temperature as t eff in short non-isothermal cycle. That means that the equivalent aging time of thermal cycling and thermal shock tests are all 15 min.
Based on the above definition, the relationship between thickness of IMCs in this paper and aging time in thermal cycling can be calculated, as be shown in Fig. 8. It can be seen that the growth rate of Cu3Sn was smaller than that of Cu3Sn, which was opposite to the rule during isothermal aging. The different growth mechanism of IMCs among the isothermal aging, thermal cycling and thermal shock may owing to the different micromorphology features and stress conditions under different thermal conditions.

Relationship between thickness of IMCs and aging time in thermal cycling
3.3 Growth mechanism of interfacial IMCs
Figure 9 shows the relationship between thickness of IMCs and aging time during different thermal conditions. The empirical power-law function has been widely used to describe the growth of IMCs in this stage, the function was as follows [11]:
where x is the thickness of interfacial IMCs at time t, for the thermal cycling and thermal shock, x is the thickness of interfacial IMCs at equivalent time t eff , x 0 is the initial thickness of interfacial IMCs, A is the growth constant and n is the time exponent. Under a particular temperature, the value of n can be obtained with multiple linear regression analysis [12]:
As be shown in Fig. 10, the time exponent n can be concluded through fitting the ln(x − x 0) and lnt by Origin software. In this paper, the value of the time exponent n under isothermal aging, thermal cycling and thermal shock were about 0.58, 0.64 and 0.66, respectively. It can be seen clearly that the growth rate of interfacial IMCs during thermal cycling was higher than that of isothermal aging, the growth rate was the highest under thermal shock. This phenomenon can be explained by the faster diffusion rate of Sn and Cu atoms because of the re-crystallization of solder and higher compressive stress at the solder joints generated from thermal shock and thermal cycling processes.

Relationship between thickness of IMCs and aging time during different thermal conditions

Ln plot of the growth of total IMCs layer in different conditions
It is well known that when solder alloy is subject to hot deformation (T > 0.5T m ), the processes of strain hardening and softening concur. Hot deformation may involve the process of dislocation redistribution due to vacancy climb, the formation of re-crystallization nuclei and their growth by migration of large angle boundaries under appropriate condition (temperature, amount and rate of deformation). During non-isothermal aging, thermal stress was induced by the CTE mismatch between the solder alloy and the copper substrate in every temperature cycle. When the temperature increased from −40 to +150 °C, the dynamic re-crystallization occurred, new grains formed and the stress released. Then the next temperature cycle came and new deformation was involved before the enlargement of the grains and formation of new grains [13]. It was reported that the single crystal solder joints are always changed into polycrystalline solder joints after thermal shock or thermal cycling [14–16]. This phenomenon could be attributed to the influence of a large difference in the CTE between the solder alloy and the copper substrate, which leads to higher thermal stresses generated from thermal cycling and thermal shock, and then the crystal orientation of the solder joints changed easily [17, 18]. With the increase of the number of polycrystalline solder balls and grain boundaries, there were two paths for Sn atoms in solder balls to diffuse into solder/Cu6Sn5 interface (lattice diffusion and grain boundary diffusion), while there was one path (lattice diffusion) for for Sn atoms in solder balls to diffuse into solder/Cu6Sn5 interface. It is estimated that faster Cu6Sn5 growth occurred during non-isothermal aging because grain boundary diffusion is much faster than lattice diffusion. In addition, the higher thermal mechanical stress generating from non-isothermal aging also contributes to faster diffusion of Cu atoms [19–22]. Thus, both the Cu6Sn5 and Cu3Sn during thermal cycling increased faster than that under isothermal aging because of faster diffusion rate of Sn atoms in solder alloy and Cu atoms from Cu bars. As for the thermal shock, the temperature change rate (25.3 °C/min) was much faster than that during thermal cycling (12.7 °C/min). This lead to higher hot deformation and thermal mechanical stress, resulting in much higher diffusion rate of Sn and Cu atoms and faster IMCs growth than that during thermal cycling.
4 Conclusions
-
1.
The thickness of interfacial IMCs increased and the morphology converted from scallop-like to a level duplex structure during isothermal aging and non-isothermal aging. The main reason lies in the scallop-like interfacial IMCs have a larger surface area, so the interface energy is higher than the level duplex structure interfacial IMCs. Due to the Gibbs–Thomson effect, in phase transformation, the microstructure contains interface will constantly adjust in a variety of ways to reduce the interface area, and then make the interface energy lowest.
-
2.
The growth rate of IMCs under the non-isothermal aging was faster than that of during isothermal aging. The possible reasons lied in that the non-isothermal aging leaded to the increase of the number of polycrystalline solder balls and grain boundaries, and then there were two paths for Sn atoms in solder balls to diffuse into solder/Cu6Sn5 interface: lattice diffusion and grain boundary diffusion when compared with mainly one path (lattice diffusion) during isothermal aging.
References
X.Y. Li, F.H. Li, F. Guo, Y.W. Shi, Effect of isothermal aging and thermal cycling on interfacial IMC growth and fracture behavior of SnAgCu/Cu joints. J. Electron. Mater. 40, 51–54 (2011)
H. Xiao, X.Y. Li, Y.X. Zhu, J.L. Yang, Intermetallic growth study on SnAgCu/Cu solder joint interface during thermal aging. J. Mater. Sci. Mater. Electron. 24, 2527–2536 (2013)
D.Q. Yu, L. Wang, The growth and roughness evolution of intermetallic compounds of Sn–Ag–Cu/Cu interface during soldering reaction. J. Alloys Compd. 458, 542–547 (2008)
Y.L. Wang, K.K. Zhang, C.Y. Li et al., The morphology and evolution of Cu6Sn5 at the interface of Sn–2.5Ag–0.7Cu–0.1RE/Cu solder joint during the isothermal aging. Mater Sci Forum 704–705, 685–689 (2012)
L. Zhang, S.B. Xue, G. Zeng et al., Interface reaction between SnAgCu/SnAgCuCe solders and Cu substrate subjected to thermal cycling and isothermal aging. J. Alloys Compd. 510, 38–45 (2012)
J.H.L. Pang, T.H. Low, B.S. Xiong, L.H. Xu, Thermal cycling aging effects on Sn–Ag–Cu solder joint microstructure, IMC and strength. Thin Solid Films 462–463, 370–375 (2004)
F.A. Stam, E. Davitt, Effects of thermomechanical cycling on lead and lead-free (SnPb and SnAgCu) surface mount solder joints. Microelectron. Reliab. 41, 1815–1822 (2001)
M.R. Harrison, J.H. Vincent, H.A.H. Steen, Lead-free reflow soldering for electronics assembly. Solder Surf Mt Technol 13, 21–38 (2001)
S.K. Kang, D.Y. Shi, Interfacial reactions of Sn–Ag–Cu solders modified by minor Zn alloying addition. J. Electron. Mater. 35, 480–484 (2006)
L.H. Xu, J.H.L. Pang, K.H. Prakash, T.H. Low, Isothermal and thermal cycling aging on IMC growth rate in lead-free and lead-based solder interface. IEEE Trans. Compon. Packag. Technol. 28, 408–414 (2005)
J.H.L. Pang, L. Xu, Intermetallic growth studies on Sn–Ag–Cu lead-free solder joints. J. Electron. Mater. 33, 1219–1226 (2004)
J. Shen, Y.C. Chan, S.Y. Liu, Growth mechanism of Ni3Sn4 in a Sn/Ni liquid/solid interfacial reaction. Acta Mater. 57, 5196–5206 (2009)
S.S. Gorelik, Recrystallization in metals and alloys (MIR Publisher, Moscow, 1981)
C.K. Yu, G. Chang, T. Shao et al., Investigation of recrystallization in BGA package to evaluate the low Ag solder with different dopants after board level test. in Xi’an:2010 11th International Conference on Electronic Packaging Technology & High Density Packaging, (2010), pp. 1069–1072
A.U. Telang, T.R. Bieler, The orientation imaging microscopy of lead-free Sn–Ag solder joints. J. Metals 57, 44–49 (2005)
T.K. Lee, B.T. Zhou, L. Blair et al., Sn–Ag–Cu solder joint microstructure and orientation evolution as a function of position and thermal cycles in ball grid arrays using orientation imaging microscopy. J. Electron. Mater. 39, 2558–2597 (2010)
T.K. Lee, K.C. Liu, T.R. Bieler, Microstructure and orientation evolution of the Sn phase as a function of position in ball grid arrays in Sn-Ag-Cu soldr joints. J. Electron. Mater. 38, 2685–2693 (2009)
H.T. Chen, B.B. Yan, M. Yang, X. Ma, M.Y. Li, Effect of grain orientation on mechanical properties and thermomechanical response of Sn-based solder interconnects. Mater. Charact. 85, 64–72 (2013)
L. Xu, J.H.L. Pang, Intermetallic growth studies on SAC/ENIG and SAC/Cu-OSP lead-free solder joints. in The 10th Intersociety Conference, (2006), pp. 1131–1136
J.H.L. Pang, L. Xu, X.Q. Shi et al., Intermetallic growth studies on Sn–Ag–Cu lead-free solder joints. J. Electron. Mater. 33, 1219–1226 (2004)
Paul T. Vianco, John J. Stephens, Jerome A. Rejent, Intermetallic compound layer development during the solid state thermal aging of 63Sn-37Pb solder/Au-Pt-Pd thick film couples. IEEE Trans. CPMT-A 20, 478–490 (1997)
Guang Zeng, Song-bai Xue, Liang Zhang, Li-li Gao, Wei Dai, Jia-dong Luo, A review on the interfacial intermetallic compounds between Sn–Ag–Cu based solders and substrates. J. Mater. Sci. Mater. Electron. 21, 421–440 (2010)
Acknowledgments
The author would like to acknowledgement the financial support provided by National Natural Science Foundation of China under Grant No. 51175151. Thank you Guo dan for the guidance of grammar in this paper.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Li, S., Yan, Yf. Intermetallic growth study at Sn–3.0Ag–0.5Cu/Cu solder joint interface during different thermal conditions. J Mater Sci: Mater Electron 26, 9470–9477 (2015). https://doi.org/10.1007/s10854-015-3406-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-015-3406-4