
Abstract
The study investigated the effect of tensile and compressive strain on the interfacial reaction of SAC305/Cu system. Experimental results indicated that the thickness of Cu6Sn5 layer on non-strained samples slightly decreased after aging for 120 h and increased with prolonged aging time. The applied tensile strain had an enhanced effect on the growth of Cu6Sn5 phase, while the applied compressive strain inhibited the growth of Cu6Sn5 phase. However, the thickness of Cu3Sn layer at SAC305/Cu solder joints increased gradually with increasing aging time, regardless of whether strain was or not applied on the solder joints. Besides, the mean diameter of Cu6Sn5 grain increased in three systems as the aging time was prolonged to 480 h. The morphology of Cu6Sn5 grain on non-strained samples gradually changed from round-shape into polyhedron-shape with increased aging time. The morphology of Cu6Sn5 grain under tensile or compressive strain was polyhedron-shape. The Kirkendall voids appeared within Cu3Sn layer in three systems after aging for 120 h and the amount of voids increased gradually with prolonged aging time. The applied tensile or compressive strain had an enhanced effect on the formation of voids within Cu3Sn layer and the enhanced effect of applied tensile strain was much remarkable than that of other systems.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Flexible microelectronics has attracted much attention during the past years because of many advantages such as flexibility, light weight, small package volume, and so forth [1]. Flexible printed circuit board (FPCB), which is generally composed of a plastic substrate (polyimide etc.) coated with a conductive trace metal (Cu), is an important component in microelectronic packaging industry. Flexible PCB is generally bonded with Si chip by interconnecting solders with the usage of common reflowing technology and the solders as joining materials are widely used in microelectronics and electrical field. During reflowing, the solder melts and wets the Si chip and PCB sides. Simultaneously, an interfacial reaction accompanying the formation of intermetallic compounds (IMCs) usually occurs at the solder/substrate interface [2, 3]. The thickness of IMCs layer gradually increases with increasing aging time and improving aging temperature [4]. It is well known that the thick IMCs layer could tend to initiate micro-cracks, leading to the reduction of mechanical properties [5], even the failure of solder joints. Therefore, it is essential to understand the interfacial reactions and the growth of IMCs of solder joint.
The eutectic Sn–Pb alloy was effectively replaced by eutectic Sn–Ag–Cu (SAC) alloy in soldering process due to the harm to environment and health resulted from heavy metal Pb and Pb-containing solders. In all of the SAC solders, the Sn–3.0 wt%Ag–0.5 wt%Cu (SAC305) solder had some favourable advantages of good wettability, mechanical properties and low melting point, which was considered as the most outstanding candidate to replace conventional Pb-containing solders [6,7,8]. A number of studies had been performed on SAC305 solder [9, 10]. Burke and Punch [9] had investigated the creep behaviour of join-scale SAC105 and SAC305 solder samples under shear conditions. SAC305 solder was superior for applications which featured thermo-mechanical fatigue because it accumulated less strain than SAC105 solder. Cheng et al. [10] discussed the tensile properties of low Ag lead-free solder alloys. As reported that SAC305 solder possessed higher strength and lower elongation ration than SAC0307 and SAC105 solder alloys. Besides, many researchers had studied the interfacial reaction and shear strength of SAC305/Cu solder joint. The study of Hu et al. [11] indicated that the shear strength of SAC305/Cu solder joints increased with increased strain rate, while the thickness of IMC layer decreased. Bashir and Haseeb [12] discussed the effects of Ni nanopatricles doped flux on the mechanical properties and electrical resistance of SAC305 solder joints subjected to electromigration. As reported that the mechanical properties and electrical performance of SAC305/Cu improved after the addition of Ni nanopatricles.
Flexible PCB was usually used to reduce the packaging volume, which made the solder joints serve in strain state. Lin et al. [13] studied the interfacial reaction of Sn/Ag/Cu tri-layer on a deformed polyimide substrate. As found that applied strain (0.34%) resulted in different growth morphologies of Cu6Sn5 IMC. The blocky Cu6Sn5 formed at the Sn/Ag3Sn interface subjected to compressive strain but rarely appeared at that subjected to tensile strain. Additionally, Lin et al. [14] also investigated the effect of larger strain (2.5%) on the Sn/Ag/Cu interface. They found that the growth rate of the Cu6Sn5 phase formed on the flexible PCB subjected to applied strain was enhanced regardless of the strain type, while the enhanced effect from compressive strain was more significant. Besides, Liao et al. [15] investigated the strain effect on the Sn/Ni interfacial reaction. They designed a three-point bending apparatus to bend the Sn/Ni bi-layer on a Si chip. The results revealed that both tensile and compressive strains (0.069%) improved the growth rate of the Ni3Sn4 phase. Chen and Chen [16] found that the tensile stress could significantly mitigate the growth of Sn whisker and hillock on the Sn thin film.
Even though numerous research had been made to study the interfacial reactions of solder joints under compressive or tensile strain, less attention has been paid to on the influence of different strain values to SAC305/Cu solder joints. Therefore, the study focused on the interfacial reaction and IMC growth between SAC305 solder and FPCB pad with a 35 µm Cu layer under various compressive or tensile strain values.
2 Experimental produces
A commercial FPCB (Shenzhen V-Layers, China), a 25 µm thick polyimide (PI) pad coated with a 35 µm thick Cu layer, was used as the substrate. The SAC305 solder foil with 90 µm in thickness was placed on the Cu layer using rosin mildly activated flux. Figure 1 shows the schematic drawing of SAC305/Cu/PI system subjected to applied strains. The SAC305/Cu solder joints on PI were prepared through the reflowing process in a reflow oven, in which the specimens were reflowed at 250 °C for 10 min. The strained experiments were performed by sticking the specimens tightly on the ceramic rod, as shown in Fig. 1. If SAC305 solder side was stuck tightly on the ceramic rod, the SAC305/Cu solder joint between PI board and the neutral plane was subjected to tensile strain, as shown in Fig. 1(A). On the contrary, if the PI board side was stuck tightly on the ceramic rod, the SAC305/Cu solder joint between PI board and the neutral plane was subjected to compressive strain, as shown in Fig. 1(B). The diameter of ceramic rod was 5 mm, 10 mm, 15 mm and 20 mm. According to literature [15], the applied strain value was calculated by the thickness of experiment samples and the radius of curvature. In the experiment, the radius of curvature was the radius of the ceramic rod. The applied strain value could be obtained using Eq. (1):
where r was the radius of ceramic rod, ts and tf was the thickness of the FPCB pad and SAC305 solder foil, respectively. Taking the known parameters (ts = 60 µm and tf = 90 µm) into Eq. (1). The strain near the neutral plane was regarded as the applied strain of SAC305/Cu solder joints, hence the applied strain was calculated to be 1.5%, 0.75%, 0.5% and 0.375%, respectively. The solid-state aging was conducted by placing the strained FPCB stuck on the ceramic rod in an oven at 150 °C for 24–480 h. Another set of FPCBs without any applied strain was aged as a reference.

Schematic drawing of the SAC305/Cu/PI subjected to applied strains (Color figure online)
After solid-state aging, the partial specimens were treated metallographically. This partial specimens were mounted in epoxy resin, following by grounding with SiC paper and polishing with the 2.5 µm and 0.5 µm diamond paste in the direction perpendicular to SAC305/Cu interface. In order to observe the top view of IMC, the other partial specimens were etched in a solution of 10% HNO3 + 90% CH3OH for 1 min to dissolve the remaining solder. The interfacial structures of samples and morphologies of interfacial IMC grains were observed by scanning electron microscopy (SEM). An X-ray microanalysis using energy dispersive spectroscopy (EDS) allowed the SEM to qualitatively analyze the elements present in a selected area of backscattered electron image. The average thickness of the IMCs was determined by dividing the cross-sectional area of the IMCs by the linear length of the interface [17].
3 Results and discussion
Figure 2 shows the interfacial cross-section SEM micrographs of SAC305/Cu solder joints before aging. It could be seen that the scallop-type Cu6Sn5 layer existed at the SAC305/Cu interface. The Cu3Sn layer did not be found at the SAC305/Cu interface. In addition, the thickness of Cu6Sn5 layer was 2.67 µm.

Cross-sectional SEM micrographs of SAC305/Cu interface on FPCB after reflowing at 250 °C for 10 min
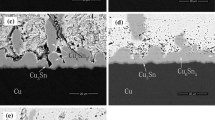
Figure 3 shows the interfacial cross-section SEM micrographs of SAC305/Cu solder joints after aging at 150 °C for 24–480 h. The samples in Fig. 3a1–a5 were not subjected to any strain. The samples in Fig. 3b1–c5 were subjected to tensile strain. The applied strain values in Fig. 3b1–b5 and c1–c5 were 0.375 and 0.5%, respectively. Figure 3d1–e5 was this samples subjected to compressive strain. The applied strain values in Fig. 3d1–d5 and e1–e5 were 0.75 and 1.5%, respectively. According to the element analysis results in Fig. 4, the phase adjacent to the Cu side was identified to be Cu3Sn, the phase next to the SAC305 solder side was Cu6Sn5, the embedded phase in the Cu6Sn5 layer was Ag3Sn. This indicated that the applied strain, regardless of whether the strain state was compressive or tensile, did not alter the type of IMCs formed at the SAC305/Cu interface. It was consistent with the study of Li et al. [18], in which the Cu6Sn5, Cu3Sn and Ag3Sn IMC formed at the SAC305/Cu interface after aging for 250 h and the elemental mapping analysis of SAC305/Cu interface without strain aged at 150 °C for 480 h was made to know the distribution of each element, as shown in Fig. 5. It was clearly seen that the Sn and Ag atoms were mainly concentrated in the solder matrix, while the Cu atoms mainly were aggregated in the upper layer of FPCB. With the interdiffusion of atoms, the reaction of three atoms resulted in the formation of three types of chemical substance, which were identified as Cu6Sn5, Cu3Sn and Ag3Sn.

Cross-sectional SEM micrographs of SAC305/Cu interface on FPCBs with different applied strains after isothermal aging at 150 °C for 24–480 h: a1–a5 without strain, b1–c5 tensile strain and a3–e5 compressive strain


The SEM image and elemental mapping analysis of the SAC305/Cu interface without strain aged at 150 °C for 480 h
Figure 3a1 shows the interface of SAC305/Cu solder joint without strain aging for 24 h. It was clearly found that the scallop-type IMC layer, which was identified as the the Cu6Sn5 phase by EDS, existed at the SAC305/Cu interface. However, a new IMC layer was observed between Cu6Sn5 layer and Cu when the SAC305/Cu solder joint was subjected to tensile or compressive strain with the same aging time of 24 h. The EDS result revealed that the new IMC layer was Cu3Sn layer. This illustrated the strain, both tensile and compressive, could promote the formation of Cu3Sn phase. Further increasing the aging time to 120 h, there were two IMCs layer (Cu6Sn5 and Cu3Sn) existed at the SAC305/Cu interface in three systems, as seen in Fig. 3a2–e2. It indicated that the Cu3Sn phase also gradually formed at the SAC305/Cu interface of non-strained sample with the prolonged aging time. Tu [19] found that the Cu6Sn5 IMC formed firstly at the Sn-based solder/Cu interface, because Cu6Sn5 phase had lower activation energy compared to the Cu3Sn phase. Then the Cu3Sn IMC layer would form over time by consuming the Cu6Sn5 IMC layer. This was because the Cu6Sn5 IMC layer was thermodynamically unstable.
Another worthy noticed phenomenon observed in Fig. 3 was the formation of voids at the SAC305/Cu interface after aging treatment, especially within the Cu3Sn layer. After aging for 24 h, voids were not observed at the interface regardless of whether strain was or not applied. The voids gradually formed within the Cu3Sn layer as the aging time was prolonged to 120 h. According to many studies [20,21,22,23], these voids are identified as the Kirkendall voids. The formation of voids are due to the difference of interdiffusion coefficients between different atoms at the interface. Literature by Wang et al. [24] reported that the formation of voids needed two steps. Firstly, the unbalance inter-diffusion of Cu and Sn atoms resulted in lots of vacancies at the Cu3Sn layer. Secondly, these vacancies would get together and coalesce into voids. As seen in Fig. 3, the amount of voids within Cu3Sn layer increased gradually with increased aging time. Besides, it could be clearly seen that the applied tensile strain had an enhanced effect on the formation of voids and the phenomenon was more obvious with increased aging time. This could be attributed to the thicker total IMC layer under tensile strain condition. It was well known that the Sn atom in the SAC305 solder was consumed to diffuse across the IMC layer to react with Cu atom. The thicker IMC layer had more significant effect of inhibition on the diffusion of Sn atom, resulting in larger difference of interdiffusion coefficients between Sn and Cu atoms. Additionally, the amount of voids within Cu3Sn layer obviously increased when the SAC305/Cu solder joints were subjected to compressive strain. The reason of difference is explained by the fact that the applied compressive strain enhances the difference of interdiffusion coefficients between Sn and Cu atoms. Generally, during reflowing and aging process, the Sn atom diffused to the Cu side and reacted with the Cu atom to form the Cu6Sn5 IMC. Song et al. [25] found that the formation of Cu6Sn5 IMC would produce volume change \(( \Delta V\, = \,V_{{{\text{Cu}}\;6\;{\text{Sn}}5}} - 6V_{{{\text{Cu}}\;({\text{with}}\;5\;{\text{Sn}})}} \, = \, + \,75.41 {\text{cm}}^{3} /{\text{mol}} )\), which resulted in volume expansion at the Sn/Cu interface. The volume expansion would cause intrinsic compressive stress at the interface. In order to release the intrinsic compressive stress, the Cu atom diffused rapidly toward the Sn side. In other word, the formation of Cu6Sn5 IMC could improved the diffusion rate of Cu atom from Cu layer to SAC305 solder. In present study, the intrinsic compressive stress still occurred at the SAC305/Cu interface during reflowing and aging process, as seen in Fig. 6. As a result, the applied external compressive strain on the FPCB pad further enhanced the intrinsic compressive stress. As shown in Fig. 6, the stronger compressive stress could act as a driving force for out-diffusion of Cu atom towards the SAC305 solder basing on the Le Chatellier’s theory [26]. Therefore, the difference of interdiffusion coefficients between Sn and Cu atoms was expanded by the compressive stress, resulting in the increasing of voids.

Schematic drawing showing that the variation of internal compressive stress subjected to different strain type. White arrows indicate Cu dissolution through the interface; Red area indicate the range of intrinsic compressive stress; Blue circles indicate the Cu atoms (Color figure online)
Figure 7 shows the total thickness of the IMCs formed on the FPCBs with and without applied strain as a function of aging time. It could be clearly seen that the total thickness of IMCs layer gradually increased with prolonged aging time in three systems. In Fig. 7a, the total IMCs layer on the tensile strained FPCBs was thicker than that of the non-strained FPCB, regardless of the strained value. It was consistent with the study of Lin et al. [14], in which the grow rate of IMC layer formed on the FPCB subjected to tensile strain was enhanced. It was obviously seen that the total interfacial IMCs layer of the FPCBs with tensile strain of 0.375% was thicker than that of other strained value when the aging time was up to 360 h. In Fig. 7b, the total IMCs layer on the compressive strained FPCBs was thinner than that of the non-strained FPCB. Meanwhile, when the compressive strain value was 0.375%, the total thickness of IMC layer on the tensile strained FPCB was the thinnest. Figure 8 shows the growth trend of the total IMC layer at the SAC305/Cu interface as the strain value increased from 0 to 1.5%. As seen in Fig. 8a, the total IMC layer of non-strained samples within the same aging time was thinner than that of other tensile strained samples. In Fig. 8b, it could be clearly found that the 0.375% compressive strained system had the thinnest IMC layer in all compressive strained systems. According to the Nabarro–Herring model [27], the vacancy concentration in a region subjected to compressive reduces to below the equilibrium vacancy concentration. Therefore, the model indicated that the applied compressive strain resulted in lower vacancy concentration in the interfacial reaction region, which weakened the atomic diffusion of Sn and Cu atoms. In contrast, the applied tensile strain resulted in higher vacancy concentration, enhancing the atom diffusion. Hence, the growth rate of IMCs layer under tensile strained condition was enhanced due to the existence of more vacancies. The fewer vacancies within total IMC layer on the compressive strained samples led to the reduction of growth rate of IMCs layer.

Total thickness of IMCs formed at the SAC305/Cu interface on FPCBs with and without applied strain after aging at 150 °C for various lengths of time: a tensile strain and without strain, b compressive strain and without strain

Relationships of total thickness of IMC layer at the SAC305/Cu interface with strain value: a tensile strain, b compressive strain
Figure 9 shows the thickness of individual Cu6Sn5 and Cu3Sn IMC layer, respectively, as a function of aging time. The thickness of individual Cu6Sn5 IMC layer under tensile or compressive strain were shown in Fig. 9a, c, respectively. It could be clearly seen that the applied tensile strain had an enhanced effect on the growth rate of Cu6Sn5 phase, while the applied compressive strain inhibited the growth of Cu6Sn5 phase. The thickness of Cu6Sn5 IMC layer on FPCB pad without strain decreased slightly after aging for 120 h and increased constantly with prolonging aging time to 480 h. When the FPCBs pad were subjected to tensile strain, the thickness of Cu6Sn5 IMC layer presented different variation trend with different strain value. The variation trend of Cu6Sn5 IMC layer thickness was the same as that of non-strained FPCB when the tensile strain value was 0.5 or 0.75%. However, when the strain value increased to 0.375 or 1.5%, the thickness of Cu6Sn5 IMC layer increased after aging for 120 h and decreased slightly with prolonging aging time to 240 h. The variation trend of Cu6Sn5 IMC layer thickness on FPCBs subjected to 0.75 or 1.5% compressive strain was similar to that of non-strained FPCB. It is worthy noticed that the thickness of Cu6Sn5 IMC layer under 0.375% compressive strain was not almost increased. The thickness of individual Cu3Sn IMC layer under tensile or compressive strain were shown in Fig. 9b, d, respectively. It could be clearly seen that the Cu3Sn IMC layer increased gradually with the increased aging time, regardless of the strain was or not applied on FPCB. Hence, the growth of Cu3Sn phases made a significant contribution to the increased thickness of the total IMC layer. In particular, the increased thickness of the total IMC layer was primarily provided by the growth of Cu3Sn phase when the compressive strain value was 0.375%.

The thickness of Cu6Sn5 and Cu3Sn IMC layer at the SAC305/Cu solder joints on FPCBs with and without applied strain after aging at 150 °C for various lengths of time: a, b tensile strain and without strain, c, d compressive strain and without strain
As it is well known that the formation and growth of Cu3Sn phase were resulted from following reaction [28]:
It could be deduced that the reduction of Cu6Sn5 IMC layer thickness during aging time might be attributed to the rapidly increased thickness of Cu3Sn IMC layer. In other word, the growth rate of Cu3Sn phase during this aging time was faster than that of Cu6Sn5 phase. Therefore, the formation of Cu3Sn phase after aging for 24 h was attributed to the effect of compressive or tensile strain, improving the rate of Cu atom diffusion towards the Cu3Sn phase.
It is well known that the aging time plays an important role in the growth of Cu6Sn5 IMC grain. According to previous studies [17, 29,30,31], the Cu6Sn5 IMC grain gradually became large with increased aging time. Tables 1 and 2 show the mean diameter of Cu6Sn5 IMC grains on FPCBs subjected to tensile and compressive strain, respectively. It could be seen that the mean diameter of Cu6Sn5 IMC grains at the SAC305/Cu solder joints without strain increased obviously as the aging time was increased to 480 h, which was in agreement with the result of corresponding cross-sectional images (as shown in Fig. 3a1–a5). Besides, when the SAC305/Cu solder joints on FPCBs subjected to tensile stress were aged for 24 h, the mean diameter of Cu6Sn5 IMC grains obviously increased. The result was consistent with the thickness of Cu6Sn5 IMC layer (Fig. 9a). According to Table 1, the Cu6Sn5 IMC grains on tensile strained FPCB pad gradually grew as the aging time was increased to 480 h, but the grow rate was remarkably slower than that of non-strained FPCB pad. Interestingly, the mean diameter of Cu6Sn5 IMC grains obviously increased when the 24 h-aged SAC305/Cu solder joints on FPCBs were subjected to compressive strain, but the corresponding thickness of Cu6Sn5 IMC layer was thinner than that of non-strained FPCB (Fig. 9c). Due to the specificity of Cu6Sn5 IMC layer thickness on the 0.375% strained FPCBs, the morphology of Cu6Sn5 grains was shown in Fig. 10. The morphology of interfacial Cu6Sn5 grains at the SAC305/Cu solder joints without strain were round-shape after aging for 24 h (Fig. 10b1). For the aged solder joints, the morphology of Cu6Sn5 gradually changed from round-shape into polyhedron-shape. However, the morphology of Cu6Sn5 grains on the 0.375% tensile stained FPCB (Fig. 10a1) were polyhedron-shape after aging for 24 h. The morphology of Cu6Sn5 grains did not obviously change and the grains size increased slightly with prolonged aging time. It worthy noticed that the morphology of Cu6Sn5 grains on the 0.375% compressive strained FPCB was slightly loose, as seen in Fig. 10c1 and c2. This might lead to the thinner Cu6Sn5 IMC layer, compared to that of non-strained FPCB. The growth of Cu6Sn5 grains is because of two kinetic processes, one is ripening and another is interfacial reactions [32]. The ripening process of Cu6Sn5 grains is the result of reaction between Cu6Sn5 grains, in which the grains grow larger in size and the number of Cu6Sn5 grains reduces over time. As shown in Fig. 10, the surfaces of the two adjacent grains were coherent and the diffusional interaction between grains became a larger grain. That resulted that some grains with adjacent side surfaces would merge together, as indicated as the marked blue circles in Fig. 10a2, b3 and c3. Additionally, there were some white micro-particles, which were identified to be Ag3Sn phase formed in the solder bulk, existed on the surface of Cu6Sn5 grains.

The morphology of SAC305/Cu interfacial Cu6Sn5 phase formed on different strain state aged at 150 °C for 24, 240 and 480 h, a1–a3 tensile strain 0.375; b1–b3 without strain and c1–c3 compressive strain 0.375
4 Conclusions
The study has investigated the effect of different tensile or compressive strain values on the interfacial reaction of SAC305/Cu solder joints. Based on the experimental results and discussions above, the following conclusions can be drawn:
-
(1)
The thickness of both total IMCs and Cu3Sn layer in SAC305/Cu solder joints under non-strained constantly increased with increased aging time. However, the thickness of Cu6Sn5 layer slightly decreased after aging for 120 h and increased as the aging time was prolonged to 480 h. It indicated that the growth rate of Cu3Sn layer was faster than that of Cu6Sn5 layer within 120 h aging time. Besides, the round-shape Cu6Sn5 grains were observed in non-strained system after aging 24 h. As the aging time was prolonged, the morphology of Cu6Sn5 grains gradually changed from round-shape into polyhedron-shape and the mean size of Cu6Sn5 grain obviously increased.
-
(2)
The applied tensile strain had an enhanced effect on the growth rate of the Cu6Sn5 and Cu3Sn phases formed at the SAC305/Cu interface, regardless of strain value. The variation trend of the Cu6Sn5 layer thickness was the same as that of non-strained samples when the tensile strain value was 1.0 or 1.5%. In addition, the applied compressive strain inhibited the growth of Cu6Sn5 phase formed at the SAC305/Cu interface. The thickness of Cu6Sn5 IMC layer was not almost increased with increased aging time when the compressive strain value was 0.375%.
-
(3)
The mean size of Cu6Sn5 grains under tensile or compressive strain was larger than that of non-strained sample after aging 24 h and slightly increased with prolonged aging time. The morphology of Cu6Sn5 grains was not change with increasing aging time and still was polyhedron-shape, regardless of strained type.
-
(4)
The Kirkendall voids appeared within Cu3Sn layer after aging for 120 h and the amount of voids gradually increased with prolonged aging time, regardless of whether strain was or not applied. The applied tensile or compressive strain had an enhanced effect on the formation of voids within Cu3Sn layer and the enhanced effect of applied tensile strain was more remarkable than that of other systems.
References
C.Y. Lee, W.C. Moon, S.B. Jung, Surface finishes of rolled copper foil for flexible printed circuit board. Mater. Sci. Eng. A 483(1), 723–726 (2008)
J.X. Wang, K.T. Chen, B.Z. Wen et al., Transesterification of soybean oil to biodiesel using cement as a solid base catalyst. J. Taiwan Inst. Chem. Eng. 43(2), 215–219 (2012)
K.Z. Wang, C.M. Chen, Intermetallic compound formation and morphology evolution in the 95Pb5Sn flip-chip solder joint with Ti/Cu/Ni under bump metallization during reflow soldering. J. Electron. Mater. 34(12), 1543–1549 (2005)
X. Hu, T. Xu, X. Jiang et al., Interfacial reaction and IMCs growth behavior of Sn3.0Ag0.5Cu/Ni solder bump during aging at various temperatures. J. Mater. Sci. 27(5), 4245–4252 (2016)
X. Hu, T. Xu, L.M. Keer et al., Microstructure evolution and shear fracture behavior of aged Sn3.0Ag0.5Cu/Cu solder joints. Mater. Sci. Eng. A 673, 167–177 (2016)
J.X. Wang, H. Nishikawa, Impact strength of Sn–3.0Ag–0.5Cu solder bumps during isothermal aging. Microelectron. Reliab. 54(8), 1583–1591 (2014)
H. Nishikawa, N. Iwata, Formation and growth of intermetallic compound layers at the interface during laser soldering using Sn–Ag–Cu solder on a Cu Pad. J. Mater. Process. Technol. 215(215), 6–11 (2015)
F. Wang et al., Recent progress on the development of Sn–Bi based low-temperature Pb-free solders. J. Mater. Sci. (2019). https://doi.org/10.1007/s10854-019-00701-w
Burke C, Punch J. A comparison of the creep behaviour of joint-scale SAC105 and SAC305 solder samples under shear conditions. IEEE Trans. Compon. Pack. Manuf. Technol. (2012)
F. Cheng, F. Gao, J. Zhang et al., Tensile properties and wettability of SAC0307 and SAC105 low Ag lead-free solder alloys. J. Mater. Sci. 46(10), 3424–3429 (2011)
X. Hu, T. Xu, L.M. Keer et al., Microstructure evolution and shear fracture behavior of aged Sn3Ag05Cu/Cu solder joints. Mater. Sci. Eng. A 673, 167–177 (2016)
M.N. Bashir, A.S.M.A. Haseeb, Improving mechanical and electrical properties of Cu/SAC305/Cu solder joints under electromigration by using Ni nanoparticles doped flux. J. Mater. Sci. 29, 3182–3188 (2018)
C.P. Lin, C.M. Chen, C.H. Lin et al., Interfacial reactions of Sn/Ag/Cu tri-layer on a deformed polyimide substrate. J. Alloy. Compd. 502(2), 17–19 (2010)
C.P. Lin, C.M. Chen, Y.W. Yen, Enhanced growth of the Cu6Sn5 phase in the Sn/Ag/Cu and Sn/Cu multilayers subjected to applied strain. J. Alloy. Compd. 591, 297–303 (2014)
W.K. Liao, C.M. Chen, M.T. Lin et al., Enhanced growth of the Ni3Sn4 phase at the Sn/Ni interface subjected to strains. Scr. Mater. 65(8), 691–694 (2011)
Y.J. Chen, C.M. Chen, Mitigative tin whisker growth under mechanically applied tensile stress. J. Electron. Mater. 38(3), 415–419 (2009)
X. Zhang, X. Hu, X. Jiang et al., Effect of Ni addition to the Cu substrate on the interfacial reaction and IMC growth with Sn3.0Ag0.5Cu solder. Appl. Phys. A 124(4), 315 (2018)
H. Li, R. An, C. Wang et al., In situ, quantitative study of microstructural evolution at the interface of Sn3.0Ag0.5Cu/Cu solder joint during solid state aging. J. Alloy. Compd. 634, 94–98 (2015)
K.N. Tu, Solder Joint Technology (Springer, New York, 2007), p. 117
W.Q. Peng, E. Monlevade, M.E. Marques, Effect of thermal aging on the interfacial structure of SnAgCu solder joints on Cu. Microelectron. Reliab. 47, 2161–2168 (2007)
L. Yin, P. Borgesen, On the root cause of Kirkendall voiding in Cu3Sn. J. Mater. Res. 26(03), 455–466 (2011)
C. Yu, Y. Yang, H. Lu, J.M. Chen, Effects of current stressing on formation and evolution of Kirkendall voids at Sn–3.5Ag/Cu interface. J. Electron. Mater. 39, 1309–1314 (2010)
F.Y. Ouyang, C.L. Kao, In situ observation of thermomigration of Sn atoms to the hot end of 96.5Sn–3Ag–0.5Cu flip chip solder joints. J. Appl. Phys. 110, 123525 (2011)
Y.W. Wang, Y.W. Lin, C.R. Kao, Inhibiting the formation of microvoids in Cu3Sn by additions of Cu to solders. J. Alloy. Compd. 493(1–2), 233–239 (2010)
J.Y. Song, J. Yu, T.Y. Lee, Effects of reactive diffusion on stress evolution in Cu–Sn films. Scr. Mater. 51(2), 167–170 (2004)
R. Olender, A. Nitzan, Lattice theory of solvation and dissociation in macromolecular fluids II. Quasichemical approximation. J. Chem. Phys. 101(3), 2338–2349 (1994)
C. Herring, Effect of change of scale on sintering phenomena. J. Appl. Phys. 21(4), 301–303 (1950)
J. Shen, M. Zhao, H.E. Peipei et al., Growth behaviors of intermetallic compounds at Sn–3Ag–0.5Cu/Cu interface during isothermal and non-isothermal aging. J. Alloy. Compd. 574(10), 451–458 (2013)
N. Bao, X. Hu, Y. Li et al., Effects of thermal aging on growth behavior of interfacial intermetallic compound of dip soldered Sn/Cu joints. J. Mater. Sci. 29(10), 8863–8875 (2018)
Y. Lai, X. Hu, Y. Li et al., Interfacial microstructure evolution and shear strength of Sn0.7Cu–xNi/Cu solder joints. J. Mater. Sci.-Mater. Electron. 29, 1–11 (2018)
X. Hu, T. Xu, X. Jiang et al., Effects of post-reflow cooling rate and thermal aging on growth behavior of interfacial intermetallic compound between SAC305 solder and Cu substrate. Appl. Phys. A 122(4), 278 (2016)
H.K. Kim, K.N. Tu, Kinetic analysis of the soldering reaction between eutectic SnPb alloy and Cu accompanied by ripening. Phys. Rev. B 53(23), 16027–16034 (1996)
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grant No. 51765040), Natural Science Foundation of Jiangxi Province (Grant No. 20161BAB206122) and Postgraduate Innovation special founds of Jiangxi Province (Grant No. YC2018-S060).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhang, X., Hu, X., Jiang, X. et al. Novel insights in growth of intermetallic compounds between Sn–3.0Ag–0.5Cu solder and flexible PCB substrates under strain. J Mater Sci: Mater Electron 30, 9410–9420 (2019). https://doi.org/10.1007/s10854-019-01271-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-019-01271-7